Grundlagen der Blechkonstruktion erklärt
Haben Sie sich jemals gefragt, wie man langlebige, effiziente Blechbauteile konstruiert? Dieser Artikel befasst sich mit grundlegenden Richtlinien für...
Wie bauen wir die Maschinen, die unsere Welt antreiben? Tauchen Sie ein in die Kunst des mechanischen Fügens, wo Metall auf Metall trifft. Vom Funken des Lichtbogenschweißens bis hin zur Präzision von Gewindeverbindungen erforschen wir die Techniken, die unsere Technologie zusammenhalten. Machen Sie sich bereit, die Geheimnisse hinter starken, zuverlässigen Maschinenbaugruppen zu lüften.

Das Metall-Lichtbogenhandschweißen ist ein Lichtbogenschweißverfahren, bei dem die Elektrode zum Schweißen manuell betätigt wird. Es ist das am frühesten entwickelte und immer noch am weitesten verbreitete Schweißverfahren unter den verschiedenen Lichtbogenschweißverfahren.
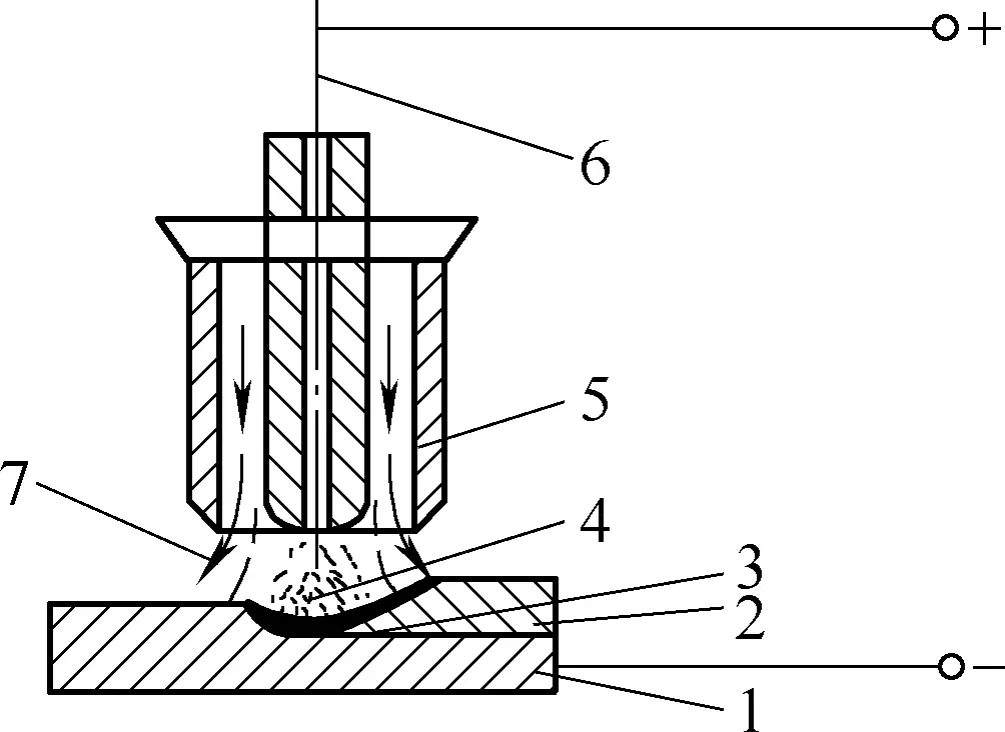
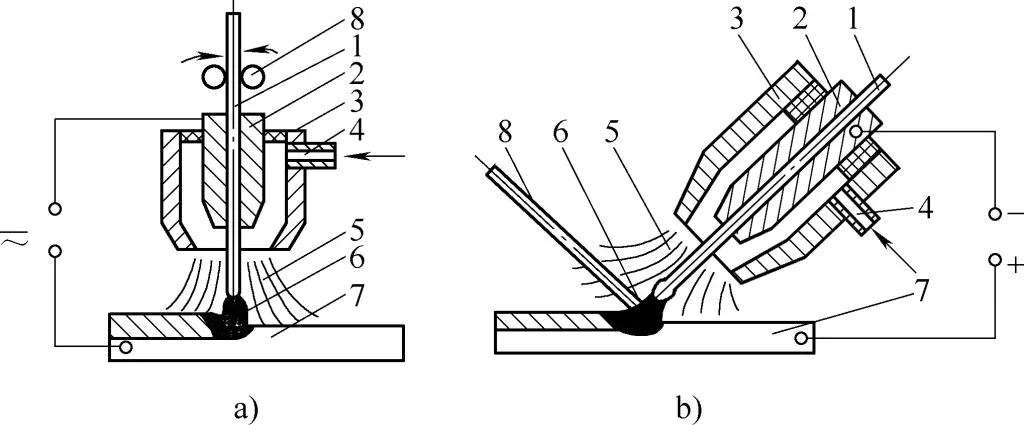
Das Metall-Lichtbogenhandschweißen erfolgt durch Erhitzen und Schmelzen des Metalls mit Hilfe der Lichtbogenwärme, die zwischen der mit externem Flussmittel beschichteten Elektrode und dem Werkstück erzeugt wird. Abbildung 1 zeigt das Schweißverfahren des Metall-Lichtbogenhandschweißens. Vor dem Schweißen werden der Elektrodenhalter 3 und das Werkstück 1 an die beiden Pole der Ausgangsklemme der Schweißmaschine 4 angeschlossen, und die Elektrode 2 wird mit dem Elektrodenhalter 3 eingespannt.
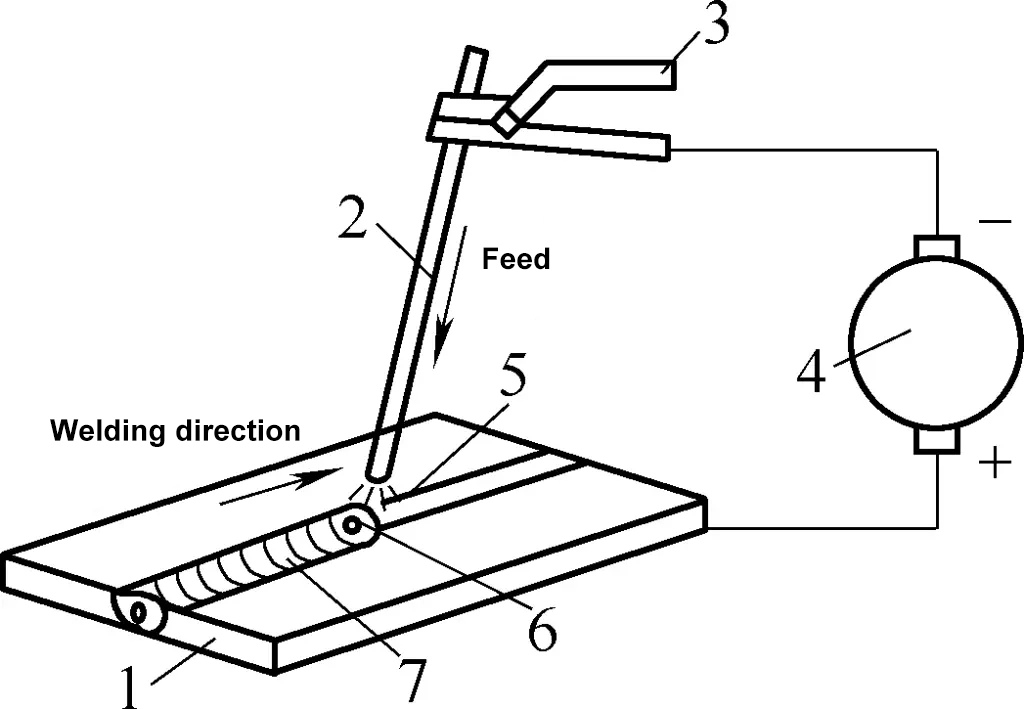
1-Arbeitsstück
2-Elektrode
3-Elektroden-Halter
4-Schweissmaschine
5-Schweißbogen
6-Schmelztiegel
7-Schweißnaht
Beim Schweißen wird der Schweißlichtbogen 5 zwischen der Elektrode und dem Werkstück gezündet. Die durch den Lichtbogen erzeugte hohe Temperatur (6000 bis 7000 °C) schmilzt den Grundwerkstoff der Elektrode und des Werkstücks am geschweißten Teil (mit einem Schmelzpunkt von im Allgemeinen etwa 1500 °C) zu einem Schmelzbad 6. Während sich die Elektrode in Schweißrichtung bewegt, bilden sich ständig neue Schmelzbäder, während das flüssige Metall des vorherigen Schmelzbades abkühlt und erstarrt und so eine Schweißnaht 7 bildet, die die Werkstücke miteinander verbindet.
Das Metall-Lichtbogenhandschweißen zeichnet sich durch eine hohe Lichtbogentemperatur, konzentrierte Wärme, einfache Ausrüstung, bequeme und flexible Bedienung und Anpassungsfähigkeit an unterschiedliche Schweißbedingungen aus. Es ist eine weit verbreitete Methode in der Schweißproduktion und wird häufig zum Schweißen verschiedener Dicken und Positionen von Kohlenstoffstahl, legiertem Stahl, rostfreiem Stahl, hitzebeständigem Stahl, hochfestem Stahl, Gusseisen und anderen Metallwerkstoffen eingesetzt. Es kann auch zum Schweißen von Kupfer- und Nickellegierungen verwendet werden.
Die Nachteile des Metall-Lichtbogenhandschweißens sind die geringe Produktionseffizienz, der hohe Arbeitsaufwand und die Schweißqualität, die von den Fähigkeiten des Bedieners abhängt.
Die Verarbeitungsausrüstung für das Metall-Lichtbogenhandschweißen besteht aus Schweißstromquellen und Schweißwerkzeugen.
Zu den üblicherweise verwendeten Schweißstromquellen für das Metall-Lichtbogenhandschweißen (allgemein als Schweißmaschinen bekannt) gehören hauptsächlich Wechselstrom-Lichtbogenschweißtransformatoren und Lichtbogenschweißgleichrichter.
1) Lichtbogenschweiß-Gleichrichter
Ein Gleichrichter für das Lichtbogenschweißen ist eine Art Gleichstrom-Schweißmaschine. Wechselstrom wird durch Umwandlung und Gleichrichtung in Gleichstrom umgewandelt. Es gibt drei Arten von Lichtbogenschweißgleichrichtern: Silizium-Lichtbogenschweißgleichrichter, Thyristor-Lichtbogenschweißgleichrichter und Transistor-Lichtbogenschweißgleichrichter.
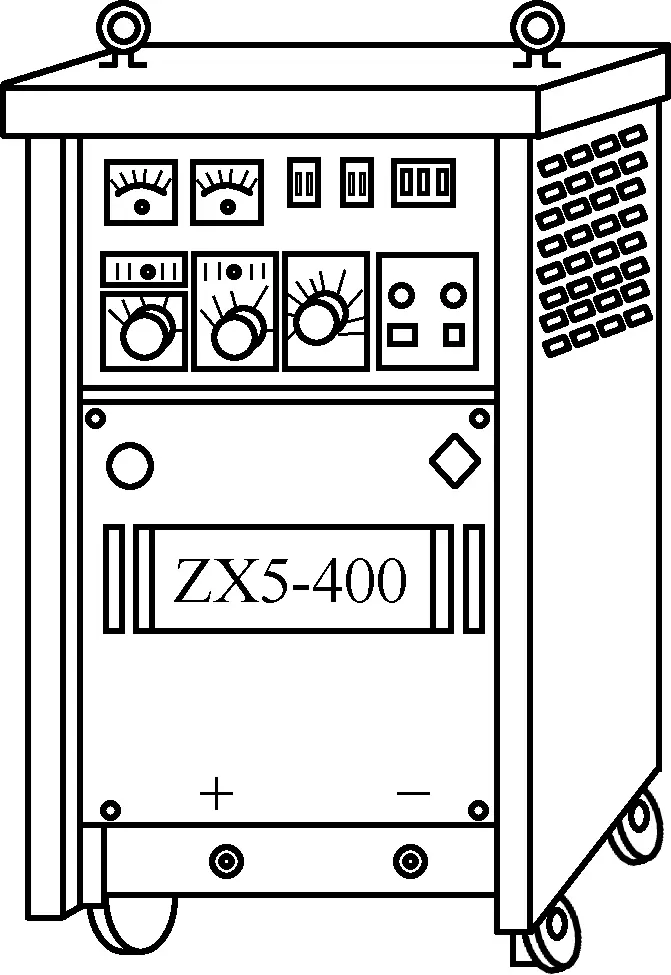
Aufgrund der Vorteile von Thyristor-Lichtbogenschweißgleichrichtern, wie z. B. geringes Rauschen, geringer Leerlaufverlust, geringe Größe, geringes Gewicht, niedrige Kosten, hoher Leistungsfaktor, Energieeinsparung, gute Regelungsleistung und einfache Automatisierung, werden sie zunehmend eingesetzt. Abbildung 2 zeigt das Aussehen des Thyristor-Gleichrichters für das Lichtbogenschweißen vom Typ ZX5-400. Der Nennschweißstrom dieses Gleichrichters beträgt 400 A.
2) AC-Lichtbogenschweißtransformator
Der vom Lichtbogenschweißtransformator abgegebene Schweißstrom ist Wechselstrom. Seine Vorteile sind der einfache Aufbau, die einfache Herstellung, die niedrigen Kosten, der zuverlässige Betrieb und die einfache Wartung, wodurch er weit verbreitet ist. Er ist der am häufigsten verwendete Schweißgeräte zum Schweißen von Werkstücken aus kohlenstoffarmem Stahl. Abbildung 3 zeigt das Aussehen des AC-Lichtbogenschweißtransformators.
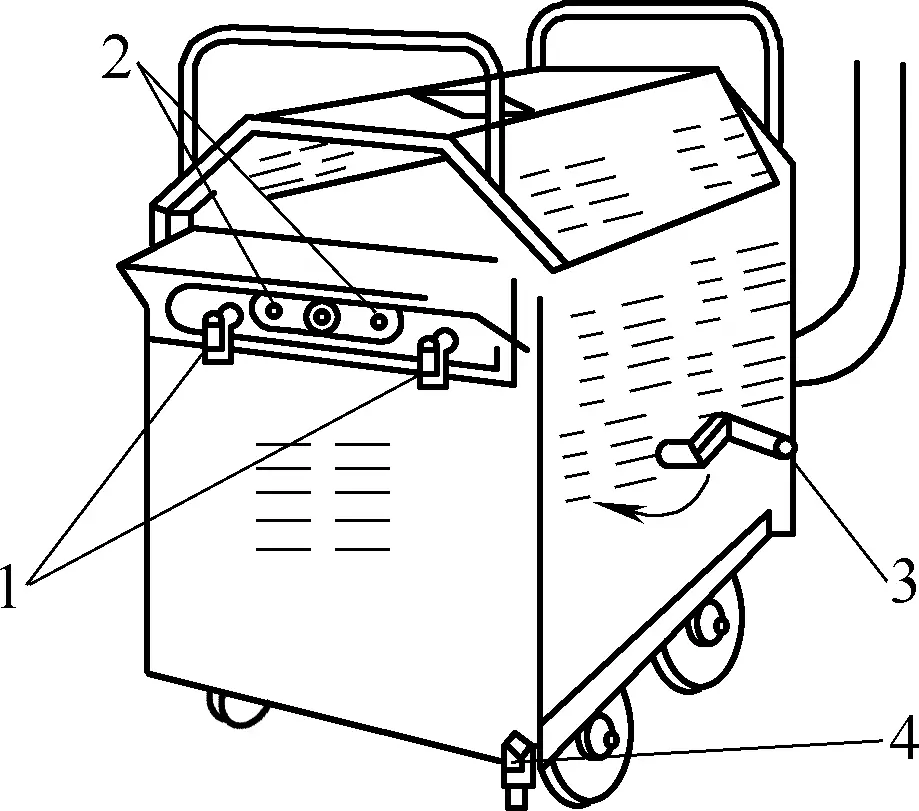
1-Schweißkabel-Anschlussschraube
2-Terminal (Grobstromeinstellung)
3-Justiergriff (Feineinstellung des Stroms)
4-Erdungsschraube
Zu den wesentlichen Schweißwerkzeugen und Zubehörteilen für das Lichtbogenhandschweißen gehören Schweißkabel, Elektrodenhalter, Masken, Schweißhandschuhe und isolierte Schuhe, Abschirmplatten, Drahtbürsten, Schlackenhämmer usw.
1) Schweisskabel
Das Schweißkabel wird verwendet, um den Elektrodenhalter und das Werkstück mit der Schweißstromquelle zu verbinden und den Schweißstrom zu leiten. Das Kabel sollte eine gute Isolierschicht haben, und freiliegende Drähte sind nicht zulässig. Wenn der Außenmantel beschädigt ist, sollte er mit Isolierband umwickelt werden, um Kurzschlüsse und Stromschläge zu vermeiden.
2) Elektrodenhalterung
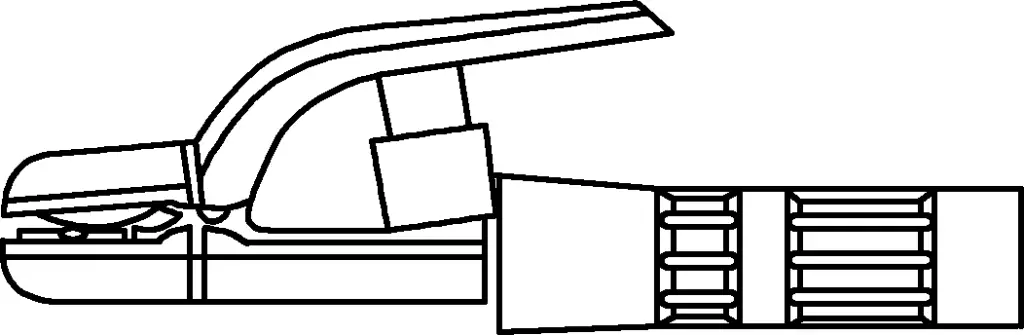
Der Elektrodenhalter ist ein Werkzeug, das zum Halten der Elektrode und zur Stromführung beim Schweißen verwendet wird. Sein Aussehen ist in Abbildung 4 dargestellt. Der Elektrodenhalter sollte eine gute Leitfähigkeit, Isolierung und Hitzebeständigkeit aufweisen und in der Lage sein, die Elektrode schnell und sicher zu halten und zu lösen, wobei er leicht und flexibel zu handhaben ist.
3) Maske
Es gibt zwei Arten von Masken: den Helmtyp und den Handheld-Typ, wie in Abbildung 5 dargestellt.
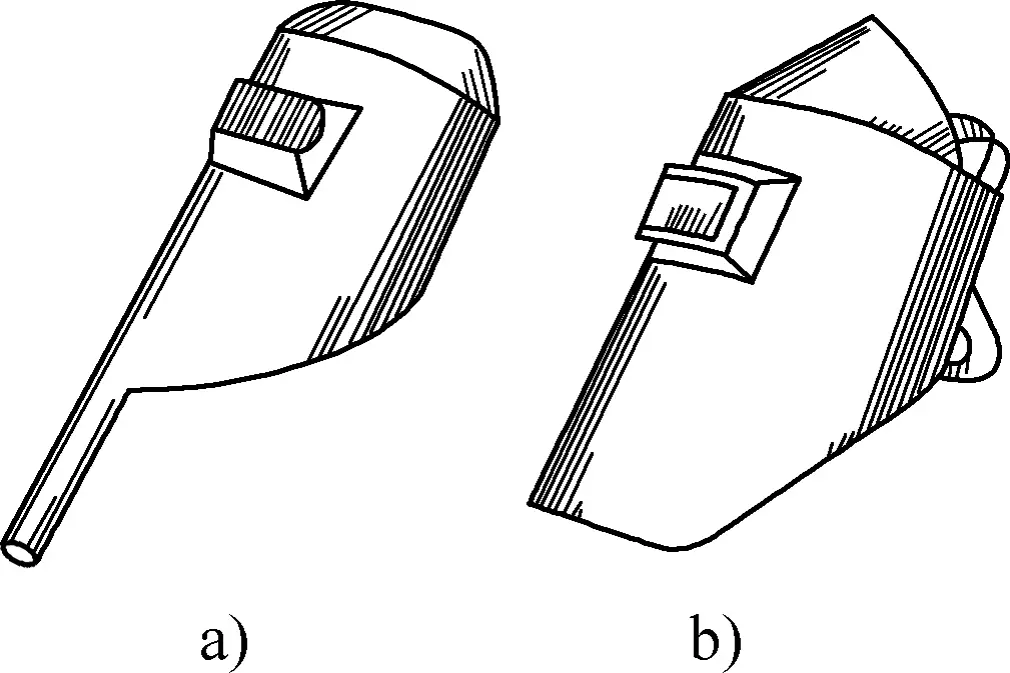
a) Handheld-Typ
b) Helmtyp
Die Funktion der Maske besteht darin, das Gesicht und die Augen des Bedieners vor dem intensiven Lichtbogenlicht zu schützen und das Verspritzen von geschmolzener Schlacke zu verhindern. Der Bediener kann den Schweißvorgang durch die abnehmbare Schutzscheibe der Maske beobachten. Die Farbe des Schutzglases variiert von dunkel bis hell und sollte so gewählt werden, dass das Schmelzbad gut sichtbar ist.
4) Schweißerhandschuhe und isolierte Schuhe
Handschuhe und isolierte Schuhe gehören zur persönlichen Schutzausrüstung. Die Handschuhe haben lange Ärmel, und die Ärmellänge sollte die Bewegung der Ellbogen nicht behindern. Isolierte Schuhe benötigen dicke Sohlen und hohe Spitzen, die für Isolierung und Hitzebeständigkeit sorgen. Die von Schweißern verwendeten Handschuhe und isolierten Schuhe sollten Verbrennungen durch Lichtbögen und Spritzer geschmolzener Schlacke sowie Stromschläge wirksam verhindern.
5) Bildschirm-Panel
Die Abschirmung dient zwei Zwecken: Zum einen trennt sie den Arbeitsbereich von der Außenwelt oder anderen Bedienern ab und verhindert, dass Lichtbögen und Spritzer andere Personen verletzen oder Brände verursachen; zum anderen verhindert sie, dass Wind eine Instabilität des Lichtbogens verursacht. Die Abschirmung kann je nach den örtlichen Gegebenheiten in verschiedenen Formen ausgeführt werden.
6) Drahtbürste
Die Drahtbürste wird verwendet, um Rost, Zunder und Schmutz aus dem Schweißbereich zu entfernen.
7) Hammer, Meißel, Schlackenhammer
Dies sind Hilfswerkzeuge zum Entfernen von Schweißschlacke. Der Hammerkopf des Schlackenhammers wird häufig je nach Bedarf konisch oder flach meißelförmig geschliffen.
A Schweißdraht ist eine mit Flussmittel umhüllte Abschmelzelektrode, die zum Lichtbogenschweißen verwendet wird. Sie besteht aus zwei Teilen: der Flussmittelumhüllung und dem Kerndraht. Der Durchmesser und die Länge des Schweißdrahtes beziehen sich auf den Durchmesser und die Länge des Kerndrahtes. Gängige Durchmesser d sind 1,6 mm, 2,0 mm, 2,5 mm, 3,2 mm, 4,0 mm, 5,0 mm und 8,0 mm, mit Längen zwischen 200 und 550 mm, wie in Abbildung 6 dargestellt.
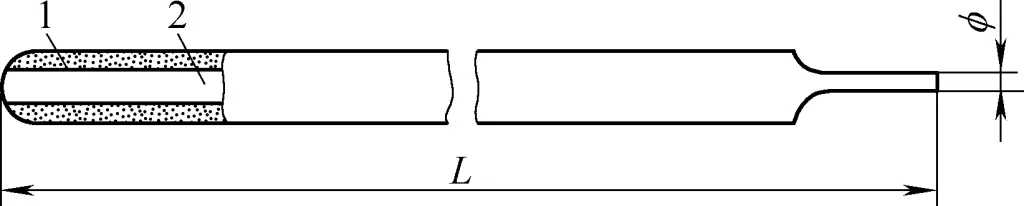
1-Flux-Beschichtung
2-adriger Draht
Der Kerndraht ist der Metallkern des Schweißdrahtes, der von der Flussmittelschicht umhüllt ist. Je nach Anwendung kann der Kerndraht aus Stahldraht, Nichteisenmetalldraht oder Gussdraht bestehen. Der Kerndraht dient zwei Zwecken: als Elektrode, um Strom zu leiten und einen Lichtbogen zu erzeugen, und als Schweißzusatzwerkstoff, der mit dem Grundwerkstoff (Schweißgut) verschmilzt, um eine Schweißnaht zu bilden.
Zu den Werkstoffen für Stahlkerndrähte gehören Kohlenstoffbaustahl, legierter Baustahl und rostfreier Stahl. Die Sorte des Kerndrahts wird durch das Präfix "H" angegeben, gefolgt von einer Bezeichnung, die den Stahlsorten ähnelt, z. B. H08 (Kerndraht aus Kohlenstoffstahl), H08Mn2Si (Kerndraht aus legiertem Baustahl) und H00Cr19Ni9 (Kerndraht aus nichtrostendem Stahl).
Die wirksamen Bestandteile, die auf die Oberfläche des Kerndrahtes aufgetragen werden, nennt man Flussmittelumhüllung, auch Beschichtung genannt. Die Flussmittelumhüllung eines Schweißdrahtes ist eine auf die Oberfläche des Kerndrahtes gepresste Schicht aus Rohstoffen wie Mineralpulver, Eisenlegierungspulver, organischen Substanzen und chemischen Produkten, die in einem bestimmten Verhältnis gemischt werden.
Es gibt viele Arten und Qualitäten von Schweißdrähten. Aufgrund der chemischen Eigenschaften der Schlacke, die sich nach dem Schmelzen des Schweißdrahtes bildet, können Schweißdrähte in zwei Kategorien unterteilt werden: saure Schweißdrähte (normale Schweißdrähte) und basische Schweißdrähte (wasserstoffarme Schweißdrähte). Wenn die sauren Oxide (z. B. Siliziumdioxid, Titandioxid usw.) in der Schlacke mehr als die basischen Oxide (z. B. Kalziumoxid usw.) enthalten sind, wird der Schweißdraht als saurer Schweißdraht bezeichnet; andernfalls wird er als basischer Schweißdraht bezeichnet.
Bei Stahlschweißdrähten werden solche mit Flussmitteln wie Titanoxid, Titancalcium, Ilmenit, Eisenoxid und Zellulose als saure Schweißdrähte eingestuft, während solche mit Flussmitteln wie wasserstoffarmes Natrium oder wasserstoffarmes Kalium als basische Schweißdrähte gelten. Da das Schutzgas, das das Flussmittel dieser Schweißdrähte beim Schweißen erzeugt, sehr wenig Wasserstoff enthält, werden sie auch als wasserstoffarme Schweißdrähte bezeichnet.
Die Schweißparameter für das Lichtbogenschweißen beziehen sich hauptsächlich auf den Durchmesser und die Sorte des Schweißdrahtes, den Schweißstrom, die Art und die Polarität des Stroms, die Lichtbogenspannung, die Schweißgeschwindigkeit und die Anzahl der Lagen. Die Schweißparameter haben einen erheblichen Einfluss auf die Produktivität und Qualität des Schweißens und müssen daher richtig gewählt werden.
Aufgrund unterschiedlicher spezifischer Bedingungen (wie z. B. das Material der geschweißten Struktur, die Qualität der Werkstückmontage, die Arbeitsgewohnheiten des Schweißers usw.) können jedoch für ein und dasselbe Werkstück unterschiedliche Schweißparameter gewählt werden. Daher kann hier nur eine kurze Einführung in die Grundsätze der Auswahl von Schweißparametern gegeben werden.
Die Wahl des Schweißdrahtdurchmessers hängt hauptsächlich von der Dicke des zu schweißenden Werkstücks ab. Darüber hinaus sollten auch die Fugenform, die Schweißposition und die Schweißhöhe berücksichtigt werden. Je dicker das Werkstück ist, desto größer muss die Schweißnaht sein und desto größer muss der Durchmesser des Schweißdrahtes gewählt werden. Die in Tabelle 1 aufgeführten Daten können als Referenz verwendet werden.
Tabelle 1 Auswahl des Schweißdrahtdurchmessers
| Dicke des zu schweißenden Werkstücks/mm | ≤1.5 | 2 | 3 | 4~7 | 8~12 | ≥13 |
| Schweißdraht-Durchmesser/mm | 1.6 | 1.6~2 | 2.5~3.2 | 3.2~4 | 4~5 | 4~5.8 |
Beim Mehrlagenschweißen von dicken Blechen sollte der Durchmesser des Schweißdrahtes für die untere Lage im Allgemeinen 4 mm nicht überschreiten, und für die nachfolgenden Lagen können Schweißdrähte mit größerem Durchmesser gewählt werden.
Für Kehl- und Überlappungsnähte können Schweißdrähte mit größerem Durchmesser gewählt werden als für Stumpfnähte. Beim Vertikal-, Horizontal- und Überkopfschweißen sollte der Schweißdraht im Allgemeinen nicht größer als 4 mm sein, um zu verhindern, dass das Schweißbad zu groß wird, wodurch das geschmolzene Metall nach unten fließt und die Schweißnahtbildung beeinträchtigt.
Die Wahl des Schweißstroms hängt hauptsächlich vom Durchmesser des Schweißdrahtes ab. Wenn der Schweißstrom zu groß ist, führt die Widerstandshitze des Schweißdrahtes selbst dazu, dass sich der Draht rot färbt, das Flussmittel sich verschlechtert und sogar große Stücke automatisch abfallen, wodurch die Schutzfunktion verloren geht. Der Kerndraht schmilzt zu schnell, was die Schweißqualität mindert; ist der Schweißstrom zu gering, wird der Lichtbogen instabil.
Daher gibt es für einen bestimmten Durchmesser des Schweißdrahtes einen geeigneten Bereich für die Stromverwendung. In Tabelle 2 ist der geeignete Stromverbrauchsbereich für verschiedene Durchmesser von Schweißdrähten aus säurehaltigem Kohlenstoffstahl aufgeführt.
Tabelle 2 Referenz für die derzeitige Verwendung von Schweißdrähten aus säurehaltigem Kohlenstoffstahl
| Schweißdraht-Durchmesser/mm | 1.6 | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 | 5.8 |
| Schweißstrom/A | 25~40 | 40~70 | 70~90 | 90~130 | 160~210 | 220~270 | 260~310 |
Bei der Verwendung von basischen Schweißdrähten sollte der gewählte Schweißstrom etwa 10% kleiner sein als der von sauren Schweißdrähten desselben Durchmessers.
Bei der Verwendung von allgemeinen Baustahlschweißdrähten kann das Verhältnis zwischen dem Schweißstrom I und dem Schweißdrahtdurchmesser d zunächst nach der folgenden empirischen Formel gewählt und dann auf der Grundlage der tatsächlichen Schweißsituation in der Produktion angepasst werden:
I=Kd
In der Formel
Tabelle 3 K-Werte für verschiedene Schweißdrahtdurchmesser
| d/mm | 1.6 | 2~2.5 | 3.2 | 4~6 |
| K | 15~25 | 20~30 | 30~40 | 40~50 |
Darüber hinaus sollten bei der Auswahl der Schweißstromstärke auch die Dicke des Werkstücks, die Verbindungsform, die Schweißposition und die Einsatzbedingungen vor Ort umfassend berücksichtigt werden. Bei großer Werkstückdicke, Kehlnähten, niedriger Umgebungstemperatur und schneller Wärmeableitung kann die obere Grenze des Stroms gewählt werden; bei geringer Werkstückdicke und bei vertikalen, horizontalen und Überkopf-Schweißpositionen sollte der Schweißstrom entsprechend reduziert werden.
In der Praxis basiert die Wahl des Stroms auf der Erfahrung des Schweißers, und die Eignung des Stroms kann anhand der folgenden Aspekte beurteilt werden:
1) Beobachten Sie die Spritzer.
Wenn die Stromstärke zu groß ist, ist die Lichtbogenkraft stark, und man sieht große Partikel geschmolzenen Metalls aus dem Schweißbad herausspritzen, mit lauten Knackgeräuschen während des Schweißens; wenn die Stromstärke zu klein ist, ist die Lichtbogenkraft schwach, und das geschmolzene Metall und die Schlacke werden nicht leicht getrennt.
2) Beobachten Sie die Schweißnahtbildung.
Wenn der Strom zu groß ist, ist die Schweißnaht niedrig, mit tiefem Einbrand, und es besteht die Gefahr von Unterschnitten auf beiden Seiten; wenn der Strom zu klein ist, ist die Schweißnaht schmal und hoch, und die Verschmelzung mit dem Grundwerkstoff auf beiden Seiten ist schlecht.
3) Beobachten Sie den Zustand des Schweißdrahtes.
Wenn die Stromstärke zu groß ist, wird nach dem Schweißen von mehr als der Hälfte der Stange die verbleibende Stange rot, und das Flussmittel fällt ab; wenn die Stromstärke zu klein ist, ist der Lichtbogen instabil, und die Stange klebt wahrscheinlich am Werkstück; wenn die Stromstärke angemessen ist, ist die verbleibende Stange nach dem Schweißen dunkelrot.
Wichtige Schweißkonstruktionen, wie z. B. Kessel und Druckbehälter, müssen durch eine Schweißverfahrensprüfung geprüft und qualifiziert werden, bevor der Schweißprozess und die zugehörigen Prozessparameter festgelegt werden.
Beim Lichtbogenschweißen werden die Lichtbogenspannung und die Schweißgeschwindigkeit im Allgemeinen vom Schweißer je nach den spezifischen Bedingungen flexibel gesteuert. Das Prinzip besteht darin, den Einbrand zu gewährleisten und dafür zu sorgen, dass die Schweißnaht die gewünschte Form und Größe hat.
Die Lichtbogenspannung wird hauptsächlich durch die Lichtbogenlänge L bestimmt, die im Allgemeinen zwischen 1 und 4 mm liegt [sie kann durch die empirische Formel L = (0,5 bis 1)d bestimmt werden, wobei d der Schweißdrahtdurchmesser in mm ist], und die entsprechende Lichtbogenspannung liegt zwischen 16 und 25 V. Ist der Lichtbogen zu lang, neigt er zum Schwingen, zu vermehrten Spritzern und zu Defekten wie Porosität, Unterschnitt und mangelnder Verschmelzung.
Versuchen Sie beim Schweißen, so oft wie möglich mit einem kurzen Lichtbogen zu schweißen. Die Lichtbogenlänge sollte beim Vertikal- und Überkopfschweißen kürzer sein als beim Flachschweißen. Die Lichtbogenlänge für basische Elektroden sollte kürzer sein als die für saure Elektroden, um die Lichtbogenstabilität zu fördern und Porosität zu vermeiden.
Eine Schweißverbindung ist eine Verbindung, die durch Schweißverfahrenbestehend aus einer Schweißnaht, einer Schmelzzone und einer Wärmeeinflusszone. Verschiedene Schweißnähte haben unterschiedliche Rillentypen. Der Rillentyp einer Schweißnaht besteht hauptsächlich aus drei Elementen: Spalt, Rillenwinkel und Höhe der stumpfen Kante. Die Auswahl der Schweißnaht variiert je nach Materialdicke und Form der Schweißverbindung.
Beim Schweißen von Stahlkonstruktionen gibt es aufgrund von Unterschieden in der Dicke der Schweißnaht, der Form der Konstruktion und den Einsatzbedingungen auch unterschiedliche Verbindungsformen und Rillentypen. Es gibt vier Arten von Schweißnähten: Stumpfnähte, Ecknähte, T-Nähte und Überlappungsnähte.
1) Stumpfes Gelenk
Eine Stumpfnaht ist eine Verbindung, die durch das Zusammenschweißen zweier Werkstücke in derselben Ebene entsteht. Sie ist die am häufigsten verwendete Verbindungsform bei geschweißten Konstruktionen. Je nach Dicke der Schweißnaht und der Vorbereitung der Nut können Stumpfnähte im Allgemeinen in fünf Typen unterteilt werden: keine Nut, V-Nut, X-Nut, einfache U-Nut und doppelte U-Nut, wie in Abbildung 7 dargestellt.
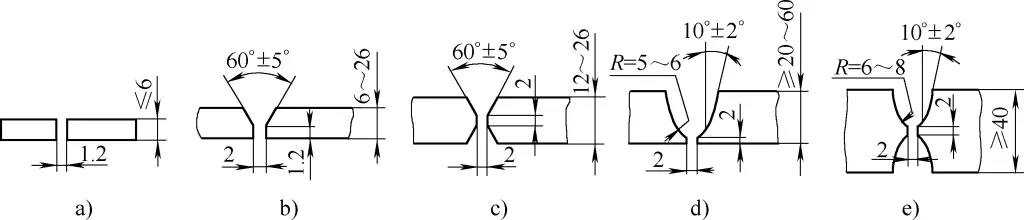
a) Keine Rille
b) V-Nut
c) X-Rille
d) Einfache U-Nut
e) Doppelte U-Nut
2) Eckverbindung
Eine Eckverbindung ist eine Verbindung, bei der die Stirnflächen zweier Werkstücke einen Winkel von mehr als 30° und weniger als 135° bilden. Je nach Dicke des Schweißteils und der Vorbereitung der Nut können Eckverbindungen in vier Typen unterteilt werden: keine Nut, einseitige V-Nut, V-Nut und K-Nut, wie in Abbildung 8 dargestellt.
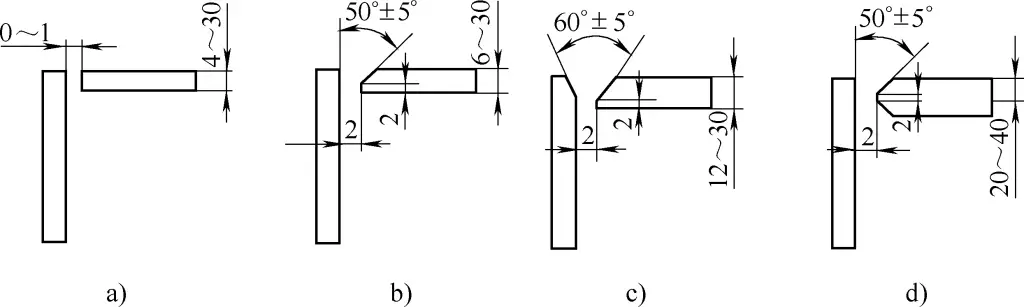
a) Keine Rille
b) Einseitige V-Nut
c) V-Nut
d) K-Rille
3) T-Stoß
T-Verbindungen (einschließlich schräger T-Verbindungen, Dreifachverbindungen und Kreuzverbindungen) sind Verbindungen, bei denen rechtwinklige oder abgewinkelte Werkstücke (zwei oder drei Platten) durch Kehlnähte verbunden werden. Es handelt sich um eine typische Lichtbogenschweißverbindung, die Kräften und Momenten in verschiedenen Richtungen standhalten kann.
Diese Verbindungsform ist weit verbreitet, etwa 70% der Schweißnähte in Schiffskonstruktionen verwenden diese Verbindungsform. Abhängig von der Dicke der Schweißnaht und der Vorbereitung der Nut können T-Verbindungen in vier Typen unterteilt werden: keine Nut, einseitige V-Nut, K-Nut und doppelte U-Nut, wie in Abbildung 9 dargestellt.

a) Keine Rille
b) Einseitige V-Nut
c) K-Rille
d) Doppelte U-Nut
Wenn ein T-Stoß als allgemeine Verbindungsschweißung verwendet wird und die Stahlblechdicke 2-30 mm beträgt, ist keine Nut erforderlich. Wenn die T-Stoß-Schweißnaht Lasten tragen muss, sollte eine geeignete Nut entsprechend der Stahlblechdicke und den strukturellen Festigkeitsanforderungen vorbereitet werden, um eine vollständige Durchdringung und Verbindungsfestigkeit zu gewährleisten.
4) Überlappungsverbindung
Eine Überlappungsverbindung ist eine Verbindung, bei der zwei Werkstücke teilweise überlappt werden oder ein spezielles Überlappungsstück hinzugefügt und mit Kehlnähten, Stecknähten oder Schlitznähten verbunden wird. Je nach struktureller Form und Festigkeitsanforderungen können Überlappungsverbindungen in drei Typen unterteilt werden: keine Nut, Steckschweißung in Rundloch und Kehlnaht in Langloch, wie in Abbildung 10 dargestellt.
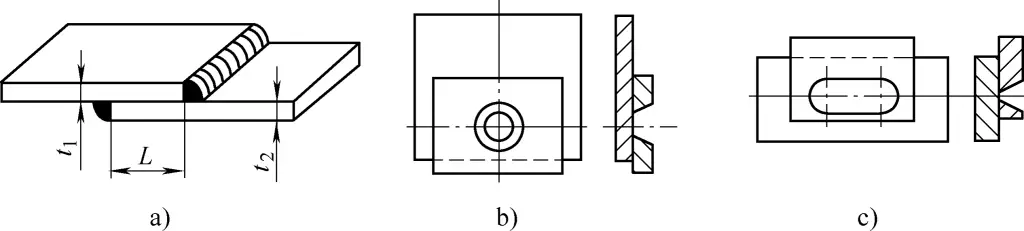
a) Keine Rille
b) Schweißstopfen in rundem Loch
c) Kehlnaht im Langloch
Überlappungsverbindungen ohne Nuten werden im Allgemeinen für Stahlbleche mit einer Dicke von weniger als 12 mm verwendet, wobei die Überlappungslänge L≥2(t1+t2), und es wird beidseitig geschweißt. Die Montageanforderungen für diese Verbindung sind nicht hoch, und die Tragfähigkeit der Verbindung ist gering, so dass sie nur bei unkritischen Konstruktionen eingesetzt wird.
Wenn die Fläche der sich überlappenden Stahlplatten groß ist, können zur Gewährleistung der strukturellen Festigkeit je nach Bedarf Stecknähte in Rundlöchern und Kehlnähte in Langlöchern gewählt werden. Diese Form ist besonders für schmale und geschlossene Schweißkonstruktionen geeignet. Die Größe und Anzahl der Rund- und Langlöcher sollte auf der Grundlage der Blechdicke und der strukturellen Festigkeitsanforderungen festgelegt werden.
Durch das Anbringen einer Rille am geschweißten Teil wird sichergestellt, dass die Wurzel der Schweißnaht vollständig durchdrungen wird, die Schlackenentfernung erleichtert und eine bessere Schweißnahtbildung erreicht wird. Die Rille trägt auch dazu bei, das Verhältnis von Grundwerkstoff zu Schweißzusatzwerkstoff anzupassen. Die stumpfe Kante verhindert ein Durchbrennen, und ihre Größe sollte sicherstellen, dass die erste Schweißnahtschicht durchdringen kann. Der Spalt gewährleistet auch das Eindringen der Wurzel.
Bei der Wahl des Nuttyps sind folgende Hauptfaktoren zu berücksichtigen: Sicherstellung des Einbrandes, einfache Verarbeitung der Nutenform, Maximierung der Produktionseffizienz, Einsparung von Schweißdraht und Minimierung der Verformung nach dem Schweißen.
Beim Schweißen von Stahlblechen mit einer Dicke von weniger als 6 mm werden in der Regel keine Nuten angebracht, aber für wichtige Strukturen sind Nuten erforderlich, wenn die Dicke 3 mm beträgt. Bei Stahlblechen mit einer Dicke von 6~26 mm wird eine V-förmige Nut verwendet, die einfach zu verarbeiten ist, aber nach dem Schweißen zu Verformungen führen kann.
Für Stahlbleche mit einer Dicke von 12~60 mm kann eine X-förmige Nut verwendet werden. Im Vergleich zur V-förmigen Nut kann die Menge des Schweißguts bei gleicher Dicke um etwa die Hälfte reduziert werden, und die Verformung und die Eigenspannung der Schweißnaht sind ebenfalls geringer. Sie wird hauptsächlich bei Konstruktionen mit großen Dicken und geringen Verformungsanforderungen eingesetzt. Einzelne U-förmige und doppelte U-förmige Nuten haben noch weniger Schweißgut und eine geringere Verformung nach dem Schweißen, aber die Verarbeitung der Nut ist schwierig und wird im Allgemeinen für größere Schweißkonstruktionen verwendet.
Bei Stoßverbindungen von Blechen mit unterschiedlichen Dicken (siehe Abbildung 11), wenn der Dickenunterschied (t-t1) die Angaben in Tabelle 4 nicht überschreitet, sollten die Grundform und die Größe der Schweißverbindung entsprechend dem dickeren Blech gewählt werden; andernfalls sollte an dem dickeren Blech eine einfache oder doppelte Fase mit einer Ausdünnungslänge L≥3 (t-t1).

Tabelle 4 Bereich der Dickenunterschiede (Einheit: mm)
| Dicke der dünneren Platte | 2~5 | 6~8 | 9~11 | ≥12 |
| Zulässiger Dickenunterschied | 1 | 2 | 3 | 4 |
Das Lichtbogenhandschweißen ist ein hochtechnisches manuelles Verfahren für Fügeprozesse. Die Technik des Bedieners bestimmt weitgehend die Qualität des Schweißprozesses, so dass die Schweißer über gute operative Fähigkeiten verfügen müssen.
Beim Lichtbogenhandschweißen sind das Zünden des Lichtbogens, das Bewegen des Stabs und die Endbearbeitung die grundlegendsten Arbeitsschritte. Es gibt viele grundlegende Arbeitsmethoden, und jeder Schweißer verwendet etwas andere Methoden.
1) Lichtbogenzündverfahren
Das Zünden des Lichtbogens ist eine Grundfertigkeit beim Lichtbogenhandschweißen, die besonders häufig beim Heftschweißen angewendet wird.
① Scratch-Methode für Lichtbogenzündung.
Bei der Scratch-Methode wird das Ende des Schweißdrahtes leicht über die Oberfläche des Werkstücks gekratzt, um einen Lichtbogen zu erzeugen. Anschließend wird der Schweißdraht schnell in die Schweißposition gebracht und ein gewisser Abstand zwischen dem Draht und dem Werkstück eingehalten, um den Lichtbogen stabil zu halten (siehe Abbildung 12).
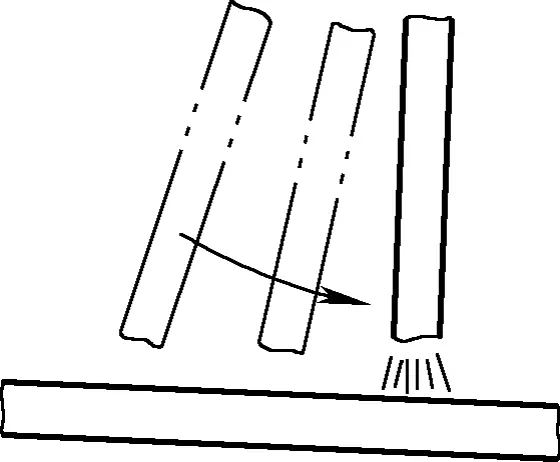
Die Kratzmethode für das Lichtbogenzünden ist relativ einfach zu beherrschen, kann aber die Oberfläche des Werkstücks beschädigen. Sie ist nicht für Werkstücke mit strengen Oberflächenanforderungen geeignet.
Beim Zusammenbau von Bauteilen für das Heftschweißen wird wie folgt vorgegangen: Entlang der Schweißnaht kratzen, um den Lichtbogen zu zünden, einen Punkt schweißen, dann den Stab leicht anheben (darauf achten, dass der Lichtbogen nicht erlischt) und schnell eine Strecke entlang der Schweißnaht kratzen, um den zweiten Punkt zu schweißen, und so fortfahren, bis alle Schweißpunkte auf der Naht fertiggestellt sind, wie in Abbildung 13 dargestellt.
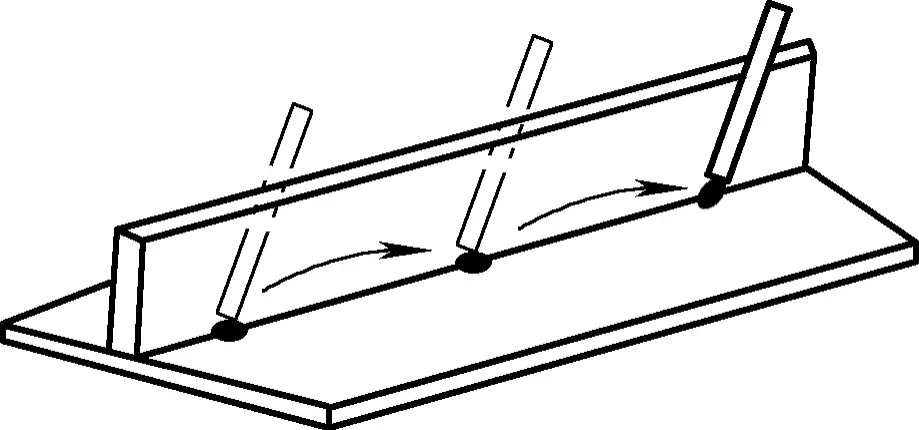
Diese Methode kombiniert häufiges Lichtbogenzünden beim Heftschweißen und Kratzlichtbogenzünden und ermöglicht kontinuierliches Schweißen und Lichtbogenzünden. Sobald es beherrscht wird, kann es die Arbeitseffizienz und die Qualität des Aussehens von Heftschweißungen verbessern.
② Direktes Lichtbogenverfahren.
Bei der Direktzündmethode wird die Elektrode senkrecht zur Schweißnaht positioniert und mit dem Ende der Elektrode direkt auf die Schweißnaht geschlagen, um einen Lichtbogen zu erzeugen. Nach dem Erzeugen des Lichtbogens muss die Elektrode schnell angehoben und gesteuert werden, um einen bestimmten Abstand zum Werkstück einzuhalten und sicherzustellen, dass der Lichtbogen stabil bleibt, wie in Abbildung 14 dargestellt.
Die Schlagkraft, der Landepunkt und die Geschwindigkeit des Anhebens der Elektrode bei der Direktzündmethode sind schwer zu kontrollieren, so dass diese Methode schwer zu beherrschen ist und die Elektrode leicht am Werkstück haften bleibt. In solchen Fällen sollten Sie den Elektrodenhalter schnell schwenken, um die Elektrode vom Werkstück zu lösen. Wenn die Elektrode festsitzt, lassen Sie den Elektrodenhalter los, um die Elektrode zu lösen, und schütteln Sie sie ab, sobald sie abgekühlt ist.
Bei der Methode des direkten Lichtbogens kann die Beschichtung am Ende der Elektrode leicht abfallen, wodurch der Schutz verloren geht und Porosität in der Schweißnaht entsteht. Daher ist bei der Anwendung dieser Methode Vorsicht geboten.
2) Methoden der Elektrodenmanipulation
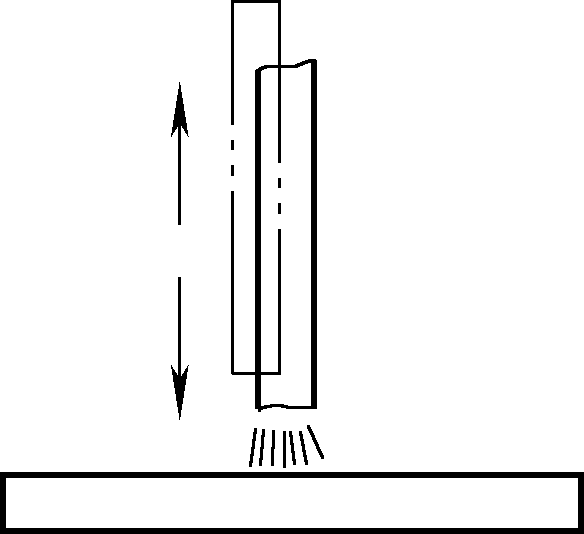
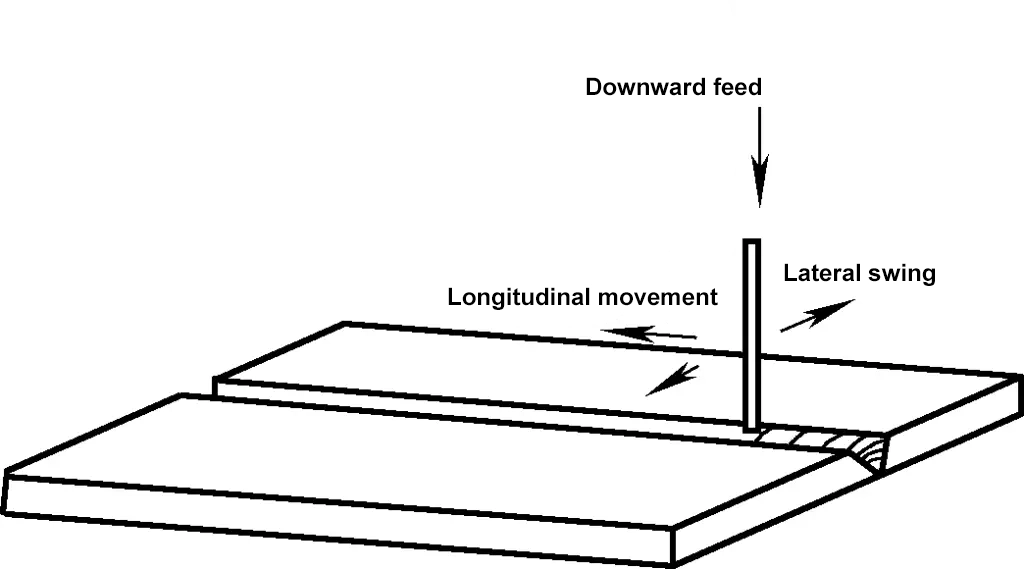
Während des Elektrodenschweißens führt die Elektrode grundlegende Bewegungen in drei Richtungen aus: Vorschub nach unten, seitliches Schwenken und Längsbewegung entlang der Schweißnaht, wie in Abbildung 15 dargestellt.
Der Zweck des Vorschubs der Elektrode nach unten besteht darin, die Schweißnaht zu füllen, wenn die Elektrode schmilzt, und einen kontinuierlichen Lichtbogen zu erhalten. Beim Vorschub nach unten sollte die Auswirkung der Lichtbogenlänge auf die Schweißqualität beachtet werden. Ein zu langer Lichtbogen neigt zum Pendeln, was zu Wärmeverlusten und Lufteintritt führt, wodurch die Schweißnaht porös wird. Eine geeignete Lichtbogenlänge entspricht im Allgemeinen dem Elektrodendurchmesser oder ist etwas kleiner als dieser.
② Das seitliche Schwenken der Elektrode ermöglicht ein vollständiges Aufschmelzen der Werkstückkanten, verbreitert die Schweißnaht und erleichtert das Entweichen von Schlacke und Gas aus dem Schmelzbad, wodurch die Schweißqualität verbessert wird.
③ Die Längsbewegung entlang der Schweißnaht ist die Hauptbewegung zur Bildung der Schweißnaht. Die Geschwindigkeit der Elektrodenbewegung hat großen Einfluss auf die Schweißnahtbildung. Wenn die Geschwindigkeit zu schnell ist, ist das Schmelzen unzureichend; wenn sie zu langsam ist, wird die Schweißnaht zu tief und überhitzt das Werkstück, insbesondere beim Schweißen von dünnen Blechen, was leicht zu Durchbrand führen kann.
Die Kombination der Grundbewegungen in den drei Richtungen bildet die Elektrodenhandhabung beim Lichtbogenschweißen. Es gibt viele Manipulationsmethoden, einschließlich linearer, hin- und hergehender linearer, zickzackförmiger, dreieckiger und kreisförmiger, wie in Abbildung 16 gezeigt.
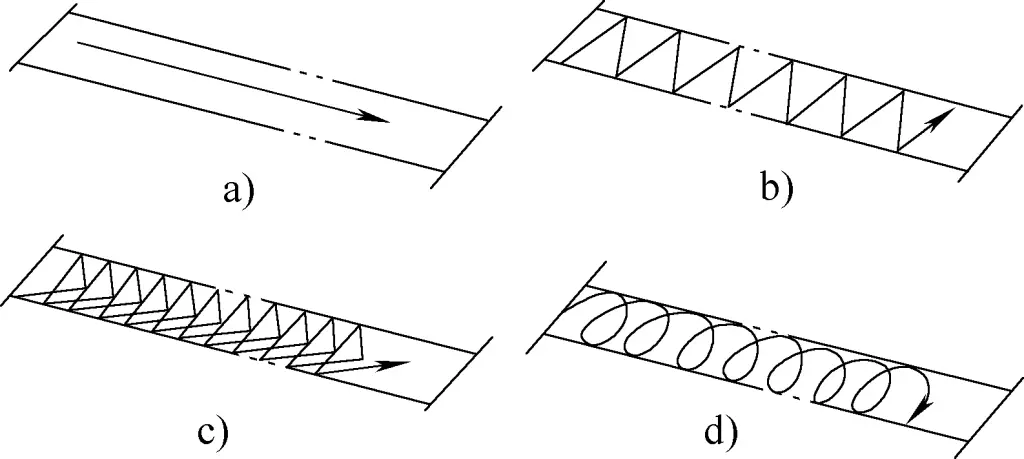
a) Linear
b) Zickzack
c) Dreieckig
d) Kreisförmig
Die Wahl der Elektrodenmanipulationsmethode wird durch verschiedene Faktoren wie Werkstückdicke, Schweißnahtposition, Verbindungsform und Schweißstrom bestimmt. Beim Heftschweißen, das in der Kaltumformung eingesetzt wird, besteht die Manipulation hauptsächlich aus dem Vorschieben und seitlichen Schwenken der Elektrode nach unten, wobei eine kürzere Längsbewegung entlang der Schweißnaht weniger Auswirkungen hat. Daher ist die Handhabung des Heftschweißens relativ einfach zu beherrschen.
3) Methoden der Schweißnahtbearbeitung
Die Nachbearbeitung der Schweißnaht umfasst im Wesentlichen das Zünden des Lichtbogens und die Nachbearbeitung. Die richtige Beherrschung der Nachbearbeitungsmethode kann die Schweißqualität sicherstellen. Die wichtigsten Nachbearbeitungsmethoden sind die folgenden:
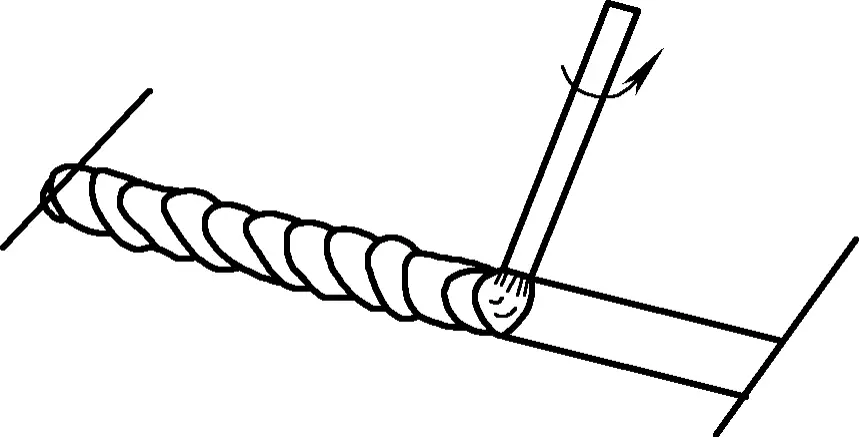
① Kreisförmiges Schlichtungsverfahren.
Die Elektrode führt eine kreisförmige Bewegung an der Nachbearbeitungsstelle aus und unterbricht den Lichtbogen, sobald der Krater gefüllt ist, wie in Abbildung 17 dargestellt. Beim Heftschweißen wird nach dem Zünden des Lichtbogens direkt an der Schweißstelle eine kreisförmige Nachbearbeitung durchgeführt, um ein glattes Schweißbild zu erhalten.
② Rückwärtsgerichtete Methode.
Am Endpunkt bleibt die Elektrode stehen, senkt den Lichtbogen ab und bewegt sich unter Änderung des Elektrodenwinkels rückwärts, wie in Abbildung 18 dargestellt. Die Elektrode bewegt sich von Position 1 zu Position 2 in der Abbildung, und sobald der Krater gefüllt ist, wird der Lichtbogen unterbrochen.
③ Wiederholte Lichtbogenbrechung als Endbearbeitungsmethode.
Bei der Nachbearbeitung wird der Lichtbogen mehrmals in kurzer Zeit gezündet und gelöscht, bis der Krater gefüllt ist. Diese Methode wird häufig beim Schweißen dünner Bleche angewandt.
Basierend auf der räumlichen Position der Werkstückverbindung werden die Schweißpositionen in Flachschweißen, Vertikalschweißen, Horizontalschweißen und Überkopfschweißen unterteilt, die durch unterschiedliche Schweißnahtwinkel und Drehwinkel unterschieden werden können.
1) Flachschweißen
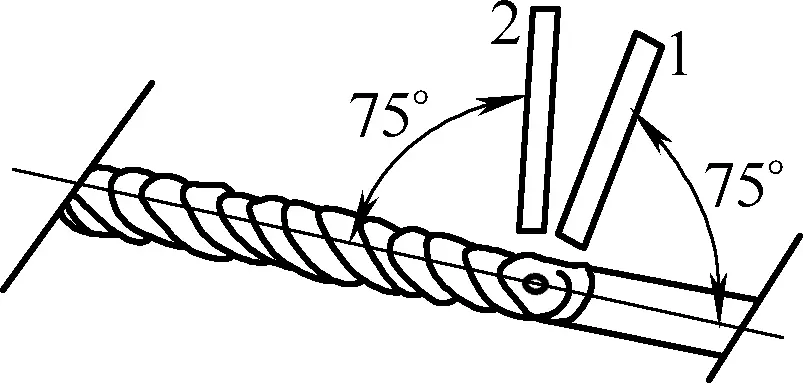
Beim Flachschweißen kann die Schweißnaht von oben betrachtet werden, was die Beobachtung des Lichtbogens und des Schmelzbades erleichtert. Die geschmolzene Elektrode tropft durch die Schwerkraft in das Schmelzbad, wodurch der Schweißvorgang leichter zu kontrollieren ist. Legen Sie daher das Werkstück möglichst flach an, um die Schweißnaht in eine flache Schweißposition zu bringen. Abbildung 19 zeigt den Elektrodenwinkel beim Flachschweißen.
2) Vertikales Schweißen
Beim vertikalen Schweißen befindet sich das Schmelzbad auf einer vertikalen Fläche, und das geschmolzene Metall und die Schlacke neigen dazu, aufgrund der Schwerkraft nach unten zu fließen, was den Schweißvorgang zusätzlich erschwert. Daher sollten die Elektrodenspezifikation und der Schweißstrom für das vertikale Schweißen kleiner gewählt werden, um das Schmelzbadvolumen zu reduzieren, seine Abkühlung zu beschleunigen und zu verhindern, dass das geschmolzene Metall nach unten fließt. Abbildung 20 zeigt den Elektrodenwinkel beim vertikalen Schweißen.
Beim vertikalen Schweißen (einschließlich Heftschweißen) wird im Allgemeinen das Zünden des Lichtbogens verwendet. Dabei wird der Lichtbogen auf einer Seite der Schweißnaht gezündet. Sobald sich der Tropfen von der Elektrode löst, wird der Lichtbogen sofort auf die obere Diagonale der Schweißnaht angehoben und dann auf die andere Seite der Schweißnaht gezogen. Legen Sie eine kurze Pause ein, warten Sie, bis sich der Tropfen von der Elektrode löst, und heben Sie den Lichtbogen dann erneut zur oberen Diagonale. Wiederholen Sie diesen Vorgang, um die Schweißnaht mit Tröpfchen zu füllen, wie in Abbildung 21 dargestellt.
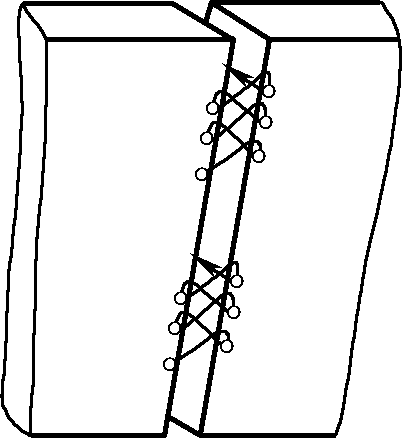
Achten Sie während des Betriebs darauf, dass die Tropfen ausreichend Zeit zum Erstarren haben und versuchen Sie, den Lichtbogen nicht zu unterbrechen.
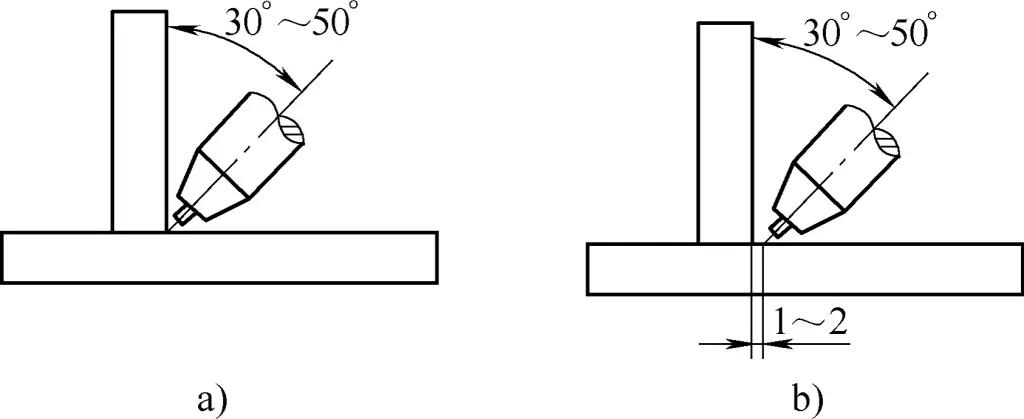
3) Horizontales Schweißen
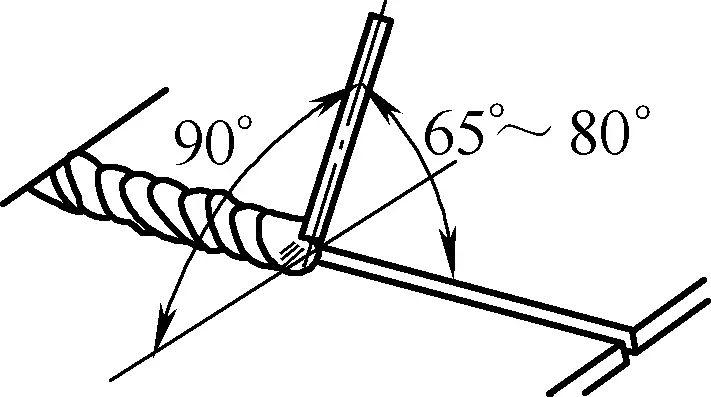
Horizontales Schweißen ist ebenfalls eine Herausforderung, da das geschmolzene Metall und die Schlacke dazu neigen, aufgrund der Schwerkraft nach unten zu fließen, was zu einem Unterschnitt im oberen Teil der Schweißnaht und einer Schweißraupe im unteren Teil führt. Der Elektrodenwinkel beim horizontalen Schweißen ist in Abbildung 22 dargestellt.
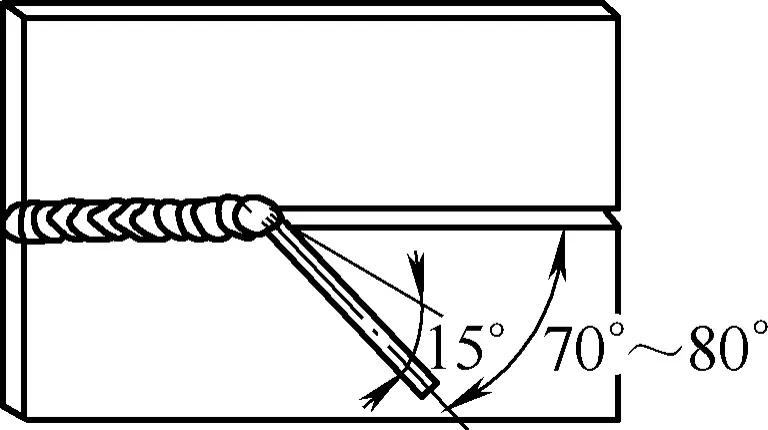
Beim Horizontalschweißen ist die Elektrode in vertikaler Richtung um 15° geneigt und bildet mit der Schweißnaht in horizontaler Richtung einen Winkel von 70° bis 80°, wobei ein kurzer Lichtbogen und eine lineare Hin- und Herbewegung entlang der Schweißnaht verwendet werden. Es ist wichtig, etwas kleinere Elektrodenspezifikationen und Schweißströme zu wählen.
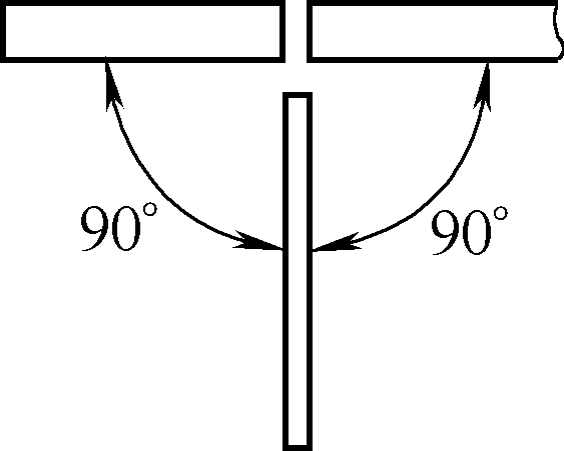
4) Überkopfschweißen
Das Überkopfschweißen ist der schwierigste Vorgang unter den verschiedenen Schweißpositionen, da das Schmelzbad unterhalb der Schweißnaht hängt und die Schwerkraft die Tropfen erheblich beeinflusst, was die Schweißnahtbildung erschwert.
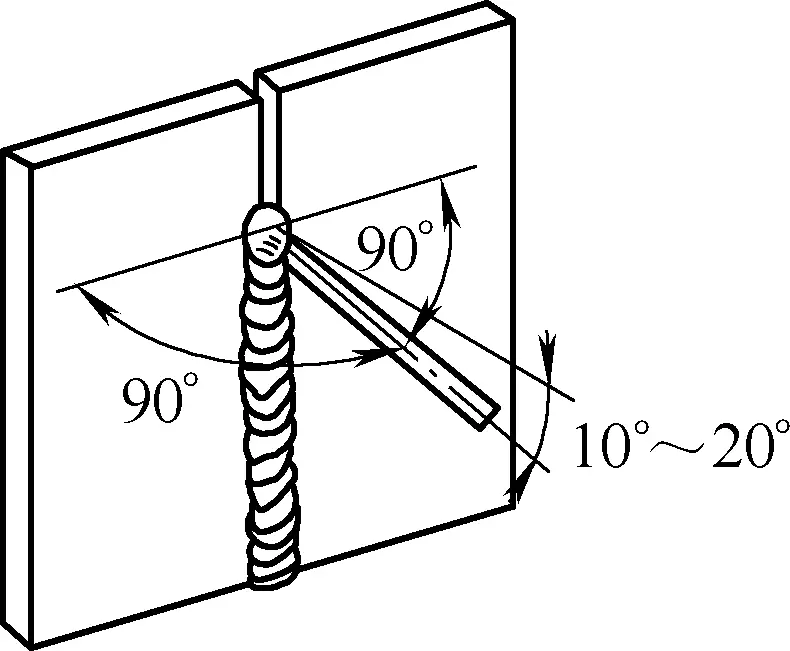
Beim Überkopfschweißen muss der Lichtbogen so kurz wie möglich sein, damit die Tropfen an der Schweißnaht haften. Der beim Überkopfschweißen verwendete Elektrodendurchmesser beträgt im Allgemeinen ϕ3 bis ϕ4 mm, und der Schweißstrom kann etwas größer sein, um die Lichtbogenkraft zu erhöhen. Beim Überkopfschweißen bildet die Elektrode einen 90°-Winkel mit beiden Seiten des Werkstücks, wie in Abbildung 23 dargestellt.
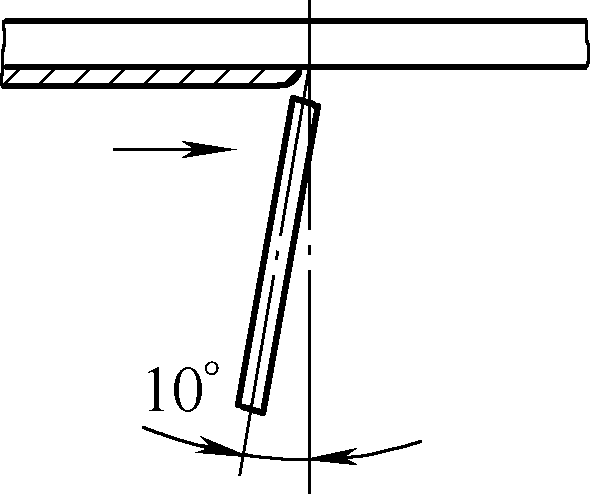
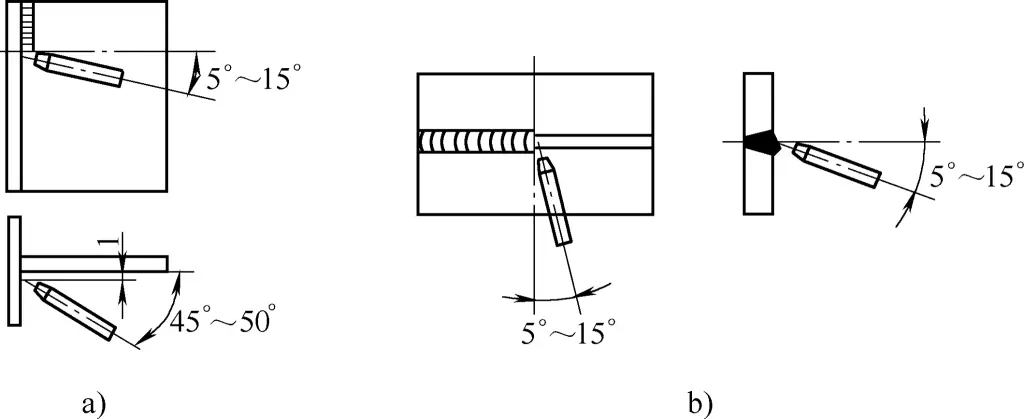
Der Neigungswinkel der Elektrode in Bezug auf die Schweißrichtung wird durch die Einbrandtiefe bestimmt. Wenn ein geringer Einbrand erforderlich ist, um ein Durchbrennen zu vermeiden, wird die Elektrode um etwa 10° entgegen der Schweißrichtung geneigt, wie in Abbildung 24 dargestellt.
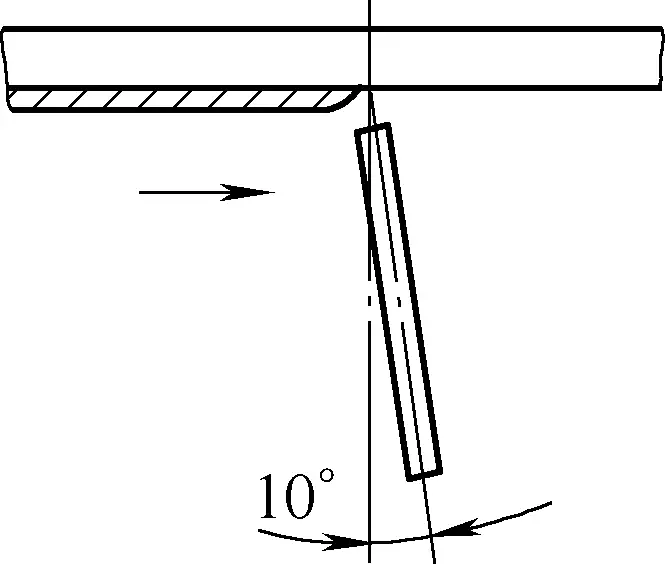
Wenn ein tieferer Einstich erforderlich ist, kippen Sie die Elektrode um etwa 10° in Schweißrichtung, wie in Abbildung 25 dargestellt. Die Elektrode kann in einer geraden Linie oder in einer hin- und hergehenden geraden Linie bewegt werden.
Die richtige Verwendung von Elektroden ist einer der wichtigsten Faktoren zur Gewährleistung der Schweißqualität. Die Anwendung der üblicherweise verwendeten Elektroden ist in Tabelle 5 dargestellt.
Tabelle 5 Anwendung von häufig verwendeten Elektroden (Baustahlelektroden)
| Modell | Marke | Art der Beschichtung | Aktueller Typ | Hauptanwendung |
| E4313 | J421 | Typ mit hohem Titan-Kalium-Gehalt | AC/DC | Zum vertikalen Schweißen nach unten und zum intermittierenden Schweißen von dünnen Kohlenstoffstahlblechen |
| F4303 | J422 | Titan-Kalzium-Typ | AC/DC | Schweißen von größeren Konstruktionen aus kohlenstoffarmen Stählen und niedrig legierten Stählen der gleichen Festigkeitsklasse |
| E5016 | J506 | Typ mit niedrigem Wasserstoffgehalt und Kalium | AC/DC | Schweißen von Stahl mit mittlerem Kohlenstoffgehalt und einigen wichtigen niedrig legierten Stahlkonstruktionen, wie Q345 usw. |
| E5015 | J507 | Natriumtyp mit niedrigem Wasserstoffgehalt | DC | Schweißen von Stahl mit mittlerem Kohlenstoffgehalt und wichtigen niedrig legierten Stahlkonstruktionen wie Q345 usw. |
| E5015-G | J507R | Natriumtyp mit niedrigem Wasserstoffgehalt | DC | Für das Schweißen von Druckbehältern |
| E5015-G | J507RH | Natriumtyp mit niedrigem Wasserstoffgehalt | DC | Zum Schweißen von wichtigen Konstruktionen aus niedrig legiertem Stahl, wie z. B. Schiffen, Hochdruck-Pipelines und Plattformen |
Während des Schweißens müssen die Elektroden getrocknet und ordnungsgemäß gelagert werden, um die Schweißqualität zu gewährleisten. Bei basischen Elektrodenumhüllungen wird Wasserglas als Bindemittel verwendet, während bei sauren Elektroden organische Stoffe als Bindemittel und Holzpulver als Gasbildner eingesetzt werden. Diese Faktoren bestimmen, dass die Trocknungstemperatur der Elektroden nicht zu hoch sein sollte. Die Trocknungstemperaturen für verschiedene Elektroden sind in Tabelle 6 aufgeführt.
Tabelle 6 Trocknungstemperaturen von Elektroden
| Elektroden-Typ | Trocknungstemperatur/℃ | Isolierzeit/h | Maximale Trocknungszeiten | Isolierungstemperatur während der Nutzung/℃ |
| Basische Elektrode | 350~400 | 1 | 3 | 100 |
| Saure Elektrode | 150 | 1 | 3 | 100 |
| Elektrode aus rostfreiem Stahl | 220~250 | 1 | 3 | 100 |
| Elektrode vom Typ Zellulose | 100~120 | 1 | 3 | 80~100 |
Nach dem Trocknen müssen die Elektroden in einen Elektrodenisolierbehälter gelegt werden. Nach der Entnahme einer Elektrode sollte der Behälter sofort abgedeckt werden, um zu verhindern, dass die getrocknete Elektrode durch die Feuchtigkeit in der Luft wieder Feuchtigkeit aufnimmt.
Beim Elektroden-Lichtbogenschweißen besteht der Sicherheitsschutz vor allem darin, einen elektrischen Schlag zu verhindern, die Lichtbogenstrahlung zu vermeiden und für Belüftung und Staubabsaugung zu sorgen.
Es gibt zwei Arten von Stromschlagunfällen bei Schweißarbeiten: den direkten Stromschlag, bei dem es zu einem Kontakt mit stromführenden Teilen kommt, und den indirekten Stromschlag, bei dem es zu einem Kontakt mit nicht stromführenden Teilen kommt, die aufgrund einer Beschädigung der Isolierung oder eines Gerätefehlers stromführend werden.
Zu den wichtigsten Formen direkter elektrischer Schläge beim Schweißen gehören: Kontakt mit stromführenden Teilen wie Schweißzangen und Elektroden beim Auswechseln von Elektroden oder Werkstücken; schlechte Isolierung zwischen den Füßen oder anderen Körperteilen und dem Boden oder Metallstrukturen, wie z. B. beim Schweißen in Behältern, Rohrleitungen, an regnerischen, feuchten Orten oder bei starkem Schwitzen, was leicht zu einem elektrischen Schlag führen kann; Kontakt mit freiliegenden stromführenden Klemmen, Klemmposten, Drähten usw., was zu einem elektrischen Schlag führt; Schweißen in der Nähe von Hochspannungsnetzen, was zu Durchschlagsentladungen aufgrund der großen Nähe führt.
Indirekte Stromschläge beim Schweißen sind vor allem auf Leckagen in der Ausrüstung zurückzuführen, wie z. B.: Leckagen in der Ausrüstung aufgrund von Überlastung, interner Kurzschlusserwärmung, die zu einer verminderten Isolierleistung führt; Leckagen aufgrund von Schäden an der Spulenisolierung durch Regen oder Feuchtigkeit; Leckagen aufgrund von Schäden an der Isolierung von Drähten und Kabeln usw.
Zu den Maßnahmen zur Verhinderung von Leckagen gehören vor allem: die strikte Einhaltung von Betriebsverfahren; das korrekte Tragen von Schutzkleidung während des Schweißens; eine zuverlässige Erdung des Gehäuses der Schweißanlage, so dass bei Leckagen des Gehäuses der Erdungswiderstand sehr gering ist (≤4Ω) und eine Schleife zwischen dem Gehäuse der Anlage und dem Erdungsdraht gebildet wird, so dass der meiste Strom durch diese Schleife und nicht durch den menschlichen Körper fließt und somit ein elektrischer Schlag verhindert wird; die Auswahl von qualifizierten Drähten und Kabeln und verstärkte Sicherheitsinspektionen in der Produktion.
Um die Gefahren von Lichtbogenstrahlung und Funkenverbrennungen zu vermeiden, ist es notwendig, die richtige Schutzkleidung zu tragen, einen für die Arbeitsbedingungen geeigneten Farbton zu wählen und einen Lichtbogenschutzraum oder -schirm am Schweißplatz einzurichten. Die Abschirmung sollte aus schwer entflammbarem Material bestehen, die Oberfläche schwarz oder grau gestrichen sein und eine Höhe von 1,8 m nicht unterschreiten, mit einem 25 cm breiten Spalt an der Unterseite für die Luftzirkulation.
Schweißer sollten Arbeitskleidung aus Baumwollgewebe und keine Arbeitskleidung aus synthetischen Fasern tragen. Der verwendete Gesichtsschutz sollte das Gesicht und die Ohren bedecken und keine Lichtlecks aufweisen.
Belüftung und Staubabsaugung sind wichtige Schutzmaßnahmen, um die Schädigung des menschlichen Körpers durch Schweißrauch und schädliche Gase zu verhindern. Daher sollte eine umfassende und lokale Belüftung gut umgesetzt werden.
Die umfassende Belüftung erfolgt über ein mechanisches Belüftungssystem mit Kanälen und Ventilatoren für die gesamte Werkstatt. Es sollte die Methode des induzierten Rauchabzugs oder der Blow-Suction-Belüftung angewendet werden.
Die örtliche Belüftung wird durch eine örtliche Absaugung erreicht, bei der Schweißrauch und schädliche Gase von der Absaughaube effektiv abgesaugt werden. Zu den lokalen Lüftungseinrichtungen gehören Rauchabzugshauben, tragbare kleine Ventilatoren, Druckluftejektoren sowie Rauch- und Staubabsauganlagen.
Bei der Verwendung einer lokalen Absaugung sollte die Windgeschwindigkeit in der Nähe des Schweißbereichs auf 30 m/Min. begrenzt werden, um sicherzustellen, dass der Lichtbogen nicht unterbrochen wird. Um die Anforderungen an den Brandschutz zu erfüllen, sollte der Abstand zwischen brennbaren und explosiven Materialien und der Schweißzündquelle während des Schweißens nicht weniger als 10 m betragen.
Das Schutzgasschweißen, abgekürzt als "Gas-Elektro-Schweißen", ist ein Lichtbogenschweißverfahren, bei dem Gas als Schutzmedium verwendet wird. CO2 Beim Schutzgasschweißen wird CO2 als Schutzgas. Als Elektrode wird ein Schweißdraht verwendet, und der zwischen dem Schweißdraht und dem Werkstück erzeugte Lichtbogen bringt das Metall zum Schmelzen, was ein automatisches oder halbautomatisches Schweißen ermöglicht.
CO2 Schutzgasschweißen hat Vorteile wie niedrige Kosten, gute Qualität und hohe Produktivität. Es ist weit verbreitet in Branchen wie Schiffbau, Automobilbau, Schienenfahrzeuge und landwirtschaftliche Maschinen, vor allem für das Schweißen von kohlenstoffarmem Stahl und niedrig legiertem Baustahl.
Abbildung 26 zeigt das Funktionsprinzip der CO2 Schutzgasschweißen. Beim Schweißen wird CO2 Gas wird durch die Düse um den Schweißdraht gesprüht und bildet einen lokalen Gasschutz um den Lichtbogen, der die Tropfen und das Schmelzbad mechanisch von der Luft isoliert und einen stabilen Schweißprozess und qualitativ hochwertige Schweißnähte gewährleistet.
1-Arbeitsstück
2-Schweißen
3-Schmelztiegel
4-Bogen
5-Düse
6-Schweißdraht
7-CO2 Schutzgasfluss
Bei der Herstellung und Verarbeitung von Blechteilen wird derzeit eher das halbautomatische Schweißen eingesetzt, bei dem der Schweißdraht automatisch von einer Maschine zugeführt wird und der Schweißer den Schweißbrenner zur Bedienung hält.
Die Hauptbestandteile von CO2 Schutzgasschweißgeräte sind in Abbildung 27 dargestellt. Beim Schweißen wird der Schweißdraht durch den Drahtvorschubmechanismus 5 über den Drahtvorschubschlauch 4 und die Stromdüse 2 zugeführt. CO2 Gas wird mit einer bestimmten Durchflussmenge aus der Düse gesprüht. Sobald der Lichtbogen gezündet ist, sind das Ende des Schweißdrahtes, der Lichtbogen und das Schmelzbad von CO2 Gas, um die schädlichen Auswirkungen der Luft auf das Metall zu verhindern.
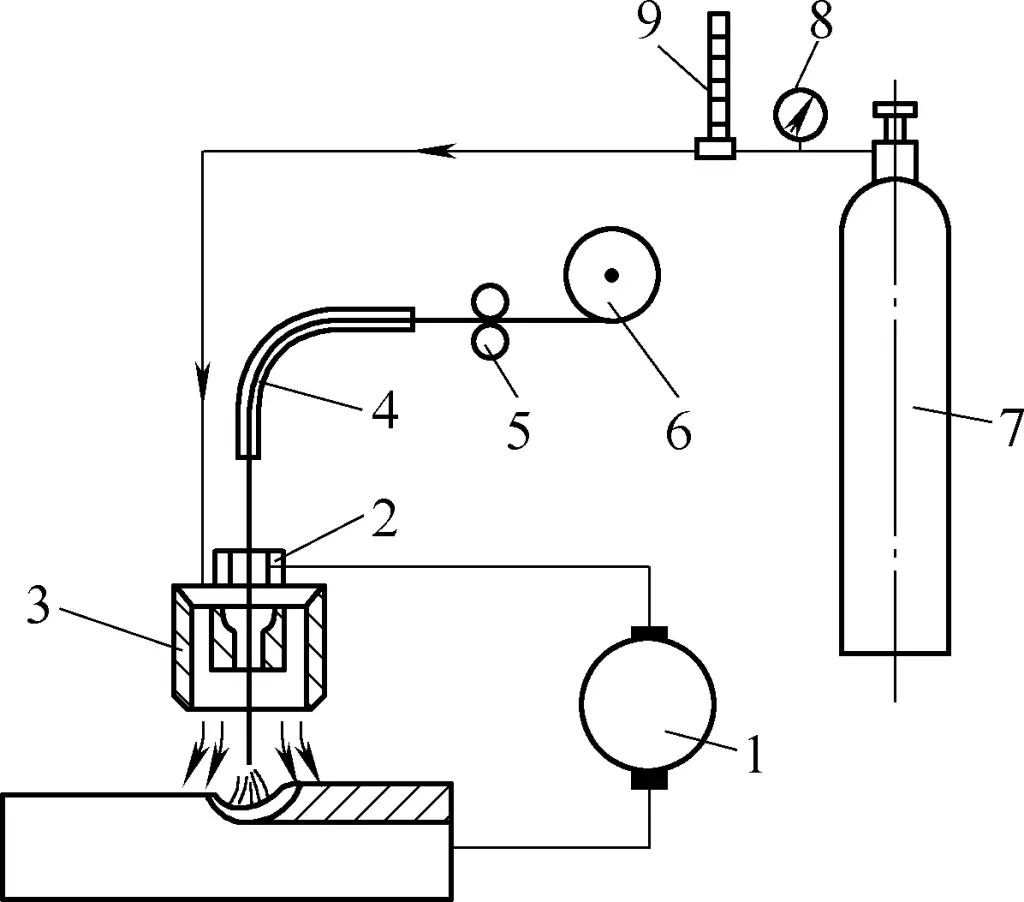
1-Bogen-Schweißstromquelle
2-Kontakt-Spitze
3-Schweißbrenner-Düse
4-Draht-Zuführungsschlauch
5-Draht-Zuführungsmechanik
6-Schweißdrahttrommel
7-CO2 Gasflasche
8-Druckregler
9-Durchflussmesser
Die Modelle der CO2 Schutzgasschweißmaschinen umfassen hauptsächlich NBC-200, NBC-250, NBC-315, NBC-350, NBC-500, etc. Das typische Aussehen der NBC-Serie CO2 Abbildung 28 zeigt eine integrierte Schweißmaschine und Abbildung 28b zeigt eine geteilte Schweißmaschine.
Beim Schweißen dient der Schweißdraht als Zusatzwerkstoff oder gleichzeitig als leitender Metalldraht. Er ist ein Schweißmaterial für verschiedene Schweißverfahren wie Schutzgasschweißen, Argonlichtbogenschweißen und Elektroschlackeschweißen.
Die Klassifizierung von Schweißdrähten ist in der Regel wie folgt: ① Nach dem Schweißverfahren lassen sie sich unterteilen in CO2 Schutzgasschweißdraht, Wolfram-Inertgas-Schweißdraht, Schmelz-Inertgas-Schweißdraht, Unterpulverschweißen ② Nach Form und Struktur können sie in Massivdraht, Fülldraht und Aktivdraht usw. unterteilt werden; ③ Nach verwendbaren Metallmaterialien können sie in kohlenstoffarmen Stahldraht, niedrig legierten Stahldraht, hart legierten Auftragsdraht, Aluminiumdraht, Kupferdraht und Gusseisendraht usw. unterteilt werden.
Die richtige Auswahl der Schweißspezifikationen ist entscheidend für die CO2 Schutzgasschweißen. Sie wirkt sich nicht nur direkt auf die Qualität der Schweißnaht, sondern auch auf die Menge der Metallspritzer aus.
Beim Schutzgasschweißen wird zur Gewährleistung eines stabilen Lichtbogens in der Regel Gleichstrom mit umgekehrter Polarität verwendet, wobei das Werkstück mit der negativen Elektrode und die Schweißpistole mit der positiven Elektrode verbunden wird. Nur beim Auftragschweißen oder bei der schweißtechnischen Reparatur von Stahlgussteilen wird die positive Anschlussmethode verwendet.
Die Lichtbogenspannung ist ein wichtiger Faktor, der die Tropfenübertragung, die Metallspritzer, die Kurzschlussfrequenz, die Brenndauer des Lichtbogens und die Schweißnahtbreite beeinflusst. Beim Hochstromschweißen liegt die Lichtbogenspannung im Allgemeinen bei 30-50 V.
Im Allgemeinen nimmt mit steigendem Schweißstrom die Einbrandtiefe deutlich zu, und auch die Schweißnahtbreite und die Verstärkung nehmen entsprechend zu. Die Größe des Schweißstroms sollte auf der Grundlage der Dicke des Werkstücks, des Schweißdrahtmaterials, des Schweißdrahtdurchmessers, der räumlichen Position der Schweißnaht und der gewünschten Tropfenübertragungsform ausgewählt werden.
Mit zunehmender (oder abnehmender) Schweißgeschwindigkeit nehmen Breite, Verstärkung und Eindringtiefe der Schweißnaht entsprechend ab (oder zu).
Die Schweißdrahtauszugslänge bezieht sich auf die Länge des Schweißdrahtes, der während des Schweißens aus der Stromdüse herausragt. Im Allgemeinen wird bei dünnem Draht CO2 Schutzgasschweißen, die Verlängerungslänge beträgt 8-14 mm; für dicken Draht CO2 Schutzgasschweißen, die Verlängerungslänge beträgt 10-20 mm.
Die CO2 Gasfluss sollte auf der Grundlage des Schweißstroms, der Schweißgeschwindigkeit, der Drahtverlängerungslänge und des Düsendurchmessers ausgewählt werden. Wenn der Schweißstrom groß, die Schweißgeschwindigkeit schnell und die Drahtverlängerung lang ist, ist der CO2 Gasstrom sollte entsprechend größer sein. Im Allgemeinen wird der CO2 Der Gasdurchfluss liegt zwischen 8 und 25 l/min.
Von den oben genannten Spezifikationsparametern sind einige grundsätzlich festgelegt, wie z. B. die Polarität, die Drahtverlängerungslänge und der Gasfluss. Daher ist die Auswahl der CO2 Bei den Spezifikationen für das Schutzgasschweißen geht es hauptsächlich um die Wahl von Parametern wie Drahtdurchmesser, Schweißstrom, Lichtbogenspannung und Schweißgeschwindigkeit. Die Auswahl dieser Parameter sollte auf der Grundlage der tatsächlichen Bedingungen wie Werkstückdicke, Fugenform und Schweißposition umfassend berücksichtigt werden. Tabelle 7 zeigt die üblicherweise verwendeten halbautomatischen CO2 Parameter der Schutzgasschweißung.
Tabelle 7 Häufig verwendete halbautomatische CO2 Parameter der Schutzgasschweißung
Dicke/mm | Gemeinsames Formular | Montageabstand b/mm | Drahtdurchmesser/mm | Schweißstrom/A | Lichtbogenspannung/V | Gasdurchfluss/(L/min) |
| ≤1.2 |  | ≤0.3 | 0.6 | 30~50 | 18~19 | 6~7 |
| 1.5 | 0.7 | 60~80 | 19~20 | 6~7 | ||
| 2 | 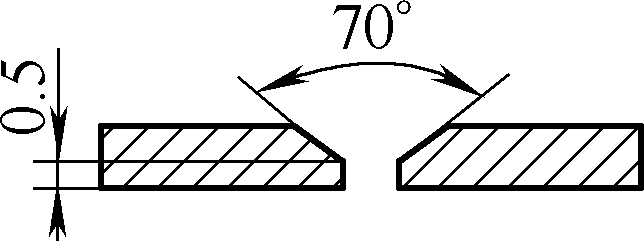 | ≤0.5 | 0.8 | 80~100 | 20~21 | 7~8 |
| 2.5 | ||||||
| 3 | 0.8~0.9 | 90~115 | 21~23 | 8~10 | ||
| 4 | ||||||
| ≤1.2 | 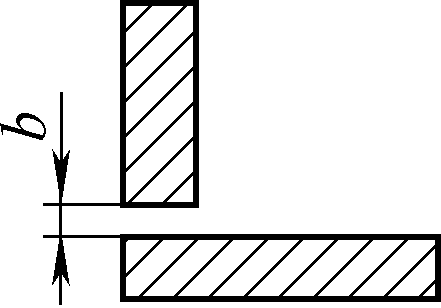 | ≤0.3 | 0.6 | 35~55 | 19~20 | 6~7 |
| 1.5 | 0.7 | 65~85 | 20~21 | 8~10 | ||
| 2 | ≤0.5 | 0.7~0.8 | 80~100 | 21~22 | 10~11 | |
| 2.5 | 0.8 | 90~110 | 22~23 | 10~11 | ||
| 3 | 0.8~0.9 | 95~115 | 21~23 | 11~13 | ||
| 4 | 0.8~0.9 | 100~120 | 21~23 | 13~15 |
CO2 Schutzgasschweißverfahren können nach der Bewegungsrichtung des Schweißbrenners (nach links oder rechts) in Linksschweißen (siehe Abbildung 29a) und Rechtsschweißen (siehe Abbildung 29b) unterteilt werden.
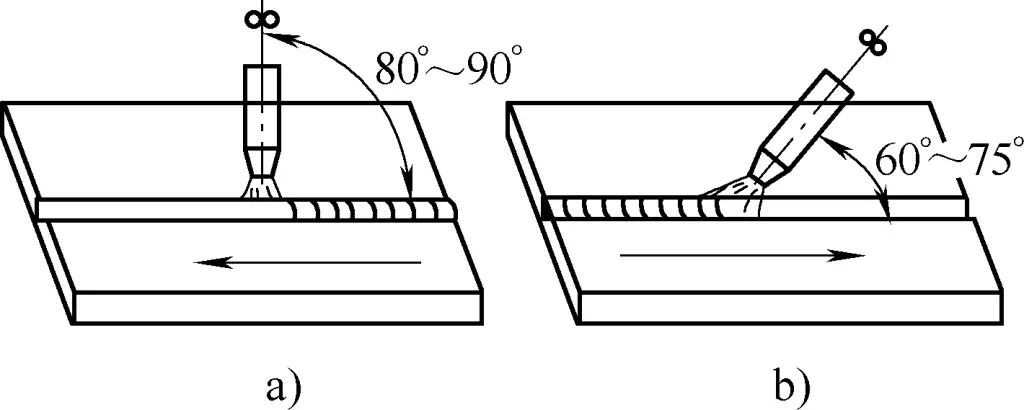
Beim Rechtsschweißverfahren sind die Sichtbarkeit des Schmelzbades und die Schutzgaswirkung relativ gut, aber der Nahtspalt ist während des Schweißens schlecht zu beobachten, was leicht zu Schweißabweichungen führen kann. Da der Schweißdraht direkt auf das Schmelzbad gerichtet ist, hat der Lichtbogen außerdem eine scheuernde Wirkung auf das Schmelzbad. Bei unsachgemäßem Betrieb kann dies zu einer übermäßigen Höhe des Schweißwulstes führen und die Schweißnahtbildung beeinträchtigen.
Beim Linksschweißen versperrt die Düse nicht die Sicht des Schweißers, so dass die Naht klar zu sehen ist und weniger leicht abweicht. Außerdem ist eine größere Schmelzbreite möglich, was zu einer glatten und ästhetisch ansprechenden Schweißnaht führt. Daher wird in der Regel das linksgerichtete Schweißverfahren verwendet. In der Zwischenzeit muss der Schweißer den Winkel zwischen dem Schweißbrenner und dem Werkstück sowie die Höhe der Düse richtig steuern, um eine geeignete relative Position zwischen dem Brenner und dem Werkstück zu erhalten.
Während der CO2 Beim Schutzgasschweißen ist darauf zu achten, dass sich der Arm, der den Brenner hält, in einem natürlichen Zustand befindet und das Handgelenk den Brenner für die verschiedenen Vorgänge flexibel und frei bewegen kann. Die Arbeitshaltungen für verschiedene Schweißpositionen beim CO2 Schutzgasschweißen sind in Abbildung 30 dargestellt.
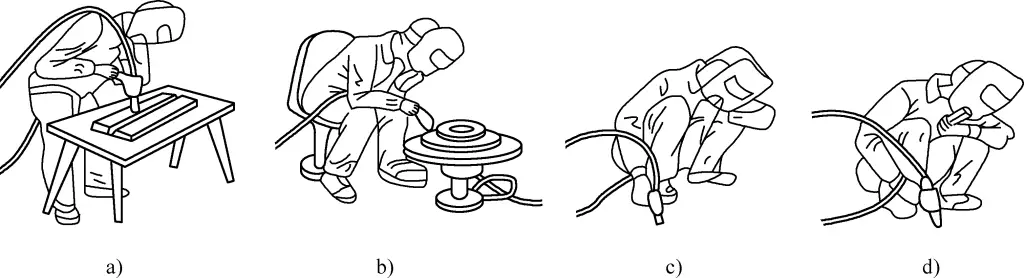
a) Schweißen im Stehen
b) Schweißen in sitzender Position
c) Schweißerhaltung nach links
d) Schweißhaltung nach rechts
Ähnlich wie beim Lichtbogenschweißen mit Stabelektroden sind Lichtbogenzündung, Lichtbogenbewegung und Lichtbogenbeendigung die grundlegendsten Vorgänge beim CO2 Schutzgasschweißen, aber die Arbeitstechniken unterscheiden sich vom Lichtbogenschweißen mit Stabelektroden.
1) Lichtbogenauslösung
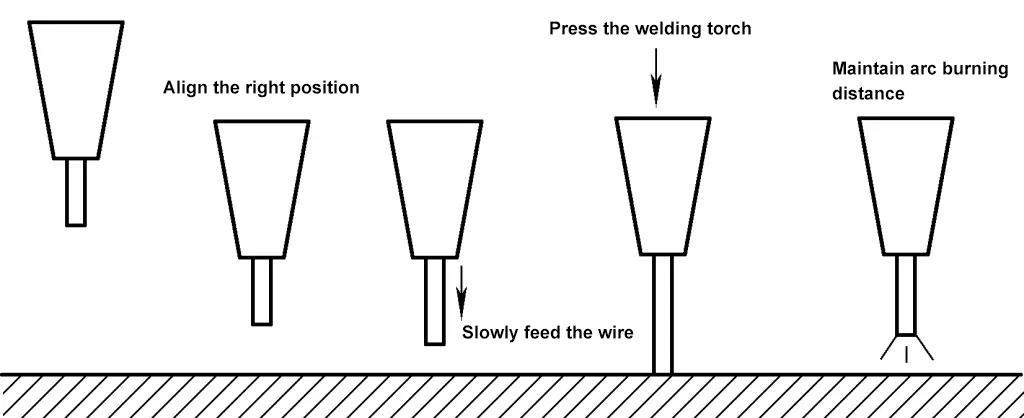
Die spezifischen Schritte zur Zündung des Lichtbogens sind: Zunächst wird durch Betätigung des Tippschalters an der Fernsteuerungsbox oder des Steuerschalters am Schweißbrenner ein Abschnitt des Schweißdrahtes ausgefahren, wobei darauf zu achten ist, dass die ausgefahrene Länge geringer ist als der Abstand, der zwischen der Düse und dem Werkstück eingehalten werden muss. Setzen Sie dann den Schweißbrenner wie gewünscht am Lichtbogenzündpunkt an (unter Beibehaltung eines geeigneten Winkels und einer geeigneten Düsenhöhe) und achten Sie darauf, dass das Ende des Schweißdrahtes das Werkstück nicht berührt, wobei die Düsenhöhe durch den Schweißstrom bestimmt wird.
Wenn die Bedienung nicht geübt ist, halten Sie den Brenner am besten mit beiden Händen. Drücken Sie abschließend den Steuerschalter am Schweißbrenner, und die Schweißmaschine wird automatisch Gas zuführen und den Stromanschluss verzögern. Halten Sie die Hochspannung aufrecht, und wenn der Schweißdraht das Werkstück berührt und einen Kurzschluss verursacht, wird der Lichtbogen automatisch gezündet.
Bei einem Kurzschluss neigt der Schweißbrenner dazu, sich automatisch anzuheben. Üben Sie beim Zünden des Lichtbogens leichten Druck auf den Brenner aus, um zu verhindern, dass er sich zu stark anhebt und der Lichtbogen aufgrund einer zu großen Lichtbogenlänge erlischt. Der gesamte Vorgang der Lichtbogenzündung ist in Abbildung 31 dargestellt.
2) Bogenbewegung
Um die Breite der Schweißnaht zu kontrollieren und die Qualität der Verschmelzung zu gewährleisten, wird CO2 Beim Schutzgasschweißen muss der Schweißbrenner ähnlich wie beim Lichtbogenschweißen mit Stabelektrode seitliche Schwingungen ausführen. Um die Wärmeeinbringung und die Wärmeeinflusszone zu reduzieren und die Verformung zu minimieren, sollten im Allgemeinen keine großen seitlichen Schwingungen ausgeführt werden, um eine breite Schweißnaht zu erzielen. Stattdessen sollte bei dicken Blechen ein mehrlagiges Mehrlagenschweißen angewendet werden. Die wichtigsten Oszillationsformen und Anwendungsbereiche des Schweißbrenners sind in Tabelle 8 aufgeführt.
Tabelle 8 Hauptschwingungsformen und Anwendungsbereiche des Schweißbrenners
Anwendungsbereich und wichtige Punkte | Form der Oszillation |
Wurzelpass für dünne und mitteldicke Platten |  |
Wenn an der Wurzel von dünnen Platten ein Spalt vorhanden ist oder wenn die Nut eine Stahlstützplatte hat |  |
Kleiner Rillen- oder Wurzeldurchgang für mitteldicke Platten, mit einer 0,5s-Pause auf beiden Seiten der Rille Links und rechts |  |
Seitliche Oszillation nach der zweiten Lage beim Schweißen dicker Bleche, mit einer Pause von 0,5s auf beiden Seiten der Fuge |  |
Erste Lage beim Mehrlagenschweißen | 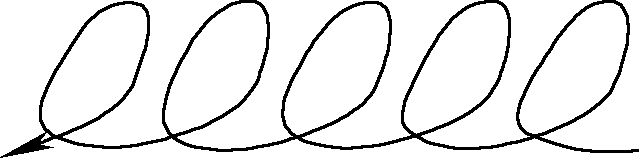 |
Wenn die Rille groß ist, mit einer 0,5-s-Pause auf beiden Seiten der Rille |  |
3) Lichtbogenabschluss
CO2 Schutzgasschweißmaschinen verfügen über einen Kraterkontrollkreis. Wenn der Schweißbrenner am Lichtbogenabschlusspunkt anhält, wird dieser Schaltkreis gleichzeitig aktiviert, wodurch der Schweißstrom und die Lichtbogenspannung automatisch abnehmen, und der Strom wird abgeschaltet, sobald das Schmelzbad gefüllt ist.
Wenn die Schweißmaschine nicht über einen Kraterkontrollkreis verfügt oder wenn der Kraterkontrollkreis aufgrund eines zu geringen Schweißstroms nicht verwendet wird, hält der Schweißbrenner am Lichtbogenabschlusspunkt an und kann den Lichtbogen wiederholt unterbrechen, bevor das Schmelzbad erstarrt. Es kann erforderlich sein, den Lichtbogen mehrmals zu zünden, bis der Krater gefüllt ist. Wenn das Schmelzbad vor der Zündung des Lichtbogens erstarrt ist, kann es zu einem fehlenden Schmelzpunkt und zu Porositätsfehlern kommen.
Halten Sie beim Beenden des Lichtbogens am Krater kurz inne und heben Sie dann den Schweißbrenner langsam an. Auf diese Weise kann das geschmolzene Metall den Krater ausfüllen und es wird sichergestellt, dass das geschmolzene Metall vor der Erstarrung noch durch Gas geschützt ist. Wenn der Lichtbogen zu schnell beendet wird, kann es im Krater zu Rissen und Porosität kommen.
Bei den Schweißpositionen für Bleche wird unterschieden zwischen Flachschweißen, Horizontalschweißen und Vertikalschweißen usw. Für die verschiedenen Schweißpositionen ist bei der Durchführung von CO2 Schutzgasschweißarbeiten.
1) Flachschweißen
Beim Stumpfschweißen von flachen Blechen wird in der Regel das Linksschweißverfahren angewendet. Beim Stumpfschweißen von dünnen Blechen bewegt sich der Schweißbrenner in einer geraden Linie. Wenn ein Spalt vorhanden ist, kann der Brenner entsprechende seitliche Schwingungen ausführen, aber die Amplitude sollte nicht zu groß sein, um die Schutzgaswirkung auf das Schmelzbad nicht zu beeinträchtigen. Beim Stumpfschweißen von V-Nuten aus mittelgroßen und dicken Blechen sollte die Wurzellage geradlinig verlaufen, und beim Schweißen der oberen Lagen kann der Brenner entsprechende seitliche Schwingungen ausführen.
Für das Kehlnaht- und Überlappungsschweißen kann entweder das links- oder rechtsgerichtete Schweißverfahren verwendet werden, wobei das rechtsgerichtete Verfahren zu einem volleren Aussehen führt. Während des Schweißens sollte der Winkel des Schweißbrenners auf der Grundlage der Blechdicke und der Größe des Schweißschenkels gesteuert werden. Beim T-Stoß-Kehlnahtschweißen von Werkstücken ungleicher Dicke sollte der Lichtbogen in Richtung des dickeren Blechs geneigt werden, um eine gleichmäßige Erwärmung beider Bleche zu gewährleisten.
Beim Schweißen von Blechen gleicher Dicke kann der Schweißbrenner bei einem Schweißschenkel von weniger als 5 mm direkt auf die Ecke gerichtet werden, wie in Abbildung 32a dargestellt. Wenn der Schweißschenkel größer als 5 mm ist, muss der Brenner horizontal um 1-2 mm versetzt werden, wobei ein Winkel von 75°-80° zur Schweißrichtung beibehalten werden muss, wie in Abbildung 32b gezeigt.
2) Vertikales und horizontales Schweißen
Es gibt zwei Methoden für das vertikale Schweißen: Eine Methode ist das Schweißen von unten nach oben, was zu einem größeren Einbrand führt. Durch dreieckige Schwingungen während des Schweißvorgangs kann die Breite der Schmelze gesteuert und die Schweißnahtbildung verbessert werden. Dieses Verfahren wird im Allgemeinen für das Feindrahtschweißen von mittleren und dicken Blechen verwendet. Die andere Methode ist das Schweißen von oben nach unten, das schnell und bequem ist und zu einer glatten und ästhetisch ansprechenden Schweißnaht führt, aber einen geringen Einbrand und eine schwächere Verbindungsfestigkeit aufweist und im Allgemeinen für das Schweißen dünner Bleche verwendet wird.
Beim horizontalen Schweißen wird meist nach links geschweißt, wobei der Schweißbrenner lineare Bewegungen oder kleine Hin- und Herbewegungen ausführt. Die Abbildungen 33a und 33b zeigen die relative Position des Schweißbrenners und des Werkstücks beim vertikalen bzw. horizontalen Schweißen.
3) Überkopfschweißen
Beim Überkopfschweißen sollten dünnerer Schweißdraht, ein geringerer Schweißstrom und ein kurzer Lichtbogen verwendet werden, um die Stabilität des Schweißprozesses zu erhöhen. Das CO2 Gasdurchfluss sollte auch etwas größer sein als beim flachen und vertikalen Schweißen.
Beim Überkopfschweißen von dünnen Blechen werden im Allgemeinen Pendelschwingungen mit kleiner Amplitude verwendet. Beim Überkopfschweißen von mittleren und dicken Blechen sollten entsprechende seitliche Schwingungen ausgeführt werden, und auf beiden Seiten der Naht oder Nut sollte eine kurze Pause eingelegt werden, um zu verhindern, dass sich die Schweißraupe in der Mitte wölbt und das flüssige Metall nach unten fließt. Die räumliche Position des Schweißbrenners beim Überkopfschweißen ist in Abbildung 34 dargestellt.
Da CO2 ist ein oxidierendes Gas, das sich bei hohen Lichtbogentemperaturen in CO und O zersetzen kann, was zum Verlust von Kohlenstoff, Mangan, Silizium und anderen Legierungselementen im Stahl führt. Um die Legierungselemente in der Schweißnaht zu erhalten, sollten Schweißdrähte mit höherem Mangan- und Siliziumgehalt aus kohlenstoffarmem Stahl oder legierte Stahldrähte mit entsprechenden Legierungselementen verwendet werden. Zum Beispiel wird H08MnSiA-Draht üblicherweise zum Schweißen von kohlenstoffarmem Stahl und H08Mn2SiA-Draht zum Schweißen von niedrig legiertem Baustahl verwendet.
Tabelle 9 enthält die empfohlenen Schweißdrähte für gängige Metallwerkstoffe bei Verwendung von CO2 Schutzgasschweißen oder Argon-Lichtbogenschweißen.
Tabelle 9 Empfohlene Schweißdrähte für gängige metallische Werkstoffe bei Verwendung von CO2 Schutzgasschweißen oder Argon-Lichtbogenschweißen
| Klasse | CO2 Schutzgasschweißen | Argon-Lichtbogenschweißen |
| Q235AF, Q235A, Q235B, Q235C, 20, Q245R | H08MnSi | |
| Q345, Q345R | H08Mn2SiA | H10MnSi |
| 14Cr1MoR | H08Mn2SiA | H08Mn2SiA |
| 12CrMo, 12CrMoG | - | H08CrMoA |
| 15CrMoG, 15CrMoR | - | H13CrMoA |
| 12Cr1MoV, 12Cr1MoVG | - | H08CrMoVA |
| 20Cr13 | - | H02Cr13 |
| 06Cr18Ni10Ti, 12Cr18Ni9 | - | H0Cr21Ni10Ti |
| 06Cr17Ni12Mo2 | - | H0Cr19Ni12Mo2 |
| 06Cr17Ni12Mo2Ti | - | H00Cr19Ni12Mo2 |
| 06Cr19Ni13Mo3 | - | H0Cr20Ni14Mo3 |
| 022Cr19Ni10 | - | H00Cr21Ni10 |
| 06Cr19Ni10 | - | H0Cr21Ni10 |
| 15CrMo | - | H15CrMo, H18CrMoA |
Wie beim Lichtbogenschweißen mit Stabelektroden wird auch beim CO2 Schutzgasschweißen birgt drei Gefahren: Stromschlag, Lichtbogenstrahlung und schädliche Gase und Dämpfe. Daher sollten zusätzlich zur Einhaltung der Sicherheitsvorschriften für das Lichtbogenschweißen mit Stabelektroden die folgenden Sicherheitsmaßnahmen entsprechend den Eigenschaften von CO2 Schutzgasschweißen.
Die Lichtbogenstrahlung, die durch CO2 Schutzgasschweißen ist viel stärker und schädlicher als das Lichtbogenschweißen mit Stabelektroden.
Die Vorbeugung von Lichtbogenstrahlung umfasst vor allem die Vermeidung der Gefahren durch ultraviolettes, infrarotes und sichtbares Licht. Intensive ultraviolette Strahlung kann Dermatitis verursachen, die zu Rötungen und kleinen Blasen führt. Ultraviolette Strahlung kann Photokeratitis verursachen, die zu roten, tränenden und brennenden Augen führt. Wenn die Augen intensiver Infrarotstrahlung ausgesetzt sind, können sie schwere Verbrennungen und Schmerzen erleiden, bis hin zu Verbrennungen der Netzhaut.
Das sichtbare Licht des Schweißlichtbogens ist etwa zehntausendmal stärker als die normale Lichtintensität, die das bloße Auge ertragen kann. Wenn das menschliche Auge dem sichtbaren Licht des Lichtbogens aus nächster Nähe ausgesetzt ist, kann es die umgebenden Objekte nicht sehen, was allgemein als "Blendung" bezeichnet wird.
Um Gefahren durch Lichtbogenstrahlung zu vermeiden, sollten die folgenden Maßnahmen ergriffen werden:
① Schweißer sollten ihre Haut nicht entblößen und sie vor dem Schweißen sorgfältig auf freiliegende Hautstellen untersuchen;
② An Arbeitsplätzen mit hoher Schweißerdichte sollten Lichtschranken zwischen ihnen errichtet werden.
Die Spritzersituation bei CO2 Schutzgasschweißen ist schwerer als beim Lichtbogenschweißen mit Stabelektroden. Beim Schweißen muss man sich vor Verbrennungen schützen und Brände verhindern. Um Verbrennungen und Bränden vorzubeugen, sollten die folgenden Maßnahmen ergriffen werden:
① Je nach den Bedingungen vor Ort sollten die Schweißer sicherstellen, dass sie sich in der besten Position befinden, um Verbrennungen durch Spritzer zu vermeiden;
② Überprüfen Sie vor dem Schweißen den Schweißbereich und die Umgebung (in die Spritzer fallen können) sorgfältig auf brennbare und explosive Stoffe und schweißen Sie nicht, wenn die Situation unklar ist;
③ Kontrollieren Sie nach der Arbeit den Arbeitsplatz und die Umgebung sorgfältig auf Restflammen und verlassen Sie ihn erst, nachdem Sie sich von der Sicherheit überzeugt haben.
Häufige Schadgase bei der CO2 Schutzgasschweißen umfassen CO2CO, NO2, usw. Bei der Verwendung von Fülldrähten werden mehr Dämpfe freigesetzt, und die Zusammensetzung ist komplexer. Langfristiges Einatmen kann zu Berufskrankheiten wie Pneumokoniose und Manganvergiftung führen. Daher müssen folgende Schutzmaßnahmen getroffen werden:
① Schweißer sollten ihr persönliches Schutzbewusstsein verbessern und Staubmasken tragen;
② Während der Arbeit sollten sich die Schweißer in einer "Aufwindposition" befinden, um das Eindringen schädlicher Gase zu verringern;
③ Verstärkung der Belüftungs- und Entstaubungsmaßnahmen.
Bei der Durchführung von CO2 Beim Schutzgasschweißen sind die einschlägigen Vorschriften für die Sicherheitsüberwachung von Gasflaschen zu befolgen, vor allem in Bezug auf die folgenden Aspekte:
① CO2 Gasflaschen müssen geprüft und mit dem Stahlstempel des Gasflaschenherstellers versehen sein, und der Prüfstahlstempel auf dem Flaschenhals sollte anzeigen, dass die Flasche innerhalb der zulässigen Frist liegt;
② Beim Heben von CO ist es am besten, einen Rahmen zu verwenden.2 Gasflaschen, um zu verhindern, dass sie aus der Höhe fallen;
③ CO2 Gasflaschen sollten aufrecht verwendet werden und über Positionierungsmaßnahmen verfügen, die verhindern, dass sie herunterfallen und Verletzungen verursachen;
④ CO2 Gasflaschen sollten mit einem Sonnenschutz versehen sein, um Sonneneinstrahlung zu vermeiden;
⑤ Das Gas in CO2 Gasflaschen sollten nicht entleert werden, und der Restdruck sollte nicht weniger als 1 MPa betragen.
Argon ist ein inertes Gas, das weder chemisch mit Metalle und löst sich auch nicht in flüssigen Metallen auf, wodurch die schädlichen Auswirkungen von Luft auf das Schmelzbad wirksam verhindert werden.
Beim Argon-Lichtbogenschweißen wird Argon als Schutzgas verwendet, wodurch es sich zum Schweißen verschiedener legierter Stähle, leicht oxidierender Nichteisenmetalle und seltener Metalle wie Zirkonium, Tantal und Molybdän eignet. Da der Lichtbogen in einem komprimierten Luftstrom brennt, ist die Wärme konzentriert, das Schmelzbad ist klein, die Schweißgeschwindigkeit ist schnell, die Wärmeeinflusszone ist schmal und die Verformung des Werkstücks nach dem Schweißen ist gering.
Das Argon-Lichtbogenschweißen kann für fast alle Metalle und Legierungen verwendet werden. Derzeit wird es hauptsächlich zum Schweißen von Aluminium, Magnesium, Titan und deren Legierungen, niedrig legiertem Stahl, hitzebeständigem Stahl, Edelstahl usw. verwendet. Schwieriger ist das Schweißen von Metallen mit niedrigem Schmelzpunkt und leichter Verdampfung (wie Blei, Zinn, Zink). Aufgrund der hohen Kosten von Argon sind die Ausrüstung und das Kontrollsystem für das Argon-Lichtbogenschweißen relativ komplex, und um zu verhindern, dass der Schutzgasstrom unterbrochen wird, kann das Argon-Lichtbogenschweißen nur in geschlossenen Räumen durchgeführt werden.
Argon zum Schweißen wird in der Regel in Stahlflaschen transportiert, die außen grau lackiert sind und die Aufschrift "Pure Argon" in dunkelgrüner Farbe tragen. Das Vorhandensein von Sauerstoff, Stickstoff, Kohlendioxid oder Feuchtigkeit im Argon kann dessen Schutzwirkung verringern und Defekte wie Schlackeneinschlüsse und Gasporen verursachen. Daher sollte beim Schweißen von Aluminium, Magnesium und deren Legierungen die Reinheit des Argons nicht unter 99,9% (Massenanteil) liegen; beim Schweißen von Edelstahl, hitzebeständigem Stahl, Kupfer und deren Legierungen sollte die Reinheit des Argons nicht unter 99,7% (Massenanteil) liegen.
Das Argon-Lichtbogenschweißen wird in zwei Arten unterteilt: Argon-Lichtbogenschweißen mit abschmelzender Elektrode und Argon-Lichtbogenschweißen mit Wolframelektrode (siehe Abbildung 35).
a) Abschmelzelektrode Argon-Lichtbogenschweißen
b) Argon-Lichtbogenschweißen mit Wolframelektrode
a) In der Abbildung:
1-Schweißdraht
2-Kontakt-Spitze
3-Düse
4-Einlassrohr
5-Argonfluss
6-Bogen
7-Grundmaterial
8-Draht-Vorschubwalze
b) In der Abbildung:
1-Wolfram-Elektrode
2-Kontakt-Spitze
3-Düse
4-Einlassrohr
5-Argonfluss
6-Bogen
7-Grundmaterial
8-Fülldraht
Beim Argon-Lichtbogenschweißen mit abschmelzender Elektrode wird ein abschmelzender Metalldraht als Elektrode verwendet, der beim Schweißen auch als Zusatzwerkstoff dient. Es kann in automatische und halbautomatische Formen unterteilt werden. Beim halbautomatischen Schweißen bedient der Schweißer den Brenner (Schweißpistole) manuell. Das Argon-Lichtbogenschweißen mit abschmelzender Elektrode ermöglicht die Verwendung größerer Stromstärken und eignet sich zum Schweißen dickerer Werkstücke.
Beim Argon-Lichtbogenschweißen mit Wolframelektrode wird Wolfram oder eine Wolframlegierung als Elektrode verwendet. Beim Schweißen wird ein Lichtbogen zwischen der Wolframelektrode und dem Werkstück erzeugt. Da die Wolframelektrode nicht schmilzt, wird es auch als Argon-Lichtbogenschweißen ohne abschmelzende Elektrode bezeichnet. Beim Wolfram-Elektroden-Argon-Lichtbogenschweißen ist ein zusätzlicher Schweißzusatzdraht erforderlich, der in das Schweißbad eingeschmolzen wird. Aufgrund des hohen Schmelzpunkts des als Elektrode verwendeten Wolframstabs und des langsamen Verbrauchs der Wolframelektrode ist es leicht zu mechanisieren. Allerdings ist die Strombelastbarkeit der Wolframelektrode begrenzt, so dass sie nur zum Schweißen dünner Werkstücke geeignet ist.
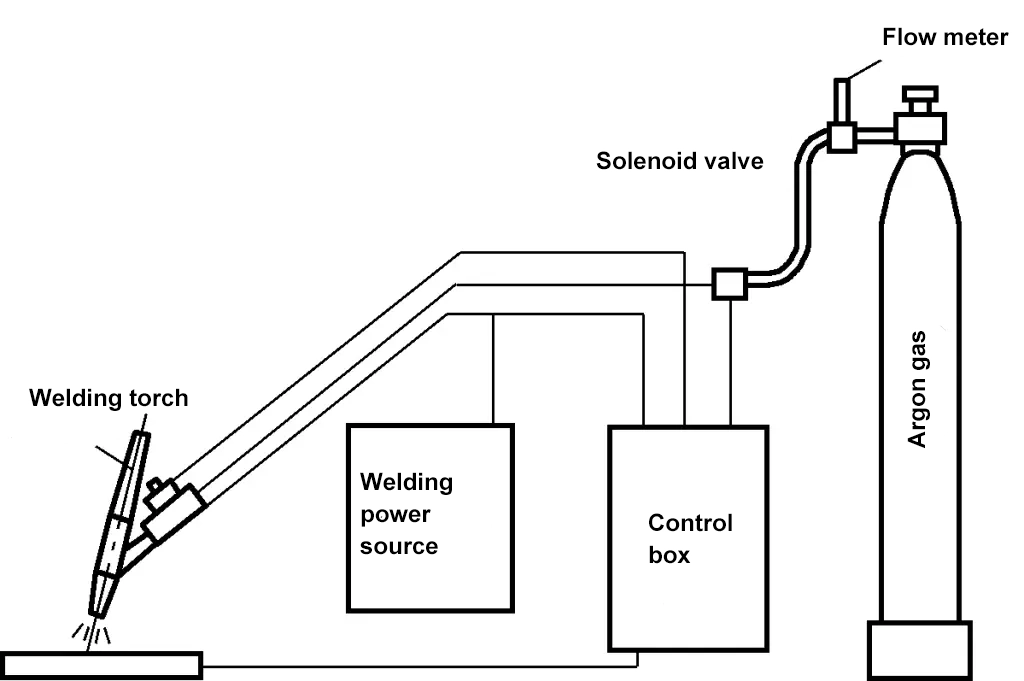
Das Wolfram-Elektroden-Argon-Lichtbogenschweißen kann in automatische und manuelle Formen unterteilt werden. Abbildung 36 zeigt eine schematische Darstellung der Ausrüstung für das manuelle Wolfram-Elektroden-Lichtbogenschweißen. Die Ausrüstung kann in das Schweißstromsystem, das Steuerungssystem, das Gasversorgungssystem und den Brenner unterteilt werden.
Der Dickenbereich der mit dem Argon-Lichtbogenschweißen mit Wolfram-Elektroden geschweißten Bleche liegt unter dem Gesichtspunkt der Produktivität vorzugsweise unter 3 mm. Bei bestimmten dickwandigen wichtigen Bauteilen (wie Druckbehältern und Rohrleitungen) wird das Argon-Lichtbogenschweißen häufig für die Wurzellage verwendet, um die Qualität der Wurzelschweißung beim Volllagen- und Engspaltschweißen sicherzustellen.
Verschiedene metallische Werkstoffe erfordern unterschiedliche Stromarten und -polaritäten beim Wolfram-Elektroden-Schweißen mit Argon. Aluminium, Magnesium und ihre Legierungen werden in der Regel mit Wechselstrom geschweißt, während andere Metalle mit Gleichstrom mit positiver Verbindung geschweißt werden.
Beim Argon-Lichtbogenschweißen mit Gleichstrom-Wolfram-Elektroden wird Gleichstrom ohne Polaritätswechsel verwendet, was zu einem sehr stabilen Lichtbogen führt. Es gibt jedoch positive und negative Polaritäten. Wird das Werkstück an die positive Klemme der Stromversorgung und die Wolframelektrode an die negative Klemme angeschlossen, spricht man von der positiven Anschlussmethode; der umgekehrte Fall wird als umgekehrte Anschlussmethode bezeichnet.
Bei der Gleichstrom-Positiv-Schweißmethode brennt die Wolframelektrode nur sehr wenig, und der Lichtbogen ist relativ stabil, kann aber die Oxidschicht auf der Metalloberfläche nicht entfernen. Außer bei Aluminium- und Magnesiumlegierungen gibt es bei anderen Metalloberflächen keine Probleme mit hochschmelzenden Oxidschichten, so dass diese Anschlussmethode im Allgemeinen zum Schweißen anderer Metalle verwendet wird. Das Gleichstrom-Gegenstromverfahren wird in der Produktion nur selten eingesetzt.
Wechselstrom Wolfram-Elektrode Argon Lichtbogenschweißen Strom Polarität ändert sich periodisch, entsprechend Halbwelle Gleichstrom positive Verbindung und Halbwelle Gleichstrom Rückwärtsverbindung in jedem Zyklus. Während der positiven Verbindungshalbwelle kann die Wolframelektrode genügend Elektronen abgeben, ohne zu überhitzen, was für die Stabilität des Lichtbogens von Vorteil ist; während der umgekehrten Verbindungshalbwelle kann der auf der Werkstückoberfläche erzeugte Oxidfilm leicht entfernt werden, was zu einer hellen und ästhetisch ansprechenden Schweißnaht mit guter Ausbildung führt.
Auf diese Weise werden gleichzeitig der kathodische Reinigungseffekt und die Vorteile eines geringen Abbrandes der Wolframelektrode und einer guten Lichtbogenstabilität berücksichtigt. Das Wechselstrom-Argon-Lichtbogenschweißen wird im Allgemeinen für Metalle mit hoher Reaktivität, wie Aluminium, Magnesium und deren Legierungen sowie Aluminiumbronze, gewählt.
Beim Schweißen mit Wolfram-Elektroden und Argon-Lichtbogen muss die korrekte relative Position zwischen Brenner, Zusatzdraht und Werkstück eingehalten werden (siehe Abbildung 37). Der Abstand zwischen dem Düsenende des Brenners und dem Werkstück sollte zwischen 8-14 mm liegen. Je größer der Abstand ist, desto schlechter ist die Schutzgaswirkung, aber wenn der Abstand zu gering ist, beeinträchtigt dies die Sicht des Schweißers und führt leicht dazu, dass die Wolframelektrode das Schweißbad berührt und einen Kurzschluss verursacht, was zu Wolframeinschlüssen führt.
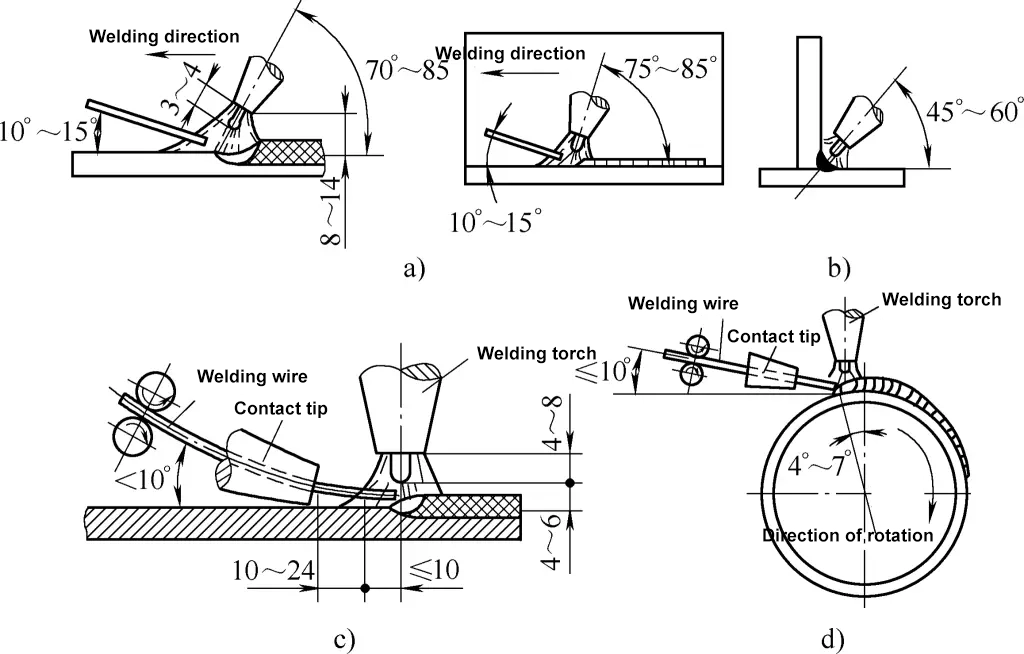
a) Stumpfes Argon-Lichtbogenschweißen
b) Eckenschweißen mit Argon-Lichtbogen
c) Automatisches Argon-Lichtbogenschweißen mit flachem Stumpf
d) Rundnahtschweißen mit automatischem Argon-Lichtbogen
Beim Geradnahtschweißen wird in der Regel das Linksschweißverfahren angewandt. Der Winkel zwischen dem Schweißdraht und dem Werkstück sollte nicht zu groß sein, da sonst die Stabilität des Lichtbogens und des Gasflusses gestört wird. Beim Argon-Lichtbogenhandschweißen mit Wolfram-Elektrode kann der Zusatzdraht intermittierend oder kontinuierlich zugeführt werden. Es ist jedoch unbedingt darauf zu achten, dass der Zusatzdraht nicht mit der Hochtemperatur-Wolfram-Elektrode in Berührung kommt, um Verunreinigungen, Abbrand und Schäden an der Lichtbogenstabilität zu vermeiden.
Wenn der Draht intermittierend zugeführt wird, muss außerdem verhindert werden, dass das Ende des Zusatzdrahtes aus der Gasschutzzone herauskommt und oxidiert wird. Beim Rundnaht-Automatikschweißen mit Wolfram-Elektrode und Argon-Lichtbogen sollte der Brenner von der Werkstück-Mittellinie in die entgegengesetzte Drehrichtung versetzt werden, um die Drahtzufuhr zu erleichtern und eine gute Schweißnahtbildung zu gewährleisten.
Der Schweißdraht für das Argon-Lichtbogenschweißen wird in der Regel auf der Grundlage der chemischen Zusammensetzung des Grundmaterials und der mechanischen Eigenschaften der Schweißnaht ausgewählt. Manchmal können auch Streifen des Grundwerkstoffs als Schweißdraht für das Argon-Lichtbogenhandschweißen mit Wolframelektroden verwendet werden.
Die empfohlenen Schweißdrähte für das Argon-Lichtbogenschweißen sind für die gebräuchlichsten Metallwerkstoffe in Tabelle 9 aufgeführt.
Die Schweißverfahren lassen sich aufgrund ihrer technologischen Merkmale und des Zustands des Grundmetalls in drei Hauptkategorien einteilen: Schmelzschweißen, Pressschweißen und Hartlöten.
Das Schmelzschweißen ist ein Verfahren, bei dem die Verbindung der Werkstücke durch lokale Erwärmung in einen geschmolzenen Zustand gebracht wird, so dass sie nach dem Abkühlen miteinander verschmelzen und sich verbinden. Es umfasst hauptsächlich Lichtbogenschweißen, Gasschweißen, Plasmaschweißen, Elektronenstrahlschweißen usw.
Beim Pressschweißen wird ein bestimmter Druck auf die Verbindungsflächen zweier Werkstücke ausgeübt, unabhängig davon, ob diese erwärmt sind oder nicht, um die atomare Bindung zu fördern und eine feste Verbindung zwischen den Werkstücken herzustellen. Dazu gehört vor allem das Widerstandsschweißen, ReibschweißenHochfrequenzschweißen, usw.
Beim Hartlöten werden sowohl der Schweißzusatz, der einen niedrigeren Schmelzpunkt als die Werkstücke hat, als auch die Werkstücke selbst erhitzt, wodurch der Schweißzusatz schmilzt (während die Werkstücke nicht schmelzen). Der flüssige Zusatzwerkstoff benetzt die Werkstücke und füllt den Fügespalt aus, so dass beim Abkühlen eine feste Verbindung zwischen den geschweißten Metallen entsteht. Dazu gehören vor allem Löten, Kupferlöten usw.
Nach dem derzeitigen Stand der Schweißtechnik sind die meisten in der Industrie verwendeten metallischen Werkstoffe schweißbar, wenngleich die Schweißbarkeit unterschiedlich gut ist. Die empfohlenen Schweißverfahren für häufig verwendete metallische Werkstoffe können anhand von Tabelle 10 ausgewählt werden.
Tabelle 10 Empfohlene Schweißverfahren für häufig verwendete metallische Werkstoffe
Metalle und Legierungen | Schweissverfahren | |||||||||||||
| Elektroden-Lichtbogenschweißen | Untergetauchter Bogen Schweißen | CO2 Gas Schutz Schweißen | Argonbogen Schweißen | Elektroschlacke Schweißen | Gas Elektrisch Schweißen | Sauerstoff-Acetylen Schweißen | Druckschweißen | Punktnahtschweißen | Abbrennstumpfschweißen | Thermit-Schweißen | Elektronenstrahlschweißen | Hartlöten | ||
| Kohlenstoffstahl | Stahl mit niedrigem Kohlenstoffgehalt | A | A | A | B | A | A | A | A | A | A | A | A | A |
| Mittlerer Kohlenstoffstahl | A | A | A | B | A | A | A | A | B | A | A | A | B | |
| Stahl mit hohem Kohlenstoffgehalt | A | B | C | B | B | B | B | A | D | A | A | A | B | |
| Werkzeugstahl | B | B | D | B | C | C | A | A | D | B | B | A | B | |
| Kupfer Stahl | A | A | C | B | A | A | A | A | A | A | B | A | B | |
| Stahlguss | Kohlenstoffstahlguss | A | A | A | B | A | A | A | B | B | A | A | A | B |
| Hochmanganhaltiger Stahl | B | B | B | B | A | A | B | D | B | B | B | A | B | |
| Gusseisen | Graues Gusseisen | B | D | D | B | B | B | A | D | D | D | B | C | C |
| Verformbares Gusseisen | B | D | D | B | B | B | B | D | D | D | B | C | C | |
| Legiertes Gusseisen | B | D | D | B | B | B | A | D | D | D | A | C | C | |
| Niedrige Legierung Gold Stahl | Nickel-Stahl | A | A | C | B | D | D | A | A | A | A | B | A | B |
| Nickel Kupfer Stahl | A | A | C | Eine | D | D | A | A | A | A | B | A | B | |
| Mangan-Molybdän-Stahl | A | A | C | - | D | B | A | B | A | A | B | A | B | |
| Kohlenstoff-Molybdän-Stahl | A | A | C | - | D | B | A | B | - | A | B | A | B | |
| Nickel-Chrom-Stahl | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Chrom-Molybdän-Stahl | A | A | C | B | D | D | A | A | D | A | B | A | B | |
| Nickel Chrom Molybdän Stahl | B | A | C | B | D | D | B | A | D | B | B | A | B | |
| Nickel-Molybdän-Stahl | B | B | C | A | D | D | B | B | D | B | B | A | B | |
| Chromstahl | A | B | C | - | D | D | A | A | D | A | B | A | B | |
| Chrom-Vanadium-Stahl | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Manganstahl | A | A | C | B | B | B | A | B | D | A | B | A | B | |
| Rostfrei Stahl | Pferd aus Chromstahl Martensitischer Typ | A | A | B | A | C | B | B | B | C | B | D | A | C |
| Chromstahl Eisen Ferritischer Typ | A | A | B | A | C | B | B | B | A | A | D | A | C | |
| Chrom-Nickel-Stahl austenitisch Körperbau | A | A | B | A | C | B | A | A | A | A | D | A | B | |
| Hitzebeständig Legierung | Hitzebeständige Superlegierung | A | A | C | A | C | C | A | B | A | A | D | A | C |
| Hochnickelhaltige Legierung | A | A | C | A | C | C | A | B | A | A | D | A | B | |
| Leichtmetall Kategorie | Reines Aluminium | B | D | D | A | D | D | A | C | A | A | D | A | B |
| Nicht wärmebehandelbar Aluminium-Knetlegierung | B | D | D | A | D | D | A | C | A | A | D | A | B | |
| Wärmebehandelbar Aluminiumlegierung | B | D | D | B | D | D | B | C | A | A | D | A | C | |
| Reines Magnesium | D | D | D | A | D | D | B | C | A | A | D | B | B | |
| Magnesiumlegierung | D | D | D | A | D | D | B | C | A | A | D | B | C | |
| Reines Titan | D | D | D | A | D | D | D | D | A | D | D | A | C | |
| Titan-Legierung | D | D | D | A | D | D | D | D | B | D | D | A | D | |
| Kupferlegierung | Reines Kupfer | B | C | C | A | D | D | B | C | C | C | D | B | B |
| Messing | B | D | C | A | D | D | B | C | C | C | D | B | B | |
| Phosphor-Bronze | B | C | C | A | D | D | C | C | C | C | D | B | B | |
| Aluminium-Bronze | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Nickel-Bronze | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Zirkonium, Niobium | D | D | D | B | D | D | D | D | B | D | D | B | C | |
Anmerkung: In der Tabelle ist A am besten geeignet, B geeignet, C geringfügig geeignet, D nicht geeignet.
Nieten ist ein Verfahren, bei dem zwei oder mehr Teile mit Hilfe von Nieten zu einem untrennbaren Ganzen verbunden werden. Der Nietvorgang ist in Abbildung 38 dargestellt. Beim Nieten wird der Niet in die Nietlöcher der beiden zu verbindenden Werkstücke eingeführt, und der Nietkopf wird fest gegen die Oberfläche des Werkstücks gedrückt. Dann wird Druck ausgeübt, um den aus der Werkstückoberfläche herausragenden Teil des Niets zu einem Nietkopf zu verdrehen und so die beiden Werkstücke zu verbinden.
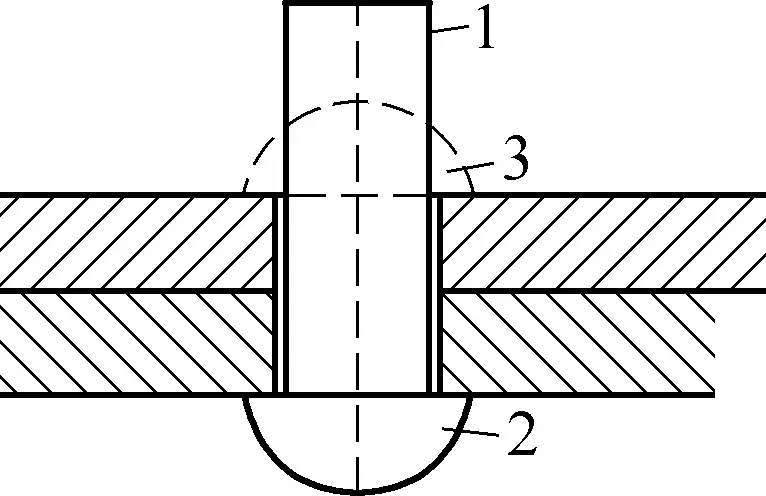
1-Niet-Schaft
2-Original-Nietkopf
3-Niet (Nietkopf)
Obwohl die Verwendung von genieteten Strukturen mit dem kontinuierlichen Fortschritt der Schweißtechnik zurückgeht, hat das Nieten die Vorteile einer einfachen Verarbeitungstechnik, einer zuverlässigen Verbindung, der Vibrationsfestigkeit, der Schlagfestigkeit und der höheren Zähigkeit und Plastizität als das Schweißen. Daher wird das Nieten immer noch häufig für die Verbindung unterschiedlicher Metalle und für einige schwere Stahlkonstruktionen verwendet, die häufig dynamischen Belastungen ausgesetzt sind.
Nieten sind die grundlegenden Verbindungselemente in Nietkonstruktionen. Sie bestehen aus einem zylindrischen Nietschaft, einem Nietkopf und einem Stauchkopf. Es gibt viele Arten von Nieten. Bei Verbindungen in Stahlkonstruktionen sind Rundkopfnieten, Flachkegelnieten, Senkkopfnieten, Halbsenkkopfnieten, Flachkopfnieten, Flachrundkopfnieten und Flachkopfnieten üblich.
Unter ihnen werden Rundkopfnieten, Flachkegelnieten und Flachkopfnieten für kräftige Nietungen verwendet; Flachrund-Senkkopfnieten werden dort eingesetzt, wo die Oberfläche des genieteten Bereichs leichte Vorsprünge aufweist, um ein Abrutschen zu verhindern, oder für die Verbindung nichtmetallischer Werkstoffe; Senkkopfnieten werden für Nietungen verwendet, bei denen eine glatte Werkstückoberfläche erforderlich ist.
Bei der Auswahl von Nieten sollte das Material der Niete dasselbe sein wie das der zu vernietenden Teile und eine gute Plastizität aufweisen. Gängige Stahlnietmaterialien sind Q195, Q235, 10, 15, usw.; Kupfernieten sind T3, H62, usw.; Aluminiumnieten sind 1050A, 2A01, 2A10, 5B05, usw. Gängige Niettypen und ihre Verwendung sind in Tabelle 11 aufgeführt.
Tabelle 11 Gängige Niettypen und ihre Verwendung
Name | Diagramm | Standard | Nietschaft | Allgemeiner Gebrauch | |
| d/mm | L/mm | ||||
Rundkopfniet | 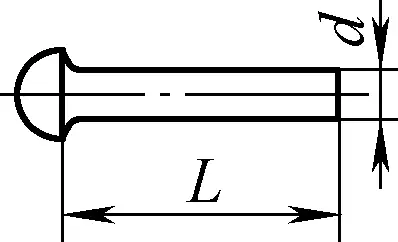 | GB863.1-1986 (Grob) | 12~36 | 20~200 | Nietnähte, die große seitliche Lasten in Kesseln, Dachstühlen, Brücken, Fahrzeugen usw. tragen. |
| GB/T 867-1986 | 0.6~16 | 1~100 | |||
Flachkegelkopfniet | 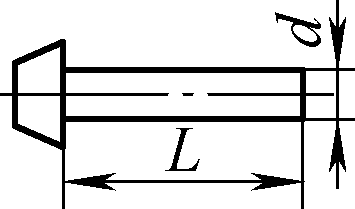 | GB/T 864-1986 (Grob) | 12~36 | 20~200 | Große Förderhöhe, korrosionsbeständig, Einsatz in Schiffen, Kesseln |
| GB 868-1986 | 2~16 | 3~110 | |||
Senkkopfniet | 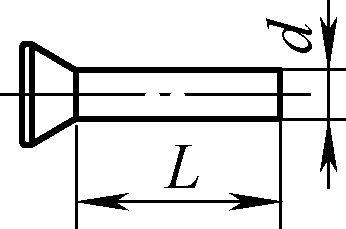 | GB 865-1986 (Grob) | 12~36 | 20~200 | Konstruktionen, die großen Kräften ausgesetzt sind und bei denen die Nieten nicht oder nicht vollständig aus der Werkstückoberfläche herausragen dürfen |
| GB/T 869-1986 | 1~16 | 2~100 | |||
Senkkopfniet | 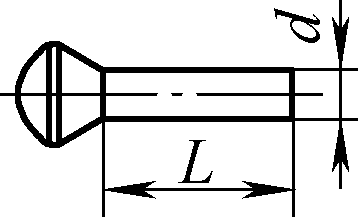 | GB 866-1986 (Grob) | 12~36 | 20~200 | |
| GB/T 870-1986 | 11~6 | 2~100 | |||
Flachkopfniet | 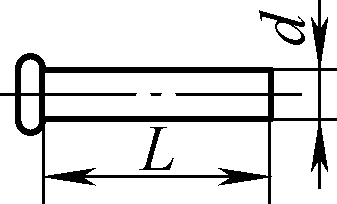 | GB/T 872-1986 | 2~10 | 1.5~50 | Verbindung von dünnen Blechen und Nichteisenmetallen, geeignet für Kaltnieten |
Flachrundkopfniet | 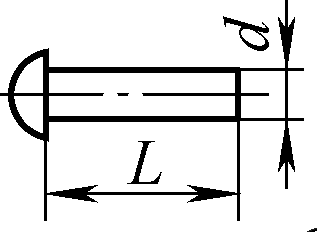 | GB/T 871-1986 | 1.2~10 | 1.5~50 | |
Darüber hinaus werden die in Abbildung 39 gezeigten Hohlnieten oder offenen Nieten auch häufig in kleinen Strukturen verwendet.

a) Halbhohler Typ
b) Hohle Ausführung
c) Offener Typ
d) Einpressen
e) Typ mit Gewinde
f) Durchgebohrter Typ
Wenn Halbhohlniete ordnungsgemäß montiert werden, werden sie im Wesentlichen zu massiven Bauteilen, da die Lochtiefe gerade ausreicht, um den Nietkopf zu bilden. Sie werden daher hauptsächlich für Verbindungen verwendet, bei denen der Druck des Nietkopfes nicht sehr hoch ist. Hohlnieten werden für das Vernieten von Fasern, Kunststoffplatten oder anderen weichen Materialien verwendet.
Je nach den unterschiedlichen Niettemperaturen kann das Nieten in Warmnieten und Kaltnieten unterteilt werden. Die wichtigsten Nietverfahren sind das manuelle Nieten und das maschinelle Nieten. Im Allgemeinen werden Nieten aus Nichteisenmetallen und Leichtmetallen mit guter Plastizität, wie Kupfer und Aluminium, kalt genietet. Der maximale Durchmesser für das Kaltnieten von Stahlnieten beträgt in der Regel ϕ8mm für das Handnieten, ϕ13mm für das Nieten mit einer Nietpistole und ϕ20mm für das Nieten mit einer Nietmaschine.
Beim Nieten von hochfestem, niedrig legiertem Baustahl Q345 und Nieten mit größerem Durchmesser ist das Warmnieten erforderlich, bei dem der Niet vor dem Nieten auf eine bestimmte Temperatur erhitzt wird. Die Erwärmungstemperatur für das Warmnieten von Nieten beträgt 1000-1300℃, und die Endtemperatur sollte nicht unter 500℃ liegen, um zu verhindern, dass die Niettemperatur in den blauen, spröden Temperaturbereich des Materials abfällt, was beim Nieten zu Rissen führen könnte.
Das manuelle Nieten wird in der Regel für das Kaltnieten kleiner Nieten verwendet, kann aber auch andere Nietmethoden ersetzen, wenn die Ausrüstungsbedingungen schlecht sind. Das Wichtigste beim manuellen Nieten ist, dass nach dem Einsetzen des Niets in das Loch der Nietkopf fest angedrückt und dann der überstehende Nietschaft mit einem Hammer (Niethammer) in eine grobe Kappenform geschlagen oder abgeflacht werden sollte.
Beim Heißnieten sollte eine Deckform verwendet werden, die eine ähnliche Form wie der Nietkopf hat, und mit einem Vorschlaghammer unter ständigem Drehen auf die Deckform geschlagen werden, bis der Niet richtig vernietet ist.
1) Vernietung von Halbrundkopfnieten
Abbildung 40 zeigt den Nietvorgang von Halbrundkopfnieten.
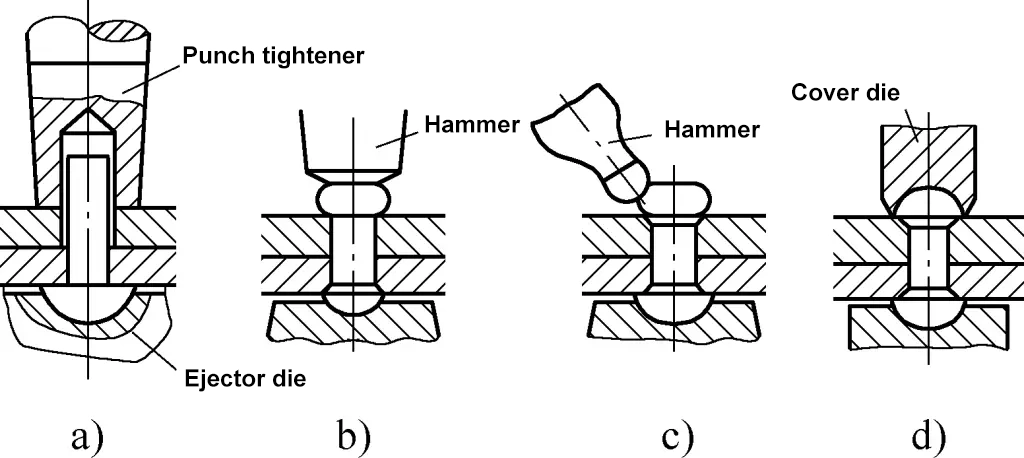
Vor dem Nieten sollte das Werkstück gereinigt werden, wobei darauf zu achten ist, dass die zu vernietenden Teile eben und glatt sind und Grate an den Kanten der Kontaktfläche sowie Rost, Ölflecken usw. auf der Kontaktfläche entfernt werden sollten.
Beim Nieten sollte das zu vernietende Werkstück nach dem Bohren fest eingepasst werden, der Niet sollte von unten in das Loch eingeführt werden, unterstützt von der kugelförmigen Vertiefung der oberen Form, und das Werkstück sollte fest gepresst werden. Mit dem Pressstempel wird das Verbindungsstück verdichtet (siehe Abbildung 40a); dann wird mit dem Hammer auf den vorstehenden Teil der Niete geschlagen, um das Loch zu füllen und den Schaftkopf zu verdicken (siehe Abbildung 40b); mit dem Hammer wird in einem geeigneten Winkel auf den Umfang des verdickten Teils geschlagen (siehe Abbildung 40c); schließlich wird mit einer Abdeckform getrimmt und geformt (siehe Abbildung 40d).
2) Vernietung von Senknieten
Wie beim Nieten von Halbrundkopfnieten sollte das Werkstück vor dem Nieten von Senkkopfnieten gereinigt werden. Es gibt zwei Arten von Senknieten: zum einen fertige Senknieten und zum anderen solche, die durch Zuschneiden von Rundstahl auf die erforderliche Länge hergestellt werden.
Beim Nieten wird der geschnittene Rundstahl in das Loch eingeführt, das Verbindungsstück festgedrückt, die überstehenden Teile beider Nietenden verdickt, zuerst die zweite Fläche vernietet, dann die erste Fläche, und schließlich die überstehenden Teile geglättet. Diese Methode ist nicht einfach, um das Verbindungsstück zu verdichten und wird nur selten verwendet.
3) Vernietung von Hohlnieten
Der Nietvorgang bei Hohlnieten ist in Abbildung 41 dargestellt. Nach dem Reinigen des Werkstücks wird der Niet in das Loch des Werkstücks eingeführt und der Nietkopf fest nach unten gedrückt. Zunächst wird mit einem konischen Stempel einmal gedrückt, um das Nietmaul zu öffnen und es fest an das Werkstückloch anzupassen (siehe Abbildung 41a), dann wird ein spezieller Stempel mit einer flachen Kante zum Drehen und Schlagen verwendet, so dass das Nietmaul flach an das Werkstückloch angepasst wird (siehe Abbildung 41b).
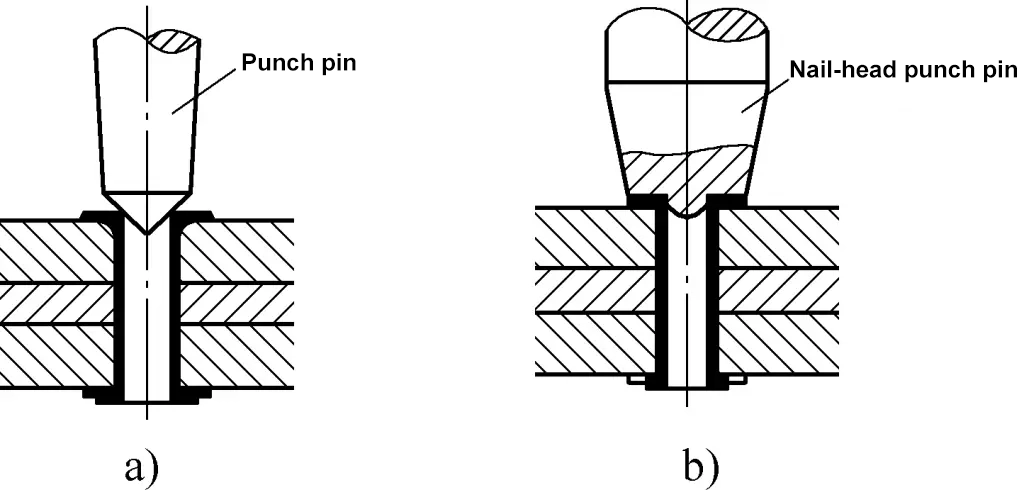
4) Feste und sichere Vernietung
Obwohl Nieten mit Dichtmitteln versehen werden können, sind ihre Verbindungen nicht gegen Wasser und Gas abgedichtet. Bei Bauteilen, die eine dichte und sichere Nietung erfordern, sollten zusätzlich zu den oben beschriebenen Nietvorgängen die stirnseitigen Nähte von Nieten oder genieteten Teilen verstärkt und gesichert werden, wobei üblicherweise die Methoden des Verstemmens von Nieten und des Verstemmens von Nähten angewendet werden.
① Nieten verstemmen
Befindet sich eine Kappe auf dem Nietkopf, wie in Abbildung 42 dargestellt, sollte die Kappe zuerst mit einem Stechbeitel abgeschnitten werden (die Tiefe der Schnittrille sollte weniger als 0,5 mm betragen), und dann sollte der Nietkopf mit einem Stechbeitel verstemmt werden, damit er fest mit der Plattenoberfläche abschließt.
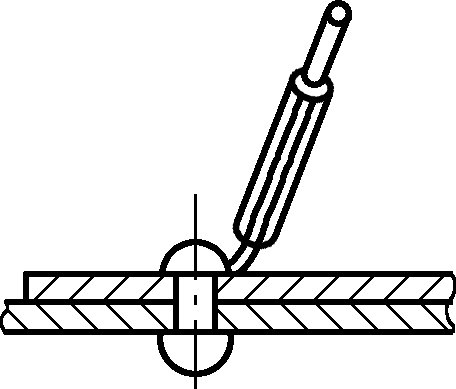
② Nähte abdichten
Verwenden Sie einen Stechbeitel, um eine 75°-Schräge an der Naht der Endfläche des genieteten Teils zu erzeugen, damit die Naht dicht ist, wie in Abbildung 43 gezeigt.
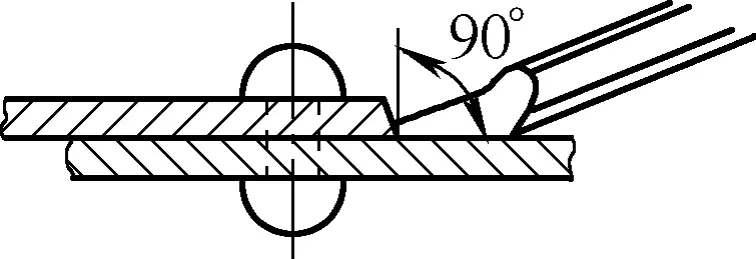
Zum mechanischen Nieten gehören hauptsächlich das pneumatische Nieten und das hydraulische Nieten. Beim pneumatischen Nieten wird Druckluft verwendet, um den Kolbenblock im Zylinder hin- und herzubewegen und den auf der Kolbenstange installierten Stempel zu schlagen, um die Nietarbeit unter schnellem Hämmern zu vollenden. Das hydraulische Nieten nutzt hydraulische Prinzipien zum Nieten und wird in feste und mobile Typen unterteilt.
Fest installierte hydraulische Nietmaschinen werden im Allgemeinen nur für das Nieten von Spezialprodukten verwendet und sind mit automatischen Zuführungs- und Entladevorrichtungen ausgestattet, wodurch sie eine hohe Produktionseffizienz und eine geringe Arbeitsintensität aufweisen. Sie eignen sich vor allem für das Nieten großer Chargen von standardisierten Produkten; mobile hydraulische Nietmaschinen sind mit Vorrichtungen für die Bewegung nach vorne und hinten, nach links und rechts und sogar mit Hebevorrichtungen nach oben und unten je nach Produktbedarf ausgestattet, wodurch sie derzeit eine relativ ideale Nietmethode darstellen.
Aufgrund der hohen Geschwindigkeit des mechanischen Nietens muss beim Warmnieten sichergestellt werden, dass die Niettemperatur nach dem Nieten nicht zu hoch ist, was die Festigkeit verringern und die Nietqualität beeinträchtigen würde. Die Erwärmungstemperatur für das mechanische Nieten sollte etwa 800℃ betragen und nicht zu hoch sein. Andernfalls wäre die Niettemperatur am Ende des Nietvorgangs zu hoch, und die Festigkeit würde nicht den Anforderungen entsprechen, was die Qualität der Nietverbindung beeinträchtigt.
Falls erforderlich, kann Wasser auf beide Seiten des Nietes gegossen werden, um die Temperatur schnell zu senken, die Festigkeit zu erhöhen, die Abkühlzeit zu verkürzen und die Gefahr des Ausglühens des Nietkopfes durch Hitze zu verringern.
Die wichtigsten Punkte des Nietvorgangs sind die Voraussetzungen für die Gewährleistung der Nietqualität. Jedes Problem in den folgenden Punkten beeinträchtigt die Qualität der Nietung.
1) Bestimmung des Nietdurchmessers d
Wenn der Nietdurchmesser zu groß ist, ist es schwierig, den Nietkopf zu formen, wodurch das Blechmaterial leicht verformt werden kann; wenn der Nietdurchmesser zu klein ist, ist die Nietstärke unzureichend, wodurch die Anzahl der Nieten erhöht wird, was für die Verarbeitung ungünstig ist.
Die Wahl des Nietdurchmessers d richtet sich hauptsächlich nach der Dicke t der genieteten Teile, und die Dicke t der genieteten Teile wird nach den folgenden drei Grundsätzen bestimmt: ① Wenn sich die Bleche überlappen und die Blechdicken ähnlich sind, wird das dickere Blech zugrunde gelegt; ② Wenn die Blechdicken sehr unterschiedlich sind, wird das dünnere Blech zugrunde gelegt; ③ Wenn Bleche und Profile vernietet werden, wird die durchschnittliche Dicke der beiden Bleche zugrunde gelegt.
Im Allgemeinen sollte die Gesamtdicke der genieteten Teile das Vierfache des Nietdurchmessers nicht überschreiten. Der Nietdurchmesser d kann mit der folgenden Formel berechnet werden, aber in der Massenproduktion sollte vorab eine Probenietkorrektur durchgeführt werden.
d=√(50t-4)
In der Formel
Darüber hinaus kann der Nietdurchmesser d auch anhand von Tabelle 12 bestimmt werden.
Tabelle 12 Auswahl des Nietdurchmessers d (Einheit: mm)
| Dicke der Platte | d |
| 5~6 | 10~12 |
| 7 | 14~18 |
| 9.5~12.5 | 20~22 |
| 13~18 | 24~27 |
| 19~24 | 27~30 |
| ≥25 | 30~36 |
2) Bestimmung der Nietlänge L
Ist der Nietschaft beim Nieten zu lang, führt dies zu einem übergroßen oder zu hohen Nietkopf, und der Nietschaft neigt dazu, sich während des Nietvorgangs zu verbiegen; ist der Nietschaft zu kurz, ist der Nietkopf zu klein, was die Festigkeit des Niets beeinträchtigt. Die erforderliche Nietlänge L sollte auf der Grundlage der Gesamtdicke ∑t der zu vernietenden Teile und des für den Nietkopf reservierten Teils bestimmt werden. Die Nietlänge L kann mit der folgenden Formel berechnet werden:
L=1,1∑t+1,4d (halbkreisförmiger Kopf)
L=1,1∑t+1,1d (halbbündiger Kopf)
L=1,1∑t+0,8d (Spülkopf)
In der Formel
3) Bestimmung des Nietlochdurchmessers d0
Die Passung zwischen dem Nietlochdurchmesser d0 und der Nietdurchmesser d müssen angemessen sein. Ist der Lochdurchmesser zu groß, kann sich der Nietschaft während des Nietvorgangs verbiegen, was die Qualität des Niets beeinträchtigt. Ist der Lochdurchmesser gleich oder kleiner als der Nietdurchmesser, lässt sich der Niet während des Nietvorgangs nur schwer in das Loch einführen, oder es kann eine unebene Oberfläche auf der Platte entstehen, oder sogar die Platte durch die Ausdehnung des Niets beschädigt werden.
Im Allgemeinen gilt beim Kaltnieten, dass der Nietlochdurchmesser d0 liegt in der Nähe des Nietschaftdurchmessers d, während beim Nieten von Winkelstahl und Blechen der Lochdurchmesser um 2% vergrößert werden sollte; beim Warmnieten ist d0 ist etwas größer als d; beim Nieten von mehrlagigen Blechen sollte das Loch gebohrt und dann aufgerieben werden (mit einer Aufreibezugabe von 0,5~1mm). Der Nietlochdurchmesser kann anhand von Tabelle 13 ausgewählt werden.
Tabelle 13 Nietlochdurchmesser d0 (Einheit: mm)
| Nietdurchmesser d | 2 | 2.5 | 3 | 3.5 | 4 | 5 | 6 | 8 | 10 | 12 | |
| d0 | Gute Passform | 2.1 | 2.6 | 3.1 | 3.6 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | 12.4 |
| Grobe Passform | 2.2 | 2.7 | 3.4 | 3.9 | 4.5 | 5.6 | 6.5 | 8.6 | 11 | 13 | |
| Nietdurchmesser d | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | ||
| d0 | Gute Passform | 14.5 | 16.5 | ||||||||
| Grobe Passform | 15 | 17 | 19 | 21.5 | 23.5 | 25.5 | 28.5 | 32 | 38 | ||
Die Nietung ist eine dauerhafte Verbindung. Wenn eine Demontage während der Wartung erforderlich ist, sollte der Niet ausgebohrt und ersetzt werden. Wenn sichergestellt werden muss, dass die Maßabweichung des zu verbindenden Werkstücks weniger als ±0,03 mm beträgt, sollte das Nieten nicht verwendet werden.
Die Qualität der Nietungen kann durch Sichtprüfung, Hammerprüfung, Schablonen, Kreidestriche oder eine Kombination dieser Methoden überprüft werden.
Bei der Sichtprüfung werden in erster Linie die Qualität und die Mängel der Nietoberfläche geprüft, z. B. ob der Nietkopf zu groß oder zu klein ist und ob Risse, Ausrichtungsfehler oder Oberflächenschäden vorhanden sind. Das Klopfen auf den Nietkopf mit einem kleinen Hammer und das Abhören des Geräuschs ist eine grundlegende Methode, um zu prüfen, ob der Niet fest genug sitzt.
Wird bei der Überprüfung festgestellt, dass eine Niete nicht den Anforderungen entspricht, sollte sie entfernt und neu vernietet werden. Zum Entfernen wird der Nietkopf mit einer tragbaren Pressluftbohrmaschine aufgebohrt, wobei die Größe des Nietlochs nicht beeinträchtigt werden darf. Wenn zwei Wiedervernietungsversuche die Anforderungen nicht erfüllen, kann das Nietloch nicht entsprechend dem ursprünglichen Durchmesser vernietet werden, und es sollte ein Niet mit größerem Durchmesser für die Wiedervernietung gewählt werden, um die Qualität des Niets zu gewährleisten.
Außerdem müssen bei Nietarbeiten die Sicherheits- und zivilen Produktionsanforderungen beachtet werden, wobei Folgendes zu beachten ist
1) Sorgen Sie für eine saubere Arbeitsumgebung mit ausreichend Arbeitsraum. Die Platzierung von Werkstücken und Werkzeugen sollte an bestimmten Stellen erfolgen und ordentlich angeordnet sein. Während der Arbeit sollte die persönliche Schutzausrüstung vollständig getragen werden.
2) Während des Heißnietens sollte der Heizofen über eine gute Brandverhütung, Staubentfernung und Rauchabsaugung verfügen. Nach jedem Einsatz ist ein eventuelles Restfeuer zu löschen und gründlich aufzuräumen. Beim Werfen und Auffangen von erhitzten Nieten sollten die erforderlichen Werkzeuge vollständig sein, und die Bediener sollten die richtigen Wurf- und Auffangtechniken koordinieren und beherrschen.
3) Wenn eine Nietpistole zum Nieten verwendet wird, ist es strengstens verboten, die Mündung auf Personen zu richten. Bei Nichtgebrauch muss die in den Pistolenlauf eingesetzte Abdeckhaube abgenommen werden, und sie sollte nach Bedarf auf- und abgesetzt werden, um gute Arbeitsgewohnheiten zu pflegen.
4) Beim manuellen Nieten sollte die Arbeitsweise des Hammers beherrscht werden; bei der Umformung mit einer Abdeckform ist darauf zu achten, dass Fehlschläge vermieden werden, die dazu führen könnten, dass die Abdeckform abprallt und jemanden verletzt.
Die Methode des Verbindens durch Falten und Verriegeln der Kanten zweier dünner Bleche und festes Pressen (manuelles Falzen wird mit dem Hammer angezogen) wird als Falzen bezeichnet, auch bekannt als Falzfalten oder Nahtverriegelung. Das Falzen hat eine relativ hohe Festigkeit und kann das Löten ersetzen, und es hat auch einen gewissen Grad an Dichtigkeit, so dass es weit verbreitet ist und sich besonders für die Verbindung dünner Bleche bis 1 mm eignet.
Es gibt viele strukturelle Formen der Falzung, und in Tabelle 14 sind die gebräuchlichsten Falzformen aufgeführt.
Tabelle 14 Gängige Falzformen
Name | Ecknaht | |||||
Halbes Schloss | Einfaches Schloss | Doppeltes Schloss | ||||
Diagramm | 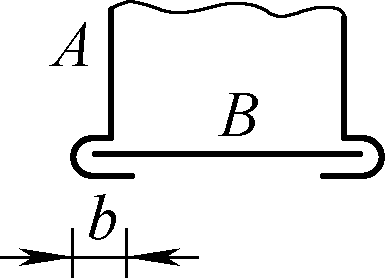 | 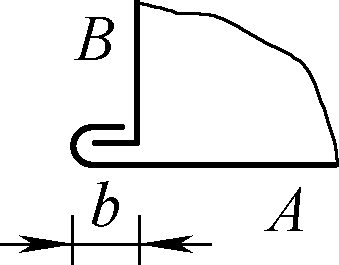 | 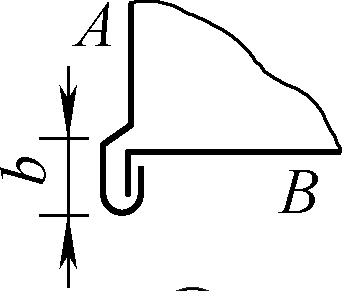 | 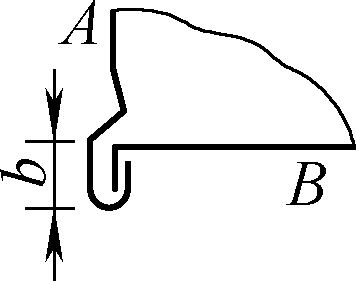 | 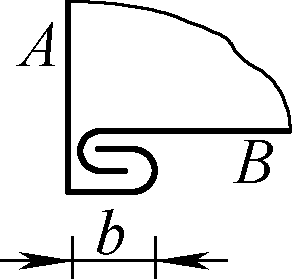 | 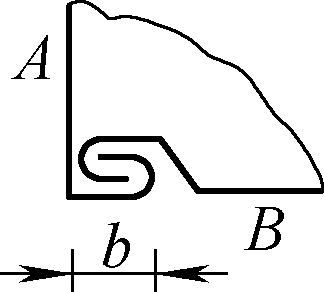 |
Zulässigkeitskoeffizient K | KA=2, KB=1 | |||||
Beschreibung | Siehe Anmerkungen 1~4 | |||||
Name | Ecknaht | Flache Naht | ||||
Snap | Kegelförmige Schnalle (Pittsburgh-Schnalle) | Hängende Schnalle | Einzelne Schnalle | Innere flache Einzelschnalle | Äußere flache Einzelschnalle | |
Einfaches Diagramm | 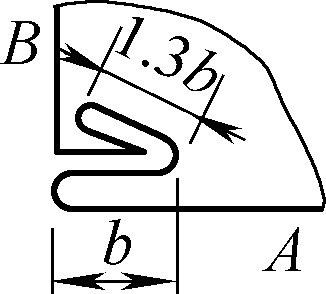 | 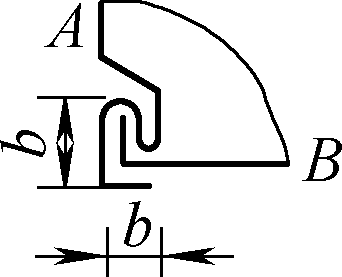 | 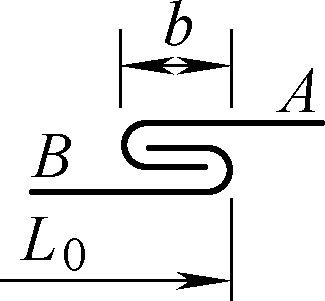 | 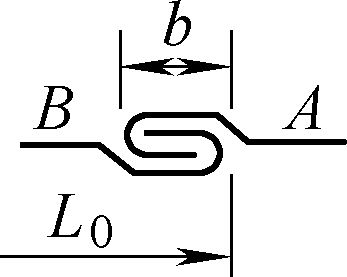 |  |  |
Zulässigkeitskoeffizient K | KA=2.5, KB=1.5, KA=3, KB=1 | KA=2, KB=1 | ||||
Beschreibung | Siehe Anmerkungen 1~4 | Siehe Anmerkungen 5~7 | Siehe Anmerkungen 6, 7 | |||
Name | Flache Naht | Stehende Naht | |||
Doppeltes Schloss | Verbundschloss | Hülsenschloss | Einfaches Schloss | Doppeltes Schloss | |
Einfaches Diagramm | 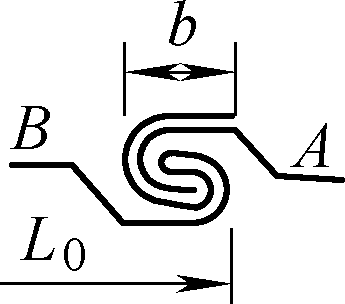 | 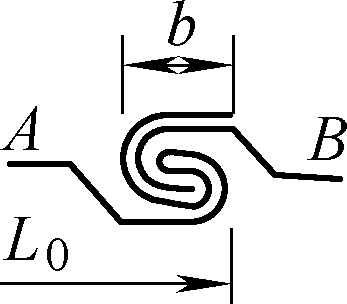 | 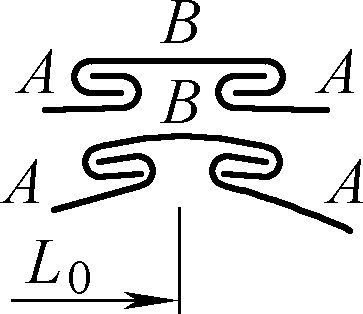 | 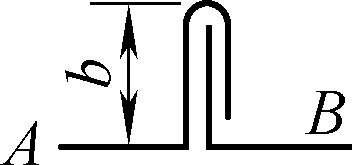 |  |
Zulässigkeitskoeffizient K | KA=3, KB=2 | KA=4, KB=2 | KA=1, Gesamtmenge B Länge 4,5b | KA=2, KB=1 | KA=3, KB=2 |
Erläuterung | Siehe Anmerkungen 6, 7 | ||||
Anmerkung:
1. Ecknähte werden häufig für winklige Verbindungen verwendet, z. B. für die oberen (unteren) Bodenverbindungen von Becken, Eimern, Kästen und Deckeln sowie für die Verbindungen verschiedener gekrümmter Flächen mit dem Boden.
2. Für allgemeine Bauteilplatten t=0,2~1,5mm, b=5~8mm.
3. Konische Schlösser werden für zylindrische Oberflächen verschiedener Rohrformen verwendet, große Bauteile können b=12,7mm aufnehmen.
4. Die abgebildete Position kann zur Verwendung um 90° gedreht werden.
5. Verwendet für unkritische Verbindungen (die keine hohe Festigkeit erfordern), wie z. B. allgemeine Bereiche von Dächern, Eisentüren.
6. Am weitesten verbreitet, kann für ebene, zylindrische oder andere gekrümmte Oberflächenverbindungen von verschiedenen Komponenten und kleinen Plattenverbindungen verwendet werden. Für Umfangsverbindungen von zylindrischen Teilen verwenden Sie innere flache Einzelverschlüsse für glatte Innenwände und äußere flache Einzelverschlüsse für bündige Außenflächen, die sowohl für runde als auch für quadratische Zylinder geeignet sind.
7. Bei einer Materialdicke von t=0,2~0,5 mm für die allgemeine Bauteilbefestigung ist b=3~5 mm zu wählen; bei t=0,5~0,75 mm ist b=5~8 mm zu wählen; für großflächige Verbindungen ist b=12~20 mm zu wählen; für große Krümmerverbindungen ist b=7~12 mm zu wählen.
8. In der Tabelle ist KA und KB stehen für die Zulagekoeffizienten der Teile A und B im Diagramm.
9. Unter den oben genannten Beißstrukturen hat das Verbundschloss die höchste Verbindungsfestigkeit und Dichtungsleistung, gefolgt vom Doppelschloss, das Einzelschloss ist höher als das Halbschloss, und das Hülsenschloss und das Kartenschloss sind etwas höher als das Doppelschloss.
Bei den Beißvorgängen wird zwischen zwei Methoden unterschieden: dem manuellen und dem maschinellen Beißvorgang.
Im Folgenden werden die Schritte für manuelle Beißvorgänge beschrieben.
1) Flache Naht
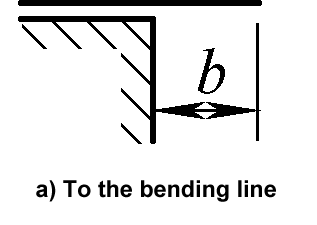

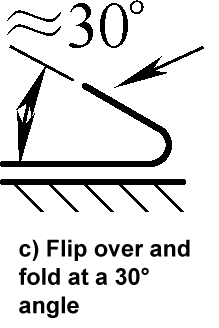
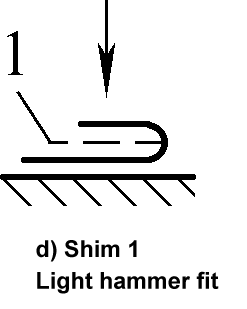
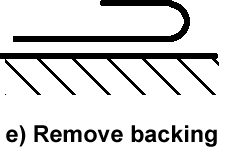
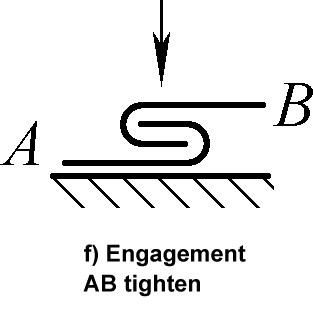
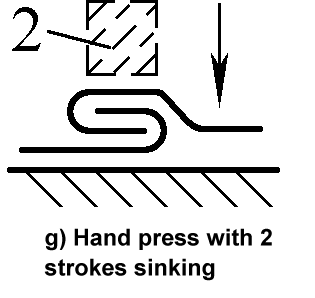
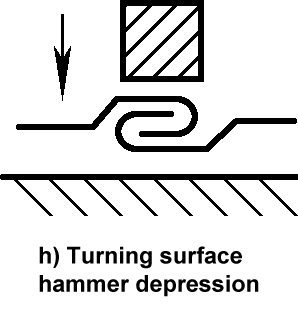
2) Doppelter Stehfalz
Die Arbeitsschritte für die erste Biegung von Teil A sind die gleichen wie a)~d)
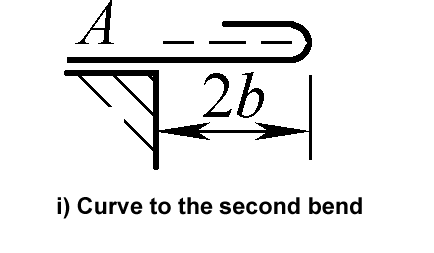
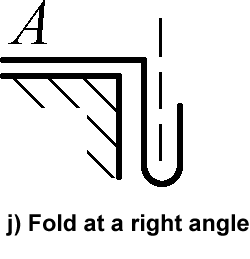
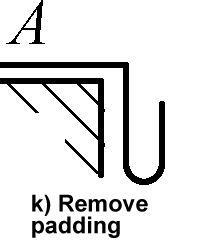
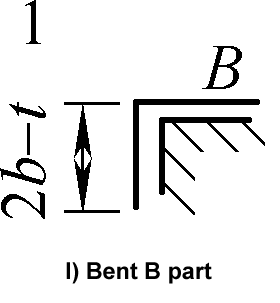
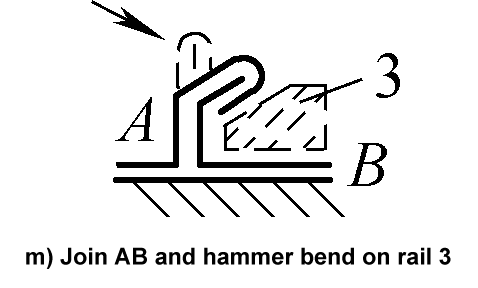
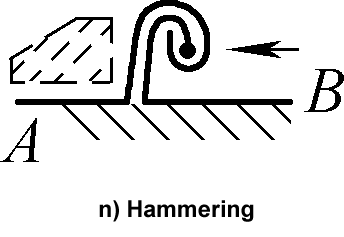
3) Kegelförmiges Schloss
Die Arbeitsschritte für die erste Biegung von Teil A sind die gleichen wie b)~d)
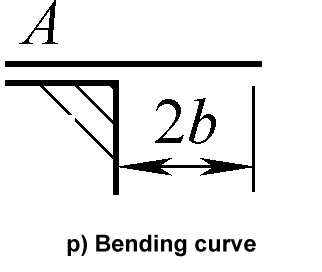
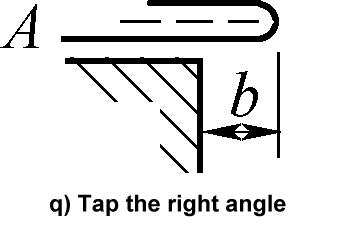
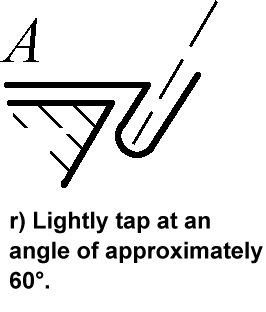
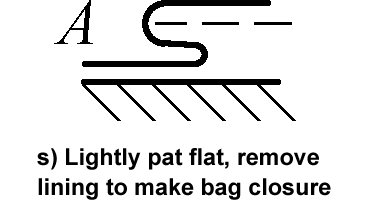
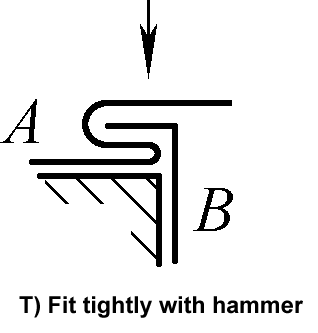
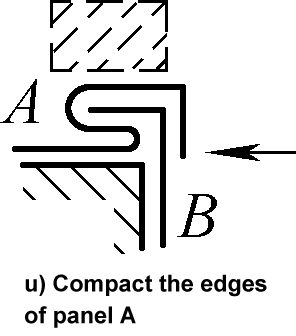
Die Arbeitsschritte des maschinellen Verschließens sind im Wesentlichen die gleichen wie beim manuellen Verschließen. Für Serienfalzverbindungen können spezielle Vorrichtungen für die Falzbearbeitung angefertigt werden. Abbildung 44 zeigt die Arbeitsschritte bei der Verarbeitung von Kegelschnallen mit einer Abkantmaschine.
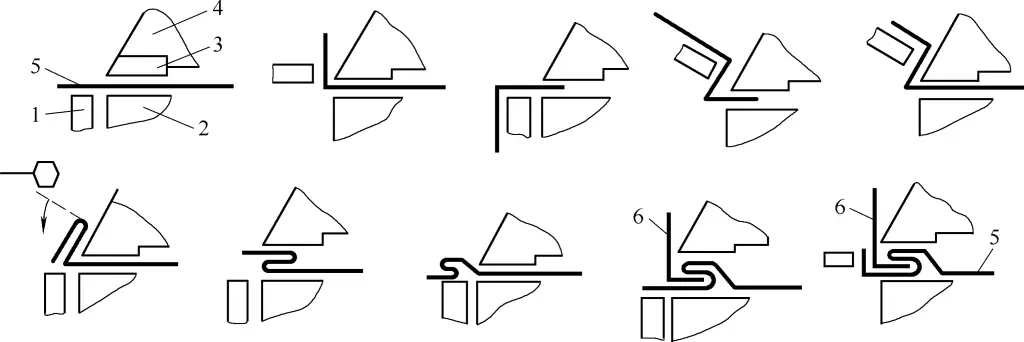
1-Unterer Einlagestreifen und Randfalzung
2-Untere Werkbank
3-Oberer Einlagestreifen
4-Pressen-Block
5-Workpiece A
6-Workpiece B
Das Zuschnittmaß L für den Falz kann nach folgender Formel ermittelt werden:
L=L0+Z
In der Formel
Die wichtigsten Werkzeuge, die beim manuellen Falzen verwendet werden, sind Hämmer, gebogene Zangen, Schneidbretter, Winkeleisenboxen und Lehren. Bei der Bearbeitung müssen die Falzrohlinge entsprechend den Anforderungen des Falzmaßes genügend Falzspielraum lassen, sonst werden die fertigen Teile zu Abfall.
Die manuelle Verriegelung erfolgt durch gegenseitige Verriegelung, daher ist die Bestimmung der Verriegelungsmenge entscheidend. Die Falzmenge für verschiedene Falzungen sollte unter Bezugnahme auf Tabelle 14 bestimmt werden. Außerdem müssen die erste und die zweite Falz der Verriegelungsverbinder übereinstimmen, da sonst die Falz nicht den Anforderungen entspricht, worauf bei der Verarbeitung besonders zu achten ist.
Die Form von Nahtverschlüssen sollte nicht auf die in Tabelle 14 aufgeführten Strukturmuster beschränkt sein. Sie können je nach Situation flexibel und umfangreich eingesetzt werden. Abbildung 45a zeigt beispielsweise die Verwendung einer Flachnahtverbindung im Querschnitt einer zylindrischen Fläche; Abbildung 45b zeigt die Verwendung einer Muffenknickverbindung für eine Längsecknaht; Abbildung 45c zeigt eine Konstruktion, bei der ein S-förmiger Schiebeknick am Kanal 1 und eine Muffenknickverbindung am Kanal 2 verwendet wird. Bei der Verwendung einer Muffenknickverbindung müssen alle Verbindungsteile gerade sein; andernfalls werden die Kanten des gesamten Kanals uneben. Abbildung 45d zeigt die Verwendung von zwei dünnen Blechen zur Herstellung einer Ummantelung für ein Holzbrett, wobei ein Blech mit einer S-Schnalle an das Holzbrett genagelt und mit dem anderen Blech durch eine Schiebe-Schnalle verbunden wird.
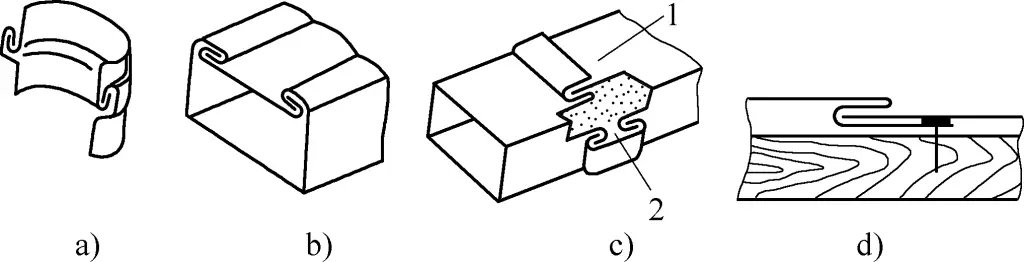
Abbildung 46 zeigt eine Zapfenverbindung zum Verbinden eines Zylinders und eines Flansches, d. h., das Ende eines Zylinders oder eines ovalen Rohrs wird in eine gerade Anzahl von Nähten unterteilt, jedes zweite Stück wird rechtwinklig als Zapfenblock gebogen (siehe Abbildung 46a), und nach Montage den Flansch, wobei das gerade Zapfenstück mit dem Hammer um den zu verbindenden Flansch herumgeschlagen wird (siehe Abbildung 46b). Wenn eine Abdichtung erforderlich ist, kann die Naht durch Weichlöten fixiert werden.
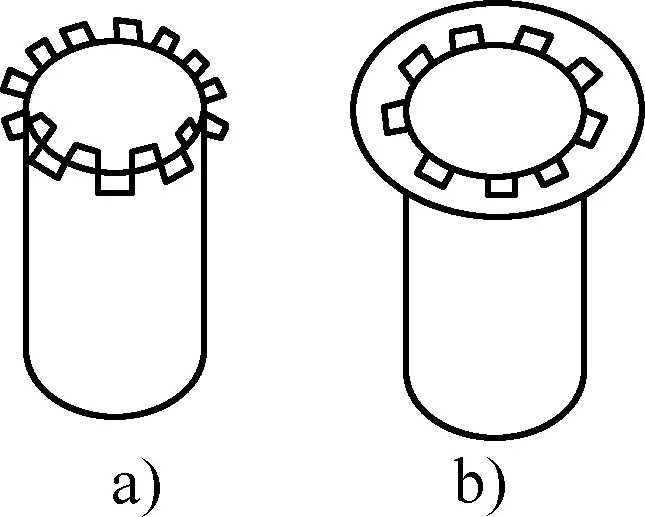
Eine Gewindeverbindung ist eine lösbare feste Verbindung, die aus Gewindeteilen besteht. Sie hat die Vorteile eines einfachen Aufbaus, einer zuverlässigen Verbindung, einer einfachen Montage und Demontage und niedriger Kosten, aber die Befestigungswirkung ist langsam und die Zeit für die Montage und Demontage ist länger. Obwohl der Anteil der Gewindeverbindungen bei Blechteilen nicht groß ist, ist sie eine unverzichtbare Verbindungsmethode.
Nach der Form der Verbindungsteile lassen sich Gewindeverbindungen in Schraubverbindungen und Bolzenverbindungen unterteilen; nach dem Zweck der Verbindung lassen sich Gewindeverbindungen in feste Verbindungen und dichte Verbindungen unterteilen.
Starke Verbindungen gewährleisten nur die Festigkeit der Verbindung, während dichte Verbindungen sowohl die Festigkeit der Verbindung als auch die Dichtungsleistung der Verbindungsteile gewährleisten müssen. Beispielsweise haben Gewindeverbindungen, die in Manometern und Gas- oder Flüssigkeitsleitungen verwendet werden, auch eine Dichtungsfunktion.
Bei dichten Gewindeverbindungen werden häufig abdichtende Rohrgewinde, kegelige Innen- oder Außengewinde, zylindrische Innen- und Außengewinde oder gewöhnliche Gewinde mit Dichtungsmaterialien (Dichtungsmittel, Dichtungsbänder usw.) verwendet.
Für Gewindeverbindungen, die hochfeste Lasten tragen, werden häufig hochfeste Schraubenverbindungen verwendet (hochfeste Schraubenverbindungen stützen sich auf den Reibungswiderstand zwischen den Verbindungsteilen, um die Last zu tragen). Hochfeste Schraubenwerkstoffe bestehen aus legiertem Stahl (35VB, 35CrMo) und hochwertigem Kohlenstoffbaustahl (45er Stahl) mit Grobgewindespezifikationen von M12 bis M30.
Tabelle 16 zeigt die Formen von Schraubverbindungen.
Tabelle 16 Formen von Gewindeverbindungen
Verbindungsformular | Diagramm | Beschreibung | |
Bolzenverbindung | Gewöhnlich | 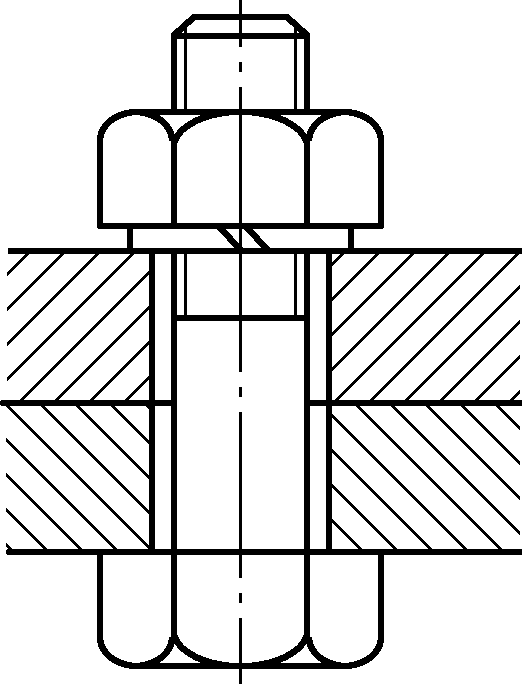 | Der Durchmesser des Bolzenlochs ist 1~1,5 mm größer als der Durchmesser der Bolzenstange, die Anforderungen an das Loch sind nicht hoch, die Struktur ist einfach, leicht zu montieren und zu demontieren, und es ist die am häufigsten verwendete. |
Fit | Die Bolzenstange eines Reiblochbolzens passt mit einer Übergangspassung in das Durchgangsloch, wobei die Scherspannung der Bolzenstange und die Extrusion der Verbindungsfläche die äußere Belastung ausgleichen, mit guter seitlicher Tragfähigkeit und Positionierbarkeit. | ||
Hohe Festigkeit | Der Durchmesser des Bolzenlochs ist größer als der Durchmesser des Bolzenstabs, wobei das Anziehen des Bolzens die Spannung und die Verbindungsfläche den Druck aufnimmt, um die Reibung zum Ausgleich der äußeren Last zu erzeugen. Diese Methode wird häufig bei Stahlkonstruktionen als Ersatz für Nieten verwendet. | ||
Doppelendige Bolzenverbindung | 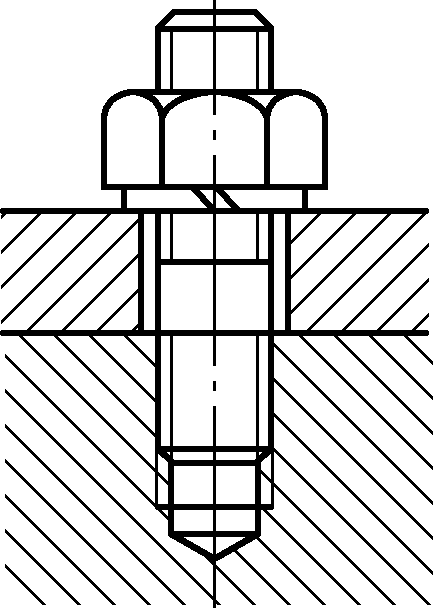 | Beide Enden des doppelendigen Bolzens haben ein Gewinde, wobei ein Ende ein kürzeres Gewinde hat, das in die Gewindebohrung des dicken Verbindungsteils geschraubt wird, und das andere Ende durch die Durchgangsbohrung des dünnen Verbindungsteils führt und die beiden Teile durch Anziehen einer Mutter verbindet. Geeignet für Situationen, in denen eine häufige Montage und Demontage erforderlich ist, in denen eines der verbundenen Teile zu dick ist, um ein Durchgangsloch zu schaffen, oder in denen strukturelle Einschränkungen die Verwendung von Schraubverbindungen verhindern. | |
Schraubverbindung | 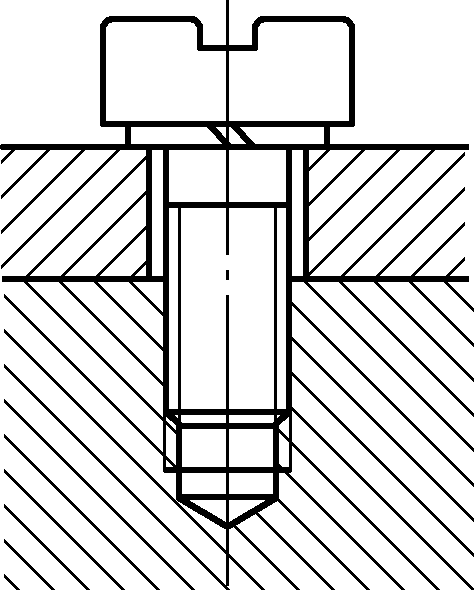 | Führen Sie die Schraube direkt durch das Durchgangsloch des einen Teils und schrauben Sie sie in das Gewindeloch des anderen Teils, um die beiden Teile zu verbinden. Geeignet für Situationen, in denen eine häufige Demontage nicht ratsam ist, in denen eines der zu verbindenden Teile relativ dick ist und eine Durchgangsbohrung nicht möglich ist, oder in denen strukturelle Einschränkungen die Verwendung von Schraubverbindungen verhindern. | |
Der Betrieb von Gewindeverbindungen umfasst hauptsächlich die Bearbeitung von Gewinden und das Anziehen von Schrauben.
Je nach Art des Gewindes, das verbunden werden soll, variiert auch die Verarbeitungsmethode des Gewindes. Zu den gebräuchlichen Bearbeitungsverfahren für Gewinde gehören Drehen, Strangpressen, Rollen, Räumen usw.
Für Blechverarbeitung Die am häufigsten verwendete Bearbeitungsmethode ist das Bohren und Gewindeschneiden, d. h. das Bohren des Gewindegrundes mit einer Handbohrmaschine oder einer Bohrmaschine und das anschließende manuelle Gewindeschneiden oder das Gewindeschneiden mit einer Bohrmaschine. Der Bohrerdurchmesser d2 für das Bohren des Gewindebodens vor dem Gewindeschneiden kann wie folgt bestimmt werden.
Bei metrischen Gewinden, wenn die Steigung t<1mm, d2=d-t; wenn der Abstand t>1mm, d2=d-(1,04~1,06)t. Dabei ist d der Nenndurchmesser des Gewindes.
Für Zollgewinde, wenn der Nenndurchmesser des Gewindes d=3/16~5/8in㊀beträgt der Bohrdurchmesser für das untere Loch von Gusseisen- und Bronzegewinden d2=25(d-1/n); für Stahl- und Messinggewinde beträgt der Bohrdurchmesser d2=25(d-1/n)+0,1. Wenn der Nenndurchmesser des Gewindes d=3/4~(1+1/2)in ist, beträgt der Bohrdurchmesser für das untere Loch von Gusseisen- und Bronzegewinden d2=25(d-1/n); für Stahl- und Messinggewinde beträgt der Bohrdurchmesser d2=25(d-1/n) +0,2. Dabei ist d der Nenndurchmesser des Gewindes (in) und n die Anzahl der Gewinde pro Zoll. (Anmerkung ㊀1in=25,4mm)
Die Schrauben sollten mindestens zweimal angezogen werden, und es sollte eine geeignete Anzugsreihenfolge gewählt werden. Durch das aufeinanderfolgende Anziehen der Schrauben wird sichergestellt, dass jede Schraube in der Gruppe gleichmäßig belastet wird.
Für die Anzugsreihenfolge von Schrauben gibt es zwei Anforderungen: zum einen die Anzahl der Anzugsvorgänge an der Schraube selbst und zum anderen die Anzugsreihenfolge zwischen den Schrauben. Die Anzugsreihenfolge von Schrauben wird in flanschartige Strukturen (siehe Abbildung 47a) und plattenartige, kastenförmige Knoten unterteilt (siehe Abbildung 47b, c).
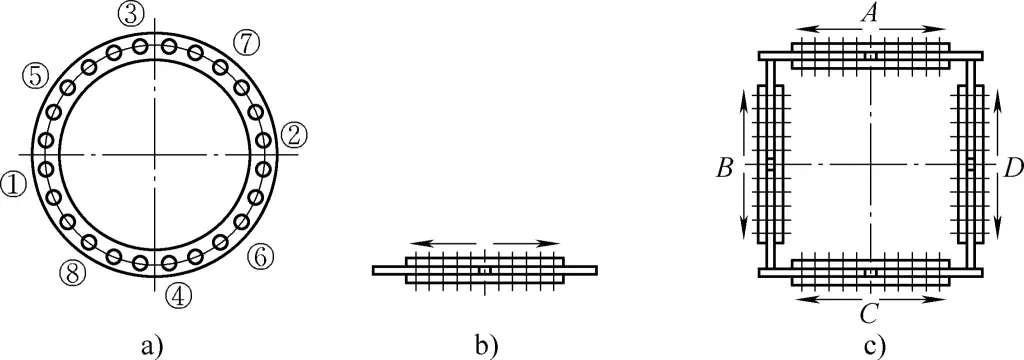
a) Flanschausführung
b) Knoten vom Typ Platte
c) Box-Typ-Knoten
Hinweis: ①~⑧ geben die Reihenfolge des Anziehens der Schrauben an.
1) Anzugsreihenfolge der Schrauben der Flanschkonstruktion
Schrauben an Druckbehältern sind oft ringförmig angeordnet. Bei Flanschverbindungen wird durch das aufeinanderfolgende Anziehen der Schrauben sichergestellt, dass die Schrauben gleichmäßig belastet werden, was eine stabile Dichtungsleistung gewährleistet. Abbildung 48 zeigt die Reihenfolge des Anziehens von Blindflanschschrauben während der Druckprüfung.
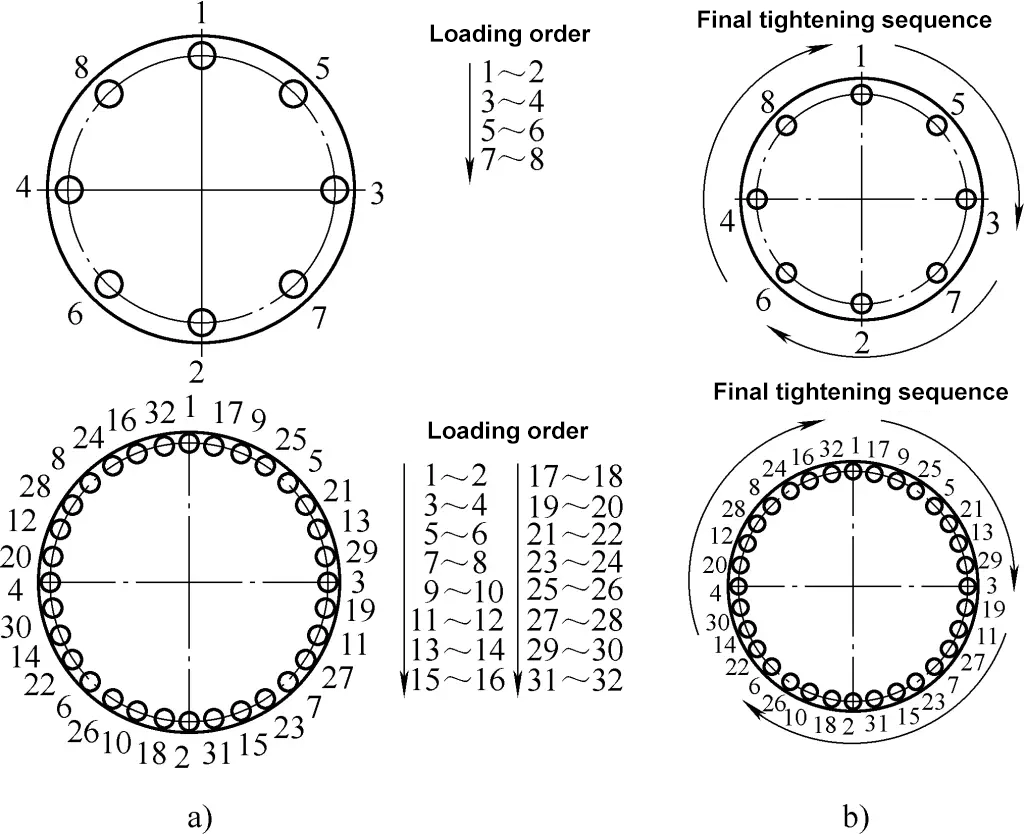
a) Diagonale Anzugsreihenfolge beim Anziehen der Last
b) Sequentielle Anzugsreihenfolge beim endgültigen Anziehen
Beim Vorspannen geht es vor allem darum, den Dichtring und die Flanschblende korrekt auf den Anschlussflansch zu setzen und mit den Schrauben zu befestigen. Die Verbindung zwischen den Bolzen wird nur angezogen, aber nicht vollständig festgezogen. Das Vorspannen ist besonders wichtig für die Platzierung von vertikalen und schrägen Flanschblindplatten, da es die Dichtungsqualität erheblich beeinflusst. Bei konvex-konkaven Flanschen ist darauf zu achten, dass die Dichtung genau eingebettet ist, bevor mit dem Anziehen der Last fortgefahren wird.
Vergewissern Sie sich nach der Inspektion, dass die Dichtung richtig eingelegt ist und dass jede Schraube gleichmäßig unter Spannung steht, bevor Sie mit dem Anziehen der Last fortfahren. Die Schrauben sollten in diagonaler Reihenfolge angezogen werden, wie in Abbildung 48a dargestellt.
Die Anzahl der Lastanzüge hängt vom Schraubendurchmesser und dem Gewindeprofil ab. Die Anzahl der Anziehvorgänge steigt mit dem Schraubendurchmesser, und Gewinde mit Trapez- oder Sägezahnprofil erfordern mehr Anziehvorgänge.
Beim endgültigen Anziehen wird die Anzugsreihenfolge vom ersten Punkt an nacheinander ausgeführt, wie in Abbildung 48b dargestellt. Dies unterscheidet sich deutlich von der Reihenfolge des Anziehens unter Last. Die Anzahl der Endverschraubungen folgt demselben Muster wie die Lastverschraubungen.
2) Platte-Typ, Box-Typ-Knoten hochfesten Schrauben Anzugsreihenfolge
Das Anziehen von hochfesten Schrauben in plattenförmigen und kastenförmigen Knoten erfolgt in einer Ausdehnung nach außen oder symmetrisch von der Mitte der Knotenplattenverbindung aus, wie in Abbildung 47b, c dargestellt.
3) Anzugsreihenfolge der hochfesten Schrauben
Die Anzugsreihenfolge verläuft im Allgemeinen von der Mitte der Schraubengruppe zu den Enden oder nach außen. Bei Stellgliedern an Rohrleitungen wie Kondensatableitern, Kompensatoren, Ventilen, Druckminderern, Sicherheitsventilen, Drosselventilen, Rückschlagventilen und konischen Blindflanschen ist darauf zu achten, dass die Einbaurichtung mit der Fließrichtung des Mediums übereinstimmt.
Die Dehnungsfuge ist ein Verfahren, bei dem Druck auf die Innenwand des Rohrmaterials ausgeübt wird, was zu einer plastischen Verformung des Rohrs und einer elastischen Verformung des Rohrbodens führt, wodurch sich das Ende ausdehnt und eine dichte Verbindung zwischen dem Rohrmaterial und dem Rohrbodenloch entsteht. Dieses Verfahren wird häufig bei der Herstellung von Heizkesseln und Wärmetauschern eingesetzt.
In Tabelle 17 sind einige gängige Dehnungsfugenformen und ihre Anwendungsbereiche aufgeführt.
Tabelle 17 Einige gängige Dehnungsfugenformen und anwendbare Bereiche
Dehnungsfuge | Kompensator mit glattem Loch | Flanschkompensator | Bördelkompensator | Gerillter Kompensator | Stirnseitig geschweißter Ringnahtkompensator | |
Kompensator mit glattem Loch | Gerillter Kompensator | |||||
Diagramm | 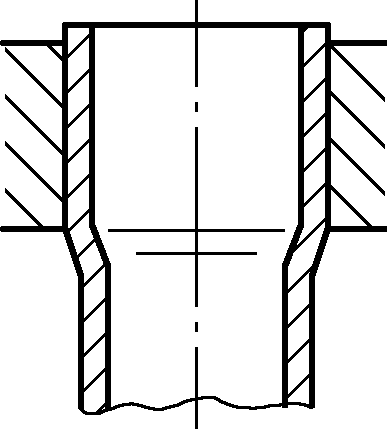 | 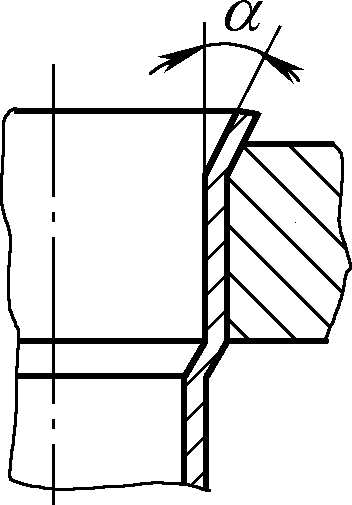 | 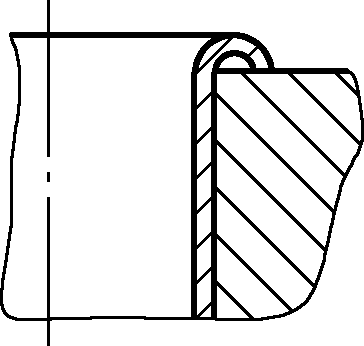 | 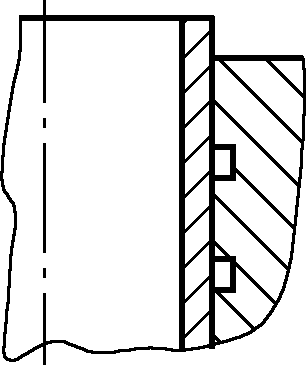 | 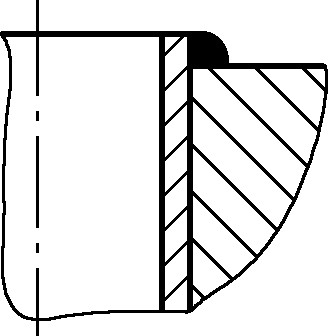 | 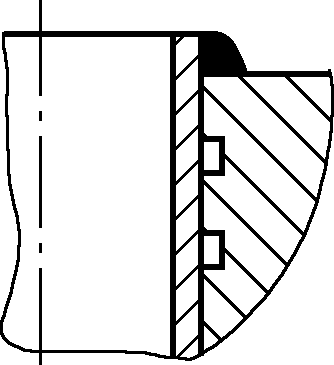 |
Beschreibung | Länge der Dehnungsfuge ≤20mm Arbeitsbedingungen: Arbeitsdruck weniger als 0,6MPa; Arbeitstemperatur weniger als 300℃ | α=12°~15° Arbeitsbedingungen: Arbeitsdruck größer als oder gleich 0,1MPa, aber kleiner als 1,6MPa (Niederdruckkessel) | Arbeitsbedingungen: wie bei Flanschkompensatoren | Länge der Dehnungsfuge ≤20mm Arbeitsbedingungen: Arbeitsdruck weniger als 3,9MPa; Arbeitstemperatur weniger als 300℃ | Arbeitsbedingungen: Arbeitsdruck weniger als 7MPa Temperatur weniger als 350℃ | Arbeitsbedingungen: hohe Temperatur und hoher Druck |
In der Blechverarbeitung ist die mechanische Rohraufweitung die am häufigsten verwendete Methode. Zu den verwendeten Werkzeugen gehören Spiralrohrdehner (geeignet für Kupferrohre oder als Hilfswerkzeug), Vorwärtsrohrdehner (geeignet für Rohrdurchmesser ϕ10~ϕ180mm, siehe Abbildung 49) und Rückwärtsrohrdehner (geeignet für dicke Rohre mit kleinem Durchmesser).
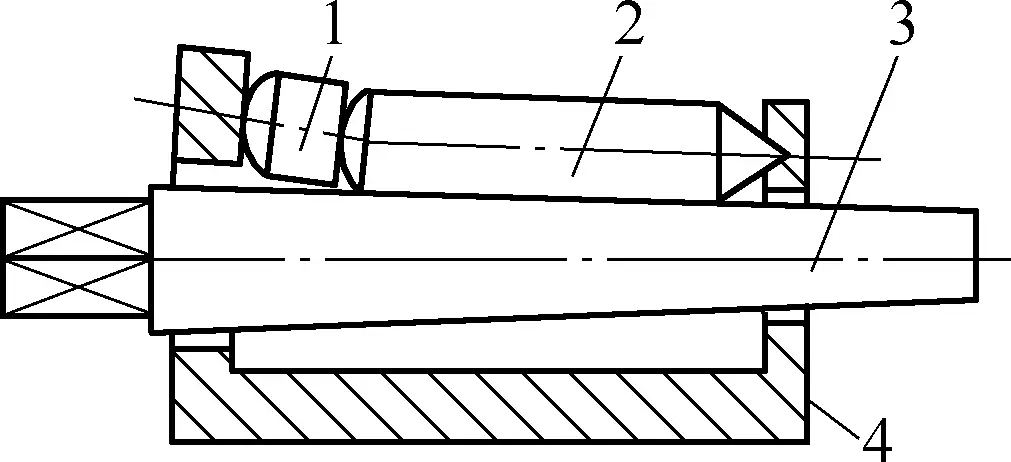
1-Schleuderwalze
2-Drei Expansionslochrollen (Expander)
3-Expansionsstange
4-Expansionsgehäuse
Im Allgemeinen läuft die Bearbeitung der Rohrausdehnung nach folgendem Verfahren ab: Glühen des Rohrs (Glühtemperatur: Kohlenstoffstahlrohr 600~650℃, legiertes Stahlrohr 650~700℃) → Überprüfung und sorgfältige Reinigung des Rohr- und Plattenlochs → Positionierung der anfänglichen Ausdehnung → erneute Ausdehnung → Bördeln → Rohrendschweißnaht → Überprüfung der Dichtheit der Ausdehnung.
Aufgrund der vielen Faktoren, die sich auf die Qualität der Rohraufweitung auswirken, sollte in der Praxis die Verarbeitungsqualität jedes Aufweitungsprozesses streng kontrolliert werden, wobei vor allem die folgenden Aspekte zu berücksichtigen sind.
Die Dehnungsdichtigkeit wirkt sich direkt auf die Qualität der Rohrdehnungsverarbeitung aus, daher sollte die Dehnungsdichtigkeit innerhalb eines bestimmten Bereichs kontrolliert werden. Unzureichende Expansion und Überexpansion beeinträchtigen die Festigkeit und Abdichtung der Verbindung. In der Praxis sollten der Durchmesser des Dehnungslochs und der Außendurchmesser des Rohrmaterials streng kontrolliert werden.
Ob die Dehnungsdichtigkeit angemessen ist, wird hauptsächlich durch das Gefühl der Armkraft, das Geräusch des Rohraufweiters und den Grad der Verformung des Rohrmaterials bestimmt. Darüber hinaus kann auch das Abblättern der Risse in der Oxidschicht um das Plattenloch herum zur Beurteilung herangezogen werden, ob die Dehnungsdichtigkeit den Anforderungen entspricht.
Ein angemessener Abstand zwischen dem Loch in der Rohrplatte und dem Rohrmaterial ist ein wichtiger Faktor, um die Expansionsrate und die Qualität zu gewährleisten. Ein zu großer Spalt verringert den Ausdehnungsgrad und beeinträchtigt die Festigkeit der Verbindung; ein zu kleiner Spalt erschwert das Einführen des Rohrs bei der Montage.
Die Wahl eines angemessenen Spalts ist eine wesentliche Aufgabe vor der Montage der Rohrmaterialausdehnung, die durch tatsächliche Messung auf der Grundlage spezifischer Größenbedingungen erfolgen kann. Tabelle 18 zeigt den maximalen Abstand zwischen dem Loch in der Rohrplatte und dem Wärmetauscherrohr.
Tabelle 18 Maximaler Abstand zwischen Rohrplattenloch und Wärmetauscherrohr
| Betriebsdruck/MPa | Maximaler Durchmesser des Wärmetauscherrohrs/mm | |||||||
| 32 | 38 | 51 | 60 | 76 | 83 | 102 | 108 | |
| Maximaler Abstand zwischen Rohrplattenloch und Wärmetauscherrohr/mm | ||||||||
| ≤3.0 | 1.2 | 1.4 | 1.5 | 1.5 | 2.0 | 2.2 | 2.6 | 3.0 |
| >3.0 | 1.0 | 1.0 | 1.2 | 1.2 | 1.5 | 1.8 | 2.0 | 2.0 |
Die Behandlung der Rohrenden umfasst eine Erweichungswärmebehandlung und die Entfernung von Rost. Der Zweck der Erweichungswärmebehandlung von Rohrenden besteht darin, einen guten Ausdehnungseffekt durch Spannungsfreiglühen der Enden der Wärmetauscherrohre zu erzielen, um eine Erweichung zu erreichen. Die Methode des Spannungsfreiglühens besteht darin, die Rohrenden über die Rekristallisationstemperatur zu erhitzen und langsam abzukühlen.
Der Schwefelgehalt des Heizmaterials für das Glühen sollte streng kontrolliert werden, um ein Eindringen von Schwefel während des Erhitzens zu vermeiden. Die Oxidschicht auf der Oberfläche der wärmebehandelten Rohrenden sollte entfernt werden, um die Qualität der Expansion zu gewährleisten.
Die Glühtemperatur für Rohre aus Kohlenstoffstahl beträgt 600~650℃, für Rohre aus legiertem Stahl 650~700℃. Die Glühdauer sollte der Dicke der Rohrplatte t plus 100 mm entsprechen, mit einer Haltezeit von 10~15 Minuten und langsamer Abkühlung in Kalk oder Ofenasche.
Für die Beheizung der Rohrenden können Koks und andere Wärmequellen oder eine Bleibaderhitzung verwendet werden. Die Bleibaderhitzung zeichnet sich durch eine gleichmäßige Erwärmung, die Verhinderung des Eindringens von Schwefel und eine bequeme und strenge Temperaturkontrolle aus. Um die Oxidation von Blei und die Schädigung durch Bleidampf zu verhindern, kann eine 10 mm dicke Schutzschicht aus Ofenasche auf die Oberfläche der Bleiflüssigkeit aufgebracht werden.
Das Schmieren des Rohraufweiters während des Aufweitens der Rohre erleichtert die Verarbeitung und schützt den Rohraufweiter. Es muss jedoch darauf geachtet werden, dass kein Schmieröl in den Aufweitbereich zwischen Rohrplatte und Rohrende gelangt, um die Dichtigkeit der Aufweitung nicht zu beeinträchtigen und um Poren während der Aufweitung zu vermeiden. Sollte der Aufweitungsbereich versehentlich mit Schmieröl verunreinigt worden sein, kann er mit Aceton gereinigt werden.
Die Wahl einer angemessenen Aufweitungsreihenfolge ist für die Verbesserung der Qualität der Aufweitung von Vorteil. Das allgemeine Prinzip der Expansionssequenz ist: zuerst intermittierende Expansion, um den Abstand der Rohrplatte zu fixieren, dann kontinuierliche Expansion aller Rohrmaterialien.
Bei Rohrkästen, die mit Rohrplatten kombiniert sind, kann eine unsachgemäße Ausdehnungsreihenfolge zu einer erheblichen Verformung der Rohrplatte (Verbiegung oder Schüsselförmigkeit) und sogar zum Versagen der Dichtfläche der Rohrplatte führen.
Der Grund für die Verformung ist, dass einige Rohrmaterialien bei der anfänglichen Aufweitung den Abstand des Rohrbodens fixiert haben. Wenn andere Rohrmaterialien nacheinander aufgeweitet werden, wird die axiale Dehnung der Rohrmaterialien durch die Rohrplatte behindert, so dass jedes Rohrmaterial auf die Rohrplatte drückt und diese verformt. Die korrekte Reihenfolge des Aufweitens von Rohren bei Rohrkästen in Kombination mit Rohrplatten ist in Abbildung 50 dargestellt.
Die wichtigsten Arbeitsschritte sind: Erstens werden die mit 1 bis 6 gekennzeichneten Rohrmaterialien im ersten Kreis nacheinander aufgeweitet, wobei darauf zu achten ist, dass der Abstand zwischen den beiden Rohrplatten eingehalten wird und die Rohrplatte und die Rohrmaterialien senkrecht zueinander stehen; zweitens können zur Erhöhung der Steifigkeit der Rohrplatte einige Rohrmaterialien im zweiten und dritten Kreis, die von den zuvor aufgeweiteten Rohrmaterialien beabstandet sind, aufgeweitet werden, wobei darauf zu achten ist, dass sie symmetrisch wie die Rohrmaterialien 1 bis 6 aufgeweitet werden.
Um eine gleichmäßige Beanspruchung jeder Verbindung zu gewährleisten, dehnen Sie zuerst die ungeraden Reihen (z. B. die 1., 3. und 5. Reihe in Abbildung 50) des Rohrmaterials und dann die geraden Reihen aus.