
Installations- und Wartungsanleitung für das pneumatische System
I. Installation von pneumatischen Systemen 1. Installation von Rohrleitungen 2. Einbau der Komponenten II. Systemspülung und Druckprüfung nach...
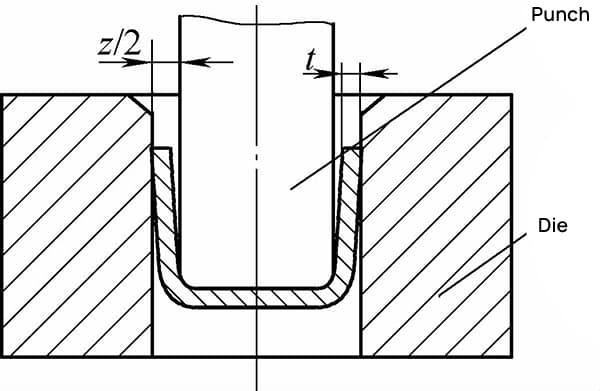
Das Spiel zwischen Stempel und Matrize beim Tiefziehen bezieht sich auf den seitlichen Maßunterschied zwischen den beiden, wobei das beidseitige Spiel mit z bezeichnet wird, wie in Abbildung 1 dargestellt.
Wenn das Spiel klein ist, ist die Rundheit des gezogenen Stücks gut, aber die Ziehkraft ist hoch, was leicht zum Reißen des Werkstücks führen kann und einen starken Verschleiß der Matrize zur Folge hat. Wenn das Spiel zu groß ist, wird die Ziehkraft verringert, und obwohl die Lebensdauer der Matrize verlängert wird, nimmt das Werkstück eine kegelstumpfförmige Form an.
Dies liegt daran, dass beim Ziehen immer die Unterseite des Werkstücks am Stempel anliegt, während die Öffnung an der Matrize haftet. Daher sollte bei Werkstücken, die eine hohe Rundheit erfordern oder die zusammenpassen müssen, eine detaillierte und gründliche Betrachtung unter Bezugnahme auf die Materialverformungskurve vorgenommen werden.
Sobald das t/D-Verhältnis bestimmt ist, hängt es von der Niederhalterkraft und dem Matrizenradius ab, ob die Platine während der Umformung Falten wirft.
Das Spiel beim Tiefziehen sollte nicht negativ sein. Ein Abstand zwischen Stempel und Matrize, der kleiner ist als die Materialdicke, ist nicht in der Lage, die Faltenbildung einzudämmen. Wenn das Material in der Flanschphase Falten wirft und beim Überfahren des Matrizenradius nicht geglättet werden kann, erhöht sich der Materialflusswiderstand erheblich, was zum Bruch des Werkstücks führt.
Bei halbkugelförmigen Werkstücken kann der Abstand zwischen dem Stempel und der Matrize als unendlich groß angesehen werden, was die obige Aussage unterstützt. Wenn der Abstand zwischen Stempel und Matrize kleiner als die Materialdicke ist, kann das Material entweder in dem Abstand eingeklemmt und erstickt werden oder in schweren Fällen die Matrize dehnen und reißen.
Daher ist bei der Konstruktion von Tiefziehwerkzeugen das Spiel auf jeder Seite zwischen Stempel und Matrize im Allgemeinen größer als die Materialstärke, um die Reibung zu verringern. Die Formel zur Berechnung des Spiels z/2 auf jeder Seite lautet:
In der Formel,
Tabelle 1: Tief Ziehstein Räumungskoeffizient K
| Material Dicke: t/mm | Allgemeine Präzision. | Präzisions-Tiefziehen | Präzisions-Tiefziehen | |
| Einstufiges Tiefziehen | Mehrstufiges Tiefziehen | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
Das Prinzip zur Bestimmung des Spiels muss die Auswirkungen der Blechtoleranzen sowie das Phänomen der Verdickung am Niederhalter berücksichtigen.
Erfahrungen mit dem Tiefziehen von rostfreiem Stahl zeigen, dass der Tiefziehkoeffizient bei einem Tiefziehwerkzeug mit einem Arbeitsgang etwa 0,52 beträgt und die Verdickung am Niederhalter nur 2-3% beträgt. Dies liegt daran, dass das Material eine tangentiale Druckverformung erfährt, was zu einer minimalen Verdickung führt.
Bei Hardware-Produkten werden nur bei Flüssigkeitsbehältern und Kosmetikbehältern strenge Anforderungen an die Rundheit des Werkstücks gestellt. In diesen Fällen sind genaue Berechnungen und eine strenge Kontrolle der Spiel- und Fertigungstoleranzen zwischen Stempel und Matrize für das Tiefziehen erforderlich.
Bei Küchengeräten aus rostfreiem Stahl ist die Dichtigkeit des Werkstücks von speziellen Silikondichtungen abhängig, daher die Spiel zwischen Stempel und Matrize in den Ziehwerkzeugen für zylindrische Teile wird in der Regel auf 1,1 t oder mehr eingestellt. Beim mehrstufigen Tiefziehen liegt der Abstand zwischen Stempel und Matrize bis auf die letzte Stufe in der Regel zwischen 1,1 t und 1,5 t.
1) Für alle Ziehvorgänge mit Ausnahme der letzten Stufe ist die Richtung des Abstands nicht festgelegt.
2) Was die letzte Phase betrifft: Wenn die Außenabmessungen des Werkstücks genau sein müssen, sind die Abmessungen der Matrize der Standard, und die Abmessungen des Stempels werden von denen der Matrize reduziert, um das erforderliche Spiel zu erreichen; umgekehrt, wenn die Innenabmessungen des Werkstücks genau sein müssen, sind die Abmessungen des Stempels der Standard, und die Abmessungen der Matrize werden von denen des Stempels erhöht, um das erforderliche Spiel zu erreichen.








