Equipo y herramientas de embutición profunda: Guía esencial
¿Cómo se transforman las chapas planas en complejas formas tridimensionales? La embutición profunda tiene la respuesta. Este artículo desvela los entresijos...
¿Y si las máquinas entre bastidores pudieran aumentar la eficacia y la precisión de la fabricación como nunca antes? En este artículo, exploramos los equipos esenciales para la estampación de chapa metálica, desde el desenrollado y el corte hasta el plegado y el prensado. Conozca los últimos avances y cómo pueden agilizar su proceso de producción, garantizando la calidad y la rentabilidad. Sumérjase en el mundo de las prensas mecánicas, las máquinas CNC y las herramientas auxiliares para descubrir las tecnologías que dan forma a la metalurgia moderna.

La configuración de los equipos de producción de piezas estampadas debe considerarse de forma holística, teniendo en cuenta las características de las piezas estampadas y el volumen de producción. Las piezas estampadas de los vagones de pasajeros se caracterizan por su gran variedad y pequeñas cantidades.
Por lo tanto, a la hora de configurar el equipo de producción de estampación, es necesario tener en cuenta la satisfacción de las necesidades de producción de la mayoría de las piezas estampadas de fabricación propia y, al mismo tiempo, satisfacer los requisitos económicos.
Principios de configuración equipos de estampación para los vagones de pasajeros son los siguientes:
1) El equipo de producción debe ser capaz de satisfacer las necesidades de fabricación de piezas estructurales clave relacionadas con la seguridad operativa de los vagones de pasajeros.
2) Dadas las características de las múltiples variedades y la producción de lotes pequeños, es esencial seleccionar equipos versátiles y flexibles que puedan realizar múltiples tareas.
3) En el caso de equipos especializados, como las curvadoras, deben considerarse procesos alternativos o, en caso de avería, un equipo sustituto debe continuar la producción.
A continuación, presentaré los equipos de estampación utilizados habitualmente para la producción de piezas estampadas para vagones de pasajeros de ferrocarril.
Chapa de acero desenrollando para desenrollar las bobinas de acero. El volumen de producción de piezas estampadas para vagones de pasajeros es pequeño, y las especificaciones de las chapas necesarias son diversas, lo que dificulta la adquisición. Si se reducen las especificaciones, la tasa de utilización del material disminuirá, lo que se traducirá en un aumento de los costes.
Desde el punto de vista de la reducción de costes, resulta más económico y razonable comprar materiales en rollo y desenrollarlos internamente.
El equipo de desenrollado utilizado por los fabricantes de vagones de pasajeros está diseñado para desenrollar materiales en bobina con un espesor inferior a 6 mm. La Figura 3-13 es la línea de desenrollado de chapa de acero, y la Tabla 3-33 enumera los parámetros básicos de la línea de desenrollado de chapa de acero.

Tabla 3-33: Parámetros básicos de la línea de desenrollado de chapas de acero
| Parámetros | Rango numérico | Unidades |
| Ancho de bobina | 500~1500 | mm |
| Grosor de la bobina | 1.0~6.0 | mm |
| Masa de la bobina | ≤10000 | kg |
| Longitud de corte | 500~4500 | mm |
| Número de cortes | 20~60 | Veces/Min |
| Precisión de la longitud de corte | ≤±1 | mm |
| Precisión de nivelación | ≤1 | mm/m |
Se utiliza principalmente para preparar la materia prima para su posterior procesamiento. Además de los equipos de corte tradicionales, en los últimos años han aparecido dispositivos de corte CNC, como cortadoras láser y cortadoras por chorro de agua a alta presión. Estas innovaciones han integrado las fases de procesamiento de la chapa plana, lo que permite completar el procesamiento en una sola operación.
La Figura 3-14 muestra un CNC cizalla y en la Tabla 3-34 se indican la finalidad y los parámetros básicos de la cizalla.
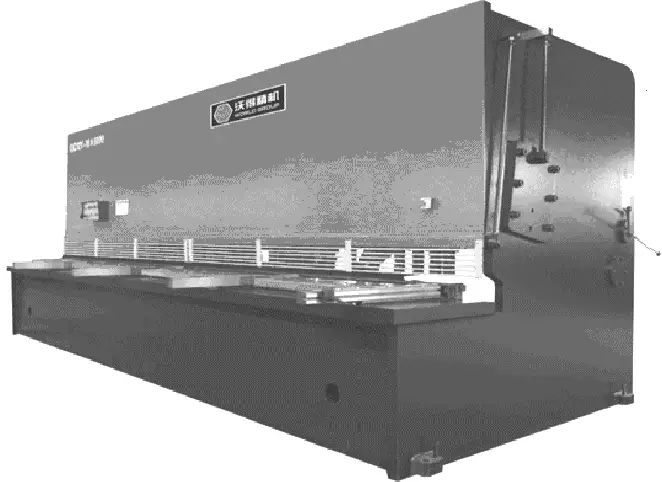
Tabla 3-34: Finalidad y parámetros básicos del Cizalla
| Número de serie | Nombre del equipo | Descripción del equipo |
| 1 | Máquina cizalla CNC para chapas finas | (1) Se utiliza para cizallar y cortar chapas de acero con un espesor de ≤10mm (2) Espesor máximo de corte: 10 mm para acero al carbono, 6 mm para acero inoxidable. (3) Longitud máxima de corte: 4000 mm (4) Equipado con dispositivo antitorsión (5) Equipado con dispositivo de soporte de material trasero (6) El ángulo de corte y la separación de la cuchilla se pueden ajustar con el control CNC. |
| 2 | Máquina cizalla de chapas gruesas CNC | (1) Se utiliza para cizallar y cortar chapas de acero con un espesor de ≤16mm (2) Espesor máximo de corte: 16 mm para acero al carbono, 8 mm para acero inoxidable. (3) Longitud máxima de corte: 4000 mm (4) Equipado con dispositivo de soporte de material trasero (5) El ángulo de corte y la separación de la cuchilla se pueden ajustar con el control CNC |
La Figura 3-15 representa los equipos de corte y troquelado CNC, mientras que la Tabla 3-35 proporciona los tipos de equipos de corte y sus parámetros fundamentales.

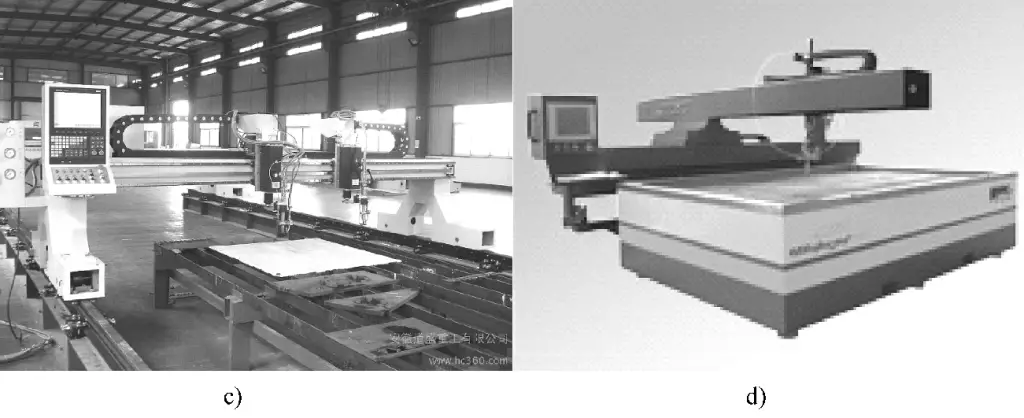
a) Corte por láser máquina
b) Máquina de oxicorte CNC
c) Precisión máquina de corte por plasma
d) Máquina de corte por chorro de agua a alta presión
Tabla 3-35 Tipos de equipos de corte y sus parámetros fundamentales
| Número de serie | Nombre del equipo | Descripción del equipo |
| 1 | Máquina de corte por láser | (1) Se utiliza para el corte y troquelado de chapas metálicas con un espesor ≤ 20 mm. (2) Potencia de corte ≥ 4kW (3) Tamaño de la mesa de trabajo intercambiable de 2 m × 4 m (4) Espesor de corte20 mm para placas de acero al carbono, 12 mm para placas de acero inoxidable y 8 mm para placas de aleación de aluminio. |
| 2 | Máquina de oxicorte CNC | (1) Se utiliza para el corte y troquelado de chapas de acero al carbono con un espesor ≤ 200mm (2) Mesa de trabajo de 3 m × 40 m, con estructura de bastidor multipórtico (3) Capacidad máxima de corte: chapa de acero al carbono de 200 mm de espesor |
| 3 | Máquina de corte por plasma de precisión | (1) Se utiliza para el corte y troquelado de chapas de acero con un espesor ≤ 30mm (2) Corte en seco con dispositivo de extracción de polvo sincronizado (3) Tamaño de la mesa de trabajo de 3m × 20m (4) Espesor de corte: 30 mm para placas de acero al carbono, 20 mm para placas de acero inoxidable |
| 4 | Máquina de corte por agua a alta presión | (1) Se utiliza para el corte y troquelado de chapas de aleación de aluminio con un espesor ≤ 300mm (2) Espesor máximo de corte 300mm (3) Mesa de trabajo de 2 m × 4 m |
La figura 3-16 representa la máquina enderezadora de chapa de acero, mientras que la tabla 3-36 proporciona los parámetros funcionales básicos de la máquina enderezadora. Debido a la irregularidad de las materias primas de la chapa de acero o a la deformación durante el procesamiento, es necesario realizar una nivelación.

a) Aplanadora de placas delgadas de 19 rodillos
b) Nivelador de placas gruesas
Tabla 3-36: Parámetros funcionales básicos de las máquinas enderezadoras
| Número de serie | Nombre del equipo | Descripción del equipo |
| 1 | Niveladora de placas finas | (1) Se utiliza para nivelar placas con un grosor de 0,5~8mm (2) La anchura máxima de nivelación es de 1500 mm. (3) La longitud mínima de nivelación es de 100 mm. (4) La precisión de nivelación es de 1 mm/m (5) El límite elástico máximo de la chapa de acero para nivelación es de 800 MPa. |
| 2 | Niveladora de placas gruesas | (1) Se utiliza para nivelar placas con un grosor de 6~22mm (2) La semianchura de nivelación máxima es de 2000 mm. (3) La longitud mínima de nivelación es de 400 mm. (4) La precisión de nivelación es de 1 mm/m (5) El límite elástico máximo de la chapa de acero para nivelación es de 800 MPa. |
| 3 | Máquina enderezadora | (1) Se utiliza para enderezar diversos tipos de acero (2) La fuerza nominal es de 2000 kN |
La tabla 3-37 presenta los parámetros de las prensas mecánicas. Estas prensas se utilizan principalmente para operaciones de punzonado y conformado. En función de los tipos de piezas de estampación para vehículos ferroviarios, se equipan principalmente cinco tipos de prensas.
Tabla 3-37: Parámetros de prensas mecánicas
| Artículo | Unidades | Tipo de equipo | |||||
| JC21 - Prensa 160A | J36 - 250 Prensa | Prensa de 500 t | Prensa 2000t | Prensa de fricción de 100 t | |||
| Fuerza nominal | kN | 1600 | 2500 | 5000 | 20000 | 1000 | |
| Carrera de la corredera | mm | 160 | 400 | 500 | 630 | 300 | |
| Longitud de ajuste del elevador | mm | 130 | 220 | 200 | 270 | ||
| Frecuencia de carrera de la corredera | golpes/min | 50 | 17 | 9 | 6 | 18 | |
| Distancia del centro de la corredera a la bancada (profundidad de la garganta) | mm | 380 | |||||
| Distancia entre guías | mm | 800 | 1085 | ||||
| Distancia de la parte inferior de la guía a la mesa de trabajo | mm | 620 | 600 | 1340 | 920 | 500×500 | |
| Dimensiones de la mesa de trabajo | Corredera superior | mm | 440×600 | 1000×2300 | 1440×1800 | 1700×3710 | |
| Mesa de trabajo | mm | 710×1120 | 1250×2450 | 1505×1800 | 1900×4000 | ||
| Cojín de aire | Cantidad | mm | 3 | 2 | 2 | 3 | |
| Fuerza de cada colchón de aire | kN | 65 | 300 | 300 | 3000 | ||
| Ictus | mm | 200 | 250 | 200 | 250 | ||
| Altura de cierre del troquel permitida | mm | 190~320 | 225~445 | 410~600 | 375~645 | 120~420 | |
| Tamaño del orificio del asa | mm | Φ80 | |||||
| Tamaño de la varilla de soporte estándar marrón o varilla de soporte | mm | Φ35 ×L | Φ48 | Φ58 × L | |||
Las plegadoras CNC son los equipos más utilizados en la producción de piezas estampadas para vagones de pasajeros, con más de 80% de piezas conformadas en estas máquinas.
La Figura 3-17 ilustra una plegadora CNC, mientras que la Tabla 3-38 proporciona los parámetros de la misma. Un punto a tener en cuenta es que la máquina presenta un formato de eje CNC 3+2, lo que significa que el calibrador trasero tiene dos ejes, lo que requiere no sólo el movimiento hacia delante y hacia atrás, sino también el movimiento hacia arriba y hacia abajo controlado por CNC.
Para las máquinas curvadoras con una longitud de mesa de trabajo superior a 3 metros, el número de bloques de posicionamiento del tope trasero debe ser de tres o más.
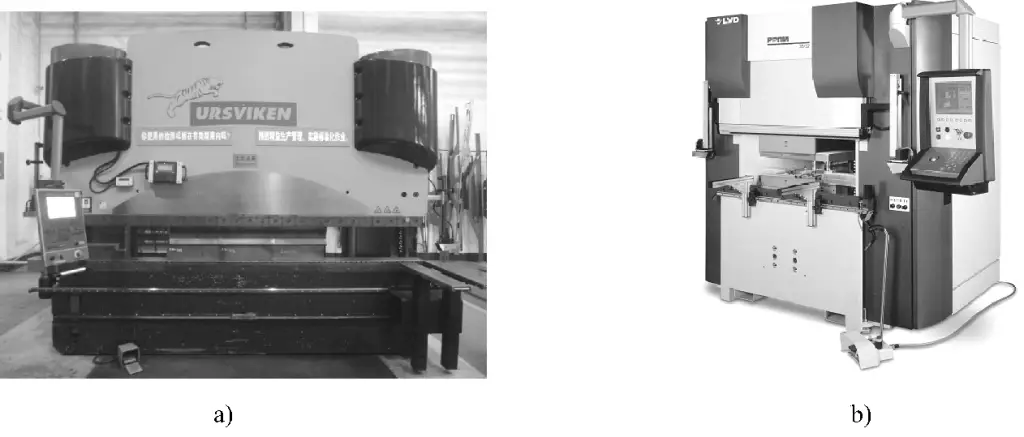
a) Máquina curvadora CNC de 3200 kN
b) Máquina curvadora CNC de 800 kN
Tabla 3-38 Parámetros de la máquina curvadora CNC (Productos de Huangshi LVD Company)
| Modelo de máquina | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| Fuerza nominal/kN | 800 | 1600 | 3200 | 4000 |
| Longitud de plegado/mm | 3200 | 3200 | 3200 | 4000 |
| Espacio entre columnas/mm | 2700 | 2700 | 2700 | 3500 |
| Profundidad de garganta/mm | 400 | 400 | 400 | 500 |
| Recorrido de la corredera/mm | 170 | 170 | 170 | 200 |
| Altura de la mesa/mm | 800 | 800 | 800 | 800 |
| Altura de montaje de la matriz/mm | 600 | 600 | 600 | 600 |
| Potencia del motor principal/kw | 5.5 | 11 | 18.5 | 22.5 |
| Número de cilindros de compensación | 3 | 3 | 3 | 4 |
| Número de ejes de control | 3+2 | 3+2 | 3+2 | 3+2 |
| Recorrido del eje X del tope trasero/mm | 500 | 500 | 500 | 500 |
| Calibre trasero Velocidad eje X/(mm/s) | 200 | 200 | 200 | 200 |
La Figura 3-18 muestra un Punzonadora de torreta CNCLa tabla 3-39 presenta algunos de sus parámetros técnicos. La punzonadora de torreta CNC se utiliza principalmente para punzonar, cortar, conformar y rebordear chapas de menos de 5 mm de espesor.

Tabla 3-39 Parámetros parciales de la punzonadora de torreta CNC
| 1 | Tamaño de la tabla | 2500mm×1250mm |
| 2 | Espesor máximo de la chapa perforada | 8 mm |
| 3 | Máximo Fuerza de perforación | 220kN |
| 4 | Frecuencia máxima de perforación (E=1mm) | 1400 veces/min |
| 5 | Área de instalación | 6760mm×6100mm |
La figura 3-19 muestra la máquina de conformado por estirado CNC V75 producida por la empresa estadounidense CYRILBATH. Se utiliza principalmente para conformar perfiles de gran radio de curvatura, como las vigas del techo de los vagones de pasajeros. Se trata de un dispositivo de curvado especializado. En la tabla 3-40 se indican sus especificaciones técnicas.
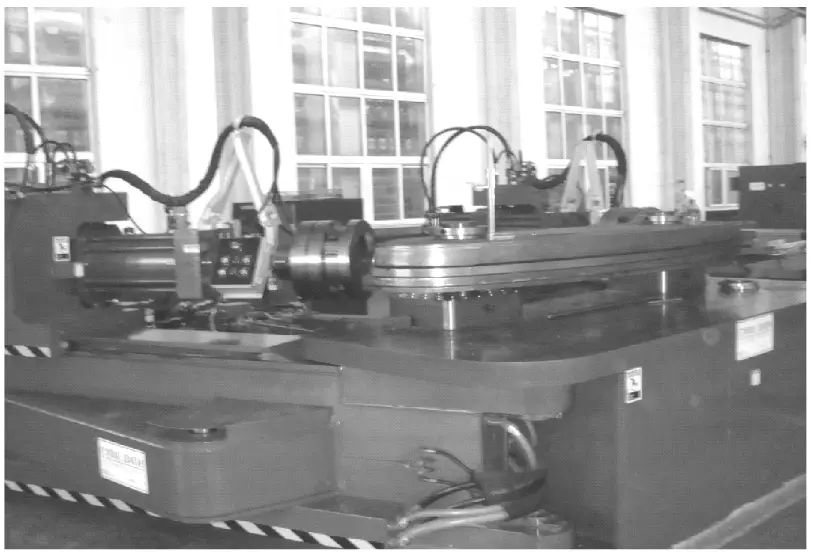
Tabla 3-40: Especificaciones técnicas de la estiradora CNC V75
| Artículos | Especificaciones técnicas |
| Fuerza de tracción máxima del cilindro de estiramiento de la máquina | 750kN |
| Fuerza de tracción mínima del cilindro de estiramiento de la máquina | 50kN |
| Rotación de la pinza | ±180° (ajuste manual) |
| Distancia máxima entre dos abrazaderas | 7000 mm |
| Distancia mínima entre dos abrazaderas | 1000 mm |
| Carrera máxima del cilindro de estiramiento | 762 mm |
| Velocidad máxima del cilindro de estiramiento | Hasta 762 mm/min |
| Ángulo de giro máximo del cilindro de estiramiento | ±28° |
| Ángulo de giro del brazo | +10°~ -90° |
| Velocidad de moldeo | (0.5°~3°) /s |
| Velocidad de retorno | 3°/s |
| Distancia del suelo a la superficie de la mesa de trabajo del molde | 978 mm |
| Distancia del centro de la abrazadera a la superficie de la plataforma de montaje del molde | 267 mm |
| Requisitos de la fuente de alimentación | Trifásico 380V, 50Hz |
| Modo de control del proceso de plegado | Control de posición y control de fuerza |
| Diámetro interior de la abrazadera | Φ250mm |
También conocida como máquina formadora universal (Figura 3-20), la máquina formadora de martillo de potencia se utiliza principalmente para doblar y formar ciertos perfiles, formar piezas tipo piel y ajustar algunas piezas dobladas. El modelo de equipo seleccionado es KF665, con las siguientes capacidades de trabajo:

Además de los dispositivos mencionados, también hay varios equipos auxiliares, entre los que se incluyen principalmente taladradoras, equipos de limpieza por granallado y chorro de arena y herramientas de corte manuales. Consulte la Tabla 3-41.
Tabla 3-41: Equipos auxiliares
| Número de serie | Nombre del equipo | Propósito |
| 1 | Taladradoras | Se utiliza para taladrar agujeros en piezas estampadas |
| 2 | Equipos de granallado, chorreado y revestimiento | Se utiliza para granallar, chorrear y eliminar el óxido de las chapas de acero al carbono antes de procesarlas, y para aplicar una capa de imprimación anticorrosión en la superficie. |
| 3 | Herramientas de corte manuales | Corte manual con cortadoras de plasma de aire o máquinas de oxicorte |
| 4 | Equipos de desbarbado | Tras los procesos de corte y punzonado, las piezas pueden desarrollar rebabas. Este equipo se utiliza para rectificar y eliminar rebabas de piezas planas. |