Stanzkraft in der Metallverarbeitung: Ein umfassender Leitfaden
Wie formt die Kraft eines Stempels Metall mit Präzision? In der Metallverarbeitung ist es entscheidend, die Dynamik der Stanzkraft zu verstehen. Dieses Handbuch befasst sich mit der Mechanik, die hinter der Berechnung der Stanzkraft steht, und untersucht die Entlastungs-, Druck- und Ausstoßkräfte, die den Prozess beeinflussen. Die Leser entdecken praktische Methoden zur Optimierung von Stanzvorgängen, um effiziente und genaue Ergebnisse bei ihren Metallbearbeitungsprojekten zu gewährleisten.
Zuletzt aktualisiert:
Juni 28, 2024
Teilen Sie Ihr Gefallen:
Inhaltsverzeichnis
Die Stanzkraft umfasst AusblendkraftAbstreifkraft, Druckkraft und Hubkraft. Die Berechnung der Stanzkraft ist von grundlegender Bedeutung für die Auswahl der richtigen Presse, wie in Abbildung 1 dargestellt.
Ausblendkraft
wo:
F - die Ausblendkraft (N);
L - die Umfangslänge des Rohlings (mm);
t - die Materialstärke (mm);
r - die Scherfestigkeit des Materials (MPa).
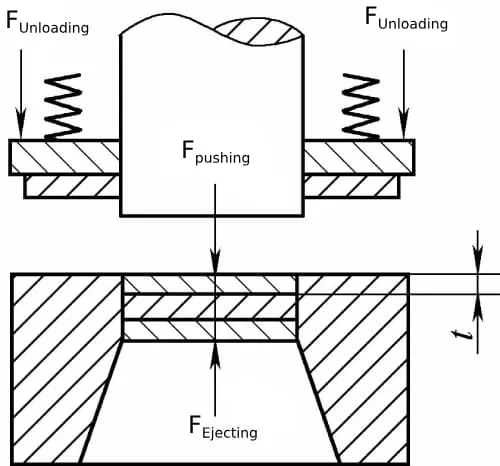
Abbildung 1 Abwurfkraft, Vorschubkraft, Hubkraft.
Abisolierkraft, Druckkraft, Hebekraft
a) Die Abstreifkraft ist die Kraft, die erforderlich ist, um das auf dem Stempel eingespannte Material zu entfernen; sie ist gegeben durch
FEntladen = kEntladen * F
b) Die Schubkraft ist die Kraft, die erforderlich ist, um den Rohling in Stanzrichtung aus dem Formhohlraum zu schieben, gegeben durch
FSchieben = n*kSchieben*F
c) Die Ausstoßkraft ist die Kraft, die erforderlich ist, um den Rohling entgegen der Stanzrichtung aus dem Formhohlraum zu heben, gegeben durch
FAuswerfen = kAuswerfen * F
wo:
kEntladen - der Koeffizient der Abstreifkraft;
kSchieben - der Koeffizient für die Schubkraft;
kAuswerfen - der Koeffizient für die Ausstoßkraft;
n - die Anzahl der Teile in der Matrize, n = h/t (h ist die gerade Wandhöhe des Matrizenrandes, t ist die Dicke des Werkstücks);
F - die Ausblendkraft (N).
Die Koeffizienten für die Entlastungskraft, die Druckkraft und die Ausstoßkraft sind in Tabelle 1 aufgeführt.
Tabelle 1: Verhältnis von Entladekraft, Vorschubkraft, Abstreifkraft zur Stanzkraft
Material Dicke/mm
KEntladen
KStanzen
KAuswerfen
Stahl
≤0.1
0.065 – 0.075
0.1
0.14
>0. 1 ~0.5
0.045 – 0.055
0.063
0.08
>0.5 ~2.5
0.04 – 0.05
0.055
0.06
>2.5 ~6.5
0.03 – 0.04
0.045
0.05
>6.5
0.02 – 0.03
0.025
0.03
Aluminium und Aluminiumlegierungen
0.025 – 0.08
0. 03 ~ 0. 07
Reines Kupfer und Messing
0.02 – 0.06
0.03 ~ 0.09
I. Berechnung der Stanzkraft
Die Größe der Stanzkraft P hängt von der Gesamtlänge des inneren und äußeren Umfangs der Stanzung, der Dicke des Materials und der Zugfestigkeit ab und steht im Zusammenhang mit dem Streckgrenzenverhältnis des Materials, das nach der folgenden Formel berechnet werden kann
P = fLtRm
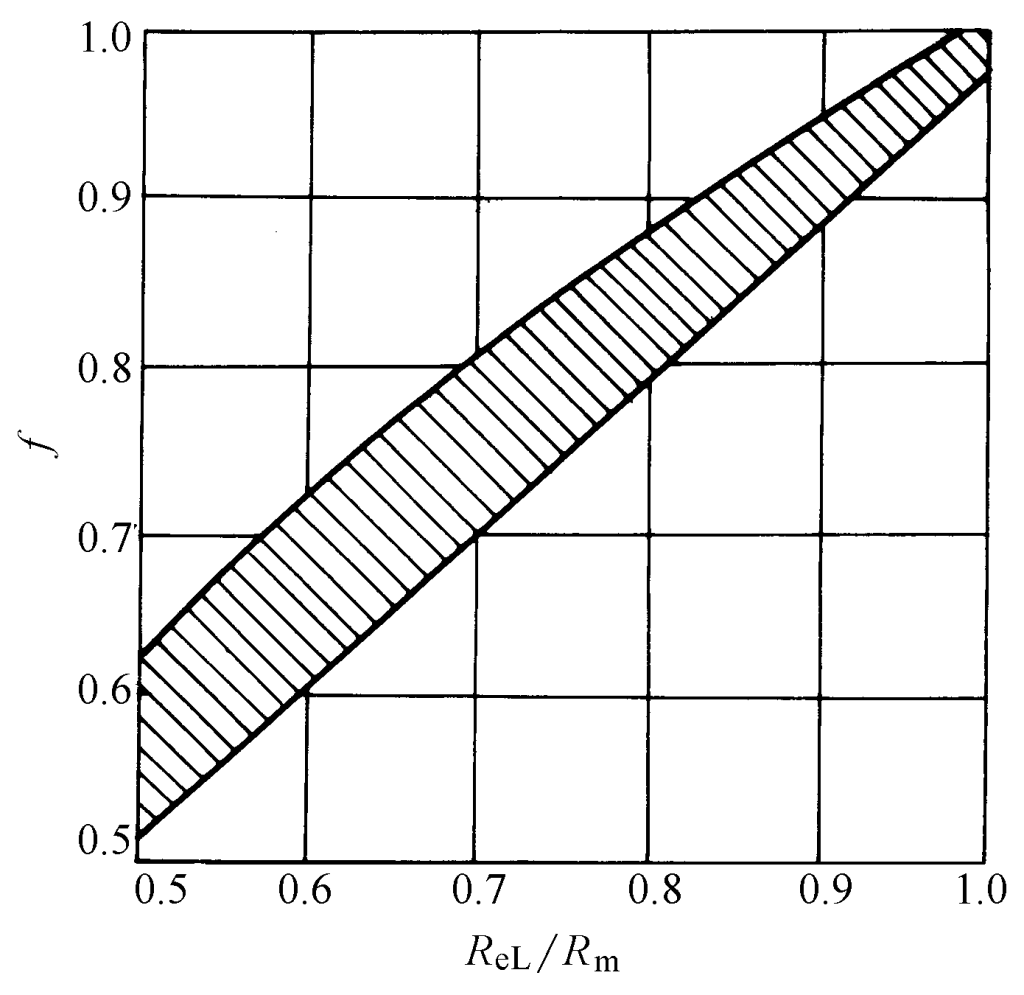
Der f-Faktor, der vom Streckgrenzenverhältnis des Materials abhängt, kann aus Abbildung 2-2-35 entnommen werden, im Allgemeinen beträgt f 0,6~0,7;
L-Gesamtlänge des inneren und äußeren Umfangs der Stanzung (mm);
t - Dicke des Materials (mm);
R m -Zugfestigkeit des Materials (MPa).
Die obige Berechnungsmethode wurde von Timmerbeil vorgeschlagen. f=1-t'/t, wobei t' die Tiefe ist, in der der Stempel in das Material drückt, wenn die maximale Stanzkraft auftritt (d. h. die Stanzkraft P in der obigen Formel), und sie steht in Beziehung zum Streckgrenzenverhältnis des Materials.
Die nach der obigen Formel berechnete Durchstanzkraft entspricht durchaus der Realität und wurde in die deutschen Normen aufgenommen. Zu den mechanischen Eigenschaften der Rohstoffe gehört auch die Zugfestigkeit des Materials R m und geringere Streckgrenze R eL und ihr Verhältnis wird verwendet, um f aus Abbildung 2-2-35 zu erhalten und so die Stanzkraft zu berechnen, was für die Verwendung sehr praktisch ist.
Abbildung 2-2-35 Beziehung zwischen f und dem Streckgrenzenverhältnis des Materials
II. Entladekraft, Druckkraft und Ausstoßkraft
Nach Abschluss des Stanzvorgangs verformt sich das gestanzte Werkstück (oder der Schrott) radial elastisch und dehnt sich aus, während sich das Loch im Schrott (oder im Werkstück) radial elastisch zusammenzieht. Gleichzeitig versuchen sowohl das Werkstück als auch der Schrott, ihre elastische Krümmung wiederherzustellen. Das Ergebnis dieser beiden elastischen Rückstellvorgänge führt dazu, dass das Werkstück (oder der Schrott) im Hohlraum der Matrize stecken bleibt und der Schrott (oder das Werkstück) den Stempel fest umklammert.
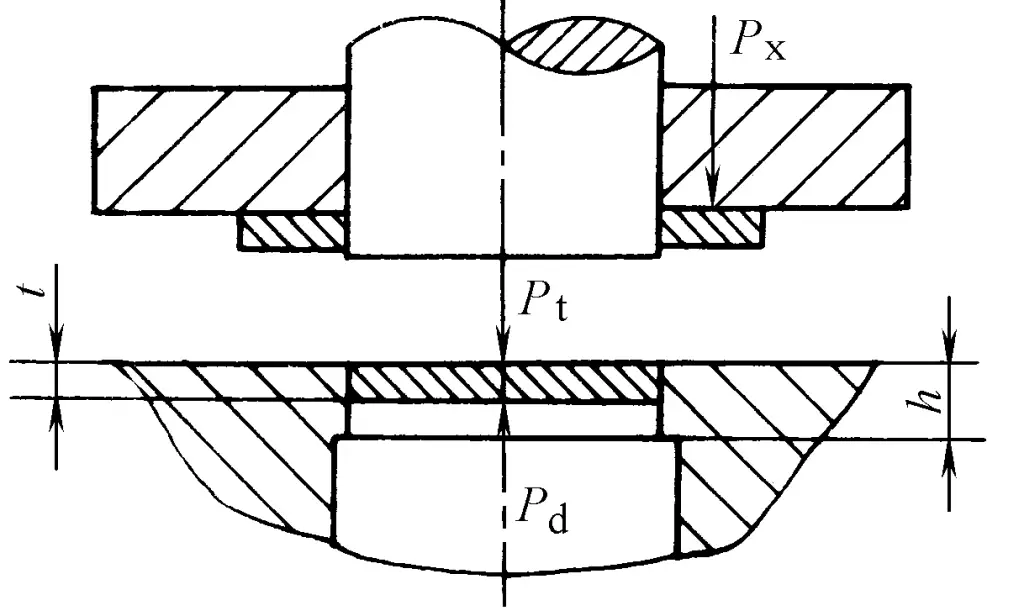
Die Kraft, die zum Entladen des Werkstücks (oder Schrotts) aus dem Stempel verwendet wird, wird als Entladekraft bezeichnet. Die Kraft, mit der das Werkstück (oder der Schrott) in Stanzrichtung aus dem Matrizenhohlraum herausgeschoben wird, wird als Schubkraft bezeichnet. Die Kraft, die verwendet wird, um das Werkstück (oder den Schrott) aus dem Eingang des Gesenkhohlraums in der entgegengesetzten Richtung des Stanzens auszuwerfen, wird als Ausstoßkraft bezeichnet (siehe Abbildung 2-2-36). Diese Kräfte müssen bei der Auswahl der Pressentonnage und der Konstruktion der Form berücksichtigt werden.
Abbildung 2-2-36 Wirkungsrichtung von Entlastungskraft, Druckkraft und Ausstoßkraft
Viele Faktoren wirken sich auf diese Kräfte aus, vor allem: die mechanischen Eigenschaften und die Dicke des Materials, die Form und Größe des Werkstücks, der Abstand zwischen den Formen, die Größe der Überlappung des Layouts, die Schmierbedingungen usw. Aufgrund des komplexen Einflusses dieser Faktoren ist es schwierig, eine genaue Berechnung durchzuführen. In der Produktion werden in der Regel die folgenden empirischen Formeln zur Berechnung verwendet
Px =KxP
Pt =nKtP
Pd=KdP
P x , P t , P d - Entladekraft, Druckkraft und Auswurfkraft (N);
K x , K t , K d - Die Werte für die Koeffizienten der Entlastungskraft, der Druckkraft und der Ausstoßkraft sind in Tabelle 2-2-9 zu finden;
P - Stanzkraft (N);
n - Anzahl der Werkstücke, die gleichzeitig im Formhohlraum stecken, n = h/t;
h - Höhe der geraden Wandöffnung des Formhohlraums (mm);
t - Dicke des Materials (mm).
Tabelle 2-2-9 Werte der Koeffizienten K x , K t , K d
Material und Dicke / mm
Kx
Kt
Kd
Stahl
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.065
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Aluminium, Aluminiumlegierung
0.025~0.08
0.03~0.07
Reines Kupfer, Messing
0.02~0.06
0.03~0.09
Anmerkung: K x sollte beim Stanzen mehrerer Löcher, großer Flansche und komplexer Konturen den oberen Grenzwert annehmen.
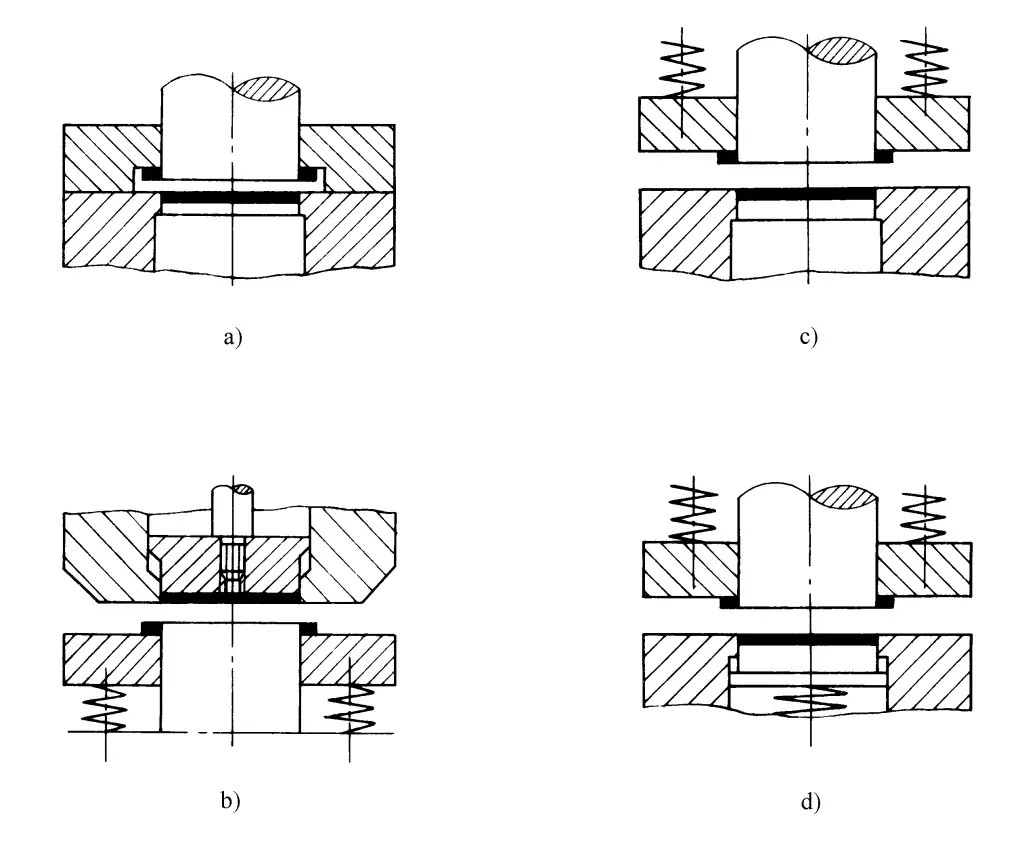
Ob diese Kräfte bei der Wahl der Pressentonnage in der Gesamtstempelkraft berücksichtigt werden, hängt von den verschiedenen Formenbautypen ab (siehe Abbildung 2-2-37).
1) Die gesamte Stanzkraft bei Verwendung einer starren Abstreifplatte (siehe Abbildung 2-2-37a) beträgt
Pz=P+Pt
2) Die Gesamtstempelkraft bei Verwendung eines starren Auswerfers, eines elastischen Abstreifers und einer umgekehrten Form (siehe Abbildung 2-2-37b) beträgt
P z = P + P x
3) Die gesamte Stanzkraft bei Verwendung einer elastischen Entlastungsplatte (siehe Abbildung 2-2-37c) beträgt
P z = P + P t + P x
4) Die gesamte Stanzkraft unter Verwendung elastischer Oberteile und elastischer Entlastung (siehe Abbildung 2-2-37d) beträgt
P z = P + P d + P x
Abbildung 2-2-37 Verschiedene Formen der Formstruktur
III. Spannkraft
Spannkraft P y ist die obligatorische Zwangskraft auf das Blech, eine wirksame Methode zur Verbesserung der Qualität des Werkstückquerschnitts und zur Verringerung der Wölbung. Die Spannkraft auf der Matrizenoberfläche wird durch eine elastische, bewegliche Spannplatte erzeugt. Die Klemmkraft an der Stempelendfläche wird durch eine bewegliche Gegendruckplatte erzeugt. Die Größe der Klemmkraft lässt sich näherungsweise mit der folgenden Formel berechnen:
P y = (0,10 bis 0,20)P
P y - Spannkraft (N);
P - Stanzkraft (N).
Der Wert des Koeffizienten hängt von den Materialeigenschaften ab, wobei höhere Werte für harte Materialien oder Materialien mit einem hohen Kaltverfestigungskoeffizienten und niedrigere Werte für weiche Materialien gelten.
Vergleich von P x , P d und P y , P y am größten ist. Wenn also bei der Konstruktion von Formen eine Klemmung erforderlich ist, genügt es, die elastische Klemmvorrichtung gemäß P y die nicht nur eine Klemmung erreichen, sondern auch eine zuverlässige, ausreichende Entladekraft und Oberteilkraft bereitstellen können. Wenn keine Klemmung erforderlich ist, sollten die entsprechende Entladevorrichtung und die Vorrichtung für das Oberteil gemäß P x und P d beziehungsweise.
IV. Seitliche Kraft
Seitliche Kraft P c Wenn die Stanzlinie nicht geschlossen ist (z. B. beim einseitigen Stanzen oder beim Stanzen mit Seitenmessern), kann sich die konvexe Form unter der Seitenkraft unerwünscht verformen und sogar brechen. In solchen Fällen ist es notwendig, die hintere Stütze so zu gestalten, dass sie eine seitliche Reaktionskraft in ähnlicher Größe und in entgegengesetzter Richtung zu P c um das grundlegende Gleichgewicht der Seitenkräfte an der konvexen Form aufrechtzuerhalten. Im Allgemeinen ist die Seitenkraft P c kann näherungsweise nach folgender Formel berechnet werden
P c = (0,30 bis 0,38)P
P c - Seitliche Kraft (N);
P - Stanzkraft (N).
V. Methoden zur Reduzierung der Stanzkraft
Wenn beim Stanzen von hochfesten Materialien oder dicken, großformatigen Werkstücken die erforderliche Stanzkraft die Tonnage der in der Werkstatt vorhandenen Pressen übersteigt, müssen Maßnahmen zur Reduzierung der Stanzkraft ergriffen werden. Im Allgemeinen werden die folgenden Methoden angewandt:
1. Beheiztes Stanzen
Die Scherfestigkeit des Materials nimmt beim Erhitzen deutlich ab, wodurch die Stanzkraft effektiv reduziert wird. Der Nachteil dieser Methode ist, dass das Material nach der Erhitzung eine Oxidhaut bildet und die Arbeitsbedingungen aufgrund der Erhitzung schlecht sind. Daher eignet es sich im Allgemeinen nur für dicke Bleche oder Werkstücke, bei denen keine hohen Anforderungen an Oberflächenqualität und Maßgenauigkeit gestellt werden.
In Tabelle 2-2-10 ist die Scherfestigkeit von Stahl bei Erwärmung aufgeführt. Bei der Berechnung der erwärmten Stanzkraft, τ b sollte auf der Grundlage der tatsächlichen Prägetemperatur ermittelt werden. Aufgrund der Wärmeableitung liegt die Stanztemperatur in der Regel 150-200 °C unter der Heiztemperatur. Außerdem sollten die Auswirkungen der Wärmeausdehnung und -kontraktion auf die Abmessungen des Werkstücks sowie die Erweichung des Materials während des Warmstanzens berücksichtigt werden, und der Formspalt sollte entsprechend kleiner sein als beim Kaltstanzen.
Tabelle 2-2-10 Scherfestigkeit von Stahl bei Erwärmung
Qualität des Materials
τ bei der folgenden Temperatur b / MPa
200°C
500°C
600°C
700°C
800°C
900℃
Q195, Q215, 10, 15
360
320
200
110
60
30
Q235, Q255, 20, 25
450
450
240
130
90
60
Q275, 30, 35
530
520
330
160
90
70
Q295, 40, 45, 50
600
580
380
190
90
70
2. Stufenweise Anordnung von Stempeln
Beim Stanzen mit mehreren Stempeln werden die Stempel auf unterschiedlichen Höhen in einer Stufenanordnung angebracht, so dass die Stempel das Material zu unterschiedlichen Zeitpunkten berühren und das gleichzeitige Auftreten von Maximalwerten vermieden wird. Ausblendkraft auf jeden Stempel, wodurch die Stanzkraft reduziert wird.
Die Berechnung der Stanzkraft für stufenförmig angeordnete Stempel sollte durch die Summe der maximalen Stanzkräfte von Stempeln auf gleicher Höhe bestimmt werden.
Die folgenden Grundsätze sollten bei der Verwendung von Stufenstempeln beachtet werden:
1) Der Unterschied in der Stempelhöhe h hängt mit der Zugfestigkeit des Materials zusammen (siehe Tabelle 2-2-11).
Tabelle 2-2-11 Zusammenhang zwischen Stempelhöhenunterschied h und Materialzugfestigkeit
Material-Zugfestigkeit R m /MPa
h/mm
<200
0.8t
200~500
0.6t
>500
0.4t
Anmerkung: t ist die Materialstärke.
2) Bei der Verteilung der einzelnen Stufenstempel sollte auf Symmetrie und Nähe zum Druckzentrum geachtet werden.
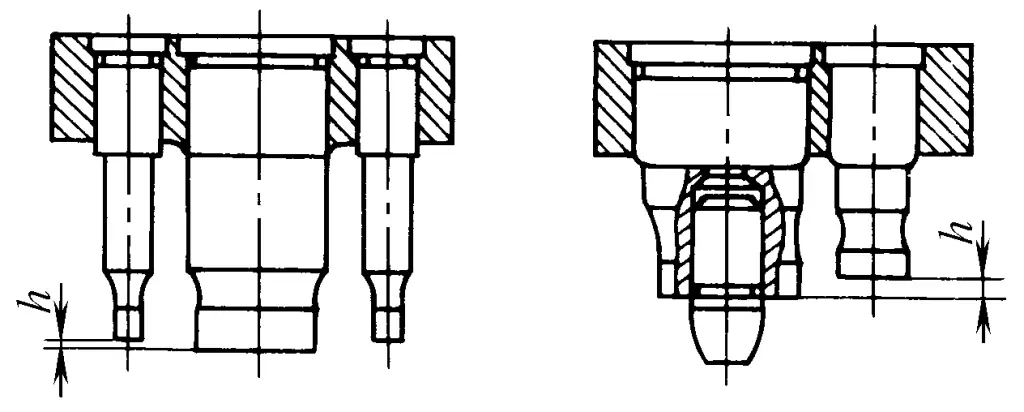
3) Der erste Stempel, der mit der Arbeit beginnt, sollte derjenige mit einem Führungsstift am Ende sein (siehe Abbildung 2-2-38), oder machen Sie den größeren Stempel länger und den kleineren Stempel kürzer, was verhindern kann, dass der kleinere Stempel aufgrund des Drucks des Materialflusses bricht oder kippt. Außerdem wird durch die Verkürzung des kleineren Stempels seine Steifigkeit verbessert, eine Längsinstabilität verhindert und seine Lebensdauer erhöht.
Bild 2-2-38 Schrittweise Anordnung von Stempeln
3. Stanzen mit schrägem Rand
Beim Stanzen mit einer Flachkantmatrize, Scheren erfolgt gleichzeitig über den gesamten Umfang des Werkstücks, so dass die Stanzkraft beim Stanzen großer und dicker Werkstücke oft sehr groß ist.
Beim Stanzen mit einem Schrägkantenwerkzeug, das dem Schrägschneiden ähnelt, berührt nicht die gesamte Kante gleichzeitig den Werkstückumfang, sondern stanzt das Material nach und nach, wodurch die Stanzkraft erheblich reduziert und die Vibrationen und Geräusche beim Stanzen verringert werden.
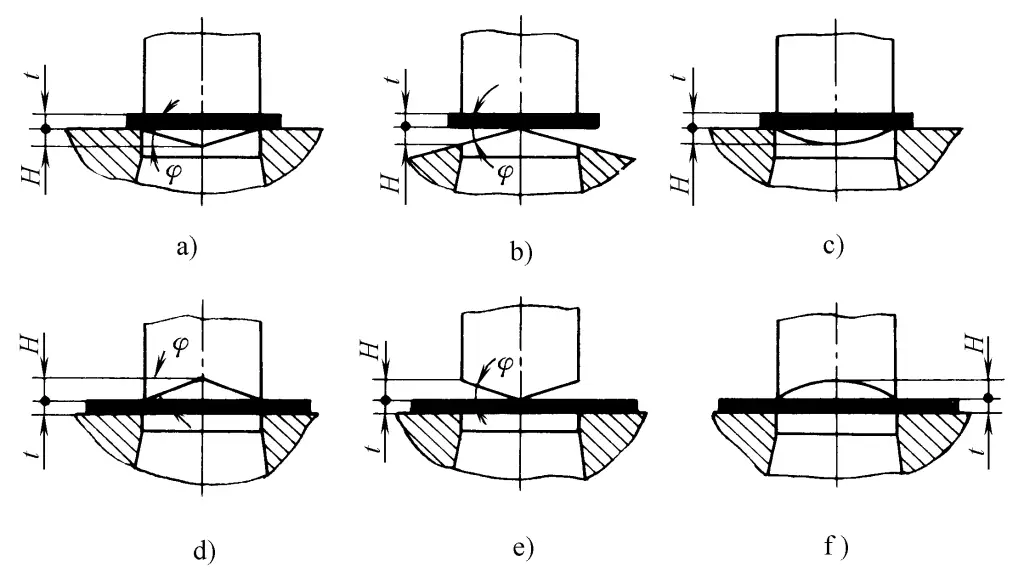
Wenn eine schräge Kante zum Stanzen verwendet wird, sollte der Stempel eine flache Kante haben und die Schräge sollte sich auf der Matrize befinden, so dass das gestanzte Werkstück flach ist und der Abfall gebogen wird (siehe Abbildungen 2-2-39a, b, c). Beim Stanzen von Löchern sollte die Matrize eine flache Kante haben, und die Fase sollte sich am Stempel befinden, so dass die gestanzten Löcher flach sind und der Ausschuss gebogen wird (siehe Abbildungen 2-2-39d, e, f). Bei der Gestaltung der Fase sollte diese symmetrisch angeordnet sein, um zu vermeiden, dass die Matrize (oder der Stempel) während des Stanzens einen einseitigen seitlichen Druck erfährt, der eine falsche Ausrichtung verursacht und die Kante beschädigt.
Bild 2-2-39 Verschiedene Formen der Fase
Der Grad der Kraftreduzierung beim Fasenstanzen hängt vom Fasenwinkel φ ab (siehe Tabelle 2-2-12).
Tabelle 2-2-12 Fasenparameter
Material Dicke/mm
Höhe des Schrägblattes H/mm
Kegelwinkel φ/(°)
K
<3
2t
<5
0.3~0.4
3 ~10
t
<8
0.6~0.65
Die Stanzkraft eines jeden Kegelmessers wird nach folgender Formel berechnet
Ps=KP
P s - Stanzkraft des Kegelmessers (N);
K - Reduktionskoeffizient (siehe Tabelle 2-2-12);
P - Stanzkraft des Flachmessers (N).
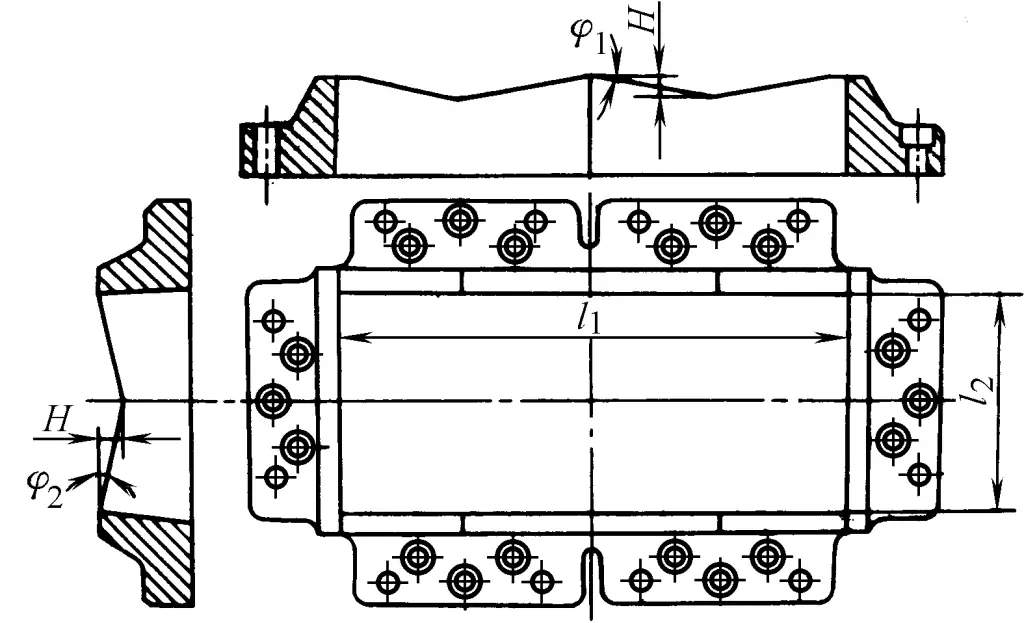
Bei großen Stanzwerkzeugen sollte bei der Herstellung einer schrägen Matrize die Schräge in einer symmetrisch angeordneten Wellenform hergestellt werden (siehe Abbildung 2-2-40).
Bild 2-2-40 Schrägblatt-Stanzwerkzeug für rechteckige Teile
Obwohl die schräge Matrize die Stanzkraft reduziert, erhöht sie die Schwierigkeit der Formherstellung und des Schleifens, und die Messerkante ist auch verschleißanfällig, so dass sie im Allgemeinen nur für große Werkstücke und das Stanzen dicker Platten verwendet wird.
VI. Durchschlagskraft
1. Stanzleistung mit flachem Messer
Die Stanzkraft einer Flachmatrize kann nach folgender Formel berechnet werden
W =(xPt)/1000
W - Stanzkraft des Flachmessers (J);
P - Stanzkraft (N);
t - Dicke des Materials (mm);
x - Das Verhältnis der durchschnittlichen Stanzkraft zur maximalen Stanzkraft, x=P P /P wird durch die Art und Dicke des Materials bestimmt, siehe Tabelle 2-2-13 für den Wert.
Die Stanzkraft der Schrägblattmatrize kann nach folgender Formel berechnet werden
W s = x 1 P s (t+ H)/1000
Wo
W s - Durchschlagskraft der schrägen Klinge (J):
P s - Stanzkraft der schrägen Klinge (N);
H - Höhe der schrägen Klinge (mm);
t - Dicke des Materials (mm);
x 1 - Koeffizient, für weichen Stahl kann er wie folgt angenähert werden: wenn H=t, x 1 ≈0,5~0,6; bei H=2t, x 1 ≈0.7~0.8.
VII. Auswahl der Stanzausrüstung
Wenn die Prägeverfahren die gleichzeitige Stanzkraft, Vorschubkraft und Ausstoßkraft beinhaltet, wird die Gesamtstempelkraft F wie folgt berechnet: Gesamtstempelkraft Finsgesamt = F + FEntladen + FSchieben + FAuswerfen.
In diesem Fall sollte die Tonnage der gewählten Presse etwa 30% größer sein als Finsgesamt um den erforderlichen Spielraum zu schaffen.
Wenn F, FEntladen, FSchiebenund FAuswerfen nicht gleichzeitig auftreten, Finsgesamt wird berechnet, indem nur die zum gleichen Zeitpunkt vorhandenen Kräfte addiert werden.
In der Produktion werden detaillierte Berechnungen in der Regel nur für die Stanzkraft durchgeführt, während die Entladekraft auf der Grundlage eines festen Anteils der Stanzkraft plus der für das Stanzen erforderlichen Marge von insgesamt 50% geschätzt wird.
Die Formel für die Berechnung der Tonnage der Presse lautet also:
Was wäre, wenn es eine Möglichkeit gäbe, die Produktionseffizienz zu steigern und gleichzeitig die Qualität bei der Bearbeitung von Rohrwerkstoffen zu verbessern? Der Artikel...
Der Einbau von Stanzwerkzeugen in Maschinen kann abschreckend wirken, ist aber für eine präzise und effiziente Metallverarbeitung unerlässlich. Dieser Leitfaden behandelt...
Haben Sie schon einmal gesehen, wie aus einem Blech ein präzises Maschinenteil wird? Alles beginnt mit dem Schneiden. Von der Schere der alten Schule bis...
Stellen Sie sich eine Maschine vor, die Bleche mit verblüffender Präzision stanzen, schneiden, formen und markieren kann. Dieser Artikel stellt die CNC...
Stellen Sie sich vor, Sie hätten die Möglichkeit, Metall mit Präzision und Geschwindigkeit zu formen. CNC-Revolverstanzmaschinen bieten genau das und revolutionieren die Industrie...
Haben Sie sich jemals gefragt, wie eine mechanische Pressmaschine funktioniert? Vom Schwungrad über die Kupplung bis hin zur Bremse - jedes Teil spielt...
Wie können Sie sicherstellen, dass jedes Stanzteil den höchsten Präzisionsstandards entspricht? Dieser Artikel befasst sich mit innovativen Techniken zur Verbesserung der...
Unsere Vertriebsingenieure stehen Ihnen gerne zur Verfügung, um alle Ihre Fragen zu beantworten und Ihnen ein schnelles, auf Ihre Bedürfnisse zugeschnittenes Angebot zu unterbreiten.