
Mindestbiegehöhe der V-Biegung
Wie tief kann man beim V-Biegen gehen? Die Kenntnis der Mindestbiegehöhe ist für die Präzision in der Metallbearbeitung entscheidend. Dieser Artikel...
Beim Z-Biegen in der Metallverarbeitung ist das Erreichen der korrekten Mindestbiegehöhe von entscheidender Bedeutung, um Präzision und strukturelle Integrität zu gewährleisten. Dieser Artikel befasst sich mit den technischen Aspekten des Z-Biegens und erklärt, wie man die Mindestbiegehöhe auf der Grundlage der Materialdicke und der Schlitzbreite der Matrize berechnet. Wenn Sie diese Parameter kennen, können Sie Ihre Biegeprozesse optimieren, häufige Fallstricke vermeiden und die Qualität Ihrer Metallteile verbessern. Lesen Sie weiter, um detaillierte Richtlinien und Empfehlungen für das Erreichen der perfekten Z-Biegung in Ihren Projekten zu entdecken.
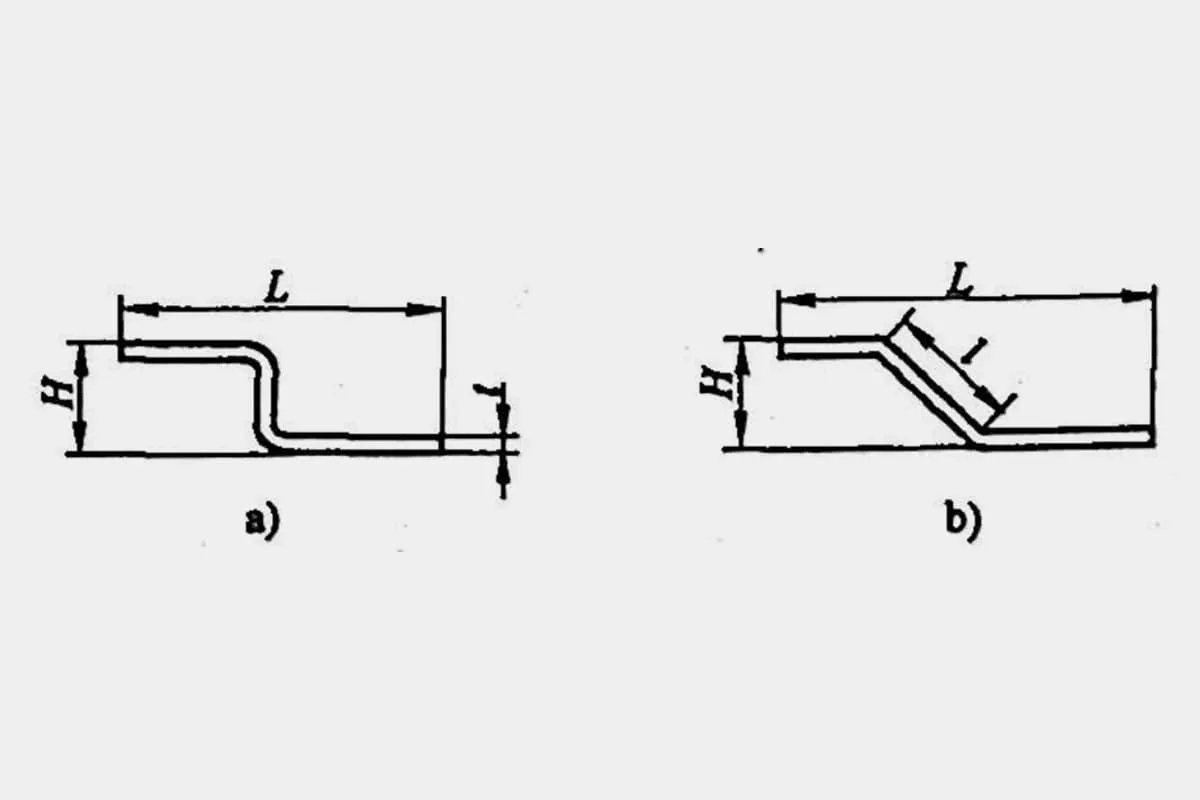
Das Z-Biegen, auch Offset-Biegen genannt, kann je nach Umformwinkel in gerades Kantenoffset-Biegen und schräges Kantenoffset-Biegen unterteilt werden (siehe Abbildung 1). Die Bearbeitungsmethode wird anhand der Versatzhöhe bestimmt.
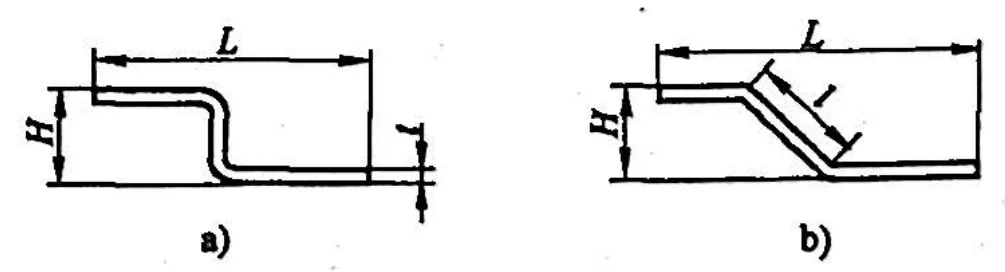
Im Falle des Offset-Biegens mit geraden Kanten (Abbildung 1) kann das Los, wenn die Offset-Höhe H in den Bereich 0<H≤2t fällt und das Los nicht groß ist, mit einer Offset-Matrize auf einer Biegemaschine verarbeitet werden, wie in Abbildung 2 dargestellt.
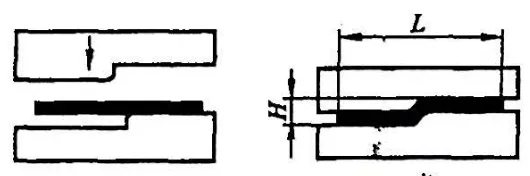
Wenn die Versatzhöhe innerhalb von 2t die minimale Biegehöhe der Z-Biegung (Offset) ist, wird die Biegemaschine für die bidirektionale Biegeverarbeitung verwendet.
Der erste Schritt der Bearbeitung der Z-Biegung (Offset) auf einer Biegemaschine wird auf die gleiche Weise berechnet wie in dem zuvor hochgeladenen Artikel über V-Biegen. Der Ausgangszustand beim Biegen in eine Z-Form im zweiten Schritt ist in Abbildung 3 dargestellt.
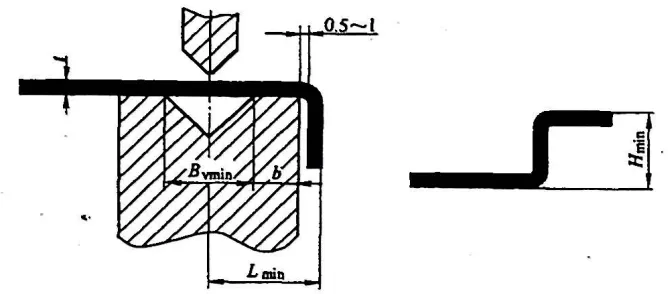
Wie aus der Abbildung ersichtlich ist, sind die Prozesse des Z-Biegens und des V-Biegens sehr ähnlich, und es gibt auch das Problem der minimalen Biegehöhe des Z-Biegens. Aufgrund der Beschränkung der unteren Matrizenstruktur ist das Mindestmaß Lmin von der Biegelinie (Symmetrielinie der unteren Matrizennut) bis zur Oberkante der Z-Form beim 90° Z-Biegen größer als beim V-Biegen, was wie folgt berechnet werden kann:
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Wo:
b - Konstruktionsmaße von der unteren Matrizenrille bis zum Rand (in mm), in der Regel b > 5mm.
Die Formel für die Berechnung der Mindestrandhöhe der Z-Biegung (Offset) lautet:
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
Die empfohlenen Werte für die Mindestrandhöhe der Z-Biegung (Offset) für verschiedene Materialdicken t sind in Tabelle 1 aufgeführt.
Tabelle 1: Empfohlene Werte für die Mindestbiegehöhe beim Z-Biegen (Offset) (Einheit: mm)
| Seriennummer | Material Dicke t | Matrize Schlitzbreite Bv | Stempelbogen Radius r0 | Z-förmige Biegung Höhe Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 oder 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 oder 0,5 | 10.4 |
| 5 | 1.2 | 8(oder 6) | 1 oder 0,5 | 11,7(oder 10,7) |
| 6 | 1.5 | 10(oder 8) | 1 oder 0,5 | 13,3(oder 12,3) |
| 7 | 2.0 | 12 | 1,5 oder 0,5 | 15.2 |
| 8 | 2.5 | 16(oder 14) | 1,5 oder 0,5 | 18,2(oder 17,2) |
| 9 | 3.0 | 18 | 2 oder 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Hinweis: Die Daten in der Tabelle sind empirisch und dienen nur als Referenz.







