Técnicas Esenciales de Ensamblaje de Chapa Metálica: Una guía completa
I. Métodos de montaje De acuerdo con los requisitos técnicos especificados, el proceso de montaje y conexión de piezas o componentes a...

La correcta selección de la capacidad del equipo de forja en coquilla es una condición importante para garantizar el buen desarrollo de la forja en coquilla. Si la capacidad seleccionada es demasiado pequeña, el metal tendrá dificultades para llenar la cavidad del molde, y será necesario aumentar el número de golpes, lo que reducirá la eficiencia de la producción; por otro lado, si la capacidad del equipo es demasiado grande, se desperdiciará equipo y aumentará la pérdida de metal, y también es fácil dañar el molde o reducir la vida útil de la matriz de forja, lo que tampoco favorece una producción segura.
Las fórmulas empíricas para calcular el tonelaje de varios martillos de forja con matriz se muestran en la Tabla 5-48.
Tabla 5-48 Fórmulas empíricas para calcular el tonelaje de varios martillos de forja con troquel
| Equipamiento | Oficial | Instrucciones |
| Martillo de forja de doble efecto | m= (3,5~6,3)kA | m, m1-Masa de la parte de caída del martillo (kg) E-Energía del martillo sin yunque (J) A-Superficie de proyección horizontal del forjado y del destello (cm 2 ), el área del destello se calcula como la mitad de la parte del almacén k-Coeficiente de material, determinado por la tabla 5-49 |
| Martillo de forja de simple efecto | m1= (1.5~1.8)m | |
| Martillo sin yunque | E =(20~25)m |
Tabla 5-49 Resistencia a la deformación σ y coeficiente k de diversos materiales al final temperatura de forja
| Materiales | k | σ/MPa | ||
| Martillo | Prensa de forja | Recorte en caliente | ||
| Acero estructural al carbono [w(C) < 0,25%]. | 0.9 | 55 | 60 | 100 |
| Acero estructural al carbono [w(C) > 0,25%]. | 1 | 60 | 65 | 120 |
| Acero estructural de baja aleación [w(C) < 0,25%]. | 1 | 60 | 65 | 120 |
| Acero estructural de baja aleación [w(C) > 0,25%]. | 1.15 | 65 | 70 | 150 |
| Acero estructural de alta aleación [w(C) > 0,25%]. | 1.25 | 75 | 80 | 200 |
| Acero aleado para herramientas | 1.55 | 90~100 | 100~120 | 250 |
La fórmula de cálculo teórico del tonelaje del martillo de forja se muestra en la Tabla 5-50.
Tabla 5-50 Fórmula de cálculo teórico del tonelaje del martillo de forja
| Forma de forja | Fórmula | Descripción |
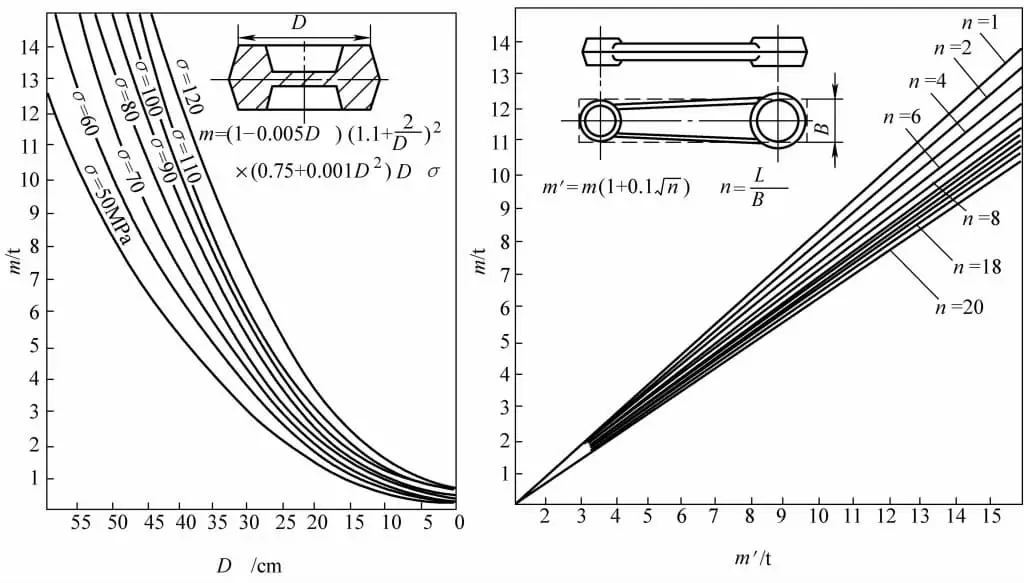
| Circular | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Diámetro de forja (cm) σ - Resistencia a la deformación de la forja a la temperatura final de forja (MPa) Esta fórmula es aplicable a las piezas forjadas con un diámetro inferior a 60 cm. |
| No circular | m = m 0 (1 + 0,1 √(L/B)) | Longitud máxima en la superficie de proyección horizontal del forjado L (cm) B - anchura media (cm), B=A/L A - superficie proyectada del forjado (cm²) Al calcular m 0 utilizando la fórmula anterior, D en la fórmula debe sustituirse por el diámetro equivalente D e D e = 1.13√A |
Nota: Los valores de m, m 0 calculados mediante la fórmula del cuadro se expresan en kg.
El nomograma para determinar el tonelaje del martillo de forja se muestra en la Figura 5-1.
La prensa de forja (ver Tabla 5-51) forma la unidad básica de la producción de forja de troqueles junto con los martillos de forja de troqueles y los hornos de calentamiento: un conjunto, en el que la presión nominal P (kN) de la prensa se selecciona en función del tonelaje m del martillo.
P = Mm
En la fórmula, M es el coeficiente de coincidencia (kN/t), que varía con el tonelaje del martillo, y puede tomarse como M=800~1000kN/t.
Tabla 5-51 Prensas de recorte combinadas con martillos de forja
| Masa de la parte que cae del martillo de forja /t | Presión nominal de la prensa de recorte /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tabla 5-52 Conversión del tonelaje de los martillos de forja a presión a otros equipos de forja (unidad: t)
| Número de serie | Martillo de forja | Prensa de forja | Prensa de fricción | Contragolpe de forja |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |