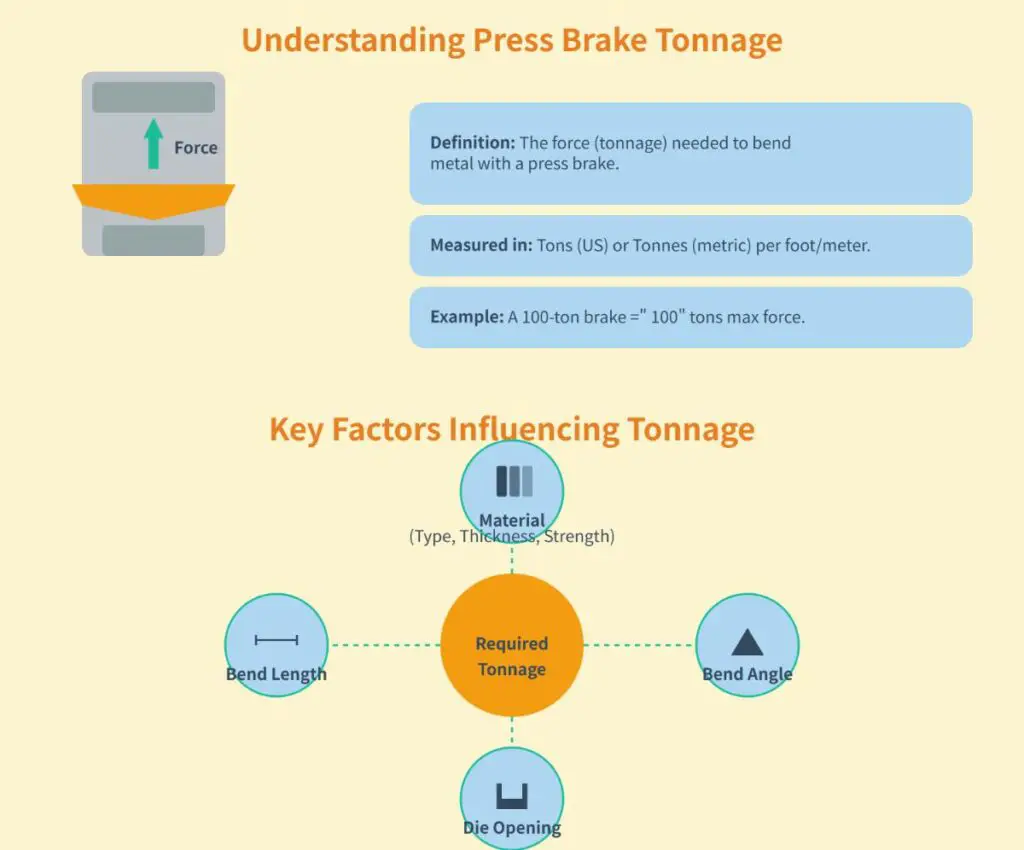
El tonelaje de una prensa plegadora se refiere a la fuerza necesaria para plegar metal utilizando una máquina plegadora. Suele medirse en toneladas (toneladas cortas en EE.UU.) o toneladas métricas (toneladas) por pie o metro de longitud de plegado. Por ejemplo, una plegadora de 100 toneladas puede ejercer hasta 100 toneladas de fuerza a lo largo de toda su bancada.
El tonelaje necesario depende de varios factores:
Propiedades del material (tipo, grosor, resistencia a la tracción)
Ángulo de flexión
Anchura de la abertura del troquel
Longitud de la curva
Calculadora de tonelaje de prensas plegadoras
Como sabe, los distintos países utilizan unidades diferentes, algunos países utilizan unidades métricas y otros unidades británicas. Para su comodidad, la calculadora de tonelaje del prensa plegadora que hemos fabricado puede satisfacer las dos necesidades mencionadas al mismo tiempo.
Si desea saber más sobre la fórmula de cálculo del tonelaje de la prensa plegadora, puede consultar este artículo. Disfrútalo.
Abertura en V recomendada del troquel inferior
Espesor del material S
0,5-2,5 mm
3-8 mm
9-10mm
>12mm
Troquel inferior Abertura en V
6×S
8×S
10×S
12×S
Radio interior de curvatura desde la abertura de la matriz en V
La fórmula para calcular el tonelaje de la plegadora
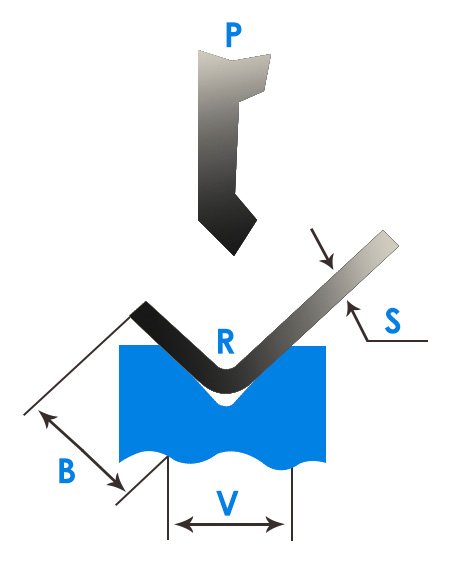
El cálculo del tonelaje necesario para una operación de plegado es esencial para garantizar un plegado preciso sin dañar el equipo ni la pieza. La fórmula estándar utilizada para el cálculo del tonelaje es la siguiente:
(cuando σb = 450N/mm²)
Aquí, P representa el tonelaje necesario, S es el grosor del material (en mm), L es la longitud de la curva (en mm) y V es la abertura de la matriz (en mm). En esta fórmula, σb es la resistencia a la tracción del material (en N/mm²).
Otra variación de la fórmula para estimar el tonelaje necesario es:
Ambas fórmulas ofrecen un medio fiable para calcular el tonelaje necesario para una operación de curvado neumático.
Ejemplo de cálculo:
Material: acero dulce
Grosor: 4mm
Longitud de plegado: 3000 mm
Apertura del troquel: 8×4=32
Si calculamos por la primera fórmula, obtenemos:
P=650×4²×3/32=975KN 975KN=99,49Ton
Si calculamos por la segunda fórmula, obtenemos: P=1.42×450×4²×3/32=958.5KN 958,5KN=97,8Ton
Utilizando dos métodos de cálculo diferentes, obtuvimos una presión de curvado cercana a las 100 toneladas. Teniendo en cuenta el factor de seguridad, recomendamos seleccionar una plegadora con una presión de plegado de al menos 120 toneladas.
Variables clave en el cálculo del tonelaje
El cálculo preciso del tonelaje depende de un conocimiento profundo de varias variables críticas. Esta sección examina estas variables en detalle, explorando cómo interactúan e influyen en la fuerza necesaria para un plegado preciso del metal.
A. Propiedades de los materiales
Tipo de material y resistencia a la tracción Los distintos materiales requieren distintas cantidades de fuerza para doblarse debido a sus estructuras moleculares y propiedades mecánicas únicas. La propiedad clave que afecta a los requisitos de tonelaje es la resistencia a la tracción.
Acero dulce (ASTM A36): Con una resistencia a la tracción de aproximadamente 58.000 psi, se suele utilizar como referencia para calcular el tonelaje.
Acero inoxidable (304): Tiene una resistencia a la tracción de unos 85.000 psi, por lo que requiere aproximadamente 1,5 veces el tonelaje del acero dulce.
Aluminio (6061-T6): A pesar de su menor resistencia a la tracción de 45.000 psi, sus propiedades únicas a menudo requieren un tonelaje similar al del acero dulce.
Un estudio publicado en el Journal of Materials Processing Technology (2021) descubrió que los aceros de alta resistencia con resistencias a la tracción superiores a 100.000 psi pueden requerir hasta 2,5 veces el tonelaje del acero dulce para operaciones de doblado equivalentes.
Espesor El espesor del material tiene un efecto exponencial en el tonelaje requerido. La relación se expresa normalmente como:
Tonelaje ∝ (Espesor)²
Por ejemplo, duplicar el grosor del material cuadruplica el tonelaje necesario. Esta relación se confirmó en un exhaustivo análisis de la Precision Metalforming Association, que examinó más de 10.000 operaciones de plegado en diversos sectores.
B. Parámetros de flexión
Longitud de la curva Los requisitos de tonelaje aumentan linealmente con la longitud de la curva. Una fórmula sencilla utilizada a menudo es:
Tonelaje total = Tonelaje por pie × Longitud de la curva (en pies)
Por ejemplo, si una curva determinada requiere 20 toneladas por pie, una curva de 5 pies necesitaría 100 toneladas de fuerza.
Apertura del troquel en V La anchura de la abertura de la matriz en V afecta significativamente a los requisitos de tonelaje. Una abertura mayor reduce la fuerza necesaria, pero puede afectar a la precisión del plegado. La anchura óptima de la matriz en V suele ser 8 veces el grosor del material para el plegado por aire.
Un estudio publicado en el International Journal of Machine Tools and Manufacture (2023) descubrió que aumentar la anchura de la matriz en V de 6 a 8 veces el grosor del material puede reducir los requisitos de tonelaje hasta en 25% manteniendo la precisión de plegado dentro de ±0,5 grados.
Ángulo de flexión Los ángulos de curvatura más pronunciados requieren más fuerza. Aunque las curvas de 90 grados son las más comunes, los ángulos pueden variar mucho en función de la aplicación.
Curva de 30 grados: Normalmente se requieren unos 60% del tonelaje necesario para una curva de 90 grados.
Curva de 120 grados: Puede requerir hasta 130% del tonelaje para una curva de 90 grados.
Estas relaciones se establecieron mediante pruebas exhaustivas realizadas por la Fabricators & Manufacturers Association y se utilizan ampliamente en los calculadores de tonelaje estándar de la industria.
C. Factores de utillaje
Herramientas estándar Los punzones y matrices en V estándar son la base para la mayoría de los cálculos de tonelaje. Sin embargo, incluso dentro del utillaje estándar, las variaciones pueden afectar a los requisitos de tonelaje:
Radio del punzón: Un radio más pequeño suele requerir más tonelaje, pero produce una curvatura más pronunciada.
Radio del hombro de la matriz: Un radio mayor puede reducir los requisitos de tonelaje, pero puede afectar a la precisión del plegado.
Herramientas especiales (por ejemplo, dobladillos, herramientas offset) El utillaje especializado suele requerir factores de ajuste en los cálculos de tonelaje estándar:
Herramientas de dobladillado: Pueden requerir hasta 4 veces el tonelaje de los dobladillos en V estándar para el mismo material.
Herramientas offset: Pueden necesitar de 1,5 a 2 veces el tonelaje estándar debido a la compleja distribución de tensiones durante el plegado.
Una encuesta realizada en 2022 por la Precision Metalforming Association en talleres de fabricación de metales reveló que los talleres que utilizaban utillaje especializado sin los ajustes de tonelaje adecuados experimentaban un 35% mayor índice de fallos de utillaje y rechazo de piezas.
Optimización de las operaciones de plegado
A. Selección de la capacidad adecuada de la máquina
La elección de una plegadora con la capacidad de tonelaje adecuada es crucial para un funcionamiento eficaz y seguro:
Adecuación de la capacidad a las necesidades: Idealmente, una prensa plegadora debería funcionar a 80-90% de su capacidad nominal para un rendimiento óptimo. Un estudio de la Precision Metalforming Association (2023) reveló que las máquinas que funcionaban constantemente por debajo de 60% o por encima de 95% de su capacidad nominal experimentaban unos costes de mantenimiento 25% más elevados durante un periodo de cinco años.
Considerar las necesidades futuras: Al seleccionar una máquina, tenga en cuenta las posibles necesidades futuras. Una regla empírica común es elegir una plegadora con 20-30% más capacidad que las necesidades máximas actuales para adaptarse al crecimiento futuro o a requisitos de trabajo inesperados.
Consideraciones sobre la carga distribuida: Para piezas largas, considere máquinas con sistemas de coronación para garantizar una distribución uniforme de la fuerza.
B. Elección del utillaje adecuado
La selección adecuada del utillaje puede influir significativamente en el tonelaje necesario y en la calidad del plegado:
Selección de troqueles: Las aberturas de matriz más anchas suelen requerir menos tonelaje, pero pueden afectar a la precisión del plegado. Un estudio publicado en 2022 en el Journal of Manufacturing Processes descubrió que aumentar la anchura de la matriz de 6 a 8 veces el grosor del material reducía el tonelaje necesario hasta 18%, manteniendo la precisión del ángulo de plegado dentro de ±0,5 grados.
Radio de perforación: Los radios de punzón más pequeños crean curvas más cerradas pero requieren más tonelaje. Por ejemplo, reducir el radio de punzonado de 1/32″ a 1/64″ para una curva de 90 grados en acero dulce de calibre 16 puede aumentar el tonelaje requerido en aproximadamente 15%.
Herramientas especializadas: Piense en herramientas especializadas para piezas complejas. Las herramientas de plegado rotacional, por ejemplo, pueden reducir los requisitos de tonelaje para determinadas geometrías hasta 40% en comparación con el plegado tradicional con matriz en V.
C. Ajuste de los parámetros de flexión
La optimización de los parámetros de plegado puede mejorar considerablemente la eficacia y la calidad de las piezas:
Optimización de la secuencia de doblado: Una secuencia adecuada de los pliegues puede reducir los requisitos generales de tonelaje y mejorar la precisión. El software Amada VPSS 3i, por ejemplo, incluye un optimizador automático de secuencias de plegado que puede reducir los requisitos totales de tonelaje hasta en 25% para piezas complejas con múltiples plegados.
Ajustes de velocidad y tiempo de permanencia: El ajuste de la velocidad del husillo y del tiempo de permanencia en la parte inferior de la carrera puede afectar al springback y al tonelaje necesario. Un estudio publicado en el International Journal of Machine Tools and Manufacture (2023) demostró que la optimización de estos parámetros podía reducir el springback hasta 30% en aceros de alta resistencia.
Colocación del calibrador trasero: El posicionamiento preciso de la galga trasera garantiza una ubicación coherente del plegado y puede reducir el tonelaje necesario al evitar el plegado excesivo. Los sistemas modernos, como el ACB (plegado controlado automáticamente) de Trumpf, pueden ajustar la posición del tope trasero en tiempo real en función del springback medido, lo que mejora la precisión y reduce los requisitos de tonelaje.
D. Técnicas de compensación del springback
Controlar el springback es crucial para conseguir curvados precisos minimizando el tonelaje necesario:
Flexión excesiva: El sobredoblado tradicional requiere un mayor tonelaje, pero puede optimizarse.
Sistemas activos de medición de ángulos: Los sistemas miden los ángulos de plegado en tiempo real durante el proceso de plegado, lo que permite realizar ajustes inmediatos y reducir la necesidad de sobredoblar.
Estrategias específicas para cada material: Diferentes materiales requieren diferentes enfoques de compensación del springback. Por ejemplo, el aluminio suele requerir entre 2 y 3 veces más compensación del springback que el acero dulce para espesores equivalentes.
La aplicación de estas estrategias de optimización puede dar lugar a mejoras significativas en las operaciones de plegado. Un estudio de caso publicado en el Journal of Cleaner Production (2024) informó de que un taller de fabricación de tamaño medio logró un aumento de 22% en la productividad, una reducción de 15% en el desperdicio de material y una disminución de 18% en el consumo de energía después de implementar un programa integral de optimización de prensas plegadoras basado en cálculos precisos de tonelaje y ajuste de parámetros.
Mediante una cuidadosa selección de máquinas y herramientas, un ajuste preciso de los parámetros de plegado y el empleo de técnicas avanzadas de compensación del springback, los fabricantes pueden maximizar las ventajas de un cálculo preciso del tonelaje, lo que se traduce en una mejora de la calidad de las piezas, una reducción de los residuos y un aumento de la eficacia general.
Glosario de términos para el cálculo del tonelaje
Para garantizar una comprensión completa del cálculo del tonelaje de las plegadoras, es esencial tener una idea clara de la terminología utilizada en este campo. Este glosario ofrece definiciones de términos, abreviaturas y símbolos clave que se utilizan habitualmente en el cálculo del tonelaje y en las operaciones de plegado.
A. Términos básicos
Tonelaje: La fuerza necesaria para doblar un metal, que suele medirse en toneladas o toneladas métricas.
Prensa plegadora: Máquina herramienta utilizada para doblar chapas metálicas sujetándolas entre un punzón y una matriz.
Flexión por aire: Método de plegado en el que el punzón no toca fondo en la matriz y que suele requerir el menor tonelaje.
Doblado inferior: Método de plegado en el que el punzón entra en contacto con la parte inferior de la matriz, por lo que requiere más tonelaje que el plegado por aire.
Acuñación: Método de plegado que utiliza una fuerza extrema para estampar el metal entre el punzón y la matriz, y que requiere el mayor tonelaje.
B. Términos relacionados con el material
Resistencia a la tracción: Es la tensión máxima que puede soportar un material estirado antes de romperse.
Límite elástico: Tensión a partir de la cual un material comienza a deformarse plásticamente.
Factor K: Valor utilizado para calcular el eje neutro en una curva, que afecta a los cálculos de tonelaje.
Springback: Tendencia del metal a volver parcialmente a su forma original después de doblarse.
C. Términos de utillaje
V-Die: La parte inferior de la herramienta de plegado con una abertura en forma de V.
Ponche: La parte superior de la herramienta de plegado que presiona el material en la matriz.
Apertura del troquel: La anchura del troquel en V, un factor crítico en los cálculos de tonelaje.
Radio de perforación: El radio de la punta del punzón, que afecta al radio interior de la curva.
D. Términos relacionados con el cálculo
Permiso de curvatura: La longitud del arco a través de la curva en el eje neutro del material.
Deducción por flexión: La diferencia entre la suma de las longitudes de las pestañas y la longitud total del patrón plano.
Ángulo de curvatura: Ángulo por el que se dobla el material, medido normalmente desde el interior de la curva.
Longitud de la curva: La longitud de la curva a lo largo del eje de la curva.
E. Términos avanzados
Coronación: Curva ligeramente convexa que se aplica a la bancada o al cilindro de una prensa plegadora para compensar la flexión bajo carga.
Flexión adaptativa: Un proceso en el que la plegadora ajusta automáticamente los parámetros en función de la información recibida en tiempo real.
Sobre de tonelaje: La gama de tonelaje que una plegadora puede aplicar con seguridad a lo largo de su bancada.
F. Abreviaturas y símbolos
CNC: Control Numérico por Ordenador
FEA: Análisis por elementos finitos
OEE: Eficacia global de los equipos
HSS: Acero de alta resistencia
UHSS: Acero de ultra alta resistencia
IoT Internet de los objetos
IA: Inteligencia Artificial
ML: Aprendizaje automático
σ (sigma): Se utiliza para representar la tensión en los cálculos
ε (épsilon): Se utiliza para representar la deformación en los cálculos
E: Módulo de Young, una medida de la rigidez de un material.
G. Términos específicos del sector
Diagrama límite de formación (FLD): Representación gráfica de los límites de conformabilidad de un material.
Mínimo Radio de curvatura: El radio más pequeño que se puede doblar sin dañar el material.
Factor de tolerancia a la flexión (BAF): Coeficiente utilizado en el cálculo de la tolerancia de flexión, que varía en función del material y del ángulo de flexión.
Tonelaje por metro (TPM): Medida de la fuerza de flexión necesaria por unidad de longitud, comúnmente utilizada en los sistemas métricos.
H. Términos tecnológicos emergentes
Digital Twin: Una representación virtual de una prensa plegadora física utilizada para simulación y optimización.
Modelización predictiva del tonelaje: Utilización de IA y datos históricos para predecir el tonelaje necesario para nuevas piezas o materiales.
Análisis de distribución de fuerzas (FDA): Cálculo avanzado de cómo se distribuyen las fuerzas de flexión a lo largo de una curva.
Detección de propiedades de materiales en tiempo real (RTMPS): Tecnología emergente para medir las propiedades de los materiales durante el proceso de plegado.
Verificación del tonelaje mediante Blockchain (BTV): Uso de la tecnología blockchain para garantizar la integridad y la trazabilidad de los cálculos de tonelaje.
Comprender estos términos es crucial para cualquier persona implicada en las operaciones de plegado, desde operarios y programadores hasta ingenieros y directivos. A medida que el sector siga evolucionando, es probable que aparezcan nuevos términos que reflejen los avances tecnológicos y metodológicos.
Este glosario sirve de base para una comunicación y comprensión claras en el complejo mundo del cálculo del tonelaje de las prensas plegadoras. Es importante tener en cuenta que, aunque estas definiciones son generalmente aceptadas, pueden existir ligeras variaciones entre los distintos fabricantes o regiones. Consulte siempre los manuales específicos de los equipos o las normas del sector para obtener las definiciones más precisas en su contexto particular.
Lograr una precisión milimétrica en el plegado con plegadora es crucial para el éxito de cualquier proyecto de fabricación de metal. Sin embargo, muchos profesionales...
En el mundo de la fabricación, la elección de la prensa plegadora adecuada puede influir significativamente en la eficacia, los costes y la calidad de la producción....
Imagínese que se encuentra en medio de un proyecto crucial de fabricación de metal cuando, de repente, falla el utillaje de su prensa plegadora. La frustración...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.