
Instalación de Troqueles en Máquinas: Paso a paso
La instalación de matrices de punzonado en máquinas puede parecer desalentadora, pero es crucial para una fabricación de metal precisa y eficaz. Esta guía cubre...
¿Cómo se expulsa eficazmente el material de los moldes de plegado sin comprometer la calidad? En este artículo se analizan varias técnicas de expulsión, como la de tipo pasante, la de gancho extractor, la de expulsión por empuje y otras. Los lectores aprenderán los mejores métodos para diferentes piezas de trabajo y cómo optimizar sus procesos de doblado para obtener precisión y eficacia. Explore soluciones prácticas para mejorar sus procesos de expulsión de moldes y garantizar flujos de trabajo de producción sin problemas.
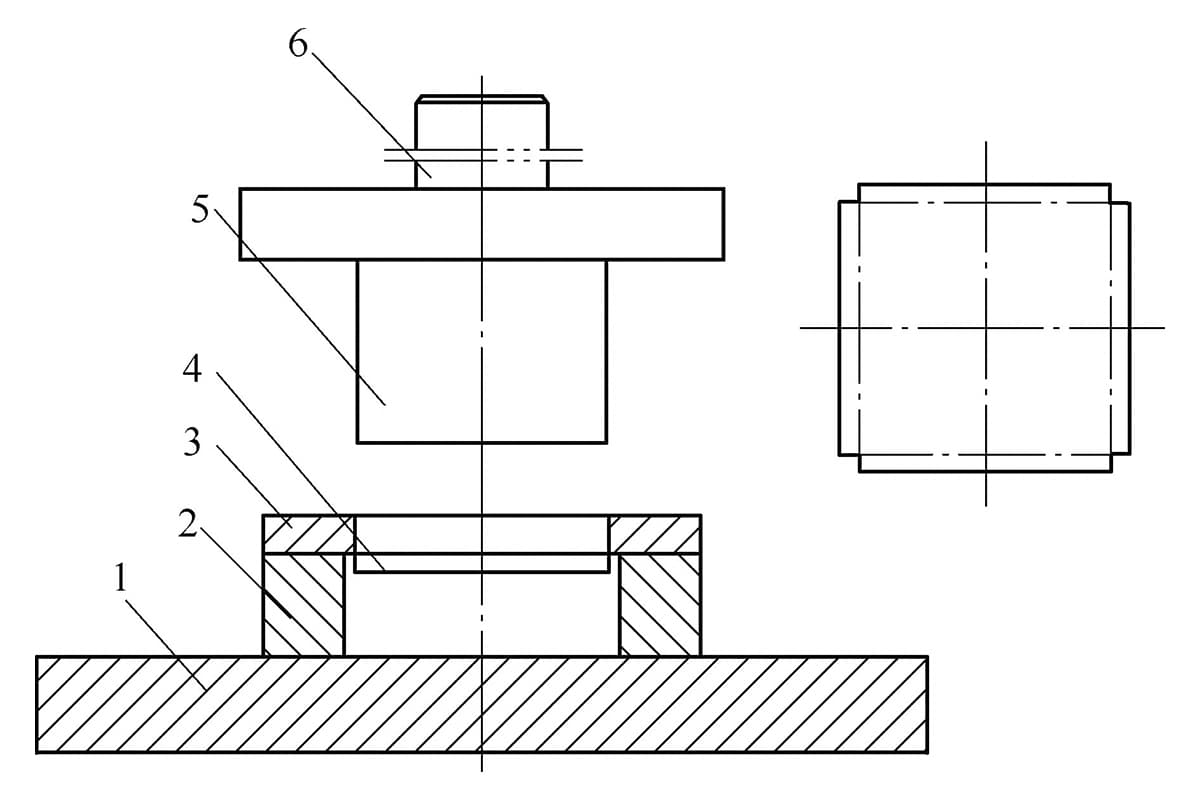
Para piezas en forma de caja en las que la altura de flexión es inferior a un tercio de la carrera del carro, puede utilizarse una estructura de expulsión de tipo pasante siempre que el requisito de planitud de la superficie inferior no sea estricto, como se ilustra en la figura 3-17.
1-Patín inferior de la matriz 2-Almohadilla de la matriz 3-Matriz hembra 4-Pieza de trabajo 5-Matriz macho 6-Vástago
La matriz de flexión por expulsión de tipo pasante utiliza la recuperación elástica del material para lograr la expulsión. Requiere que la cavidad de la matriz tenga una buena rigidez. Al insertar tiras rectangulares debajo de la cavidad de la matriz, la pieza formada se expulsa a través de los huecos entre las tiras. Alternativamente, la base inferior de la matriz puede perforarse para permitir la expulsión directa del material.
Expulsión pasante matrices de doblado son muy eficaces y facilitan la automatización, pero no son adecuadas para piezas que requieren un alto grado de planitud en la superficie inferior o en las que no se permiten marcas de doblado.
Aprovechando la diferencia de grosor de la pared antes y después del conformado, se puede montar un gancho extractor en la cavidad de la matriz para desenganchar la pieza del punzón. Este método de expulsión debe utilizarse junto con una placa de expulsión.
Este método es adecuado para piezas pequeñas y piezas con curvas poco pronunciadas.
La placa de expulsión tiene una forma que coincide con la cara del extremo de expulsión de la pieza y se coloca en la parte inferior de la cavidad de la matriz. Se acciona mediante muelles, goma elástica o la carrera de retorno del carro de la prensa. Este método se utiliza principalmente para doblar matrices de piezas en forma de U.
Esto es adecuado para piezas con un eje central recto, como bucles cerrados o abiertos, pero no para las que tienen un eje central curvo, como picos o codos de acero inoxidable de cuello de cisne. El molde puede desmoldearse manualmente o accionarse mediante una placa inclinada y rodillos acoplados.
Bajo la acción de los muelles, el punzón desciende y el anillo separador se retrae. Cuando el punzón regresa, los rodillos impulsan el anillo separador hacia delante, alejando la pieza del punzón.
Este método es adecuado para piezas con una gran superficie y una profundidad de plegado significativa. La varilla de expulsión, accionada por el punzón, empuja la pieza fuera de la matriz de punzonado a medida que el punzón sube, mediante una placa de expulsión. La estructura y la disposición de la matriz son las mismas que las de una matriz de expulsión invertida.
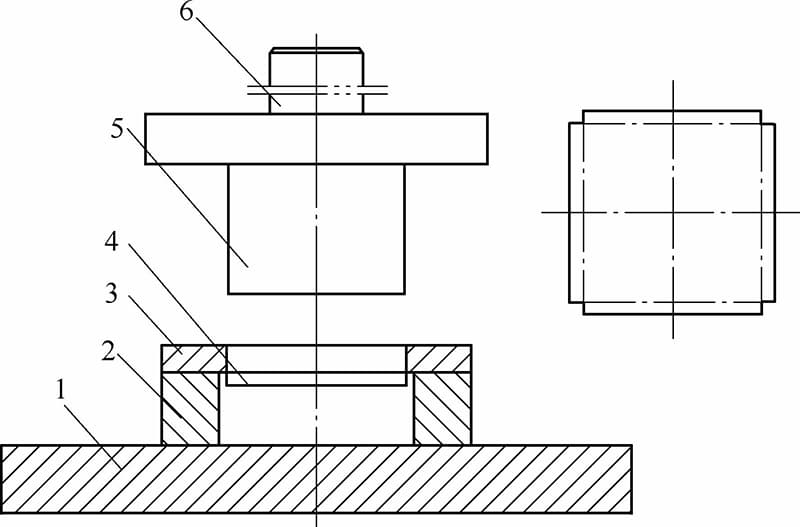
Este método de expulsión funciona junto con una placa de expulsión y es ideal para piezas con una gran superficie inferior y elevados requisitos de planitud. Los pasadores están respaldados por fuertes muelles. Una vez que se libera la presión de la matriz superior, los pasadores se reajustan bajo la fuerza del resorte, empujando la pieza de trabajo fuera de la matriz de punzonado, como se muestra en la Figura 3-18.
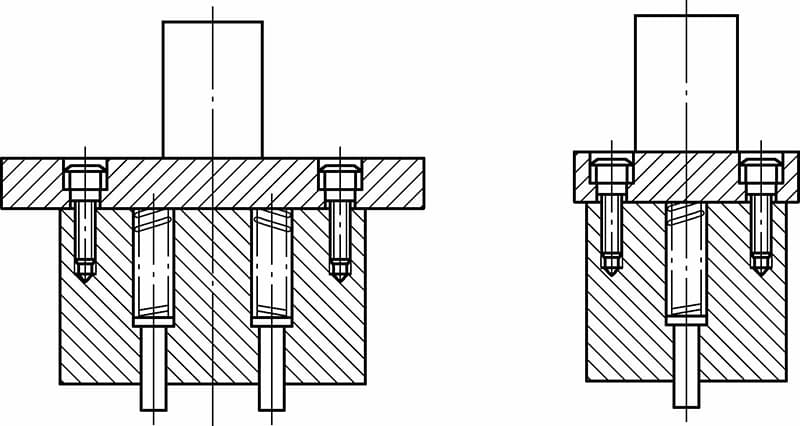
La expulsión por gancho de elevación es un método de expulsión forzada adecuado para piezas que requieren una fuerza de expulsión relativamente alta después del doblado. La Figura 3-19 ilustra un troquel de doblado para la ranura del cable de freno de un modelo de horquilla de motocicleta. A medida que la matriz superior se mueve hacia abajo, el gancho de elevación fijo empuja al gancho de elevación activo para comprimir la ballesta hacia dentro.
1-Gancho de elevación fijo 2-Soporte superior del troquel 3-Punzón 4-Pieza de trabajo 5-Bloque separador 6-Troquel 7-Muelle de ballesta 8-Tornillo de fijación 9-Gancho de elevación móvil 10-Bloque perforador 11-Soporte inferior del troquel 12-Pin de conexión 13-Muelle de retorno 14-Placa de elevación
En la fase inicial del ascenso de la matriz superior, los ganchos de elevación fijo y activo se acoplan, elevando la pieza fuera de la matriz inferior a través de la placa elevadora y el bloque de expulsión. Posteriormente, la interacción entre el bloque extractor y el saliente del gancho de elevación activo hace que se desenganchen, permitiendo que la placa elevadora se reajuste bajo la fuerza del muelle.
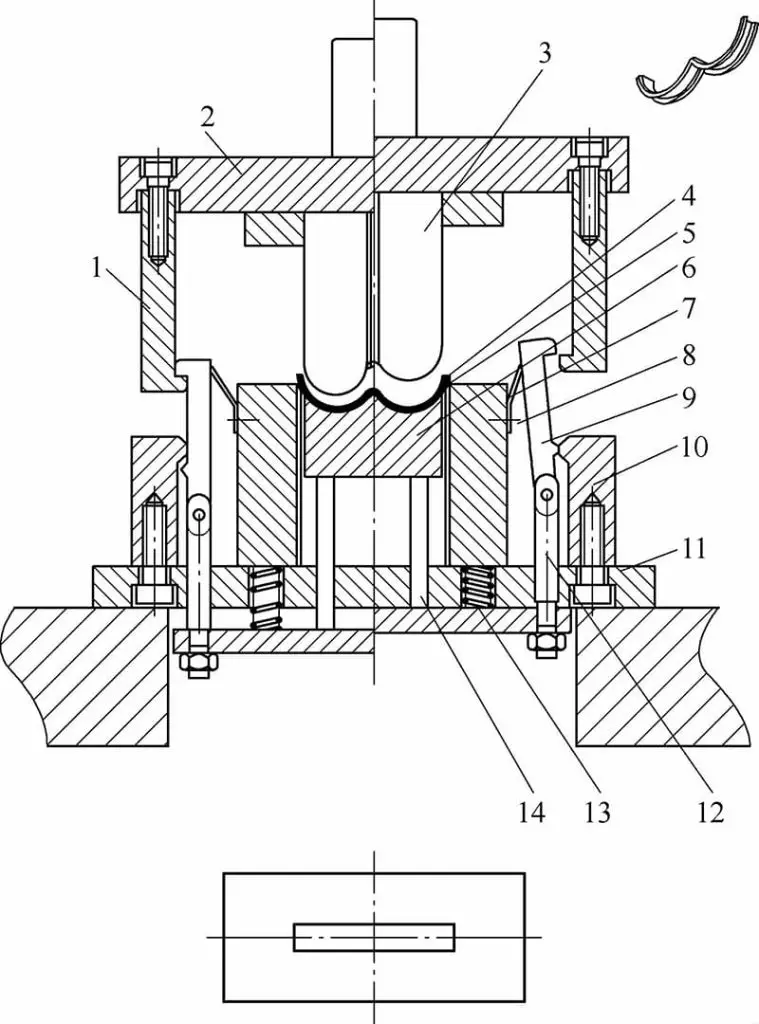
Cuando la matriz de punzonado es demasiado estrecha para instalar muelles, se puede utilizar un expulsor de banda para presionar la pieza fuera de la matriz de punzonado. Después de separar la pieza, la banda eyectora se retrae bajo la acción del resorte, como se muestra en la Figura 3-20.
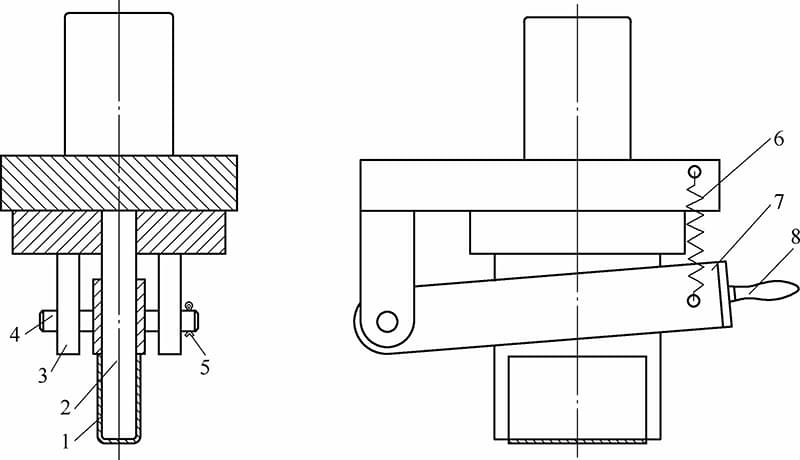
1 - Pieza 2 - Punzón 3 - Soporte 4 - Pasador 5 - Pasador del anillo de retención 6 - Muelle 7 - Anillo extractor 8 - Mango







