Comparación de prensas plegadoras hidráulicas y mecánicas
Cuando se trata de precisión y eficacia en la fabricación de metales, el debate entre plegadoras hidráulicas y mecánicas es...

Una calculadora de radios está diseñada para ayudar a los profesionales de la industria del conformado de metales a estimar parámetros importantes cuando trabajan con plegadoras. Ayuda a determinar la fuerza necesaria (tonelaje) y el radio de curvatura, dadas las propiedades del material y el ángulo de curvatura deseado.
Esta valiosa herramienta es esencial para garantizar una planificación precisa y eficaz de los proyectos. Al proporcionar estimaciones fiables, permite a los operarios evitar la sobrecarga o la falta de potencia de las plegadoras, lo que podría dañar los equipos y malgastar recursos.
El radio interno R de prensa plegadora de curvado por aire es de aproximadamente 16% de la abertura V de la matriz. Puede utilizar la calculadora de radio de la prensa plegadora para obtener los datos más precisos.

| No. | Materiales | Radio mínimo de curvatura |
| 1 | 08, 08F, 10, 10F, DX2, SPCC, E1-T52, 0Cr18Ni9, 1Cr18Ni9, 1Cr18Ni9Ti, 1100-H24, T2 | 0.4t |
| 2 | 15, 20, Q235, Q235A, 15F | 0.5t |
| 3 | 25, 30, Q255 | 0.6t |
| 4 | 1Cr13, H62(M, Y, Y2, laminado en frío) | 0.8t |
| 5 | 45, 50 | 1.0t |
| 6 | 55, 60 | 1.5t |
| 7 | 65Mn, 660SiMn, 1Cr17Ni7, 1Cr17Ni-Y, Cr17Ni-DY, SUS3010Cr18Ni9, SUS302 | 2.0t |
El grado de deformación por flexión está representado por el radio de flexión relativo (r/t). Cuanto menor sea este valor, mayor será la deformación. Cuando el valor del radio de curvatura relativo (r/t) disminuye hasta cierto punto, las fibras exteriores de la chapa superan la deformación máxima admisible del material, lo que provoca daños por rotura por tracción.
Para garantizar que no se produzcan grietas durante la flexión, es necesario limitar el grado de deformación, es decir, limitar el extremo deformación por flexión de la chapa - el radio de curvatura relativo mínimo (r/t).
Aunque existe un radio de curvatura mínimo (rmin/t) para cualquier material, en general no es aconsejable utilizar este radio mínimo para las operaciones de curvado. El radio de curvatura debe ser lo mayor posible, pero no demasiado grande, ya que podría aumentar springback.
La influencia del springback hace que sea difícil garantizar la precisión de la forma y el tamaño de la pieza doblada. Por lo tanto, el radio de curvatura no debe ser ni demasiado grande ni demasiado pequeño; es necesaria una selección adecuada.
1. Impacto de las propiedades mecánicas del material
La chapa que se va a doblar debe tener suficiente plasticidad, un límite elástico relativamente bajo y un módulo de elasticidad elevado. Un alto nivel de plasticidad garantiza que no se produzcan grietas durante el curvado (es decir, el radio mínimo de curvatura de la chapa es pequeño). Un menor límite elástico y un mayor módulo de elasticidad facilitan la obtención de formas de flexión precisas. A medida que aumenta el grosor del material (aumenta t), también aumenta el radio mínimo de curvatura.
2. Influencia del ángulo central de flexión (α)
Teóricamente, el grado de deformación por flexión sólo está relacionado con r/t. Sin embargo, en las operaciones reales de flexión, cuando el ángulo central de flexión (α) es pequeño, la deformación por flexión es pequeña, y las partes adyacentes del material pueden asumir más deformación por tracción (en la zona de deformación por flexión).
Por lo tanto, el radio de curvatura mínimo permitido también puede ser menor. Por ejemplo, si el ángulo central de flexión (α) está comprendido entre 120° y 130°, el radio rmin es de 30% a 50% mayor que cuando el ángulo central de flexión (α) es de 90°. Cuando a es inferior a 90°, rmin puede reducirse en 20%.
3. Influencia de la anchura de la chapa y de la capa endurecida de la superficie cizallada
A medida que aumenta la anchura de la chapa, también aumenta el radio mínimo de curvatura. Sin embargo, este efecto disminuye cuando la anchura de la chapa aumenta hasta aproximadamente (8~10)t.
La pieza en bruto antes del curvado suele obtenerse mediante cizalla o punzonado, y la superficie cizallada tiene una capa endurecida por el trabajo que reduce la plasticidad del material, aumentando el radio mínimo de curvatura. Por lo tanto, cuando se requiere un radio de curvado muy pequeño, es necesario incluir un proceso de recocido antes del curvado para eliminar la capa endurecida de la pieza en bruto.
4. Impacto de la dirección de la línea de plegado
Dado que la mayoría de las hojas metales para flexión se laminan, presentan una estructura fibrosa, con anisotropía en las propiedades mecánicas de la dirección del espesor y el plano de la chapa. Cuando la línea de curvatura es perpendicular a la dirección de laminado (fibra), el radio mínimo de curvatura de la chapa es menor.
Cuando la línea de plegado es paralela a la dirección de laminado (fibra), el radio mínimo de plegado de la chapa es mayor. Hay que prestar especial atención a la dirección de la línea de plegado en el caso de materiales con una anisotropía significativa, como el latón y el bronce fosforoso.
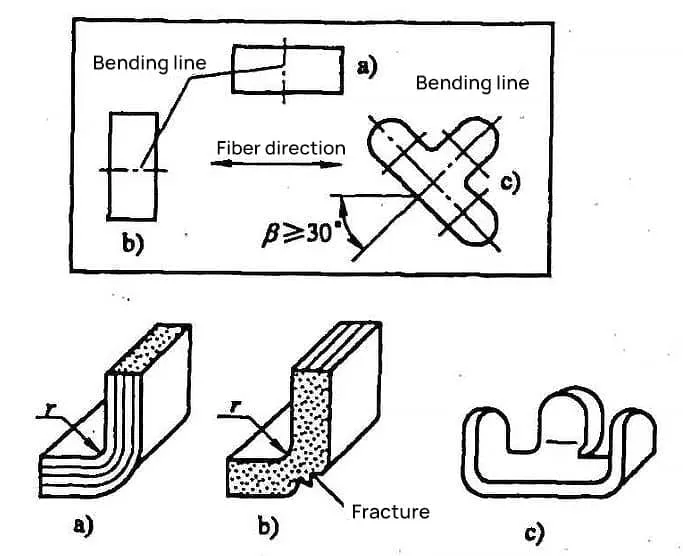
Por lo tanto, durante el trazado del punzonado, debe tenerse en cuenta la dirección de laminado. En la figura 1a se muestra el radio de curvatura (r) cuando la curva es perpendicular a la dirección de laminación, y en la figura 1b el radio de curvatura (r) cuando la línea de curvatura es paralela a la dirección de laminación, donde se produce la fisuración.
Por lo tanto, el trazado debe hacer que la línea de plegado sea lo más perpendicular posible a la dirección de laminado. Cuando se curvan piezas más pequeñas con líneas de curvado perpendiculares entre sí, el ángulo (β) entre la línea de curvado y la dirección de laminado de la chapa debe ser superior a 30° durante el trazado, como se muestra en la figura 1c.
5. Influencia de la superficie del material en bruto y de la calidad del cizallado
Cuando el material en bruto de una pieza tiene defectos, o la sección transversal de cizalladura no es lisa, tiene rebabas o es de mala calidad, puede provocar una concentración de tensiones y causar roturas. En este punto, es necesario aumentar adecuadamente el radio mínimo de curvatura.
Eliminar las rebabas antes del plegado, o colocar el lado con rebabas hacia la zona de presión del punzón, puede reducir la posibilidad de rotura. La calidad del cizallado afecta significativamente al plegado de los materiales en bruto más estrechos. A medida que aumenta la anchura del material en bruto, el impacto disminuye gradualmente.
Hay muchos factores que afectan al radio mínimo de curvatura de las chapas metálicas, y son extremadamente complejos. Es difícil calcular con precisión el radio mínimo de curvatura utilizando métodos teóricos, y no tiene ninguna importancia de aplicación práctica.
Por lo tanto, el radio mínimo de curvatura utilizado habitualmente en la producción real suele determinarse mediante métodos experimentales. Los datos experimentales del radio mínimo de curvatura (es decir, el radio del arco interior) de las chapas metálicas de uso común, rminse presenta en la Tabla 4-1.
Tabla 1: Radio mínimo de curvatura de la chapa (Unidad: mm)
| Material | Recocido | Estado endurecido por trabajo en frío | ||
| Posición de la línea de pliegue | ||||
| Dirección de rodadura vertical | Dirección de rodadura paralela | Dirección de rodadura vertical | Dirección de rodadura paralela | |
| 08, 10, Q195, Q215 | 0. 1t | 0. 4t | 0.4t | 0.8t |
| 15, 20, Q235 | 0.1t | 0.5t | 0. 5t | 1. 0t |
| 25, 30, Q255 | 0. 2t | 0. 6t | 0.6t | 1. 2t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1.0t | 1.7t |
| 65Mn | 1. 0t | 2. 0t | 2.0t | 3.0t |
| Aluminio | 0.1t | 0.35t | 0. 5t | 1.0t |
| Cobre puro | 0. 1t | 0.35t | 1.0t | 2. 0t |
| Latón blando | 0. 1t | 0.35t | 0.35t | 0.8t |
| Latón semiduro | 0.1t | 0.35t | 0.5t | 1.2t |
| Bronce fosforado | – | – | 1. 0t | 3.0t |
Nota:
En general, no es aconsejable utilizar el radio de curvatura mínimo rmin para piezas curvadas. Desde una perspectiva puramente técnica, el requisito general es r≥t; para materiales gruesos, r=2t. Sólo cuando la estructura del producto lo requiera, debe utilizarse la aproximación admisible a los valores mínimos del radio de curvatura.
Cuando el radio de curvatura de la pieza requerida <rminAdemás de utilizar algunas técnicas para mejorar la plasticidad del material (como el recocido, el curvado en caliente, etc.) y recortar o pulir la superficie de corte de la pieza en bruto, se pueden adoptar las siguientes medidas:
1) Aumentar el proceso de conformado, reduciendo gradualmente el radio de curvado r, ampliando así el área de deformación por curvado y reduciendo el índice de estiramiento de la capa metálica exterior para garantizar el radio de esquina interior requerido de la pieza curvada. Por ejemplo, utilizando un proceso de curvado en dos etapas: utilizando un radio de curvado mayor en el primer curvado, después recocido (alivio de tensiones), y la segunda vez curvado de acuerdo con el radio de esquina requerido de la pieza.
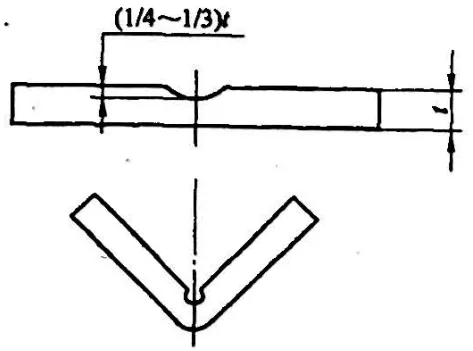
2) Para materiales gruesos, es esencial empezar con una ranura de proceso, reduciendo el grosor del material en la pieza doblada para garantizar los requisitos de la pieza doblada, como se muestra en la figura 2.
Si es necesario garantizar un borde muy recto de la pieza doblada durante el doblado, entonces la altura del borde recto H debe ser superior a 2.
Cuando H<2t, la superficie de contacto del borde doblado en el molde de doblado es demasiado pequeña, lo que dificulta la formación de suficiente momento de doblado y fuerza de corrección, y es difícil obtener una forma precisa de la pieza doblada (o imposible de doblar y formar).
Por lo tanto, cuando H<2t, es necesario preabrir una ranura de proceso o aumentar la dimensión de la altura del borde recto, y después de formar el plegado, se corta el material sobrante, como se muestra en la figura 3.

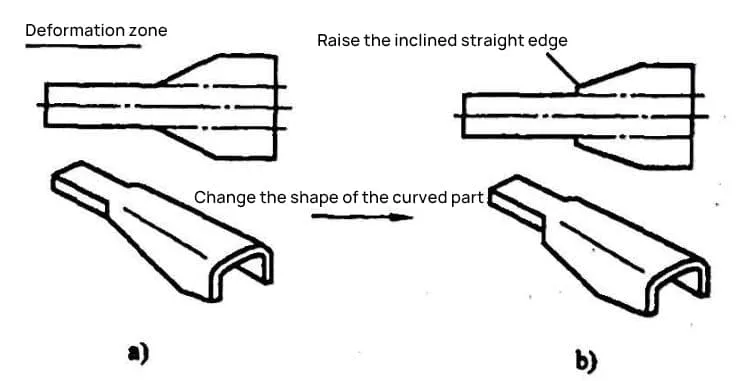
Si el borde recto de la pieza doblada tiene un ángulo (véase la figura 4), y el ángulo está dentro de la zona de deformación, como se muestra en la figura 4a, es imposible doblar la sección con una altura del borde recto inferior a 2t hasta el grado deseado, y además es propensa a agrietarse. Por lo tanto, es necesario cambiar la forma de la pieza y aumentar el tamaño del borde recto del ángulo, como se muestra en la figura 4.