Faserlaserschneiden vs. CO2-Laserschneiden: Was ist besser?
In der Welt des Laserschneidens stechen zwei Giganten hervor: Faserlaser und CO2-Laser. Dieser Artikel befasst sich mit den wichtigsten...
Dieser Artikel befasst sich mit den verschiedenen Arten des Laserschneidens und erläutert ihre Merkmale und Mechanismen. Sie erfahren, wie sich das Laserschneiden durch seine hohe Schnittqualität, Effizienz und Vielseitigkeit bei der Bearbeitung verschiedener Materialien auszeichnet. Am Ende des Artikels werden Sie die Grundlagen der einzelnen Laserschneidverfahren kennen und deren Vorteile in der modernen Fertigung verstehen.

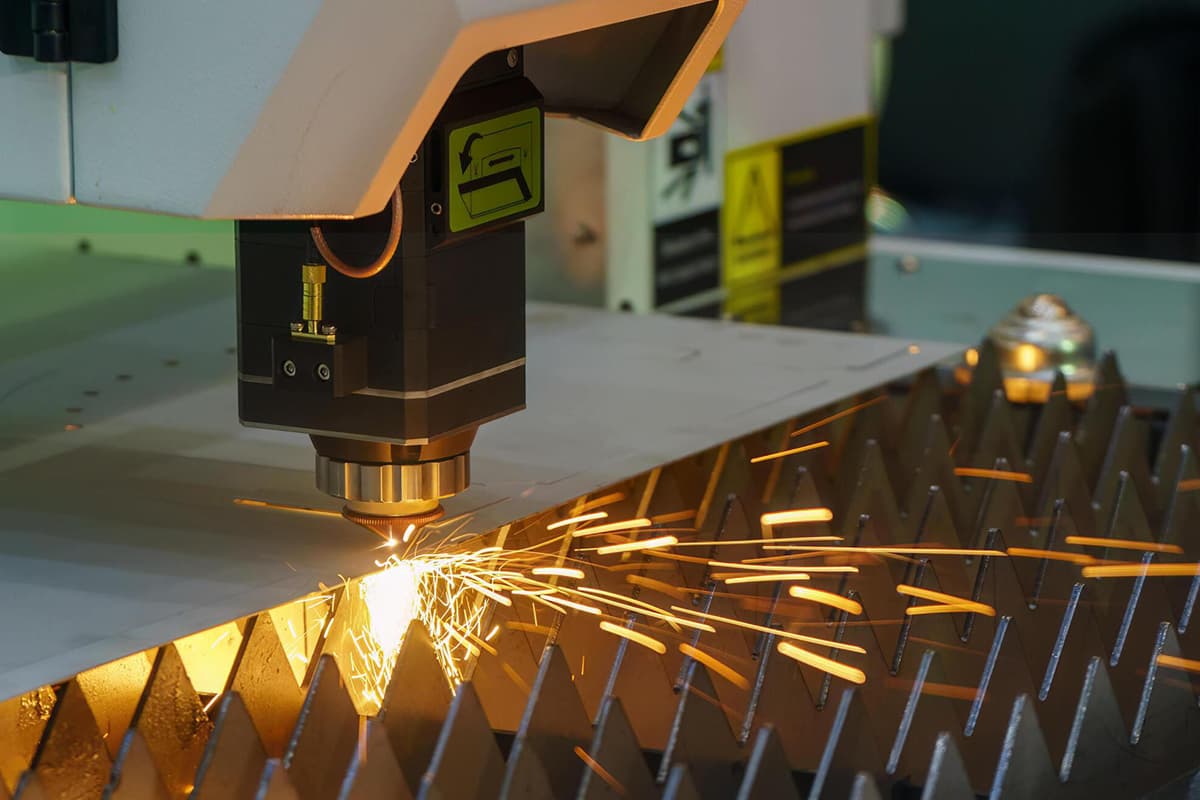
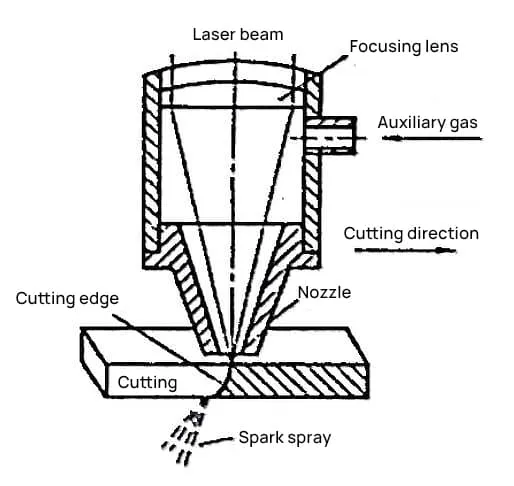
Wie in Abbildung 1 dargestellt, bestrahlt der fokussierte Laserstrahl das Werkstück, wodurch das Material im bestrahlten Bereich schnell schmilzt, verdampft oder seinen Entzündungspunkt erreicht.
Gleichzeitig bläst ein Hilfsgasstrom, der koaxial zum Laserstrahl verläuft, das geschmolzene oder verdampfte Material weg. Während sich der Laserschneidkopf relativ zum Werkstück bewegt, wird ein Schnitt erzeugt. Das weggeblasene geschmolzene Metall und die Schlacke erzeugen einen Funkenregen unterhalb des Schnitts.
Aufgrund der Fähigkeit des Laserstrahls, sich auf sehr kleine Punkte zu fokussieren, sowie seiner konzentrierten Wärmequelle und hohen Strahlungsleistung, Laserschneiden hat mehrere Vorteile gegenüber dem herkömmlichen Brennschneiden mit Autogen und dem Plasmaschneiden:
Dies spiegelt sich vor allem in den folgenden drei Aspekten wider:
1) Der Schnitt ist schmal, mit einem Minimum von 0,1 mm, normalerweise zwischen 0,12 und 0,40 mm.
2) Der Schnitt hat gute Parallelität und Rechtwinkligkeit, und die Schnittfläche ist glatt (mit einem kleinen Oberflächenrauhigkeitswert). Der allgemeine Oberflächenrauhigkeitswert ist nur etwa Rz: =10~25μm Bereich, und die Kanten haben keine Grate oder Schlacke, so dass es geeignet für direkte Laserschweißen.
3) Die Wärmeeinflusszone ist schmal und die thermische Verformung ist minimal. Die Wärmeeinflusszone liegt im Allgemeinen zwischen 0,1 und 0,15 mm, und beim Schneiden dünner Bleche kann sie manchmal bis zu 30 μm klein sein. Außerdem werden die Schneidparameter nicht wesentlich durch Änderungen der Laserschneidparameter.
Zum Beispiel mit einer 1200W CO2-LaserBeim Schneiden einer 2 mm dicken kohlenstoffarmen Stahlplatte kann eine Geschwindigkeit von 6 m/min erreicht werden; beim Schneiden von 5 mm dickem organischem Glas können 12 m/min erreicht werden; und das Schneiden von 500 Löchern mit einem Durchmesser von 10 mm in eine 1 mm dicke Stahlplatte kann in einer Minute erfolgen. Die schnellste Schneidgeschwindigkeit kann 20 m/min überschreiten, was von herkömmlichen Schneidmethoden nicht erreicht wird.
Durch die Programmierung können Teile beliebiger Form und Größe aus dem Material geschnitten werden; die automatische Programmierung kann die Anordnung der zu schneidenden Teile und den Schneideweg optimieren und so Materialverluste und Leerlaufwege verringern. Wenn Laserschneiden anstelle des Stanzens von Formen in der Testphase der Produktion von Karosserieteilen verwendet wird, können teure Formen eingespart, die Produktionskosten erheblich gesenkt und der Produktionszyklus verkürzt werden.
Die Laserbearbeitung eignet sich für fast alle metallischen und nichtmetallischen Werkstoffe, einschließlich solcher mit hoher Härte, hohem Schmelzpunkt, spröden und klebrigen Materialien.

Je nach Schneidmaterial und Parametern kann das Laserschneiden in die folgenden vier Verfahren eingeteilt werden:
Unter der Einstrahlung eines Laserstrahls mit hoher Strahlungsintensität wird das Material schnell auf die Verdampfungstemperatur erhitzt, so dass es verdampft oder schmilzt. Ein Teil des verdampften Materials entweicht mit nahezu Schallgeschwindigkeit von der Oberfläche des Werkstücks, während ein Teil vom Hilfsgasstrom von der Unterseite des Schnitts weggeblasen wird.
Dieser Schneidemechanismus erfordert eine hohe Beleuchtungsstärke von etwa 108W/cm2was dem 10-fachen der für das Schmelzschneiden erforderlichen Strahlungsintensität entspricht. Materialien, die nicht schmelzen können, wie Holz, Kunststoff, Keramik usw., werden beim Laserschneiden im Wesentlichen in dieser Form geschnitten.
Wenn die Strahlungsintensität des Laserstrahls den Schmelzwert überschreitet, schmilzt das Material im Bereich der Laserbestrahlung. Das geschmolzene Material wird durch die Wirkung des Gasstroms von der Unterseite des Schnitts ausgestoßen und bildet einen Funkenregen. Die für das Schmelzschneiden erforderliche Strahlungsintensität beträgt nur 1/10 derjenigen des Verdampfungsschneidens.
Reaktives Schmelzschneiden ist im Wesentlichen ein Schmelzschneiden mit Sauerstoff als Hilfsgas, weshalb es auch als sauerstoffunterstütztes Schmelzschneiden bezeichnet wird. Beim sauerstoffunterstützten Schmelzschneiden muss der Laser den Schneidbereich nur auf die Zündtemperatur des Materials (niedriger als der Schmelzpunkt) erhitzen.
Der Sauerstoff als Hilfsgas führt eine intensive Verbrennungsreaktion mit dem Material durch, wobei eine große Wärmemenge freigesetzt wird. Die entstehenden Oxide und die geschmolzene Metalloberfläche werden dann durch den Sauerstoffstrom weggeblasen und bilden einen Schnitt.
Die Reaktionswärme für die Oxidation von Eisen und Titan ist wie folgt:
Die Wärme der Oxidationsreaktion ist bei Titan größer als bei Eisen. Wenn Sauerstofflaser Stahl schneiden, liefert die exotherme Reaktion 60% der Schneidenergie; beim Schneiden von Titan kann sie bis zu 90% der Energie liefern. Im Vergleich zum Schmelzschneiden kann beim sauerstoffunterstützten Schmelzschneiden die erforderliche Laserleistung erheblich reduziert werden, wodurch die Schneidkosten wirksam gesenkt und die Schneideffizienz verbessert werden.
Da der Schnitt jedoch oxidiert wird, ist das reaktive Schmelzschneiden für kritische Werkstücke, die keine Oxidation vertragen, nicht geeignet. Stattdessen werden Schutzgase oder andere nicht oxidierende Gase für das Schmelzschneiden verwendet. Dies gilt zum Beispiel für Platten aus Titanlegierungen in der Luft- und Raumfahrtindustrie und für Stahlplatten für Autoteile, die nach dem Schneiden direkt stumpf geschweißt werden.
Wenn spröde und thermisch anfällige Werkstoffe durch Laserbestrahlung erhitzt werden, brechen sie schnell und kontrollierbar. Dieser Prozess wird als kontrolliertes Bruchschneiden bezeichnet. Der Mechanismus lässt sich wie folgt zusammenfassen: Der Laserstrahl erwärmt einen kleinen Bereich des spröden Materials, wodurch ein Wärmegradient und die daraus resultierende mechanische Verformung entsteht, die zum Bruch des Materials führt.