Hauteur minimale du pliage en Z
Lorsque l'on travaille avec le pliage en Z dans la fabrication métallique, il est essentiel d'obtenir une hauteur de pliage minimale correcte pour garantir la précision et la structure...

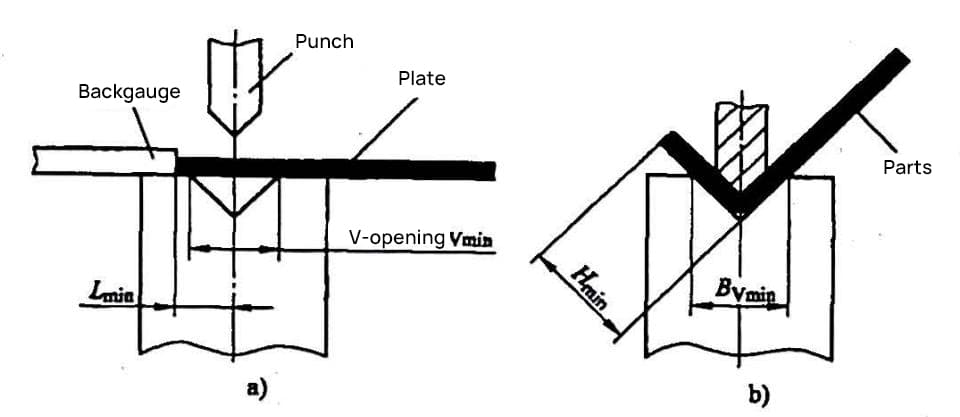
Le principal facteur influençant la hauteur de courbure de la machine à plier est la largeur de la rainure de la matrice. La hauteur minimale du pliage en V est illustrée à la figure 1. L'état initial d'un pliage en V simple est illustré à la figure 1a.
La figure montre que lorsque la flexion permet d'atteindre la dimension minimale Lmin de la ligne de pliage (ligne symétrique de la rainure de la matrice) au bord de la feuille à plier, la dimension limite minimale de la hauteur de pliage de la machine à plier, ou la hauteur de pliage minimale Hminest illustré à la figure 1b.
Par conséquent, la hauteur de pliage minimale de la cintreuse est déterminée par la largeur de la rainure de la matrice.
1) Nous pouvons déterminer la valeur minimale Bvmin de la largeur de la rainure de la matrice requise pour le pliage de différentes épaisseurs de tôles selon la formule (2-1).
Exemple 2-1 :
Calculez la largeur minimale de la rainure de la matrice Bvmin qui peut être utilisée pour le pliage d'un matériau d'une épaisseur de tôle t=1,5 mm.
Solution : Prendre Kb=6, substituer t=1,5mm dans la formule (2-1), et obtenir Bvmin = 6 x 1,5 mm = 9 mm. Comparez avec les spécifications de la largeur de la rainure de la matrice ci-dessus, et vous pouvez choisir une matrice inférieure avec une largeur de rainure de 10 mm (ou 8 mm).
2) D'après le diagramme d'état initial de la flexion, nous pouvons voir que la dimension minimale Lmin de la ligne de pliage (ligne symétrique de la rainure de la matrice) au bord de la feuille est limitée par la valeur minimale Bvmin de la largeur de la rainure. Lmin doit être supérieur à Bvmin/2. Grâce à des expériences, il est prouvé que :
Lmin= Bvmin/2 + f (2-2)
Où f est une valeur empirique (mm), généralement f>0,5~1.
3) La relation entre la dimension minimale Lmin de la ligne de pliage (ligne symétrique de la bouche de la filière) au bord de la tôle en pliage en V (90°) et la hauteur minimale de pliage H est la suivante :
Hmin=Lmin+t-x/2.
En substituant la formule (2-2) à cette formule, on obtient la formule de calcul de la hauteur minimale de la courbure dans le cas d'une courbure en V :
Hmin=(Bvmin-x)/2+f+t (2-3)
Où Hmin est la hauteur de pliage minimale (mm) ; x est la valeur de correction de la partie R du pliage (mm). Lorsque le pliage φ=90° n'utilise pas la plaque de pression, voir le tableau 1 pour la valeur de correction de la partie R. Lorsque la flexion φ=90° utilise la plaque de pression, voir le tableau 2-2 pour la valeur positive de la partie R.
Tableau 1 Valeur de correction x de la partie R lorsque la flexion φ=90° n'utilise pas la plaque de pression (unité : mm)
| Rayon de courbure r | Epaisseur du matériau t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Remarque :
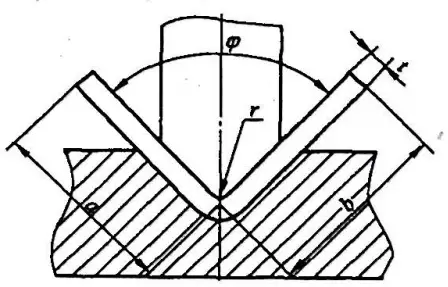
Tableau 2 Lorsque φ=90° et qu'une plaque de presse est utilisée pour le pliage, la valeur de correction x pour la partie R (Unité : mm)
| Rayon de courbure r | Epaisseur du matériau t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Remarque :
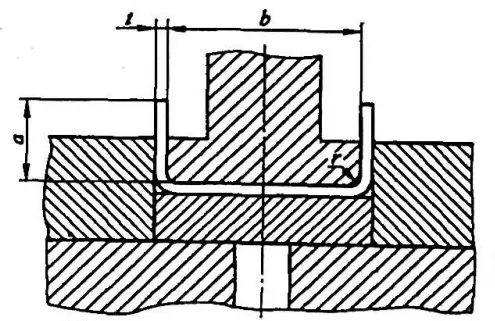
Dans la formule a- longueur de l'arête sans l'épaisseur du matériau (mm) ;
Exemple 2-2 Utilisation d'une matrice inférieure avec une largeur de rainure de 10 mm et un couteau de pliage de r0=1 sur la matrice supérieure, plier une pièce en forme de V avec une épaisseur de plaque de t=1,5mm et φ=90°. Calculer la hauteur minimale du bord de pliage Hmin pour l'usinage de cette pièce sur le machine à plier (comme le montre la figure 1b).
[Solution] D'après la formule (2-3), la hauteur minimale de l'arête de flexion de la pièce est de
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Hauteur minimale recommandée du bord de pliage pour les tôles minces d'acier laminées à froid, voir le tableau 3.
Tableau 3 Hauteur minimale recommandée du bord de pliage (unité : mm)
| Numéro de série | Matériau Épaisseur t | Largeur de la fente du moule en V Bv | Rayon de l'arête du couteau à courber r0 | Hauteur minimale de la courbure Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 ou 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 ou 0,2 | 4.4 |
| 5 | 1.2 | 8(ou 6) | 1 ou 0,2 | 5.5(ou 4.5) |
| 6 | 1.5 | 10(ou 8) | 1 ou 0,2 | 6.8(ou 5.8) |
| 7 | 2.0 | 12 | 1,5 ou 0,5 | 8.3 |
| 8 | 2.5 | 16(ou 14) | 1,5 ou 0,5 | 10.7(ou 9.7) |
| 9 | 3.0 | 18 | 2 ou 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Remarque :