Salud y seguridad esenciales para las técnicas de soldadura
¿Es consciente de que la soldadura, aunque esencial, puede estar plagada de peligros? Este artículo profundiza en aspectos cruciales de salud y seguridad...
Imagine un trabajo en el que un momento de falta de atención puede provocar quemaduras graves, descargas eléctricas o incluso explosiones. Bienvenido al mundo de la soldadura. Este artículo explora las medidas de seguridad esenciales que todo soldador debe conocer, desde la prevención de descargas eléctricas hasta la gestión de humos peligrosos. Sumérjase y descubra cómo protegerse a sí mismo y a su equipo para garantizar que cada soldadura sea segura y satisfactoria. Aprenda consejos prácticos y precauciones vitales para que su entorno de soldadura sea más seguro que nunca.

1) Choque eléctrico directo: Durante las operaciones de soldadura, las manos o partes del cuerpo tocan partes electrificadas, como pinzas de soldadura y electrodos, al cambiar las varillas de soldadura o las piezas de trabajo, y los pies u otras partes del cuerpo están mal aislados del suelo o de estructuras metálicas.
Las descargas eléctricas pueden producirse fácilmente al soldar en el interior de recipientes, tuberías, en lugares lluviosos y húmedos, o cuando el cuerpo suda profusamente. Las manos o partes del cuerpo tocan cabezas terminales, postes terminales y cables expuestos y electrificados, lo que provoca una descarga eléctrica. Soldar cerca de redes eléctricas de alta tensión puede provocar una ruptura dieléctrica y una descarga sin tocar directamente el cuerpo electrizado, pero acercándose a él hasta cierto punto.
2) Descarga eléctrica indirecta: Fuga eléctrica de equipos de soldadura provoca una descarga eléctrica cuando el cuerpo humano toca la carcasa electrificada, lo que puede deberse a: sobrecarga del equipo, calentamiento por cortocircuito interno, sustancias corrosivas que provocan la disminución del rendimiento del aislamiento y fugas; bobinas mojadas por la lluvia o la humedad que provocan daños en el aislamiento y fugas; equipo de soldadura vibrado o golpeado que provoca daños mecánicos en el aislamiento de las bobinas o los cables, cables dañados conectados al núcleo de hierro o a la carcasa que provocan fugas; objetos metálicos que caen en el equipo, conectan las partes electrificadas con la carcasa y provocan fugas.
La descarga eléctrica se produce al tocar el aislamiento dañado de alambres, cables, interruptores, etc. Se produce una descarga eléctrica al utilizar bastidores metálicos de fábrica, tuberías, vías de grúas, etc., como circuito secundario para soldar.
1) Protección de aislamiento: Las partes electrificadas expuestas de la máquina de soldar y los bornes expuestos deben tener cubiertas protectoras intactas: Para los equipos con conectores de enchufe, los conductores de los enchufes deben quedar ocultos dentro del plano del tablero aislante.
La línea primaria del aparato debe colocarse en un lugar cercano a la pared donde no sea fácilmente accesible, y su longitud no debe superar, por lo general, los 2 m. Cuando una tarea temporal requiera un cable de alimentación más largo, debe disponerse a lo largo de la pared o pilar con botellas de porcelana para aislarlo, y su altura debe ser superior a 2,5 m sobre el suelo. No está permitido arrastrar el cable de alimentación por el suelo. Debe haber un pasillo de al menos 1 m de ancho entre cada aparato y entre el aparato y la pared.
2) Utilización de dispositivos de desconexión automática: Para proteger el equipo de soldadura y la seguridad personal, deben instalarse fusibles, disyuntores (también conocidos como interruptores de protección contra sobrecargas) y protectores contra descargas eléctricas (también llamados interruptores de fuga).
Cuando la tensión en vacío de la máquina de soldar sea alta y esté funcionando en un lugar con riesgo de descarga eléctrica, deberá utilizarse un dispositivo automático de desconexión en vacío para la máquina de soldar. Cuando se inicia el arco de soldadura, el interruptor de alimentación se cierra automáticamente, y cuando la soldadura se detiene o el varilla para soldar el interruptor de alimentación se desconecta automáticamente. Este dispositivo no sólo evita descargas eléctricas en vacío, sino que también reduce la pérdida de energía del equipo en vacío.
3) La máquina de soldar debe adoptar dispositivos de puesta a tierra de protección o de puesta a tierra del neutro. La puesta a tierra de protección y la puesta a tierra del neutro correctas e incorrectas de la soldadora y las soldaduras se muestran en la Figura 13-1. Los conductores utilizados para la puesta a tierra del neutro y de la máquina de soldar deben cumplir los siguientes requisitos de seguridad.
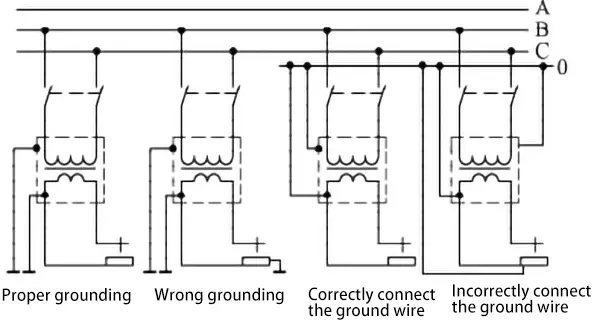
① Debe tener una sección transversal suficiente. El área de la sección transversal del cable de tierra (o neutro) es generalmente 1/3~1/2 del área de la sección transversal del cable de fase. Si se utiliza cable de aluminio, cobre o acero como cable de tierra (o neutro), sus secciones transversales mínimas no deben ser inferiores a 6 mm², 4 mm² o 12 mm², respectivamente.
② Debe utilizar un cable entero, sin uniones en el medio.
③ La conexión entre el conductor y la máquina de soldar y el cuerpo de puesta a tierra (o línea principal neutra) debe ser firme.
④ Está terminantemente prohibido utilizar el conductor de tierra (o neutro) en serie.
4) Utilización de dispositivos de desconexión automática de las máquinas de soldar: Cuando la tensión en vacío de la máquina de soldar es superior al límite especificado en las normas vigentes para máquinas de soldar. Y está funcionando en un lugar con riesgo de contacto, o en un lugar donde puede producirse un accidente secundario una vez que se produce una descarga eléctrica (como a gran altitud). Debe utilizarse un dispositivo de desconexión automática en vacío.
(1) Puntos clave del funcionamiento seguro de los equipos de soldadura (véase la tabla 13-14)
Tabla 13-14 Puntos clave del funcionamiento seguro del equipo de soldadura
| Nombre del dispositivo | Puntos clave de la tecnología de seguridad |
| Máquina de soldar | 1. La carcasa de soldadura debe estar conectada a tierra, el aislamiento debe estar intacto y todos los contactos deben ser estancos y fiables. |
| 2. Fuente de alimentación de soldadura por arco general de alta tensión de carga: DC ≤100V, AC ≤80V: Fuente de alimentación de corte por arco de plasma de hasta 400V, debe utilizar el corte automático tanto como sea posible, y fortalecer las medidas de prevención de descargas eléctricas. | |
| 3. Las partes expuestas bajo tensión y las partes móviles de la máquina de soldar deben tener cubiertas protectoras de seguridad. | |
| 4. Cuando la tensión es ≥20kV (como en los equipos de soldadura por haz de electrones), debe utilizarse blindaje de plomo o funcionamiento por control remoto. | |
| 5. La máquina de soldar debe estar protegida contra choques o vibraciones fuertes. | |
| 6. El uso en exteriores debe contar con equipos de protección contra la lluvia y la nieve. | |
| 7. Está prohibido utilizar un interruptor de alimentación para varias máquinas de soldar. | |
| 8. Debe colocarse sin problemas en un lugar bien ventilado y seco, no debe estar cerca de ambientes de alto calor, inflamables y explosivos. | |
| 9. Está prohibido colocar objetos sobre la máquina de soldar; las pinzas de soldar y la pieza de trabajo no deben cortocircuitarse antes del arranque | |
| 10. Cuando la máquina de soldar falla, hay que cortar la corriente antes de que el electricista la repare | |
| Cableado de la máquina de soldar | 1. Por lo general, la longitud del cable de alimentación principal no debe superar los 3 m. |
| 2. Cuando se necesite temporalmente un cable de alimentación más largo, debe colocarse por encima de la cabeza con botellas de porcelana para aislarlo, debe estar a más de 2,5 m del suelo y no se permite arrastrarlo por el suelo. | |
| 3. El cable de soldadura y la máquina de soldadura deben estar firmemente conectados, y el uso de metal para puentear está estrictamente prohibido | |
| 4. Está prohibido utilizar los componentes metálicos de edificios o equipos como circuito de soldadura. | |
| Interruptor de encendido | 1. Cada máquina de soldar debe estar equipada con un interruptor de alimentación independiente y está prohibido que varias máquinas de soldar compartan un mismo interruptor. |
| 2. Cuando la máquina de soldar está sobrecargada, el interruptor de alimentación debe ser capaz de cortar automáticamente la alimentación | |
| 3. Para las máquinas de soldar arrancadas con un motor de arranque, primero debe cerrarse el interruptor de alimentación y, a continuación, arrancar la máquina de soldar. | |
| Utiliza | No se permite el funcionamiento con sobrecarga |
| 2. Antes de poner en marcha la máquina de soldar, las pinzas de soldar y la pieza de trabajo no deben estar cortocircuitadas | |
| 3. Operaciones que deben cortar la corriente El ajuste de la corriente de soldadura debe tocar el cuerpo bajo tensión; al cambiar la línea del circuito secundario; al mover la máquina de soldar; al cambiar el fusible y reparar la máquina de soldar. | |
| Mantenimiento | 1. No coloque objetos ni herramientas sobre la máquina de soldar. |
| Debe mantenerse siempre limpio | |
| 3. Comprobar con frecuencia el apriete del cable de soldadura y del terminal de la máquina de soldar. | |
| 4. Es obligatorio desconectar la alimentación eléctrica una vez finalizado el trabajo. |
(2) Puntos técnicos de seguridad para las herramientas de soldadura (véase el cuadro 13-15)
Tabla 13-15 Puntos técnicos de seguridad para herramientas de soldadura
| Nombre de la herramienta | Puntos clave de la tecnología de seguridad |
| Pinzas y pistola de soldar | 1. Estructura simple, el peso de la pinza de soldadura no exceda de 600g, por lo que es más flexible de usar. |
| 2. Tener un buen rendimiento de aislamiento y aislamiento térmico, el mango de las pinzas de soldadura debe tener una buena capa aislante. | |
| 3. La conexión entre la pinza de soldar y el cable debe ser firme y tener buen contacto, y no debe quedar expuesta | |
| 4. La pinza de soldadura puede sujetar la varilla de soldadura en múltiples direcciones, y puede reemplazar de forma segura y conveniente la varilla de soldadura | |
| 5. El soplete refrigerado por agua no debe tener fugas. | |
| Cable de soldadura | 1. Los cables deben seleccionarse de acuerdo con la normativa, tener buena conductividad y la cubierta debe estar intacta y bien aislada, con una resistencia de aislamiento no inferior a MΩ |
| 2. Ligero y suave, fácil de manejar | |
| 3. Mayor resistencia a los daños mecánicos y al calor | |
| 4. Las máquinas de soldar y las pinzas de soldar deben estar conectadas con cables flexibles, generalmente de una longitud no superior a 20~30m, y no debe haber empalmes en el medio | |
| 5. Tiene una sección transversal adecuada | |
| 6. Está prohibido colocar cables de soldadura sobre bombonas de gas, generadores de acetileno u otros recipientes y materiales de elementos inflamables | |
| 7. Está prohibido utilizar estructuras metálicas de fábrica, vías, tuberías, instalaciones de calefacción u otros objetos metálicos para conectar y utilizar como cables conductores de soldadura. (1) Prohibido entrar en contacto con grasas y otros materiales inflamables. (2) Cuando se utiliza el cebado de arco de alta frecuencia o la estabilización de arco, el cable de soldadura debe tener un manguito de blindaje trenzado de malla de cobre. (3) Comprobar periódicamente el rendimiento del aislamiento, generalmente una vez cada seis meses. |
(3) Puntos clave de la tecnología de seguridad en las operaciones de soldadura (véase el cuadro 13-16)
Tabla 13-16 Puntos clave de la tecnología de seguridad en las operaciones de soldadura
| Puntos clave de la tecnología de seguridad | |
| Antes del trabajo | 1. Llevar equipo de protección (como ropa de trabajo, calzado de protección, guantes, etc.). |
| 2. Comprobar las prestaciones de seguridad del equipo y del trabajo | |
| 3. Los puestos de trabajo fijos deben estar equipados con pantallas protectoras. | |
| Al iniciar la soldadura | 1. Al cerrar el circuito, cuelgue primero las pinzas de soldar o colóquelas sobre una placa aislante |
| 2. Cubrir con planchas de amianto las partes no soldadas de las piezas precalentadas. | |
| Durante el proceso de soldadura | 1. No toque las partes activas con las manos ni con ninguna parte del cuerpo. |
| 2. Establecer un guardián al soldar en contenedores o espacios confinados. | |
| 3. Llevar guantes de soldadura eléctrica al cambiar las varillas de soldadura. | |
| 4. Tenga cuidado con la prevención de incendios y explosiones. | |
| Soldadura completa | 1. Al tirar de la puerta, debe dejar de soldar primero, usar guantes aislantes, y de pie en el lado |
| 2. Abandonar el lugar sólo cuando la pieza se haya enfriado. |
Además de seguir las normas de seguridad pertinentes para la soldadura por arco metálico protegido, también deben tenerse en cuenta los siguientes puntos:
1) La tensión en vacío de la fuente de alimentación utilizada para la soldadura por arco de plasma es relativamente alta, especialmente durante la operación manual, existe riesgo de descarga eléctrica. Por lo tanto, el equipo debe colocarse en un lugar seco, limpio y bien ventilado. La fuente de alimentación debe estar conectada a tierra (o neutralizada) de forma fiable durante su uso, y la parte del cuerpo de la pistola que se toca con la mano debe estar aislada de forma fiable.
2) El aire comprimido utilizado debe tener un separador de humedad, y el agua acumulada debe drenarse a tiempo. El aire debe purgarse durante 3 minutos antes de soldar y cortar para eliminar la humedad condensada en la tubería. Cuando la presión del aire comprimido es inferior a 0,3MPa, debe poder ponerse en marcha un dispositivo de bloqueo automático.
3) El punto de trabajo de soldadura debe disponer de un banco de trabajo y utilizar dispositivos locales eficaces de escape y purificación, o instalar un banco de trabajo con baño de agua, etc.
4) El estante de la pieza de trabajo debe estar a más de 400 mm del suelo y debe tener instalado un dispositivo local de eliminación de polvo.
5) Queda terminantemente prohibido pulsar el interruptor de la empuñadura al azar cuando el equipo está descargado para evitar accidentes del equipo.
6) No toque la boquilla con la pieza de trabajo cuando esté formando un arco; no toque las partes electrificadas del equipo, y especialmente no toque los polos positivo y negativo de la pistola de soldadura electrificada con ambas manos al mismo tiempo para evitar lesiones por descarga eléctrica.
7) Cuando sea necesario retirar y sustituir el material catódico de la pistola de soldar debido a que se ha quemado. Primero debe desconectarse la fuente de alimentación de CC. Al sustituir el electrodo, éste debe enfriarse antes de proceder. Al rectificar varillas de tungsteno (o cerio tungsteno), es mejor utilizar una rectificadora con rociador de agua y utilizar la rectificadora correctamente.
8) Debe mejorarse la ventilación in situ para evitar que la luz de arco dañe a las personas. Los operarios deben llevar buenas pantallas faciales, guantes y proteger el cuello. Además de tener una lente negra, lo ideal es que la pantalla facial tenga una lente que absorba la luz ultravioleta.
9) Los arcos de plasma pueden producir ruido de alta intensidad y alta frecuencia, especialmente durante el corte por arco de plasma de alta potencia, por lo que los operarios deben llevar tapones para los oídos. El corte con agua también puede utilizarse para absorber el ruido.
10) Tanto la soldadura como el corte por arco de plasma utilizan la iniciación del arco de alta frecuencia, lo que requiere una conexión a tierra fiable de la pieza de trabajo. Después de que se encienda el arco de transferencia, la fuente de alimentación del oscilador de alta frecuencia debe cortarse inmediatamente de forma fiable.
11) Después de tocar electrodos con radiactividad a mano desnuda, las manos deben lavarse inmediatamente con jabón.
12) Cuando utilice botellas de argón, nitrógeno o hidrógeno, reconozca las marcas de las botellas. El hidrógeno es un gas inflamable, tenga especial cuidado con el fuego, y no debe haber flúor y cloro cerca.
13) Los elementos de protección laboral usados no deben sacarse del taller, deben lavarse con frecuencia y la higiene personal debe hacerse antes de entrar en la vivienda.
Además de cumplir las normas de seguridad pertinentes de la soldadura por arco con electrodo, también deben tenerse en cuenta los siguientes puntos.
1) La máquina de soldar debe instalarse en una sala de blindaje contra rayos X construida con hormigón de alta densidad, y también debe haber medidas de seguridad para evitar la entrada accidental o quedar encerrado dentro de la sala de blindaje mientras la máquina de soldar está en funcionamiento.
2) El sistema de puesta a tierra del equipo debe ser fiable, el cable de tierra no debe estar conectado directamente al cable neutro de la red eléctrica, y debe estar conectado a un cable de tierra dedicado para el equipo, con una resistencia de tierra no superior a 2Ω.
3) La máquina de soldadura por haz de electrones debe estar equipada con una alarma de tensión u otro dispositivo electrónico de enclavamiento para cortar automáticamente la alimentación en caso de avería.
4) Asegurar un aislamiento suficiente para la fuente de alimentación de alta tensión y el cañón de electrones, la prueba de tensión soportada debe ser 1,5 veces la tensión nominal.
5) Al sustituir el conjunto catódico o realizar el mantenimiento, debe desconectarse la fuente de alimentación de alta tensión y tocar las piezas a sustituir o las zonas que necesitan mantenimiento con una varilla de descarga bien conectada a tierra. Sólo después de la descarga pueden efectuarse las operaciones.
6) En general, la superficie del lugar de trabajo no debe ser inferior a 40 m. 2 y la altura de la sala no debe ser inferior a 3,5 m. Para los equipos de haz electrónico de alta tensión y alta potencia, el equipo de alimentación de alta tensión y el dispositivo de bombeo de vacío pueden estar separados de la sala del operador.
7) La cámara de vacío de la máquina de soldadura por haz de electrones debe reforzarse para la protección contra los rayos X, con las medidas siguientes:
① Para las máquinas de soldar con una tensión de aceleración inferior a 60kV, la protección suele estar garantizada por el espesor de la chapa de acero de la carcasa exterior de la máquina.
② Para las máquinas de soldar con una tensión de aceleración superior a 60kV, la carcasa exterior debe reforzarse con placas de plomo de grosor suficiente.
③ Cuando la máquina de soldadura por haz de electrones funciona con alta tensión, la ventana de observación debe ser de vidrio de plomo, y el espesor del vidrio de plomo puede seleccionarse de acuerdo con el equivalente de plomo correspondiente (véase la Tabla 13-17).
Cuadro 13-17 Marcas nacionales de vidrio al plomo y sus correspondientes equivalentes en plomo
| Grado | ZF1 | ZF2 | ZF3 | ZF4 | ZF5 | ZF6 |
| Densidad/g/cm3 | 3.84 | 4. 09 | 4.46 | 4.52 | 4.65 | 4.77 |
| Equivalente en plomo | 0.174 | 0.198 | 0.238 | 0.243 | 0.258 | 0.277 |
Nota: El equivalente en plomo se refiere al espesor de vidrio de plomo equivalente al espesor de una placa de plomo que figura en la tabla.
8) La dosis de radiación de rayos X del equipo debe comprobarse periódicamente para garantizar que el lugar de funcionamiento del equipo cumple la normativa nacional sobre protección contra la radiación de rayos X.
9) El área alrededor del equipo debe estar bien ventilada, y deben instalarse dispositivos de escape en el lugar de trabajo para expulsar oportunamente el gas de aceite, el humo y otras sustancias de la cámara de vacío.
10) Llevar el equipo de protección laboral especificado, como gorros de trabajo, ropa de trabajo, cubrepiés, zapatos aislantes, guantes largos de cuero, etc., y elegir la pantalla facial y la lente de filtro adecuadas.
11) No observar el baño de fusión a simple vista durante el proceso de soldadura, en caso necesario deben utilizarse gafas protectoras de vidrio de plomo.
12) El operador vigila a través de un sistema óptico o de televisión industrial fuera de la sala de blindaje. El suelo donde se encuentra el operador debe cubrirse con una estera aislante, y debe comprobarse que el equipo, las herramientas y los accesorios se encuentran en un estado de funcionamiento normal, intacto y conveniente.
13) Encienda el equipo de ventilación antes de conectar el equipo de soldadura.
14) Compruebe estrictamente todos los huecos de la cámara de vacío para asegurarse de que están sellados para evitar el escape de rayos X.
15) No toque las partes electrificadas del equipo durante el trabajo.
16) Utilice el cañón de electrones con precaución para evitar descargas eléctricas de alta tensión.
Además de seguir las normas de seguridad pertinentes de la soldadura por arco con electrodo, también deben tenerse en cuenta los siguientes puntos.
1) Todas las puertas de mantenimiento del recinto del sistema eléctrico deben tener dispositivos de enclavamiento adecuados, y el recinto debe tener las medidas correspondientes para descargar el grupo de condensadores antes de entrar en la puerta de mantenimiento. Los equipos de procesamiento láser deben tener varias medidas de protección de seguridad, y debe haber señales claras de advertencia de peligro y señales en el equipo de procesamiento láser, tales como "Peligro láser", "Peligro de alto voltaje", etc.
2) El sistema de trayectoria óptica del láser debe ser lo más cerrado posible, por ejemplo, transmitiendo el láser a través de un tubo metálico, para evitar la exposición directa: Si la trayectoria óptica del láser no puede ser completamente cerrada, la altura del haz debe organizarse para evitar órganos importantes como los ojos y la cabeza, permitiendo que el láser pase por encima de la altura de una persona.
3) La mesa de procesamiento láser debe protegerse con vidrio o materiales similares para evitar la luz reflejada.
4) La zona de procesamiento láser debe aislarse con vallas, tabiques, pantallas, etc., para evitar que personal no autorizado entre en la zona peligrosa.
5) Deberán colocarse señales de advertencia y dispositivos de apantallamiento alrededor de la zona de control, y deberá instalarse una placa de terminación en el terminal del haz para atenuar el haz.
6) Los operadores de láser y los trabajadores de procesamiento deben ir equipados con gafas de protección láser y llevar ropa de trabajo blanca para reducir el impacto de la reflexión difusa.
7) Sólo el personal experimentado está autorizado a manejar el láser y realizar el procesamiento láser.
8) La zona de soldadura debe estar equipada con un equipo eficaz de ventilación o extracción.
Además del cumplimiento de las normas de seguridad pertinentes para la soldadura por arco metálico protegido, también deben tenerse en cuenta los siguientes puntos.
1) Compruebe cuidadosamente si la instalación eléctrica, la fuente de agua y la camisa de agua están libres de obstrucciones y si la maquinaria funciona con normalidad.
2) Compruebe cuidadosamente si el ánodo está apretado, y si hay un cortocircuito entre ánodo y ánodo, ánodo y módulo, ánodo y camisa de agua.
3) El agua de refrigeración del transformador y la camisa de agua deben abrirse antes de conectar la corriente. Cuando falla el equipo eléctrico, se debe buscar a un electricista para que lo repare a tiempo.
4) El módulo de soldadura debe colocarse firmemente y no debe inclinarse. La camisa de agua y el módulo deben estar firmemente unidos para evitar fugas de escoria. El cable de tierra y el módulo deben soldarse firmemente.
5) Después de arrancar el arco y generar escoria, compruebe la profundidad del charco de escoria. La sonda debe probarse hacia abajo a lo largo de la camisa de agua, y la sonda no debe tocar la camisa de agua ni el electrodo para evitar perforar la camisa de agua y provocar una explosión. Deben llevarse gafas protectoras durante el trabajo para evitar lesiones oculares por la luz del arco.
6) Las personas no pueden situarse a ambos lados del módulo de soldadura. Si fluye escoria, debe bloquearse a tiempo.
7) Cuando un operador de grúa eleve piezas o módulos, debe haber una persona dedicada al mando.
8) Los operarios no pueden abandonar su puesto mientras trabajan.
Además de cumplir las normas de seguridad pertinentes de la soldadura por arco con electrodo, también deben tenerse en cuenta los siguientes puntos.
1) La máquina de soldadura por resistencia con almacenamiento de energía debe tener un mecanismo de enclavamiento en la puerta de control sellada, que debe cortocircuitar el condensador cuando se abra la puerta. Los interruptores de funcionamiento manual también deben incluir medidas de seguridad contra cortocircuitos del condensador.
2) Antes de empezar a trabajar, compruebe cuidadosa y exhaustivamente el equipo de soldadura por resistencia para asegurarse de que el sistema de agua de refrigeración, el sistema neumático y el sistema eléctrico están en condiciones normales, y ajuste los parámetros de soldadura para cumplir los requisitos del proceso.
3) Llevar equipo de protección personal, como gorro de trabajo, ropa de trabajo, gafas protectoras, botas aislantes y guantes, etc., y ajustar la almohadilla aislante o el dispositivo de plataforma de madera.
4) Al arrancar la máquina de soldar, abra primero la válvula de agua de refrigeración para evitar que la máquina de soldar se queme.
5) Durante la soldadura, la puerta del armario del dispositivo de control de la máquina de soldar debe estar cerrada.
6) El mantenimiento y el ajuste del dispositivo de la caja de control deben ser realizados por profesionales.
7) Las soldadoras dúplex de estaciones múltiples deben estar equipadas con botones de parada de emergencia en cada estación.
8) El interruptor de pedal de la máquina de soldar debe tener una cubierta protectora resistente para evitar su activación accidental.
9) El bastidor de la máquina de soldar portátil debe soportar las vibraciones generadas durante el funcionamiento, el transformador colgante debe disponer de un dispositivo de protección contra caídas, y debe revisarse periódicamente.
10) El punto de trabajo de la máquina de soldar por resistencia debe tener deflectores o pantallas de protección para evitar las chispas y salpicaduras de la pieza de trabajo. Los ojos del operario deben evitar la dirección de las salpicaduras de chispas para evitar quemaduras oculares.
11) Los soldadores de cordones deben prestar atención al sentido de rotación del electrodo para evitar que el rodillo corte los dedos.
El lugar donde se coloque la máquina de soldar debe mantenerse seco, y el suelo debe cubrirse con tableros antideslizantes. Los soldadores de máquinas de soldar externas refrigeradas por agua deben llevar botas aislantes cuando trabajen.
No toque la superficie de la bola del cabezal del electrodo con las manos cuando utilice el equipo, para evitar quemaduras.
Sujetar firmemente las piezas, mantener una cierta distancia de los electrodos con ambas manos y no colocar los dedos entre las dos piezas a soldar. Las piezas deben apilarse de forma estable y ordenada, y debe dejarse un espacio de paso.
No debe haber materiales inflamables y explosivos cerca de la zona de trabajo, el lugar de trabajo debe estar bien ventilado y mantener un entorno seguro y limpio. Los lugares de trabajo cerrados con mucho polvo deben disponer de equipos de eliminación de polvo.
El mantenimiento y el ajuste del dispositivo de la caja de control deben ser realizados por profesionales.
Una vez finalizado el trabajo de soldadura, se deben apagar las fuentes de alimentación y de gas. El agua de refrigeración debe cerrarse después de 10 minutos. A bajas temperaturas, el agua del conducto de agua también debe drenarse para evitar la congelación.
Además de cumplir las normas de seguridad pertinentes de la soldadura por arco con electrodo, también deben tenerse en cuenta los siguientes puntos:
La carcasa del generador de alta frecuencia y el transformador de salida deben estar conectados a tierra, y la resistencia de conexión a tierra debe ser inferior a 4Ω.
Debe instalarse un interruptor en las puertas que se abren y cierran con frecuencia, para garantizar que la máquina de soldar sólo pueda ponerse en marcha cuando la puerta esté cerrada.
3) Coloque alfombras de goma aislantes de 35 kV resistentes a la presión alrededor de la máquina de soldar y en el puesto de trabajo del operario.
4) Antes de poner en marcha la máquina de soldar, compruebe el sistema de agua de refrigeración. Se puede encender la máquina para precalentar el tubo de oscilación sólo después de que el agua de refrigeración funcione normalmente.
5) Cuando se desconecta la alimentación para el mantenimiento, debe cortarse el interruptor de alimentación de la máquina de soldar. Después de abrir la puerta de la máquina de soldar, descargue cada grupo de condensadores antes de iniciar el mantenimiento. En general, no se permite el mantenimiento con tensión. En casos especiales, el personal de mantenimiento debe llevar zapatos y guantes aislantes, y estar supervisado por una persona especializada.
6) Los conductores de alta frecuencia expuestos fuera del chasis de los equipos de alta frecuencia deben blindarse con placas finas de aluminio o cobre para evitar los efectos de los campos electromagnéticos de alta frecuencia sobre el cuerpo humano y los objetos circundantes. La intensidad del campo eléctrico en el lugar de trabajo debe ser inferior a 40 V/m.
La soldadura por ultrasonidos utiliza corriente de alta frecuencia, lo que elimina el riesgo de descarga eléctrica. Además, no hay llamas ni salpicaduras durante la soldadura, por lo que la soldadura por ultrasonidos es relativamente segura.
1) Cumpla la normativa pertinente para el uso seguro de la electricidad.
2) Las piezas giratorias de alta velocidad del soldadura por fricción La máquina debe cubrirse con cubiertas protectoras y deflectores adecuados.
3) Las máquinas de soldadura por fricción de producción continua deben prestar atención al enclavamiento y la protección entre cada acción.
4) El botón de parada de emergencia para el estacionamiento del husillo de la máquina de soldar y la liberación de presión debe instalarse en un lugar visible y conveniente.
5) Los operarios de las máquinas de soldadura por fricción deben llevar ropa de trabajo y gafas protectoras.
1) Queda terminantemente prohibido transportar juntos explosivos y detonadores, que deberán almacenarse por separado. Los explosivos, detonadores y mechas no deben estar cerca de fuentes de fuego o calor.
2) Todo el personal debe cumplir las políticas y normativas nacionales pertinentes, aceptar la supervisión de los departamentos de seguridad y protección, someterse a formación y evaluación laboral y obtener un certificado de operación.
3) El personal encargado del almacenamiento de explosivos debe estar de servicio día y noche, y no se permite la entrada de personas ajenas; los explosivos, detonadores y cables de cebado y otros artículos pirotécnicos deben almacenarse por separado por categorías, y su almacenamiento y recuperación deben gestionarse estrictamente para garantizar que los registros coinciden con los artículos reales.
4) El lugar de la explosión debe estar alejado de los edificios y contar con una zona de alerta y señales de advertencia claras, con alguien específicamente asignado para vigilarlo.
5) Todo el personal debe trabajar bajo el mando del jefe de turno y del responsable de seguridad; las operaciones in situ deben llevarse a cabo según el proceso predeterminado, especialmente los detonadores e iniciadores deben ser guardados y utilizados por una sola persona de principio a fin, y no por dos o más personas al mismo tiempo.
6) Una vez finalizada la instalación del proceso, todo el personal y los artículos de repuesto deben ser retirados a una zona segura, y todo el personal debe estar preparado para la protección y seguridad contra el sonido y las vibraciones, y la orden de detonar los explosivos sólo puede ser emitida cuando se confirme que no se producirán accidentes.
7) Todo el personal debe trabajar bajo el mando del responsable, y las operaciones in situ deben llevarse a cabo de acuerdo con el flujo de procesos predeterminado.
8) Tras la explosión de explosivos, el personal debe esperar 3 minutos antes de entrar en el lugar. En caso de fallo en el disparo, deben transcurrir 3 minutos antes de entrar en el lugar para su inspección y manipulación.
9) Está terminantemente prohibido introducir fuentes de fuego en el lugar de trabajo.
10) Después de cada fase del trabajo de voladura, debe realizarse un resumen de seguridad para identificar posibles accidentes y eliminar peligros ocultos.
Además de cumplir la normativa pertinente de la soldadura por arco con electrodo, también deben tenerse en cuenta los siguientes puntos:
1) La corriente durante el ranurado es grande, debe coincidir con la potencia de la máquina de soldar, y cuando se utiliza de forma continua, se debe tener cuidado para evitar que la máquina de soldar se sobrecargue para evitar quemar la máquina de soldar.
2) Intente utilizar barras de carbono dedicadas al ranurado por arco de carbono para evitar producir demasiado gas y polvo nocivos.
3) Durante el ranurado, hay mucho polvo y humo, porque las varillas de carbono se fabrican utilizando asfalto para unirlas y están recubiertas de cobre en la superficie. Por lo tanto, el polvo contiene una fracción de masa de 1%~1,5% de cobre, y los gases nocivos producidos contienen benzo(a)pireno altamente tóxico. Por lo tanto, los operarios deben llevar mascarillas con suministro de aire. El lugar de trabajo debe adoptar medidas de extracción de humos y eliminación de polvo y mejorar la ventilación. Para controlar la contaminación por polvo, puede aplicarse el corte por arco con agua.
El ranurado por arco de agua se realiza añadiendo un dispositivo de suministro de agua y un sistema de suministro de agua al equipo de ranurado original e introduciendo ligeras modificaciones en la pistola de ranurado. Durante el ranurado por arco de agua, se obtiene una niebla de agua dispersa a través de un dispositivo de suministro de agua razonable para garantizar que la pistola de ranurado emita una niebla de agua recta, logrando el propósito de eliminación de humo y supresión de polvo.
4) Durante el ranurado, una gran cantidad de metal líquido a alta temperatura y óxidos salen despedidos por debajo del arco, por lo que debe tenerse cuidado para evitar quemaduras o incendios.
5) El ruido es bastante alto durante el cepillado, por lo que el operario debe llevar tapones para los oídos.
6) Cuando trabaje al aire libre, hágalo a favor del viento y preste atención a la seguridad contra incendios en la obra.
7) Cuando se trabaje en contenedores o compartimentos, el espacio estrecho no debe ser demasiado pequeño, y deben reforzarse las medidas de ventilación y eliminación de polvo.
8) Durante el cepillado, no está permitido interrumpir el aire comprimido para evitar quemar la pistola cepilladora.
9) La longitud de la varilla de carbono que sobresale durante el cepillado no debe ser inferior a 30 mm.
10) No permita que el cabezal de cobre de la pistola cepilladora entre en cortocircuito con la pieza de trabajo antes de desconectar la alimentación.
(1) Carburo de calcio (CaC 2 )
El carburo de calcio reacciona con el agua para producir acetileno y cal apagada. Cuando no hay suficiente agua, el calor generado por la descomposición del carburo cálcico puede hacer que la temperatura en la zona de reacción aumente mucho, haciendo que el carburo cálcico se sobrecaliente violentamente, provocando la explosión de la mezcla de acetileno y aire. Por lo general, se prefiere una proporción de carburo de calcio y agua de 1:5~15.
Cuanto menor sea el tamaño de las partículas de carburo de calcio, más rápida será la velocidad de descomposición del carburo de calcio. Para evitar que el carburo de calcio se descomponga demasiado rápido y provoque un sobrecalentamiento, el tamaño de las partículas de carburo de calcio utilizadas en los generadores de acetileno suele ser de 4~80 mm, siendo preferibles las de 50~80 mm. Las partículas de carburo cálcico inferiores a 2 mm emiten inmediatamente humo amarillo y generan mucho calor al entrar en contacto con el agua, por lo que no deben utilizarse.
(2) Acetileno (C 2H 2 )
El acetileno, también conocido como gas carburo, tiene una estructura covalente trivalente insaturada que es altamente inestable, sufriendo fácilmente reacciones de polimerización y descomposición, causando accidentes de combustión y explosión.
El punto de autoignición del acetileno es de 335°C. A presión atmosférica, cuando la temperatura supera los 580°C, puede provocar combustión y explosión. El punto de autoignición de una mezcla de acetileno y aire es de 305°C, e incluso una ligera chispa puede provocar una explosión. El acetileno puede explotar cuando se combina con cloro gaseoso o hipoclorito bajo la luz solar o el calor. El contacto prolongado del acetileno con cobre o plata puede formar compuestos explosivos de acetiluro de cobre y acetiluro de plata, que pueden explotar ante un ligero impacto o fricción.
El riesgo de explosión es muy bajo cuando el acetileno se mezcla con nitrógeno, monóxido de carbono, vapor o se disuelve en líquido de acetona. Por lo tanto, los cilindros de acetileno se rellenan con relleno poroso empapado en acetona para almacenar acetileno de forma estable y segura dentro del cilindro.
Diversos catalizadores pueden provocar la explosión por descomposición del acetileno a determinadas temperaturas y presiones. Basándose en la experiencia, la tabla 13-18 muestra las temperaturas más bajas para la explosión por descomposición del acetileno por diversos catalizadores a una presión de 0,4MPa.
Tabla 13-18 Efecto de varios catalizadores en la explosión de descomposición del acetileno
| Impurezas en polvo | Temperatura de inicio de la explosión de descomposición/℃ |
| Limaduras de hierro | 520 |
| Limaduras de latón | 500~520 |
| Limaduras de cobre puro | 460 |
| Carbón activado | 400 |
| Hidróxido de hierro | 280~300 |
| Óxido de hierro | 280 |
| Óxido de cobre | 240 |
| Hidróxido de potasio | 170 |
(3) Gas licuado de petróleo
Es un subproducto de la industria de refinado del petróleo, una mezcla de varios gases combustibles.
El gas de petróleo existe en forma gaseosa a presión atmosférica, pero puede licuarse con una ligera presión (0,8~1,5MPa). El gas de petróleo es volátil y, cuando sale en forma líquida, puede difundirse en un volumen de gas 250~300 veces mayor. Tiene un punto de inflamación bajo, y el principal componente, el propano, tiene un punto de vapor de -42°C y un punto de inflamación de -20°C, por lo que es muy inflamable a bajas temperaturas.
Cuando el aire contiene 3,5%~16,3% de gas licuado de petróleo (fracción volumétrica), puede producirse una explosión. El punto de autoignición del gas licuado de petróleo es de unos 500℃, por lo que su uso es más seguro que el del acetileno. La temperatura de la llama del gas licuado de petróleo es inferior a la del acetileno, por lo que el tiempo de precalentamiento durante el corte con gas debe ser ligeramente superior. Al encender, utilice una llama abierta, primero encienda la leña y luego encienda el gas, no invierta el orden.
(4) Hidrógeno
El hidrógeno es muy activo químicamente y puede sufrir una violenta reacción explosiva con el flúor a temperatura ambiente; bajo la acción de la luz, el hidrógeno puede arder y explotar con el cloro; el hidrógeno mezclado con el aire puede formar un gas detonante.
El hidrógeno es un gas inflamable, con un punto de autoignición en el aire de unos 510℃. El hidrógeno mezclado con aire u oxígeno puede formar una mezcla gaseosa inflamable y explosiva, que explotará cuando encuentre una llama abierta u otra fuente de calor, y la explosión es más potente que la de los vapores líquidos inflamables comunes.
(5) Oxígeno
El oxígeno en sí no quema, pero tiene un fuerte efecto de apoyo a la combustión. El oxígeno a alta presión (presión superior a 3MPa) en contacto con grasa (aceite mineral industrial general) puede provocar la ignición espontánea de la grasa. El oxígeno en contacto con tejidos de fibra orgánica también puede inflamarse espontáneamente. El oxígeno líquido tiene fuertes propiedades oxidantes, y las gotas de oxígeno líquido en la mano, la cara u otras partes del cuerpo pueden causar quemaduras o congelación.
Algunas sustancias, como el carbón, el negro de humo, la turba, las fibras de lana, etc., al empaparse de oxígeno líquido, explotarán violentamente bajo una determinada fuerza de impacto. Por lo tanto, la boca de la botella de oxígeno, tuberías, interfaces, etc., no deben entrar en contacto con grasa y materia orgánica. El oxígeno puede mezclarse con todos los gases combustibles para formar mezclas explosivas y tiene una amplia gama de límites de explosión.
(6) Intervalo de contenido explosivo de los gases combustibles (límites de explosión)
El rango de contenido de diversos gases combustibles en la mezcla explosiva se muestra en la Tabla 13-19.
Tabla 13-19 Intervalo de explosividad de los gases combustibles en la mezcla
| Nombre del gas | Contenido de gas combustible en el gas mezclado (fracción volumétrica, %) | |
| En el aire | En oxígeno | |
| Acetileno | 2.2~81 | 2.8~93 |
| Hidrógeno | 3.3~81.5 | 4. 45~93.9 |
| Monóxido de carbono | 11. 4~77.5 | 15.5~93.9 |
| Metano | 4.8~16.7 | 5~59.2 |
| Etileno | 2.75 ~26. 6 | 4.1~61.8 |
| Etano | 3.12~15 | 4.1~50.5 |
| Propano | 2.17~9.5 | 2.3~55 |
| Butano | 1.55~8.4 | - |
| Gas ciudad | 3.8 ~24.8 | 10~73.6 |
| Gas de coquería | 7. 0~21 | - |
| Gas natural | 4. 8 ~14 | 3.2~64 |
| Gas licuado de petróleo | 2~10 | - |
| Vapor de benceno | 0.7~6 | 2.1~28.4 |
| Vapor de queroseno | 1.4~5.5 | - |
Los generadores de acetileno son equipos para producir acetileno. La presión máxima de trabajo de los generadores de acetileno utilizados en la producción de soldadura no debe superar los 0,15 MPa. Los generadores con pequeña producción de gas (0,5m 3 /h, 1m 3 /h) se hacen móviles para uso unipersonal, y los de gran producción de gas (5m 3 /h, 10m 3 /h) se utilizan para las estaciones de acetileno.
"Welding and Cutting Safety" (GB9448-1999) ha prohibido explícitamente el uso de generadores de acetileno de tambor flotante. Actualmente, los departamentos de trabajo de muchas ciudades de nuestro país han prohibido explícitamente el uso de generadores de acetileno móviles en las ciudades, exigiendo el uso de acetileno disuelto embotellado. Los puntos técnicos de seguridad de los generadores de acetileno se muestran en la Tabla 13-20.
Tabla 13-20 Puntos técnicos de seguridad de los generadores de acetileno
| Artículo | Puntos clave de la tecnología de seguridad |
| Diseño y fabricación | Cumplir las normas y los requisitos del "Reglamento de Supervisión de Seguridad de Recipientes a Presión"; aprobado por el departamento nacional de trabajo; se prohíbe la fabricación propia, la imitación o la modificación. |
| Materiales de fabricación | Prohibir el uso de cobre puro, plata o aleaciones de cobre que contengan más de 70% de cobre para fabricar piezas diversas o herramientas aleatorias en contacto con acetileno. |
| Dispositivo de seguridad | Antitemperatura; válvula de seguridad; disco de ruptura; manómetro; termómetro (generador de acetileno fijo) |
| Generador de acetileno de media presión (la presión de trabajo máxima permitida es de 0,15 MPa) | El agua debe ser limpia y suficiente; los bloques de carburo de calcio deben ser de 50~80mm, prohibiendo el uso de fragmentos. La temperatura máxima del agua en la zona de descomposición del carburo de calcio no debe ser superior a 95℃, y la temperatura de la cámara de gas no debe ser superior a 80℃; la distancia horizontal entre el generador de acetileno en uso y las llamas abiertas, los puntos de chispa, las líneas de alta tensión, etc., no debe ser inferior a 10 m; la cámara de gas, la cámara de compresión de gas y el dispositivo antirretroceso de llama del generador de acetileno deben tener zonas correspondientes de membranas de alivio de presión. El dispositivo antirretroceso de llama debe tener un dispositivo de válvula de retención; se prohíbe sobrepasar la presión máxima de trabajo o el uso de sobrecarga; después de cargar carburo de calcio nuevo y producir gas, se debe descargar primero el gas mezclado que quede en el recipiente y la tubería; al final del trabajo, se deben retirar y limpiar la ceniza y la suciedad del generador. |
| Colocación de generadores móviles de acetileno | La distancia horizontal con respecto a llamas abiertas, puntos de chispas y líneas eléctricas de alta tensión no debe ser inferior a 10 m; está prohibido colocarlos en la entrada de aire de ventiladores, estaciones de compresores de aire, estaciones de producción de oxígeno, etc.; está prohibido colocarlos en las pistas de circuitos eléctricos o en los objetos de puesta a tierra de componentes metálicos. |
| Mantenimiento | Deben tomarse estrictas medidas de seguridad antes del mantenimiento; después del mantenimiento, debe ser calificado por el departamento competente o la unidad pertinente designada. |
1) Tecnología de seguridad para el uso de cilindros de gas El llenado, el uso, la inspección técnica, el almacenamiento y la gestión del transporte de cilindros de gas se llevarán a cabo de acuerdo con las "Regulaciones de Supervisión de Seguridad para Cilindros de Gas" y las "Regulaciones de Supervisión de Seguridad para Cilindros de Acetileno Disuelto", y los puntos clave de la tecnología de seguridad para el uso de cilindros de gas se muestran en la Tabla 13-21.
Tabla 13-21 Puntos clave de la tecnología de seguridad para el uso de botellas de gas
| Tipo de cilindro | Puntos clave de la tecnología de seguridad |
| Bombonas de gas comprimido (oxígeno, hidrógeno) | No acercarse a fuentes de calor; no exponerse a la luz solar; tener anillos antivibración, y no dejar que la botella de gas se caiga o sufra golpes; llevar un tapón de seguridad para evitar que la válvula de la botella se rompa y provoque accidentes; la distancia entre las botellas de oxígeno, las botellas de gas inflamable y las llamas abiertas debe ser superior a 10m; el gas de la botella no debe estar completamente agotado, debe haber una presión residual de 0.1~0.2MPa; las botellas de oxígeno tienen estrictamente prohibido estar contaminadas con aceite; no accionar la válvula de la botella demasiado al abrirla; si la válvula de la botella está congelada, puede descongelarse.1~0,2MPa; está estrictamente prohibido contaminar las botellas de oxígeno con aceite; no accionar la válvula de la botella demasiado rápido al abrirla; si la válvula de la botella está congelada, se puede descongelar con agua caliente o vapor, está estrictamente prohibido calentarla con llama; las botellas de hidrógeno y las tuberías y equipos en contacto con el hidrógeno deben tener dispositivos de puesta a tierra buenos y fiables para evitar que la electricidad estática provoque la autoignición. |
| Bombona de gas licuado de petróleo | Las botellas de gas no deben llenarse con líquido, deben dejar 10%~20% del volumen para espacio de gasificación para evitar que el líquido se expanda con el aumento de la temperatura ambiente y provoque el estallido de la botella de gas; los materiales de las mangueras y juntas deben ser de materiales resistentes al aceite; no exponer a la luz solar, la sala de almacenamiento debe estar bien ventilada, las llamas abiertas están estrictamente prohibidas en interiores; no debe haber fugas de gas en la válvula de la botella y las juntas de las tuberías, preste atención al desgaste y la corrosión de las roscas en las juntas de las tuberías, para evitar la pulverización bajo presión; está estrictamente prohibido hornear las botellas de gas con fuego o calentarlas con agua hirviendo, en invierno se pueden calentar con agua tibia por debajo de 40℃; no vierta el residuo usted mismo, para evitar desastres en caso de incendio; evite estrictamente las fugas de gas. |
| Disolver la botella de acetileno | Sólo puede estar en posición vertical, no tumbada, para evitar que salga acetona; el resto son los mismos requisitos que para las botellas de oxígeno. |
Los puntos clave de la tecnología de seguridad para herramientas de soldadura y corte con gas se muestran en la Tabla 13-23.
Tabla 13-23 Puntos técnicos de seguridad para herramientas de soldadura y corte con gas
| Nombre de la herramienta | Puntos clave de la tecnología de seguridad |
| Regulador de presión de gas | (1) Debe seleccionarse un reductor de presión especial compatible con las características del gas, y está prohibido cambiarlo o sustituirlo. |
| (2) Instalar firmemente, cuando se utilizan conexiones roscadas, se debe apretar más de 5 vueltas, cuando se utilizan abrazaderas especiales para prensar, la abrazadera debe ser plana y firme. | |
| (3) Está prohibido utilizar algodón, cuerda de cáñamo o caucho en general como junta de estanqueidad para el reductor de presión de oxígeno. | |
| (4) Los reductores de presión utilizados para los cilindros de gas licuado de petróleo y gas acetileno disuelto deben garantizar que estén ubicados en la parte más alta del cilindro para evitar que el líquido salga del cilindro. | |
| (5) Cuando se utilicen dos tipos de gases para soldar al mismo tiempo, el extremo de salida del reductor de presión debe estar equipado cada uno con una válvula de retención. | |
| (6) La secuencia de liberación de presión del reductor de presión es: cerrar la válvula de la botella de gas de alta presión - liberar todo el gas residual del reductor de presión - aflojar la varilla de ajuste de presión para que la aguja caiga a 0. | |
| Manguera de goma | (1) La manguera de oxígeno para soldadura y corte es negra, capaz de soportar 1,5~2MPa de presión; la manguera de acetileno es roja, capaz de soportar 0,5~1MPa de presión. Ambas no pueden utilizarse indistintamente. |
| (2) Al conectar la manguera al conducto (pararrayos, barra colectora), los diámetros deben coincidir entre sí y estar bien sujetos con abrazaderas de manguera. | |
| (3) Para la conexión de tramos de manguera de acetileno, deben utilizarse tubos de cobre o tubos de acero inoxidable con una fracción másica de cobre inferior a 70%. | |
| (4) Antes de empezar a trabajar, el gas residual en la manguera de goma debe ser soplado limpio, a continuación, empezar a trabajar | |
| (5) Se prohíbe el uso de mangueras de goma dañadas por petardeo. | |
| (6) Evite que la manguera de goma se engrase o toque metal al rojo vivo. | |
| (7) La longitud de la manguera de goma no debe ser inferior a 5 m, preferiblemente 10~15 m. | |
| Soplete de soldadura y soplete de corte | (1) Antes de su uso, compruebe si sus vías respiratorias están despejadas, su capacidad de aspiración y su estanqueidad, y realice un mantenimiento periódico. |
| (2) Está prohibido frotar la boquilla del soplete de soldadura o de corte contra una superficie plana para eliminar su obstrucción durante el uso. | |
| (3) Los sopletes de soldadura y corte de alta potencia deben encenderse con un cebador, y se prohíbe el uso de cerillas ordinarias para evitar quemaduras. |
1) Consulte en la Tabla 13-24 los puntos técnicos de seguridad del lugar de trabajo de soldadura y corte con gas.
Tabla 13-24 Puntos técnicos de seguridad del lugar de trabajo
| Puntos clave de la tecnología de seguridad | |
| Requisitos para el lugar de trabajo | (1) Los lugares de trabajo de soldadura y corte con gas deben disponer de equipos de prevención de incendios. |
| (2) Está prohibido trabajar en lugares de trabajo de soldadura y corte con gas en las siguientes condiciones: cuando hay una gran cantidad de objetos inflamables almacenados y no es posible tomar medidas de protección; cuando se pueden formar vapores inflamables o explosivos o se puede acumular polvo explosivo. | |
| (3) Los materiales inflamables y explosivos deben mantenerse a más de 10 m del lugar de trabajo. | |
| (4) Prestar atención a mejorar la ventilación y eliminar los gases y humos nocivos en el lugar de trabajo para evitar accidentes por intoxicación. |
(2) Consulte en la Tabla 13-25 los requisitos técnicos de seguridad de las operaciones reales de soldadura y corte con gas.
Cuadro 13-25 Puntos técnicos clave de seguridad para las operaciones reales
| Puntos clave de la tecnología de seguridad | |
| Funcionamiento práctico | (1) Se prohíbe que la presión máxima de trabajo del acetileno supere los 147kPa. |
| (2) Sólo se permite un soplete de soldadura o un soplete de corte en cada reductor de oxígeno y reductor de acetileno. | |
| (3) Antes de la operación, compruebe si hay alguna fuga de gas en la conexión entre la manguera de oxígeno, la manguera de acetileno y el soplete de soldadura o de corte, y compruebe si la boquilla de soldadura o de corte está bloqueada. | |
| (4) Cuando se suelden o corten con gas recipientes, tuberías y equipos que hayan contenido materiales inflamables y explosivos, oxidantes fuertes o sustancias tóxicas, deberán limpiarse a fondo antes de proceder al trabajo. | |
| (5) Cuando se suelde o corte con gas y se trabaje en zanjas estrechas y mal ventiladas, túneles, tuberías, contenedores y áreas semicerradas, el soplete de soldadura y el soplete de corte de gas mezclado deben depurarse en el suelo, y el fuego debe encenderse adecuadamente. Está prohibido depurar y encender en el lugar de trabajo. Tanto el soplete de soldadura como el soplete de corte deben ser llevados dentro y fuera por la persona. | |
| (6) Al soldar y cortar con gas en contenedores cerrados, tanques, barriles y cabinas, los orificios de las piezas de trabajo de soldadura y corte deben abrirse primero para permitir la circulación de aire en el interior, a fin de evitar que los soldadores de gas se intoxiquen y sufran quemaduras. Si es necesario, debe haber una persona de guardia. Una vez finalizado el trabajo y durante las pausas, el soplete de soldadura, el soplete de corte y la manguera deben ser llevados dentro y fuera por la persona, y está prohibido dejarlos en el lugar de trabajo. | |
| (7) Está prohibido realizar trabajos de soldadura y corte con gas en recipientes, depósitos, armarios y tuberías que estén bajo presión o tensión, o ambas cosas. Deberá liberarse la presión y cortarse el suministro de gas y tensión antes de poder empezar a trabajar. | |
| (8) Para la soldadura y el corte a gran altura, el alcance de la zona de peligro debe determinarse en función de la altura de trabajo y de las condiciones ambientales. Está prohibido almacenar materiales inflamables y explosivos y que el personal permanezca por debajo de la zona de trabajo y dentro de la zona de peligro. | |
| (9) Los soldadores y cortadores de gas deben llevar la ropa de trabajo, guantes y gafas prescritos. | |
| (10) Los soldadores de gas que trabajen en altura deben disponer de escaleras, plataformas de trabajo, cinturones de seguridad, cascos de seguridad, bolsas de herramientas y otras herramientas y equipos de protección intactos. | |
| (11) Cortar materiales metálicos directamente sobre el suelo de cemento puede provocar explosiones, por lo que deben tomarse medidas para evitar que las chispas provoquen quemaduras. | |
| (12) Se prohíbe la soldadura y el corte con gas en piezas y equipos colgados de ganchos de grúa. | |
| (13) Las operaciones al aire libre deben detener los trabajos de soldadura y corte con gas cuando se encuentren con vientos fuertes de nivel seis o lluvia. | |
| (14) En caso de petardeo durante la soldadura con gas, debe cerrarse inmediatamente la válvula de ajuste de acetileno, seguida de la válvula de ajuste de oxígeno; si se produce petardeo durante el corte con gas, debe cerrarse primero la válvula de ajuste de oxígeno de corte y, a continuación, las válvulas de ajuste de acetileno y oxígeno. | |
| (15) Cuando explote el reductor de presión de una manguera de acetileno o de una botella de acetileno, deberá cerrarse inmediatamente la válvula principal de la botella de acetileno o del generador de acetileno. | |
| (16) Cuando una manguera de oxígeno explota y se quema, la válvula principal de la botella de oxígeno debe cerrarse inmediatamente. | |
| (17) Los generadores de acetileno, los dispositivos antirretroceso de llama, las botellas de oxígeno y los reductores de presión deben protegerse contra la congelación. La descongelación debe realizarse con agua caliente, y está prohibido utilizar llamas abiertas o palos para descongelar. | |
| (18) La detección de fugas en el sistema de acetileno puede realizarse aplicando agua jabonosa, y está estrictamente prohibido utilizar llamas abiertas para la detección de fugas. | |
| (19) Cuando el carburo de calcio y el gas acetileno se incendien, utilice arena seca, CO 2 o extintores de polvo seco para extinguir el fuego | |
| (20) Una vez finalizado el trabajo de soldadura o corte con gas, la válvula de la botella de oxígeno y la válvula de la botella de acetileno deben cerrarse herméticamente y, a continuación, aflojar el tornillo de ajuste del reductor de presión. |
Los soldadores que realicen operaciones de soldadura y corte en alturas en las que exista una caída potencial de 2 m (incluidos 2 m) o más, denominadas operaciones de soldadura en altura, también denominadas operaciones en altura. Además de cumplir las normas generales de seguridad para las operaciones de soldadura y corte, debe prestarse especial atención a los riesgos de descarga eléctrica, incendio, caídas de altura y golpes con objetos en lugares elevados.
1) Cuando se trabaje en altura, deben utilizarse cinturones de seguridad ignífugos que cumplan las normas, el cinturón de seguridad debe colgarse alto y utilizarse bajo, y debe abrocharse y llevarse firmemente. Si se utiliza una cuerda de seguridad, su longitud no debe superar los 2 m.
2) Los tablones del andamio utilizados para operaciones de soldadura y corte a gran altura deben inspeccionarse previamente, y no deben utilizarse tablones con corrosión o daños mecánicos ni tablones mixtos de hierro y madera. La anchura de la pasarela de tablones del andamio para el tráfico peatonal en una sola fila no debe ser inferior a 0,6 m. La anchura para el tráfico peatonal en doble fila no debe ser inferior a 1,2 m, la pendiente no debe ser superior a 1:3 y la superficie del tablón debe estar clavada con tiras antideslizantes. El exterior del andamio debe estar equipado con barandillas o pasamanos de protección, según sea necesario. Manténgase firme y seguro cuando trabaje.
3) La escalera de mano debe colocarse de forma estable para evitar que resbale o vuelque. El ángulo entre una escalera simple y el suelo debe ser de unos 60°. Cuando se utilice una escalera de marco en A, el ángulo entre los dos lados debe ser de unos 45°, y debe estar firmemente enganchada con un gancho transversal limitador. No está permitido que dos personas estén en la misma escalera o en el mismo lado de una escalera de armazón en A al mismo tiempo, ni trabajar en el peldaño superior de la escalera.
4) La instalación de las redes de seguridad debe ser más alta por fuera y más baja por dentro, colocadas planas y sin huecos, y se debe limpiar siempre cualquier residuo que haya en la red de seguridad. La red de seguridad debe elevarse a medida que asciende el punto de trabajo. Si se detecta que la red de seguridad está dañada, deberá sustituirse según sea necesario.
5) Queda terminantemente prohibido enrollar cables, mangueras de acetileno u oxígeno alrededor del cuerpo o llevarlos a la espalda durante las operaciones.
6) No es conveniente trabajar al aire libre cuando nieva, y está prohibido el trabajo en altura cuando llueve o hay un fuerte viento de nivel 6 o superior.
7) Al subir a locomotoras, calderas, vagones de carbón hidráulico, vehículos, etc., para trabajar, debe comprobarse la firmeza del objeto al que se va a subir antes de subir.
8) Al escalar, hay que llevar una bolsa de herramientas y una cuerda de seguridad.
9) No deben utilizarse arrancadores de arco de alta frecuencia para evitar la posibilidad de descargas eléctricas, resbalones, caídas y lesiones.
10) El personal que sube a las alturas debe pasar un control de salud. Las personas con hipertensión, cardiopatías, enfermedades mentales, epilepsia, tuberculosis y que hayan consumido alcohol no están autorizadas a trabajar en altura.
1) Se debe llevar casco de seguridad cuando se acceda a lugares altos para trabajar.
2) Cuando se trabaje en altura, las herramientas pequeñas y las piezas en uso deben guardarse en una bolsa de herramientas para evitar que caigan y lesionen a las personas.
3) Las varillas de soldadura deben guardarse en un tubo para varillas de soldadura o en una bolsa de herramientas. Las puntas reemplazadas de la varilla de soldadura no deben arrojarse al suelo de forma casual para evitar golpear o quemar a las personas que se encuentren debajo.
4) Está prohibido lanzarse materiales y herramientas a gran altura, sólo se pueden subir y bajar utilizando una cuerda de seguridad.
Las medidas de seguridad para evitar descargas eléctricas e incendios durante la soldadura se han descrito anteriormente. También debe prestarse especial atención a los siguientes puntos cuando se trabaje en altura:
1) Los soldadores deben llevar calzado con suela de goma.
2) Las lámparas de mano deben utilizar una fuente de alimentación de 12 V.
3) Al acercarse a líneas de alta tensión o cables desnudos a gran altura, sólo se podrá trabajar después de haber cortado la corriente y haberse confirmado que no hay riesgo de descarga eléctrica. Después de cortar la corriente, deberá colgarse en el interruptor un cartel que indique "Trabajo en curso, no cerrar el interruptor".
4) Deben colocarse barandillas a menos de 10 m del lugar de trabajo para aislarlo.
5) Por debajo de las operaciones a gran altitud, todos los materiales inflamables y explosivos deben despejarse dentro del alcance de las chispas (al menos 10 m) para evitar incendios provocados por la caída de chispas y escoria.
6) El lugar de trabajo debe estar equipado con un equipo de lucha contra incendios eficaz.
7) La soldadura y el corte a gran altura deben tener un guardián. El interruptor de encendido se encuentra cerca del guardián, y en caso de peligro, tire inmediatamente del interruptor para el rescate mientras también presta atención a la situación de incendio.
1) La zona de soldadura debe estar equipada con cobertizos a prueba de lluvia y viento y cobertizos de refrigeración.
2) Debe prestarse atención a la dirección del viento para evitar que el hierro fundido y la escoria esparcidos hieran a las personas.
3) Deben instalarse placas de apantallamiento simple y placas de bloqueo de la luz para evitar que la luz de arco dañe al personal cercano.
4) La soldadura eléctrica al aire libre no está permitida en días de niebla, lluvia o nieve.
5) Cuando trabajen en lugares húmedos, los soldadores deben colocarse sobre una superficie aislada y llevar calzado aislante.
6) En verano, durante el trabajo, es necesario evitar que las botellas de oxígeno y acetileno se expongan directamente al sol abrasador para evitar explosiones. En invierno, si la válvula de la botella o el reductor de presión están congelados, deben descongelarse con agua caliente, y está estrictamente prohibido utilizar fuego para descongelarlos.
Los requisitos básicos de seguridad para la prevención de incendios por soldadura se muestran en la Tabla 13-26.
Tabla 13-26 Requisitos de seguridad para la prevención de incendios por soldadura
| Requisitos de seguridad | |
| Lugares donde no está permitido soldar | Áreas designadas por la empresa como zonas de prohibición de incendios; lugares donde se almacenan grandes cantidades de materiales inflamables y no pueden tomarse medidas de protección; lugares donde pueden formarse vapores inflamables o explosivos o donde puede acumularse polvo explosivo; lugares donde quedan sin sellar o blindar diversos orificios o aberturas en paredes y suelos. |
| Evitar la distancia | No debe ser inferior a 10 m |
| Normas de seguridad | Cuando suelde en entornos inflamables y explosivos, siga las normas de seguridad para soldadura y corte en empresas químicas. |
| Equipos de extinción de incendios | Los talleres o puntos de trabajo deben estar equipados con suficientes fuentes de agua, arena seca, herramientas de lucha contra incendios y equipos de lucha contra incendios: los equipos de lucha contra incendios deben ser inspeccionados y eficaces |
| Gestión de la seguridad | Inspeccionado por una persona designada. Sólo después de eliminar completamente el riesgo de incendio se puede dejar |
Consulte la Tabla 13-27 para conocer la distancia de seguridad entre los puntos de operación de soldadura y diversos elementos del equipo.
Tabla 13-27 Distancia de seguridad entre los puntos de operación de soldadura y los elementos del equipo
| No. | Contenido | Parámetro/m | Nota |
| 1 | Distancia entre los elementos inflamables y explosivos y los lugares de soldadura | 10 | Hilo de algodón, serrín, aceites, basura, etc. |
| 2 | Distancia máxima de dispersión del metal fundido durante la soldadura eléctrica | >10 | Cuando se opera en tierra, se puede llevar más distancia a sotavento |
| 3 | Distancia entre la válvula de cierre de la tubería que suministra oxígeno y el punto de soldadura | 5 | Los más pequeños deben utilizar objetos para cubrir |
| 4 | Distancia entre la válvula de cierre de la tubería que suministra acetileno y el punto de soldadura | 5 | Los más pequeños deben utilizar objetos para cubrir |
| 5 | Altura de los cables, tubos de oxígeno y acetileno que pasan por la carretera | >4.5 | - |
| 6 | Anchura del carril de acceso de los camiones de bomberos | 3 | Se puede instalar una sección dentro de la puerta principal del taller |
| 7 | La zona restringida bajo la zona de trabajo a gran altitud, rodeada de banderas de cuerda, donde están prohibidos los artículos inflamables y explosivos. | 10 | Dentro de un diámetro de 10 m, se cuelgan señales de advertencia de prohibición de entrada y no se permite que el personal permanezca debajo. Cuando el viento sopla a favor, se puede aumentar el radio de la dirección del viento. |
| 8 | Al soldar o cortar en tuberías o recipientes con aislamiento inflamable, la distancia del aislamiento que debe retirarse alrededor del punto de soldadura y corte. | 1.5 | Y cúbrelo con una plancha de hierro |
| 9 | La distancia de almacenamiento entre cada elemento cuando se utilizan recipientes de hidrógeno, acetileno y gasolina para la soldadura aluminotérmica de carriles de acero. | 10 | Colocados en un triángulo equilátero (incluidas las bombonas de gas licuado de petróleo). |
| 10 | Distancia entre la botella de gasolina a presión y el punto de soldadura | 10 | - |
| 11 | Distancia ignífuga de corte por arco de carbono | >10 | La distancia de prevención de incendios debe ser mayor que la de la soldadura eléctrica y el corte con gas. |
| 12 | La distancia entre la lámpara de pulverización y el punto de soldadura | 10 | Cuando se almacene in situ durante las operaciones |
| 13 | La distancia de almacenamiento entre el generador de acetileno y la botella de oxígeno. | 5 | Pequeño generador de acetileno de media presión |
| 14 | La distancia de almacenamiento entre el generador de acetileno y el punto de soldadura. | 10 | Soldaduras varias |
| 15 | La distancia entre el generador móvil de acetileno en funcionamiento y las llamas abiertas, los puntos de emisión de chispas y las líneas de alta tensión (en vertical). | 10 | - |
| 16 | La distancia entre un pequeño generador de acetileno y una sola botella de oxígeno. | 5 | Si se utiliza una partición, la distancia puede ser menor. |
| 17 | La distancia entre los generadores de acetileno | 5 | Se refiere a un pequeño generador móvil de acetileno en general |
| 18 | La distancia entre el generador de acetileno y el radiador, tuberías | 1 | - |
| 19 | La distancia del generador móvil de acetileno al triturar carburo cálcico | 5 | No se permite en la misma sala que el generador de acetileno |
| 20 | Distancia entre el carburo cálcico triturado y el depósito de carburo cálcico | 5 | Se refiere a una pequeña instalación de almacenamiento temporal de carburo de calcio |
| 21 | Distancia entre botellas de oxígeno y llamas abiertas o fuentes de calor | 10 | - |
| 22 | Distancia entre la botella de oxígeno y el punto de soldadura | 10 | Incluidos diversos trabajos de soldadura y corte con gas |
| 23 | La distancia entre las botellas de oxígeno y las de gas licuado de petróleo | 5 | - |
| 24 | Distancia entre la bombona de propano y el punto de soldadura | 10 | - |
| 25 | La distancia entre las bombonas de gases incombustibles o inflamables, como el dióxido de carbono, y el punto de soldadura. | 3 | - |
| 26 | Distancia entre la botella de acetileno y el punto de soldadura | 10 | Soldaduras varias y corte con gas |
| 27 | La distancia entre las botellas de gas de alta presión utilizadas para gases protectores y las fuentes de calor. | 5 | Se refiere a la fuente de calor utilizada en la soldadura |
| 28 | La distancia entre las bombonas de gas licuado de petróleo y las chispas, fuentes de calor | >10 | Colocados al aire libre, en el suelo, donde circule el aire, evitando la exposición a la luz solar |
| 29 | Distancia entre la bombona de gas argón y el punto de soldadura | 3 | - |
| 30 | La distancia entre las bombonas de gas licuado de petróleo y el punto de soldadura | 10 | - |
| 31 | La distancia entre la botella y su pantalla térmica para evitar el calentamiento local de la botella de oxígeno. | 0.1 | Debe ser de material aislante, no se admiten placas metálicas |
| 32 | La distancia entre varias bombonas de gas y radiadores, tuberías | 1 | - |
| 33 | La distancia entre el almacenamiento de la botella de oxígeno en el taller y el punto de soldadura | 20 | - |
Durante la soldadura, los soldadores deben cumplir estrictamente el sistema de gestión de la seguridad contra incendios estipulado por la empresa. En función de las condiciones ambientales del lugar de soldadura, se adoptarán las siguientes medidas.
1) No está permitido soldar en la zona de prohibición de incendios estipulada por la empresa. Si es necesario soldar, la pieza de trabajo debe trasladarse a la zona designada contra incendios o a la zona de seguridad para la operación.
2) Si hay agujeros en las paredes y el suelo cerca del lugar de soldadura, deben tomarse medidas de cierre y apantallamiento.
3) La soldadura está estrictamente prohibida cuando se apila una gran cantidad de materiales inflamables (como pintura, algodón, ácido sulfúrico, heno seco, etc.) y no se pueden tomar medidas de protección. La soldadura está estrictamente prohibida cuando puedan formarse vapores inflamables o acumulaciones de polvo explosivo.
4) Cuando se suelda en un entorno inflamable y explosivo, deben seguirse las regulaciones pertinentes de las normas profesionales de seguridad de las empresas químicas.
5) El taller de soldadura y el área de trabajo deben estar equipados con suficientes fuentes de agua, arena seca, herramientas contra incendios y extintores. El tipo y el rendimiento de los extintores se muestran en la Tabla 13-28.
Tabla 13-28 Tipos y prestaciones de los extintores de incendios
| Tipo | Agente | Aplicación | Precauciones |
| Extintor de espuma | Agente espumante de bicarbonato sódico y solución de sulfato de aluminio | Se utiliza para extinguir incendios de petróleo | Protección contra heladas, sustituir periódicamente |
| Extintor de dióxido de carbono | Dióxido de carbono líquido | Para extinguir fuegos en instrumentos y equipos valiosos, no puede extinguir fuegos en potasio, sodio, magnesio, aluminio, etc. | Evitar la obstrucción de la boquilla |
| Extintor de polvo seco | Polvo seco de bicarbonato y sal potásica | Extinción de incendios de productos petrolíferos, disolventes orgánicos, gas licuado de petróleo, bombonas de acetileno, etc. | Seco, ventilado, a prueba de humedad, comprobar una vez cada seis meses |
| Extintor Red Guard 912 | Dibromodifluorometano líquido | Extinción de incendios de gas natural, productos derivados del petróleo y otros productos químicos inflamables y explosivos | Se descompone en gases tóxicos a altas temperaturas, se requieren medidas de protección |
6) Una vez finalizados los trabajos de soldadura, el lugar debe limpiarse a tiempo, y sólo después de haber eliminado a fondo la fuente de incendio y confirmado la completa eliminación del peligro, se puede abandonar el lugar.
(1) La extinción de incendios por enfriamiento consiste en rociar sustancias con gran capacidad de absorción de calor en las llamas, eliminando el calor de reacción, lo que ralentizará y detendrá la reacción de combustión. El método más común y factible de extinción de incendios por enfriamiento es enfriar y extinguir el fuego con un flujo denso de agua o una fina niebla de agua descompuesta. Cuando el agua se convierte en vapor, absorbe una gran cantidad de calor y también tiene capacidad de dilución.
(2) Extinción de incendios por dilución La extinción de incendios por dilución es un método de extinción de incendios mediante la reducción de la concentración de sustancias combustibles y oxidantes en la serie de combustión, inhibiendo así la reacción de combustión. En la práctica, esto implica a menudo reducir la concentración de oxígeno en el aire o cortar la fuente de aire, de modo que el material combustible no reciba suficiente oxígeno y se extinga.
Inyectando vapor o gas inerte en la serie de combustión, o utilizando dióxido de carbono licuado o comprimido y nitrógeno comprimido para la extinción de incendios, se consigue la dilución simultánea de las sustancias combustibles o la compresión de las concentraciones de sustancias oxidantes.
(3) Extinción de incendios por supresión de la combustión (o interrupción de la reacción química) Los agentes extintores de incendios participan en el proceso de reacción de la combustión, haciendo desaparecer los radicales libres producidos durante la combustión y formando moléculas estables o radicales libres de baja actividad, interrumpiendo así la reacción química de la combustión. Entre los agentes extintores que utilizan métodos de supresión de la combustión se encuentran el difluorodibromometano, el trifluorobromometano, así como los extintores de polvo de sal sódica y potásica.
(4) Aislamiento y eliminación de la fuente Extinción de incendios Eliminar los materiales combustibles del sistema de combustión o cortar la fuente de materiales combustibles para extinguir el incendio. Este método suele ser el único viable para extinguir incendios de gas o líquidos. Por ejemplo, alejando los elementos combustibles, inflamables, explosivos y comburentes del foco del incendio, cerrando las válvulas de las tuberías de gas y líquidos combustibles, etc.
1) En los lugares generales de soldadura y corte deben colocarse areneros, sacos de arena, cubos de agua, extintores, balas de paja, palas de hierro y ganchos de hierro.
2) En la soldadura y el corte químicos, deben equiparse materiales de lucha contra incendios, como agentes extintores de espuma y arena, ya que los incendios provocados por disolventes orgánicos no pueden extinguirse con agua.
3) En caso de incendio en equipos eléctricos, debe cortarse inmediatamente la corriente y utilizar tetracloruro de carbono o dióxido de carbono para la extinción. No deben utilizarse extintores de agua ni de espuma.
4) Cuando un transformador pierde aceite y se incendia, debe enterrarse con arena o extinguirse con dióxido de carbono.
5) Cuando se incendia una máquina de soldar, el primer paso es tirar del interruptor para cortar la corriente y, a continuación, proceder a la extinción. Antes de cortar la corriente, no se pueden utilizar máquinas de agua y espuma para la extinción de incendios, sólo se pueden utilizar agentes extintores de polvo seco y agentes extintores de dióxido de carbono. Esto se debe a que los líquidos extintores de agua y espuma pueden conducir la electricidad, y su uso puede provocar fácilmente lesiones por descarga eléctrica.
6) Cuando el fundente de soldadura térmica de aluminio se incendia, no se puede extinguir. La única opción es alejar los elementos no quemados, especialmente para transferir y aislar rápidamente el fundente no quemado. También se puede utilizar arena para aislarlo.
7) Cuando se incendia una botella de oxígeno, debe cerrarse inmediatamente la válvula principal de la botella para detener el suministro de gas y permitir que se extinga por sí sola.