Höhere Effizienz beim Schneiden: Top-Strategien
Die Verbesserung der Zerspanbarkeit von Werkstoffen, die sinnvolle Auswahl von Kühlschmierstoffen, die sinnvolle Wahl von Werkzeuggeometrieparametern und Schnittmengen sind wichtig...

Die Konfiguration der Stanzanlagen sollte ganzheitlich betrachtet werden, wobei die Eigenschaften der Stanzteile und das Produktionsvolumen zu berücksichtigen sind. Die Stanzteile von Eisenbahn-Personenwagen sind durch eine große Vielfalt und geringe Stückzahlen gekennzeichnet.
Daher muss bei der Konfiguration der Stanzmaschinen berücksichtigt werden, dass die Produktionsanforderungen der meisten selbst hergestellten Stanzteile erfüllt und gleichzeitig die wirtschaftlichen Anforderungen erfüllt werden.
Die Grundsätze der Konfigurierung Stanzausrüstung für Eisenbahn-Personenwagen sind wie folgt:
1) Die Produktionsanlagen müssen in der Lage sein, die Anforderungen an die Herstellung von wichtigen Bauteilen für die Betriebssicherheit von Schienenpersonenwagen zu erfüllen.
2) In Anbetracht der Merkmale mehrerer Sorten und der Produktion kleiner Chargen ist es wichtig, vielseitige und flexible Geräte auszuwählen, die mehrere Aufgaben erfüllen können.
3) Bei Spezialausrüstungen wie Biegemaschinen sollten alternative Verfahren in Betracht gezogen werden, oder im Falle einer Störung sollte die Produktion mit einer Ersatzausrüstung fortgesetzt werden.
Als Nächstes werde ich die üblicherweise verwendeten Stanzeinrichtungen für die Herstellung von Stanzteilen für Eisenbahn-Personenwagen vorstellen.
Stahlplatte Abwickeln werden zum Abwickeln von Stahlcoils verwendet. Das Produktionsvolumen von Stanzteilen für Eisenbahn-Personenwagen ist gering, und die Spezifikationen der benötigten Bleche sind vielfältig, was die Beschaffung schwierig macht. Wenn die Spezifikationen reduziert werden, sinkt die Materialausnutzung, was zu höheren Kosten führt.
Unter dem Gesichtspunkt der Kostenreduzierung ist es wirtschaftlicher und sinnvoller, Coil-Material zu kaufen und intern abzuwickeln.
Die von den Herstellern von Eisenbahn-Personenwagen verwendete Abwickelanlage ist für das Abwickeln von Coil-Materialien mit einer Dicke von weniger als 6 mm ausgelegt. Abbildung 3-13 zeigt die Abwickelanlage für Stahlbleche, und Tabelle 3-33 enthält die grundlegenden Parameter der Abwickelanlage für Stahlbleche.

Tabelle 3-33: Grundlegende Parameter der Abwickelanlage für Stahlplatten
| Parameter | Numerischer Bereich | Einheiten |
| Spulenbreite | 500~1500 | mm |
| Dicke der Spule | 1.0~6.0 | mm |
| Spule Masse | ≤10000 | kg |
| Schnitt Länge | 500~4500 | mm |
| Anzahl der Schnitte | 20~60 | Zeiten/Min |
| Schnittlängen-Genauigkeit | ≤±1 | mm |
| Nivelliergenauigkeit | ≤1 | mm/m |
Dies dient in erster Linie der Vorbereitung des Rohmaterials für die Weiterverarbeitung. In den letzten Jahren sind neben den traditionellen Schneidanlagen auch CNC-Schneidgeräte wie Laserschneider und Hochdruckwasserstrahlschneider auf den Markt gekommen. Diese Innovationen haben die Bearbeitungsschritte für flache Bleche integriert, so dass die Bearbeitung in einem Arbeitsgang erfolgen kann.
Abbildung 3-14 zeigt eine CNC Scheren und Tabelle 3-34 enthält den Zweck und die grundlegenden Parameter der Schermaschine.
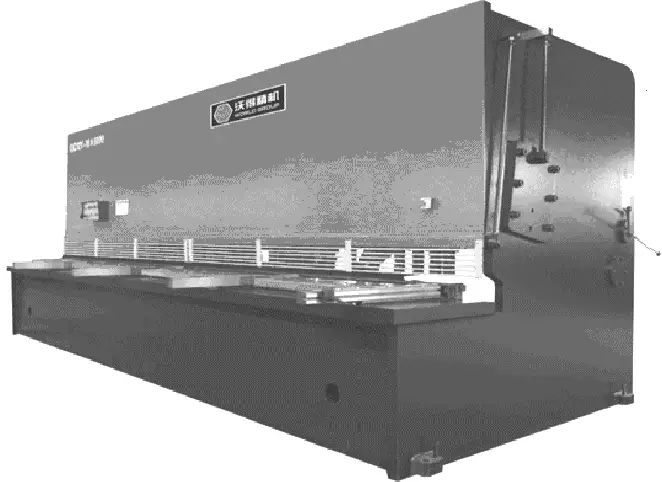
Tabelle 3-34: Zweck und grundlegende Parameter der Schermaschine
| Seriennummer | Name der Ausrüstung | Ausstattung Beschreibung |
| 1 | CNC-Dünnblech-Schneidemaschine | (1) Zum Scheren und Schneiden von Stahlplatten mit einer Dicke von ≤10mm (2) Maximale Scherstärke: 10 mm für Kohlenstoffstahl, 6 mm für rostfreien Stahl (3) Maximale Scherenlänge: 4000mm (4) Ausgestattet mit Verdrehsicherung (5) Ausgestattet mit hinterer Materialhaltevorrichtung (6) Scherwinkel und Messerspalt können mit CNC-Steuerung eingestellt werden |
| 2 | CNC-Dickblech-Schneidemaschine | (1) Verwendet zum Scheren und Schneiden von Stahlplatten mit einer Dicke von ≤16mm (2) Maximale Scherstärke: 16 mm für Kohlenstoffstahl, 8 mm für rostfreien Stahl (3) Maximale Scherenlänge: 4000mm (4) Ausgestattet mit hinterer Materialhaltevorrichtung (5) Scherwinkel und Messerspalt können mit CNC-Steuerung eingestellt werden |
In Abbildung 3-15 sind die CNC-Schneid- und Stanzanlagen dargestellt, während Tabelle 3-35 die Arten von Schneidanlagen und ihre grundlegenden Parameter enthält.

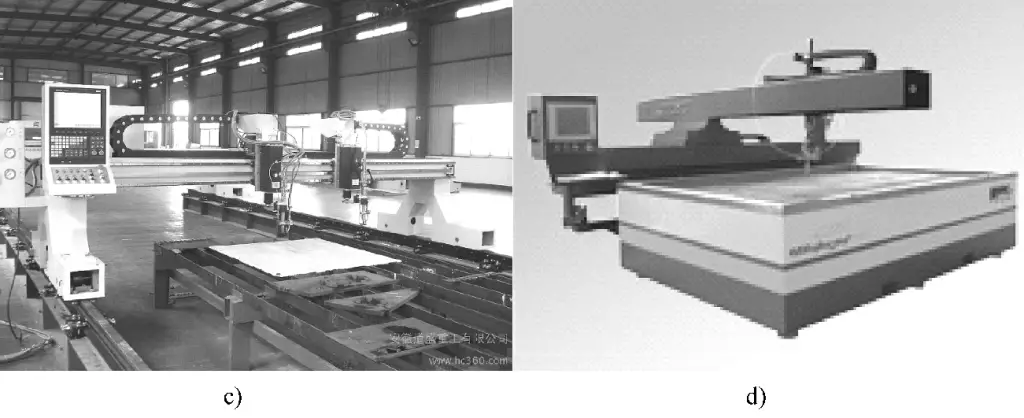
a) Laserschneiden Maschine
b) CNC-Brennschneidmaschine
c) Präzision Plasmaschneidmaschine
d) Hochdruck-Wasserstrahlschneidmaschine
Tabelle 3-35 Arten von Schneidanlagen und ihre grundlegenden Parameter
| Seriennummer | Name der Ausrüstung | Ausstattung Beschreibung |
| 1 | Laserschneidmaschine | (1) Zum Schneiden und Stanzen von Metallplatten mit einer Dicke von ≤ 20 mm (2) Schneidleistung ≥ 4kW (3) Auswechselbarer Arbeitstisch mit den Maßen 2m × 4m (4) Schnittstärke20 mm für Kohlenstoffstahlplatten, 12 mm für Edelstahlplatten, 8 mm für Platten aus Aluminiumlegierungen |
| 2 | CNC-Brennschneidmaschine | (1) Zum Schneiden und Stanzen von Kohlenstoffstahlplatten mit einer Dicke von ≤ 200 mm (2) Arbeitstisch mit einer Größe von 3m × 40m, mit Multi-Gantry-Rahmenstruktur (3) Maximale Schneidfähigkeit: 200 mm dickes Kohlenstoffstahlblech |
| 3 | Präzisions-Plasmaschneidmaschine | (1) Zum Schneiden und Stanzen von Stahlplatten mit einer Dicke von ≤ 30 mm (2) Trockenschnitt mit synchronisierter Staubabsaugung (3) Größe des Arbeitstisches: 3 m × 20 m (4) Schnittstärke: 30mm für Kohlenstoffstahlplatten, 20mm für Edelstahlplatten |
| 4 | Hochdruck-Wasserschneidemaschine | (1) Zum Schneiden und Stanzen von Platten aus Aluminiumlegierungen mit einer Dicke von ≤ 300 mm (2) Maximale Schnittstärke: 300 mm (3) Größe des Arbeitstisches: 2 m × 4 m |
Abbildung 3-16 zeigt die Richtmaschine für Stahlplatten, während Tabelle 3-36 die grundlegenden Funktionsparameter der Richtmaschine enthält. Aufgrund von Unebenheiten der Stahlblechrohstoffe oder Verformungen während der Verarbeitung ist ein Richten erforderlich.

a) 19-Rollen-Dünnplattenrichtmaschine
b) Dickenplattenrichtmaschine
Tabelle 3-36: Grundlegende Funktionsparameter von Richtmaschinen
| Seriennummer | Name der Ausrüstung | Ausstattung Beschreibung |
| 1 | Dünnplattenrichtmaschine | (1) Verwendet für Nivellierplatten mit einer Dicke von 0,5~8mm (2) Die maximale Nivellierbreite beträgt 1500 mm. (3) Die minimale Nivellierlänge beträgt 100 mm. (4) Die Nivelliergenauigkeit beträgt 1mm/m (5) Die maximale Streckgrenze der Stahlplatte für die Nivellierung beträgt 800MPa |
| 2 | Dickenplatte Richtmaschine | (1) Verwendet für Nivellierplatten mit einer Dicke von 6~22mm (2) Maximale Nivellierungshalbbreite ist 2000mm (3) Die minimale Nivellierlänge beträgt 400 mm. (4) Die Nivelliergenauigkeit beträgt 1mm/m (5) Die maximale Streckgrenze der Stahlplatte für die Nivellierung beträgt 800MPa |
| 3 | Richtmaschine | (1) Zum Richten verschiedener Stahlsorten (2) Die Nennkraft beträgt 2000kN |
Tabelle 3-37 zeigt die Parameter der mechanischen Pressen. Diese Pressen werden hauptsächlich für Stanz- und Umformvorgänge verwendet. Basierend auf den Arten von Stanzteile Für Schienenfahrzeuge werden hauptsächlich fünf Arten von Pressen eingesetzt.
Tabelle 3-37: Parameter von mechanischen Pressen
| Artikel | Einheiten | Gerätetyp | |||||
| JC21 - 160A Presse | J36 - 250 Presse | 500t Presse | 2000t Presse | 100t Friktionspresse | |||
| Nennkraft | kN | 1600 | 2500 | 5000 | 20000 | 1000 | |
| Schlittenhubbereich | mm | 160 | 400 | 500 | 630 | 300 | |
| Länge der Hubwerkseinstellung | mm | 130 | 220 | 200 | 270 | ||
| Schlittenhubfrequenz | Hübe/min | 50 | 17 | 9 | 6 | 18 | |
| Abstand von der Mitte des Schlittens zum Bett (Kehlentiefe) | mm | 380 | |||||
| Abstand zwischen Guides | mm | 800 | 1085 | ||||
| Abstand von der Unterseite der Führung zum Arbeitstisch | mm | 620 | 600 | 1340 | 920 | 500×500 | |
| Abmessungen des Arbeitstisches | Obere Rutsche | mm | 440×600 | 1000×2300 | 1440×1800 | 1700×3710 | |
| Arbeitstisch | mm | 710×1120 | 1250×2450 | 1505×1800 | 1900×4000 | ||
| Luftkissen | Menge | mm | 3 | 2 | 2 | 3 | |
| Kraft eines jeden Luftkissens | kN | 65 | 300 | 300 | 3000 | ||
| Schlaganfall | mm | 200 | 250 | 200 | 250 | ||
| Zulässige Schließhöhe der Matrize | mm | 190~320 | 225~445 | 410~600 | 375~645 | 120~420 | |
| Größe des Grifflochs | mm | Φ80 | |||||
| Größe der braunen Standard-Stützstange oder Stützstange | mm | Φ35 ×L | Φ48 | Φ58 × L | |||
CNC-Biegemaschinen sind die am weitesten verbreitete Ausrüstung bei der Herstellung von Stanzteilen für Eisenbahn-Personenwagen, wobei über 80% an Formteilen auf diesen Maschinen geformt werden.
Abbildung 3-17 zeigt eine CNC-Biegemaschine, und Tabelle 3-38 enthält die Parameter für diese Maschine. Zu beachten ist, dass die Maschine ein 3+2-CNC-Achsenformat aufweist, d. h. der Hinteranschlag hat zwei Achsen, die nicht nur eine Vorwärts- und Rückwärtsbewegung, sondern auch eine CNC-gesteuerte Aufwärts- und Abwärtsbewegung erfordern.
Bei Biegemaschinen mit einer Arbeitstischlänge von mehr als 3 Metern sollte die Anzahl der Hinteranschlagspositionierungsblöcke drei oder mehr betragen.
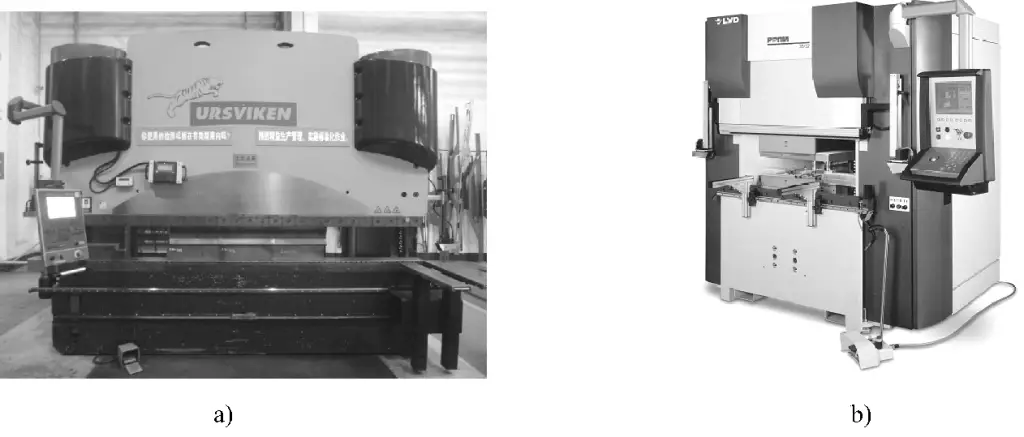
a) 3200kN CNC-Biegemaschine
b) 800kN CNC-Biegemaschine
Tabelle 3-38 Parameter der CNC-Biegemaschine (Produkte der Firma Huangshi LVD)
| Maschinenmodell | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| Nennkraft/kN | 800 | 1600 | 3200 | 4000 |
| Biegung Länge/mm | 3200 | 3200 | 3200 | 4000 |
| Säulenabstand/mm | 2700 | 2700 | 2700 | 3500 |
| Kehltiefe/mm | 400 | 400 | 400 | 500 |
| Schiebereglerweg/mm | 170 | 170 | 170 | 200 |
| Tischhöhe/mm | 800 | 800 | 800 | 800 |
| Matrizeneinbauhöhe/mm | 600 | 600 | 600 | 600 |
| Leistung des Hauptmotors/kW | 5.5 | 11 | 18.5 | 22.5 |
| Anzahl von Ausgleichszylindern | 3 | 3 | 3 | 4 |
| Anzahl der Kontrollachsen | 3+2 | 3+2 | 3+2 | 3+2 |
| Hinteranschlag X-Achse Verfahrweg/mm | 500 | 500 | 500 | 500 |
| Hinteranschlag X-Achse Geschwindigkeit/(mm/s) | 200 | 200 | 200 | 200 |
Abbildung 3-18 zeigt eine CNC-Revolverstanzmaschineund Tabelle 3-39 zeigt einige ihrer technischen Parameter. Die CNC-Revolverstanzmaschine wird in erster Linie zum Stanzen, Schneiden, Umformen und Bördeln von Blechen unter 5 mm Dicke verwendet.

Tabelle 3-39 Teilparameter der CNC-Revolverstanzmaschine
| 1 | Tabelle Größe | 2500mm×1250mm |
| 2 | Maximale Stanzblechdicke | 8mm |
| 3 | Maximum Durchschlagskraft | 220kN |
| 4 | Maximale Stanzfrequenz (E=1mm) | 1400 mal/min |
| 5 | Installationsbereich | 6760mm×6100mm |
Abbildung 3-19 zeigt die CNC-Streckformmaschine V75, die von der amerikanischen Firma CYRILBATH hergestellt wird. Sie wird in erster Linie zum Formen von Profilen mit großen Krümmungsradien verwendet, wie z. B. Dachträger von Eisenbahn-Personenwagen. Es handelt sich um eine spezielle Biegevorrichtung. Tabelle 3-40 enthält die technischen Daten.
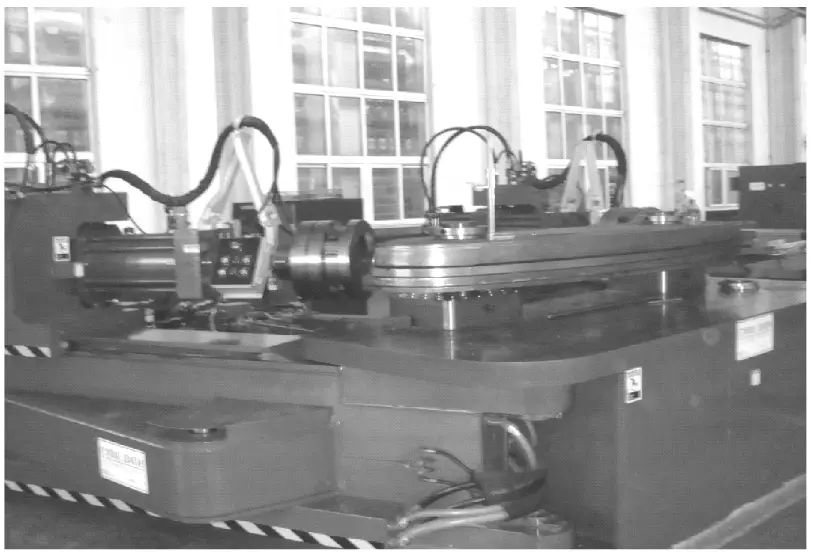
Tabelle 3-40: Technische Daten der CNC-Streckformmaschine V75
| Artikel | Technische Daten |
| Maximale Zugkraft des Maschinenstreckzylinders | 750kN |
| Mindestzugkraft des Maschinenstreckzylinders | 50kN |
| Drehung der Klemme | ±180° (manuelle Einstellung) |
| Maximaler Abstand zwischen zwei Klemmen | 7000mm |
| Mindestabstand zwischen zwei Klemmen | 1000mm |
| Maximaler Hub des Streckzylinders | 762mm |
| Maximale Geschwindigkeit des Streckzylinders | Bis zu 762mm/min |
| Maximaler Schwenkwinkel des Streckzylinders | ±28° |
| Schwenkwinkelbereich des Arms | +10°~ -90° |
| Bereich der Umformgeschwindigkeit | (0.5°~3°) /s |
| Rücklaufgeschwindigkeit | 3°/s |
| Abstand zwischen dem Boden und der Oberfläche des Arbeitstisches der Form | 978mm |
| Abstand von der Klammermitte zur Oberfläche der Werkzeugmontageplattform | 267mm |
| Anforderungen an die Stromversorgung | 3-Phasen 380V, 50Hz |
| Kontrollmodus des Biegeprozesses | Positionskontrolle und Kraftkontrolle |
| Innendurchmesser der Klemme | Φ250mm |
Die auch als Universalformmaschine (Abbildung 3-20) bezeichnete Hammerschlagmaschine wird hauptsächlich zum Biegen und Formen bestimmter Profile, zum Formen von Hautteilen und zum Anpassen einiger gebogener Teile verwendet. Das gewählte Gerätemodell ist KF665, mit den folgenden Arbeitsmöglichkeiten:

Zusätzlich zu den oben genannten Geräten gibt es noch eine Reihe von Hilfsausrüstungen, zu denen vor allem Bohrmaschinen, Strahl- und Sandstrahlreinigungsgeräte sowie manuelle Schneidwerkzeuge gehören. Siehe Tabelle 3-41.
Tabelle 3-41: Zusatzausrüstung
| Seriennummer | Name der Ausrüstung | Zweck |
| 1 | Bohrmaschine | Zum Bohren von Löchern in Stanzteilen |
| 2 | Strahlen, Sandstrahlen und Beschichtungsanlagen | Zum Strahlen, Sandstrahlen und Entrosten von Kohlenstoffstahlplatten vor der Bearbeitung und zum Auftragen einer Korrosionsschutzgrundierung auf die Oberfläche |
| 3 | Manuelle Schneidwerkzeuge | Manuelles Schneiden mit Luftplasmaschneidern oder Brennschneidmaschinen |
| 4 | Entgratungsausrüstung | Nach Schneid- und Stanzvorgängen können Teile Grate aufweisen. Dieses Gerät wird zum Schleifen und Entfernen von Graten an flachen Teilen verwendet. |