Stempel- und Matrizenspiel: Geheimnisse für perfekte Teile
Was wäre, wenn eine winzige Lücke über Ihr nächstes Fertigungsprojekt entscheiden könnte? In der Welt des Stanzens und...
Ampere - Die Maßeinheit für den Elektronenfluss (die Anzahl der pro Sekunde durchlaufenden Elektronen) in einem Stromkreis.
Bei einem Material mit einer bestimmten Dicke muss mit steigendem Schneidstrom auch die Schnittgeschwindigkeit entsprechend steigen.
Bei einem Material mit einer bestimmten Dicke nimmt die Schlackenbildung ab, wenn der Schneidstrom erhöht wird.
Bei einem Material mit einer bestimmten Dicke führt die Wahl eines niedrigeren Schneidstroms in der Regel zu einer besseren Qualität der Schnittfläche und der Oberkante.
Unter normalen Bedingungen ist die Lebensdauer von Verschleißteilen bei niedrigeren Strömen höher als bei höheren Strömen, was besonders beim Brennschneiden deutlich wird.
Alle Plasmaschneiden Die Geräte geben eine maximale Schnittdicke und eine maximale Stechdicke an.
| HD3070 100 AMP | Baustahl | 1/2″ | 1/2″ |
| Rostfreier Stahl | 1/2″ | 1/2″ | |
| Aluminium | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Baustahl | 3/4 "(fein), 1" (allgemein) | 1″ |
| Rostfreier Stahl | 3/4 "Allgemein | 1″ | |
| Aluminium | 3/4 "Allgemein | 1″ | |
| MAX 200 200 AMPERE | Baustahl | 2″ | 1″ |
| Rostfreier Stahl | 2″ | 7/8″ | |
| Aluminium | 2″ | 7/8″ | |
| HT 2000 200 AMPERE | Baustahl | 2″ | 1″ |
| Rostfreier Stahl | 2″ | 7/8″ | |
| Aluminium | 2″ | 7/8″ | |
| HT4001 400 AMP | Baustahl (O2) | 11/4″ | 1″ |
| Baustahl (N2) | 3″ | 1″ | |
| Rostfreier Stahl | 3″ | 1″ | |
| Aluminium | 3″ | 1″ | |
| HT4400 400 AMP | Baustahl | 2″ | 1 1/4″ |
| Rostfreier Stahl | 2″ | 1″ | |
| Aluminium | 2″ | 1″ |
Die Reinheit des in Plasmageräten verwendeten Gases muss als grundlegende Nutzungsbedingung die in der nachstehenden Tabelle aufgeführten Anforderungen erfüllen. Andernfalls könnte die Schnittqualität abnehmen, die Lebensdauer der Verschleißteile könnte sich drastisch verkürzen und das Plasmagerät könnte ausfallen.
Versorgungsdruck
Um den ordnungsgemäßen Betrieb des Plasmageräts zu gewährleisten, werden strenge Anforderungen an den Eingangsdruck/die Durchflussmenge des Gaskontrollkastens gestellt. Es wird dringend empfohlen, einen äußerst zuverlässigen Druckregler zu verwenden, der in der Nähe des Eingangs des Gasregelkastens installiert wird.
Wählen Sie einen hochwertigen (2-stufigen) Druckregler, und entnehmen Sie dem Handbuch des Plasmaschneidgeräts die Parameter für den Nenndruck und die Durchflussrate.
Die Betreiber sollten häufig überwachen, ob Druck und Durchfluss den Anforderungen genügen.
Zu berücksichtigende Faktoren
Materialtyp zum Schneiden
Gewünschte Schnittqualität
Plasmagas, das zum Schneiden von Materialien verwendet wird, ist auch als Schneidgas bekannt. Es ist das ionisierte Gas, das aus der Düse austritt.

Vorteile
Benachteiligungen
Vorteile:
Benachteiligungen:
Vorteile:
Benachteiligungen:
Vorteile:
Benachteiligungen:
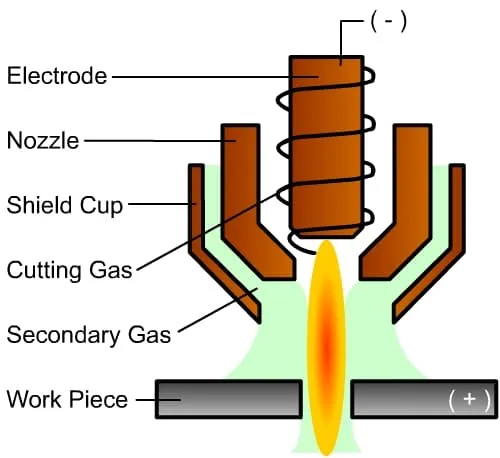
Schutzgas wird verwendet, um den Schneidbereich von der Atmosphäre zu isolieren, was zu einer saubereren Schnittfläche führt. Dieses Gas ist auch am Plasmaschneidprozess beteiligt. Es umgibt den Plasmalichtbogen und komprimiert ihn weiter zum Kern hin, wodurch die Kühlung der Schneiddüse unterstützt wird.
Durch die Schaffung eines Mikroklimas um die Schnittfläche wird diese von Sauerstoff isoliert. Die Wahl des Schutzgastyps hängt vom Plasmagas ab.
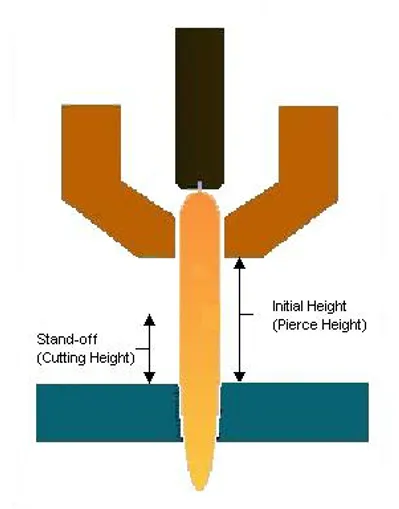
Die Einstechhöhe bezieht sich auf den anfänglichen Abstand zwischen dem Brenner und der Oberfläche des zu schneidenden Materials während des Einstechvorgangs.
Die Schneidhöhe hingegen ist der Abstand, der während des Schneidprozesses vom Brenner zur Oberfläche des zu schneidenden Materials eingehalten werden muss.
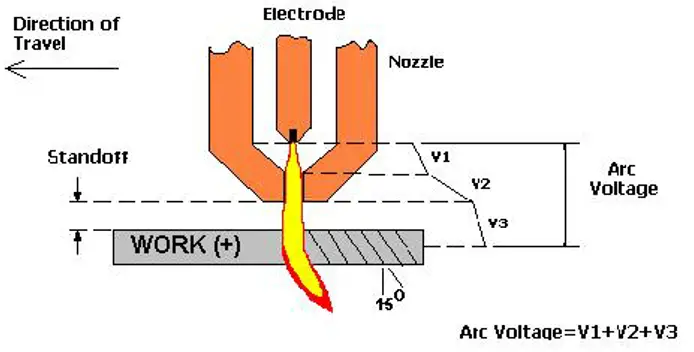
Der Höhenkontrollmonitor überwacht die Schaltspannung des Höhenreglers und nimmt bei Bedarf entsprechende Einstellungen vor. Die Höhe des Schneidbrenners wirkt sich auf die Rechtwinkligkeit der Schnittfläche und andere Aspekte der Schnittqualität aus.
Die Höhenregelung der Lichtbogenspannung sorgt dafür, dass der Schneidbrenner einen gleichmäßigen Abstand (Höhe) zum Werkstück einhält, selbst bei unebenen Plattenmaterialien.
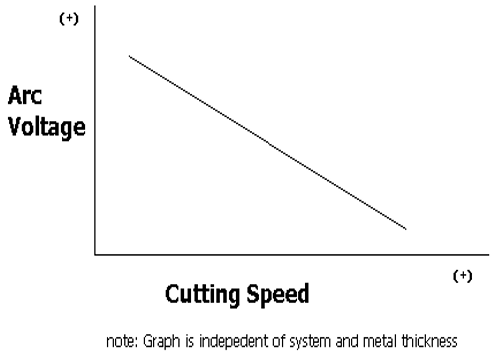
Wenn die Schnittgeschwindigkeit steigt, muss die Lichtbogenspannung reduziert werden und umgekehrt.
Gründe für Änderungen der Schnittgeschwindigkeit:
Reaktion der Fackel auf Geschwindigkeitsänderungen:
Die Schnittgeschwindigkeit ist angemessen.
Die optimale Schnittdicke die dem Schneidstrom entspricht, sollte aus dem mittleren Abschnitt der Schneidparametertabelle ausgewählt werden.
Die Schnittgeschwindigkeit ist genau, der Lichtbogen hinkt etwas hinterher.
Die Schnitthöhe ist genau, die Spannung ist eingestellt.
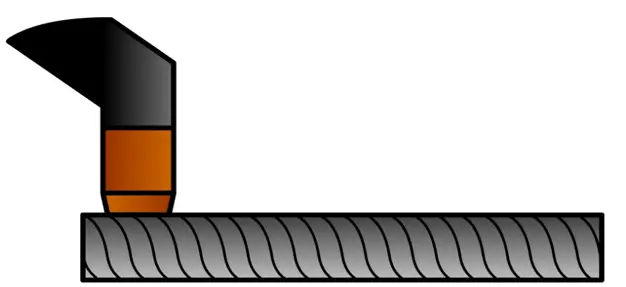
Abgesehen vom autogenen Schneiden von kohlenstoffarmen Stählen ist die Form der Hinterkante der Schnittflächen anderer Werkstoffe kein guter Indikator für die Schnittgeschwindigkeit.
Es ist wichtig, den Neigungswinkel der Schnittfläche, den Grad der Schlackenanhaftung und andere Merkmale des Aussehens zusammen mit der Glätte oder Rauheit der Oberfläche zu berücksichtigen, um die Schnittgeschwindigkeit genau zu bestimmen.
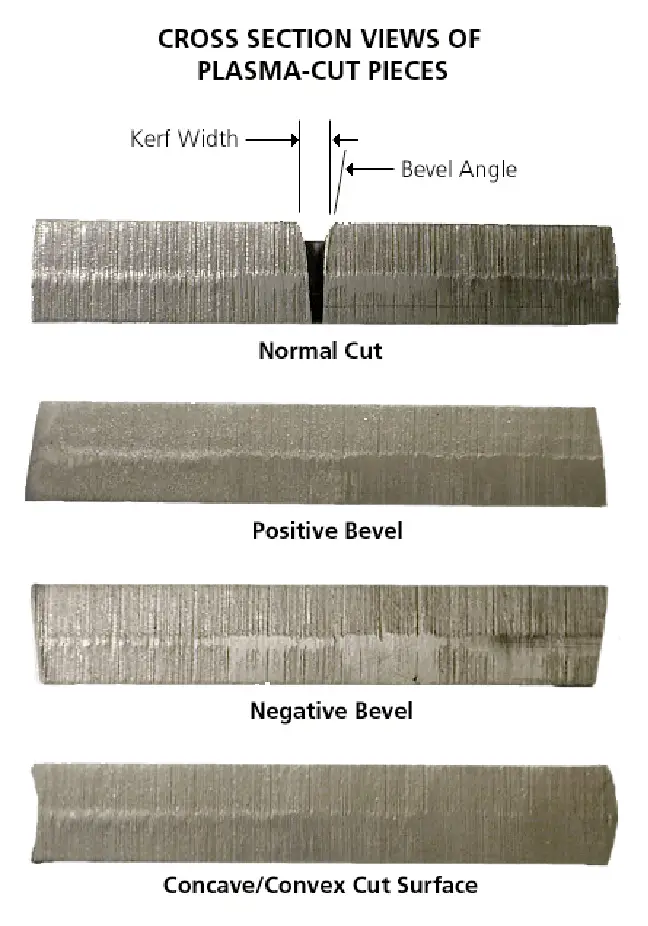
Konkave Schnittflächen können auf zu geringe Schnitthöhen oder einen übermäßigen Einsatz von Verschleißteilen zurückzuführen sein. Umgekehrt könnten konvexe Schnittflächen auf zu hohe Schnitthöhen oder einen übermäßigen Einsatz von Verschleißteilen hinweisen.

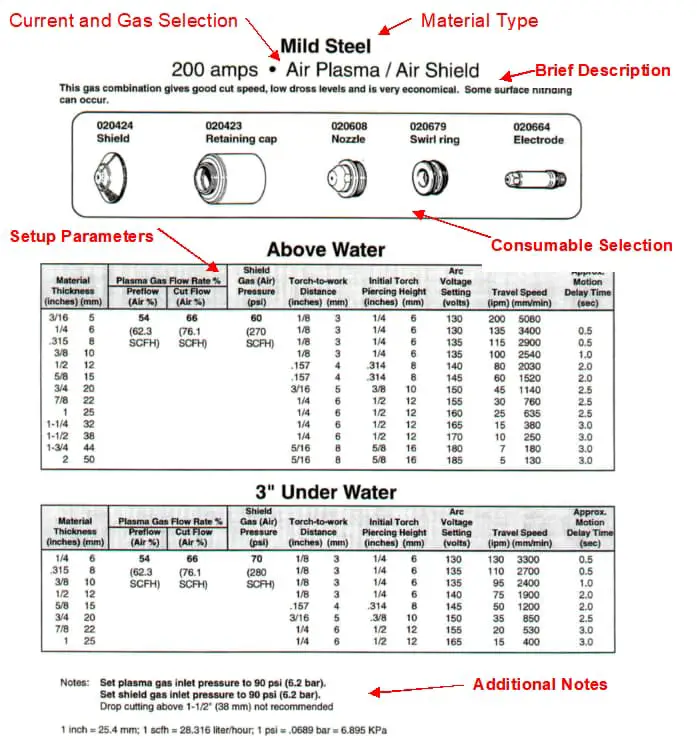
Die Schneidparameter-Tabelle enthält die wesentlichen Parameter für das Schneiden. Der Gasfluss muss gemäß dieser Tabelle eingestellt werden, es sei denn, spezielle Anweisungen schreiben zusätzliche Einstellungen zur Verbesserung der Schnittqualität vor.
Es ist wichtig, Parameter wie Schneidgeschwindigkeit, Brennerhöhe und Lichtbogendruck geringfügig zu verändern, um optimale Schneidergebnisse zu erzielen. Vor dem Schneiden und nach dem Auswechseln der Verschleißteile ist es notwendig, mehr als eine Minute lang Luft zu blasen.
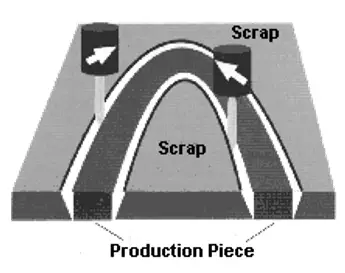
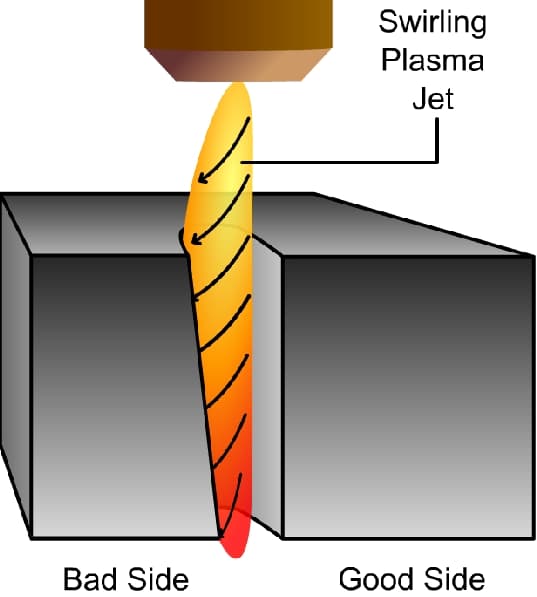
Im Uhrzeigersinn: Schneiden der Außenkanten des Werkstücks.
Gegen den Uhrzeigersinn: Schneiden der inneren Löcher des Werkstücks.
Schlacke ist das Material, das nicht vollständig von der Schnittfuge weggeblasen wird.
Sie manifestiert sich in drei Formen:
Die kugelförmige Schlackenanhäufung ist beträchtlich, so dass eine großflächige Entfernung leicht möglich ist.
Die Ursache:
Lösung:

Die Schlackenanhäufung erscheint in dünnen Rollen und ist schwer zu entfernen.
Mögliche Ursachen:
Lösungen:
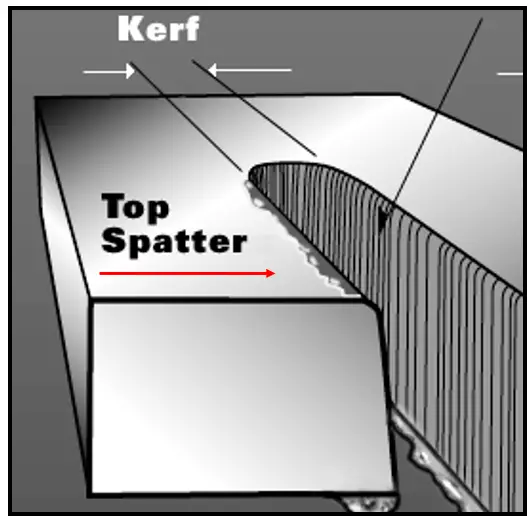
Spritzer auf der Oberseite, die auf beiden Seiten des Schnitts sichtbar sind, treten normalerweise nur in der Luft auf. Plasmaschneiden. Reduzieren Sie allmählich die Lichtbogenspannung (nicht mehr als 5 V), bis die Spritzer auf der Oberseite verschwinden.
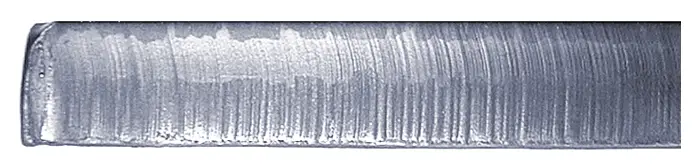
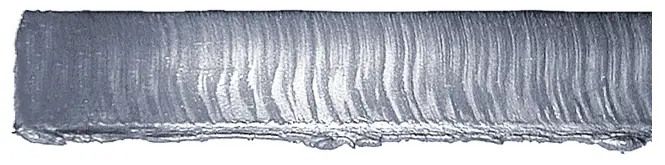
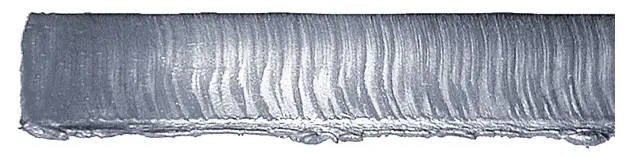
Schlepplinien sind die Streifen, die während des Schneidprozesses auf der Oberfläche zurückbleiben. Je glatter die Schneidoberfläche ist, desto geringer ist die Stromwelligkeit der Plasmaquelle. Die Form dieser Streifen hängt von der Schneidmethode ab.
So führt die Verwendung von Stickstoff oder Argon-Wasserstoff zum Schneiden bei entsprechender Geschwindigkeit zu leicht gekrümmten und um etwa 15 Grad geneigten Streifen. Im Gegensatz dazu entstehen beim Schneiden mit Sauerstoff fast senkrechte Rillen.
Der Vergleich der Hinterkante zur Bestimmung der optimalen Schnittgeschwindigkeit ist eine ausgezeichnete Wahl.
Eine vertikale Hinterkante zeigt an, dass die Schnittgeschwindigkeit zu langsam ist.

Eine übermäßige Hinterkante deutet darauf hin, dass die Schnittgeschwindigkeit zu hoch ist.
Wenn die Hinterkante um 10-15° geneigt ist, bedeutet dies im Allgemeinen, dass die Schnittgeschwindigkeit angemessen ist.

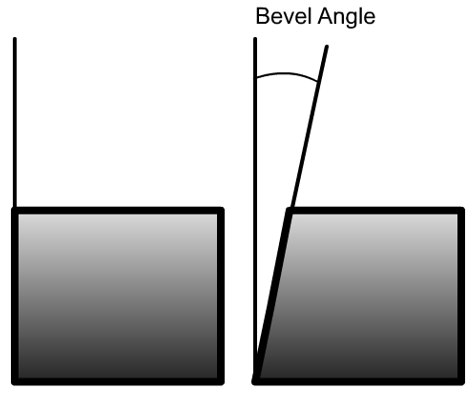
Der Neigungswinkel der Schnittfläche ist der Winkel zwischen der Schnittfläche und der Senkrechten. Wenn der Schnitt vollkommen gerade ist, sollte er einen Winkel von 0° erreichen.
Der Standardwinkel für eine rechteckige Form sollte an allen vier Seiten ≤4° sein.
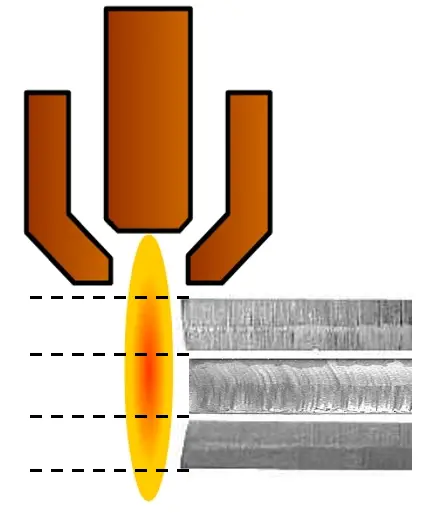
Eine größere Schnitthöhe entspricht einem positiven Schnittflächenneigungswinkel, während eine geringere Schnitthöhe mit einem negativen Schnittflächenneigungswinkel einhergeht.
Übermäßige Fase an der Schnittfläche
Der Einfluss der Brennerhöhe auf den Fasenwinkel bei Schneidprozessen.
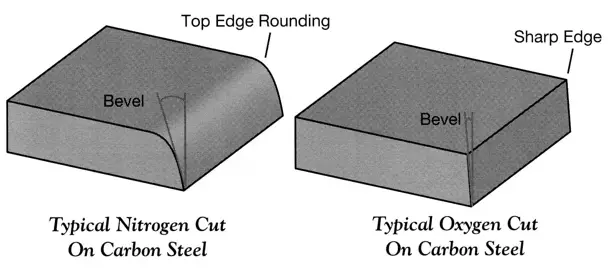
Im Vergleich zum Schneiden mit Stickstoff weist das Ergebnis des Sauerstoffschneidens deutliche Kanten um das Werkstück herum auf und ist schlackenarm.
Die durch Sauerstoffplasmaschneiden hergestellten Werkstücke sind vergleichsweise sauberer und weisen eine bessere Schweißbarkeit, Umformbarkeit und Bearbeitbarkeit der Schnittflächen auf.
Die Schnittfuge ist der Raum (oder das entfernte Material), der während des Schneidprozesses entsteht.
Die Schnittspaltbreite ist entscheidend für die Maßhaltigkeit des Werkstücks.
Schnittfugenbreite = 1,5-2,0 x Durchmesser der Schneiddüse
Langsamere Geschwindigkeit = breiterer Schnittspalt
Höherer Strom = breiterer Schnittspalt
Vorschrift: Der Durchmesser des zu schneidenden Lochs muss mindestens doppelt so groß sein wie die Dicke des zu schneidenden Materials. Beim Schneiden kleinerer Löcher kann sich ein konisches Loch bilden.
