Altura mínima de curvatura en V
¿Hasta dónde puede llegar el plegado en V? Conocer la altura mínima de plegado es crucial para la precisión en el mecanizado de metales. Este artículo...
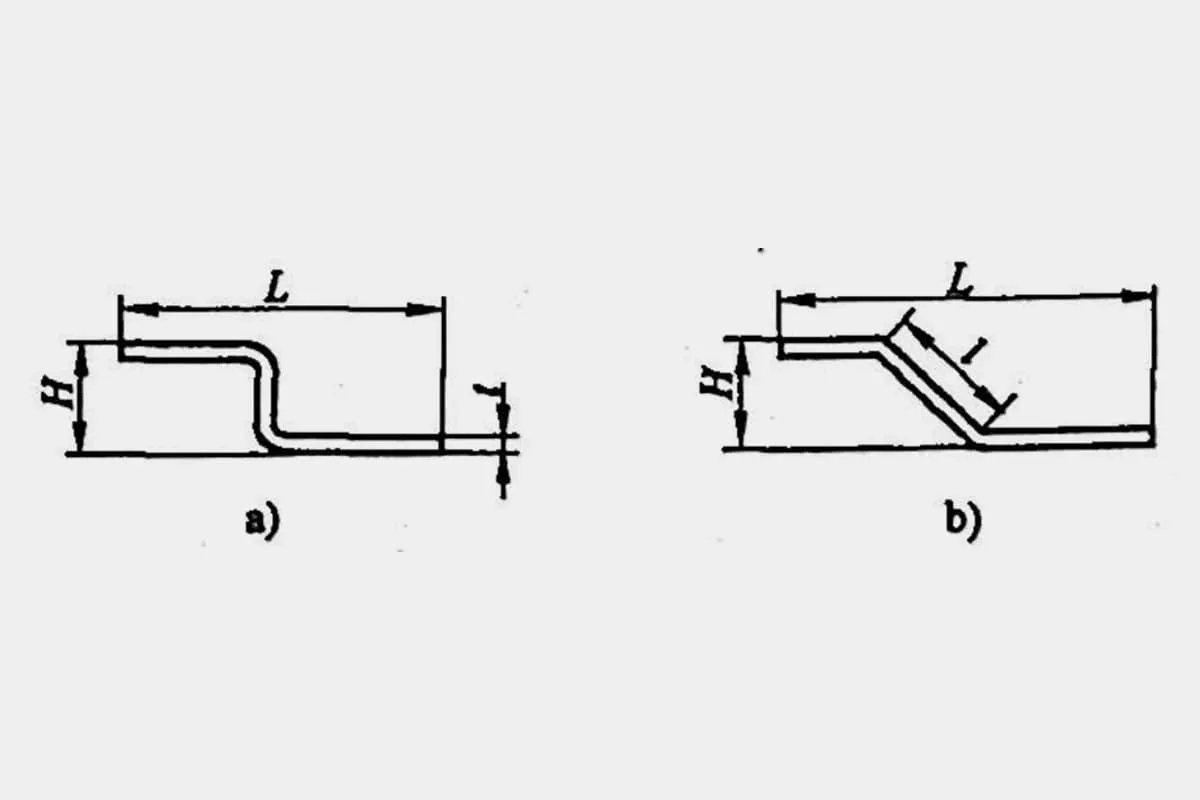
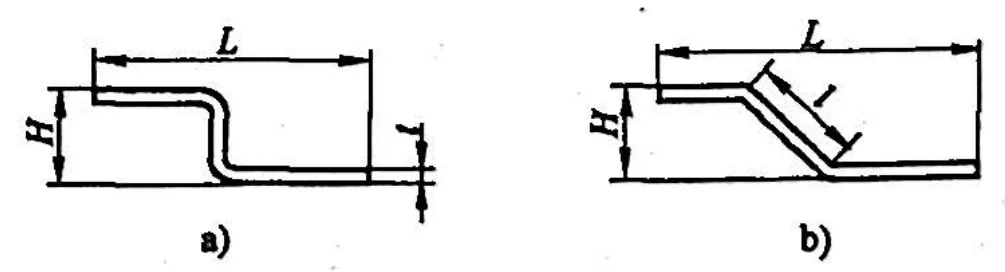
El plegado en Z, también conocido como plegado offset, puede clasificarse en plegado offset de borde recto y plegado offset de borde inclinado en función del ángulo de conformado (véase la figura 1). El método de procesamiento se determina en función de la altura de desplazamiento.
En el caso del curvado offset de bordes rectos (figura 1), cuando la altura de offset H se encuentra dentro del intervalo 0<H≤2t, y el lote no es grande, puede procesarse utilizando una matriz offset en una máquina curvadora, como se muestra en la figura 2.
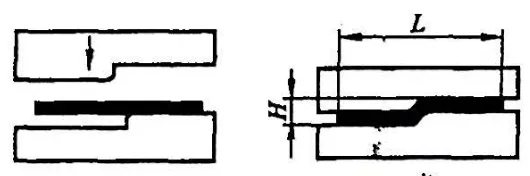
Cuando la altura de desplazamiento está dentro de 2t la altura mínima de curvatura de la curvatura Z (offset), la máquina curvadora se utiliza para el procesamiento de curvatura bidireccional.
El primer paso para procesar la flexión en Z (offset) en un plegadora se calcula de la misma manera que en el artículo anterior sobre la flexión en V. El estado inicial al doblar en forma de Z en el segundo paso se muestra en la figura 3.
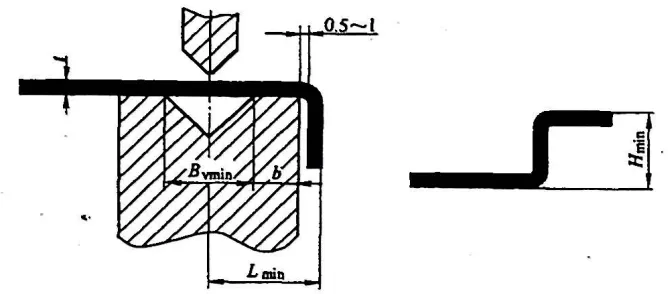
Como puede verse en la figura, los procesos de curvado en Z y en V son muy similares, y también está la cuestión de la altura mínima de curvado en Z. Debido a la limitación de la estructura de la matriz inferior, la dimensión mínima Lmin desde la línea de doblado (línea de simetría de la ranura de la matriz inferior) hasta el borde superior de la forma Z para el doblado en Z a 90° es mayor que la del doblado en V, que se puede calcular de la siguiente manera:
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Dónde:
b - Dimensiones estructurales desde la ranura inferior de la matriz hasta el borde (en mm), normalmente b > 5mm.
La fórmula para calcular la altura mínima del borde del plegado en Z (offset) es:
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
Los valores recomendados para la altura mínima del borde del plegado en Z (offset) para diferentes espesores de material t se muestran en la Tabla 1.
Tabla 1: Valores recomendados para la altura mínima de plegado en Z (Offset) (Unidad: mm)
| Número de serie | Material Espesor t | Anchura de la ranura Bv | Radio del arco del punzón r0 | Curva en Z Altura Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 o 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 ó 0,5 | 10.4 |
| 5 | 1.2 | 8(o 6) | 1 ó 0,5 | 11,7(o 10,7) |
| 6 | 1.5 | 10(u 8) | 1 ó 0,5 | 13,3(o 12,3) |
| 7 | 2.0 | 12 | 1,5 o 0,5 | 15.2 |
| 8 | 2.5 | 16(o 14) | 1,5 o 0,5 | 18,2(o 17,2) |
| 9 | 3.0 | 18 | 2 ó 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Nota: Los datos de la tabla son empíricos y se facilitan sólo como referencia.