Warum sind Rohrbiegemaschinen in der Industrie so wichtig? Diese Maschinen, die für die Formgebung von Rohren unverzichtbar sind, gibt es in verschiedenen Ausführungen, wie z. B. Hydraulik-, CNC- und Multimode-Biegemaschinen, die jeweils für unterschiedliche Biegeanforderungen geeignet sind. Von der Automobil- bis zur Luft- und Raumfahrtindustrie kann das Verständnis ihrer Funktionsweise die Effizienz und Präzision von Fertigungsprozessen optimieren. In diesem Leitfaden erfahren Sie mehr über die Mechanik, Typen und Anwendungen von Rohrbiegemaschinen und lernen, wie Sie Ihre Produktionsmöglichkeiten verbessern können.
Zuletzt aktualisiert:
Juni 28, 2024
Teilen Sie Ihr Gefallen:
Inhaltsverzeichnis
Es gibt viele Methoden und Vorrichtungen zum Biegen von Rohren. Je nachdem, ob die Verformungszone direkt von einer Form beeinflusst wird, kann man zwischen formgebendem und formlosem Biegen unterscheiden. Je nach der Biegetemperatur kann man zwischen Kaltbiegen und Warmbiegen unterscheiden. Zu den gängigen Kaltbiegemethoden gehören das Pressbiegen, das Walzbiegen, das Wickelbiegen und das Strangpressen.
Das Pressbiegen (Druckbiegen) wird durch seitliches plastisches Biegen auf einer Press- oder Druckbiegemaschine erreicht; das Walzbiegen wird durch Hinzufügen von Formen auf einer Blechwalzmaschine oder durch kontinuierliches punktuelles seitliches plastisches Biegen auf einer Profilbiegemaschine; das Strangpressen erfolgt durch Strangpressen auf einer Presse oder einer speziellen Strangpressmaschine; das Wickelbiegen wird auf einer vertikalen oder horizontalen Rohrbiegemaschine durch Biegen mit einer bestimmten Zugkraft erreicht.
Zu den wichtigsten Methoden des Warmbiegens von Rohren gehören das Mittelfrequenz-Rohrbiegen und das Flammenbiegen, ein Verfahren, bei dem Rohre in speziellen Anlagen kontinuierlich erhitzt, gebogen und abgekühlt werden. Je nach der Art der beim Biegen aufgebrachten Kraft kann man zwischen Zug- und Druckbiegen unterscheiden. Darüber hinaus kann das Laserstrahlbiegen durch die Steuerung der thermischen Belastung durch örtlich begrenzte vorübergehende Erwärmung mit Lasern erreicht werden.
Das Wickelbiegen auf Rohrbiegemaschinen ist aufgrund der präzisen Formgebung, der geringen Größe und des geringen Platzbedarfs in Branchen wie Kessel, Schiffbau, Automobilbau und Luft- und Raumfahrt weit verbreitet. BiegeradiusBiegewinkel von über 180 Grad, Widerstandsfähigkeit gegen Faltenbildung, kontinuierliche Biegefähigkeit und einfache CNC-Integration. Im Folgenden wird nur die Wickelzug-Rohrbiegemaschine (im Folgenden als Rohrbiegemaschine bezeichnet) vorgestellt.
I. Prinzip des Rohrbiegeverfahrens
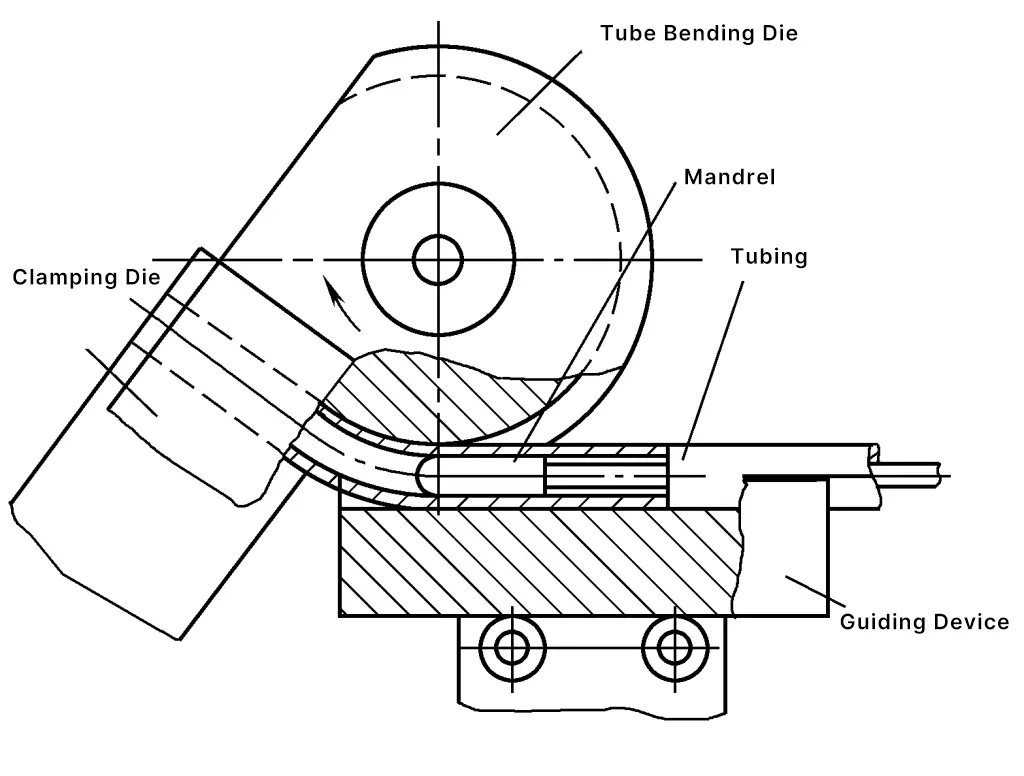
Wie in Abbildung 1 dargestellt, wird die Rohrbiegematrize mit einer halbkreisförmigen Nut von einem Hydraulikzylinder über ein Kettenrad, eine Kette und eine Hauptwelle gedreht. Das Rohr wird in die Biegematrize gelegt und von der Spannmatrize eingespannt. Eine Führungsvorrichtung (Rolle oder Rille) wird verwendet, um die Außenfläche des Rohrs im Verformungsbereich zu drücken.
Abbildung 1 Arbeitsprinzip einer Rohrbiegemaschine
Ein an der Dornvorrichtung angebrachter Dornkopf ragt in das innere Loch des Rohrs, das sich an oder leicht vor der Mittellinie der Biegematrize befindet. Wenn das Rohr von der Spannmatrize eingespannt wird und sich zusammen mit der Biegematrize dreht, wird es eng gegen die Biegematrize gebogen.
Wenn das Rohr unterschiedliche Durchmesser und Biegeradien hat, wird ein anderes Biegewerkzeug benötigt. Der Biegewinkel des Rohrs wird durch einen mechanischen Anschlagblock (oder eine Digitalanzeige) gesteuert. Wenn sich die Biegematrize bis zu einem bestimmten Winkel dreht, stößt sie an den Anschlagblock (oder das Programmiergerät), der einen Befehl zum Anhalten des Hydraulikzylinders sendet, wodurch die Biegematrize angehalten und die gewünschte Rohrbiegung abgeschlossen wird.
II. Formen und Konstruktionen von Rohrbiegemaschinen
Zu den gebräuchlichen Formen von Rohrbiegemaschinen gehören vor allem: hydraulische (planare) Rohrbiegemaschinen, CNC-Rohrbiegemaschinen (dreidimensional, eindimensional) und CNC-Dualmode- (oder Multimode-) Rohrbiegemaschinen. Außerdem gibt es CNC-Druckbiegemaschinen, CNC-Doppelkopf-Rohrbiegemaschinen, CNC-Serpentinen-Rohrbiegemaschinen und Rohranordnungsbiegemaschinen.
1. Aufbau einer hydraulischen (planaren) Rohrbiegemaschine
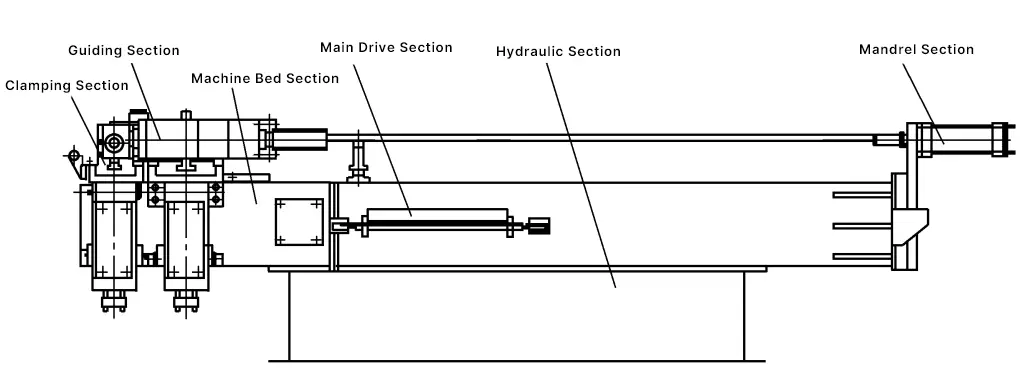
Abbildung 2 zeigt den strukturellen Aufbau der hydraulischen (planaren) Rohrbiegemaschine. Die Maschine besteht aus einem Bett, einem Hauptantrieb, einer Spannvorrichtung, einer Führung, einem Dorn sowie elektrischen und hydraulischen Steuersystemen. Sie wird im Allgemeinen zum Biegen von zweidimensionalen, ebenen Rohrformen mit einem einzigen Krümmungsradius verwendet. Mit zusätzlichen Hilfsvorrichtungen kann sie auch räumliche Rohrformen biegen.
Abbildung 2 Struktureller Aufbau der hydraulischen Rohrbiegemaschine
2. CNC (dreidimensional, Single-Mode) Rohrbiegemaschine Struktur
Diese Art von Maschine kann Rohre mit einfachem Krümmungsradius im dreidimensionalen Raum biegen, und ihre strukturelle Zusammensetzung umfasst die Grundstruktur der oben erwähnten hydraulischen Rohrbiegemaschine. Darüber hinaus hat die Maschine drei Bewegungskoordinatenachsen: die Y-Achse für den linearen Vorschub, die B-Achse für den Drehwinkel des Rohres im Raum und die C-Achse für den Biegewinkel der Rohrebene.
Alle drei Koordinatenachsen werden von einem Computer präzise gesteuert, wobei die Y- und B-Achse von AC-Servomotoren oder hydraulischen Servomotoren angetrieben und gesteuert werden. Die C-Achse wird durch ein elektrohydraulisches Servoventil angetrieben und gesteuert. Bei kleineren CNC-Rohrbiegemaschinen werden alle drei Achsen durch elektrische Servos gesteuert.
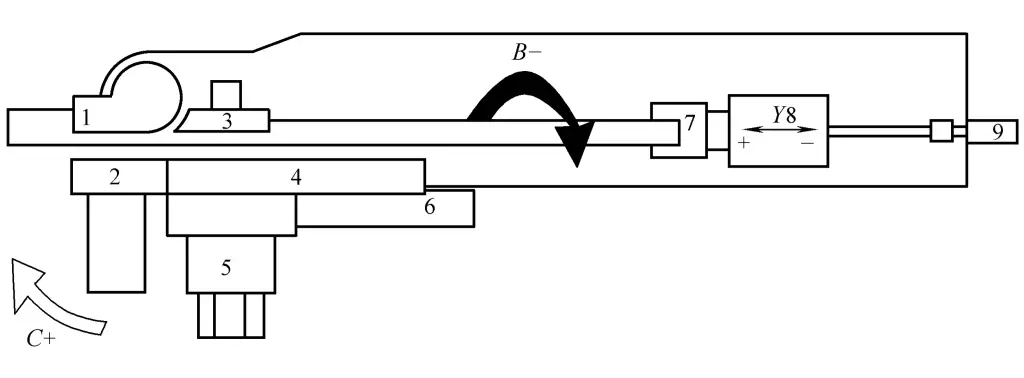
Abbildung 3 zeigt die Montagepositionen der Bewegungskoordinatenachsen und Formen der CNC-Rohrbiegemaschine. Das CNC-Rohrbiegesystem verfügt über ein Touchscreen-Display-Terminal, das verschiedene Rohrbiegedaten und Befehle eingeben und anzeigen kann. Der Bildschirm kann seinen Arbeitszustand umschalten und verfügt über starke Bearbeitungsfunktionen, die es dem Bediener ermöglichen, verschiedene Bewegungsgeschwindigkeiten für jede Bewegungskoordinatenachse frei auszuwählen, abzurufen und im Speicher abzulegen.
Bild 3 Schematische Darstellung der Bewegungskoordinatenachsen und Werkzeugmontagepositionen der CNC-Rohrbiegemaschine
Die guten Bearbeitungsmöglichkeiten der Maschine erlauben es dem Bediener, Rohrdaten im Programm hinzuzufügen oder zu ändern. Kompensation der Rückfederung, die während Rohrbiegen erreicht werden kann. Der Computer verfügt außerdem über Sicherheitssperren und Diagnosefunktionen, die die Maschine automatisch sperren und im Falle von Betriebsfehlern oder anderen Problemen Diagnoseergebnisse anzeigen.
3. CNC (3D Dual-Mode oder Multi-Mode) Rohrbiegemaschine Struktur
Dieser Maschinentyp kann Rohre mit zwei oder mehr Krümmungsradien im Raum biegen.
Zusätzlich zu den strukturellen Merkmalen der CNC- und hydraulischen Rohrbiegemaschinen kommen die Bewegungen der "X-Achse" und der "Z-Achse" hinzu. Die X-Achse verändert den Biegeradius durch eine seitliche Bewegung des Biegekopfs oder des Vorschub-Reitstocks. Der Antrieb und die Steuerung der X-Achse erfolgen über einen AC-Servomotor.
Z-Achse - eine vertikale Hubachse. Kernwelle, Hülsen bewegen sich nach oben und unten zur Positionierung auf den beim Biegen verwendeten Formen. Antrieb durch hydraulischen Servo oder elektrischen Servo.
III. Parameter der Rohrbiegemaschine
Die Parameter der hydraulischen Rohrbiegemaschine und der CNC-Rohrbiegemaschine werden gemäß den Normen JB/T2671.1-1998 "Pipe Bending Machine Parameters" und JB/T5761-1991 "CNC Pipe Bending Machine Parameters" umgesetzt.
Stellen Sie sich vor, die Art und Weise, wie wir Rohre biegen, zu revolutionieren und die Grenzen von Effizienz und Präzision zu erweitern. Die nächste Generation des Rohrbiegens...
Das Biegen von Rohren kann ein kniffliger Prozess sein, der oft zu Defekten wie Rückfederung, Faltenbildung, Rissbildung und mehr führt. Wie können diese...
Wie werden flache Bleche zu gebogenen Teilen? Der Schlüssel dazu ist das Biegen von Metall. Dieser Artikel enthüllt die Werkzeuge, Techniken und Tricks, die...
Haben Sie sich jemals gefragt, wie alltägliche Gegenstände ihre einzigartigen Formen erhalten? Von Getränkedosen bis zu Autoteilen ist das Biegen von Metall ein...
I. Grundlegende Prozesskenntnisse 1. Grundlegende Kenntnisse über den Korrekturprozess Bei der Wartung und Installation von Ausrüstungen kommt es häufig zu Verformungen bestimmter Teile...
Stellen Sie sich vor, Sie verwandeln ein flaches, unscheinbares Metallblech in ein präzise gebogenes, strukturell wichtiges Bauteil. Diese Magie der Materialmanipulation...
Wie unterscheiden sich nahtlose und geschweißte Rohre in ihren Anwendungen und Vorteilen? Vom Flüssigkeitstransport bis hin zu strukturellen Komponenten hat jeder Typ...
Unsere Vertriebsingenieure stehen Ihnen gerne zur Verfügung, um alle Ihre Fragen zu beantworten und Ihnen ein schnelles, auf Ihre Bedürfnisse zugeschnittenes Angebot zu unterbreiten.