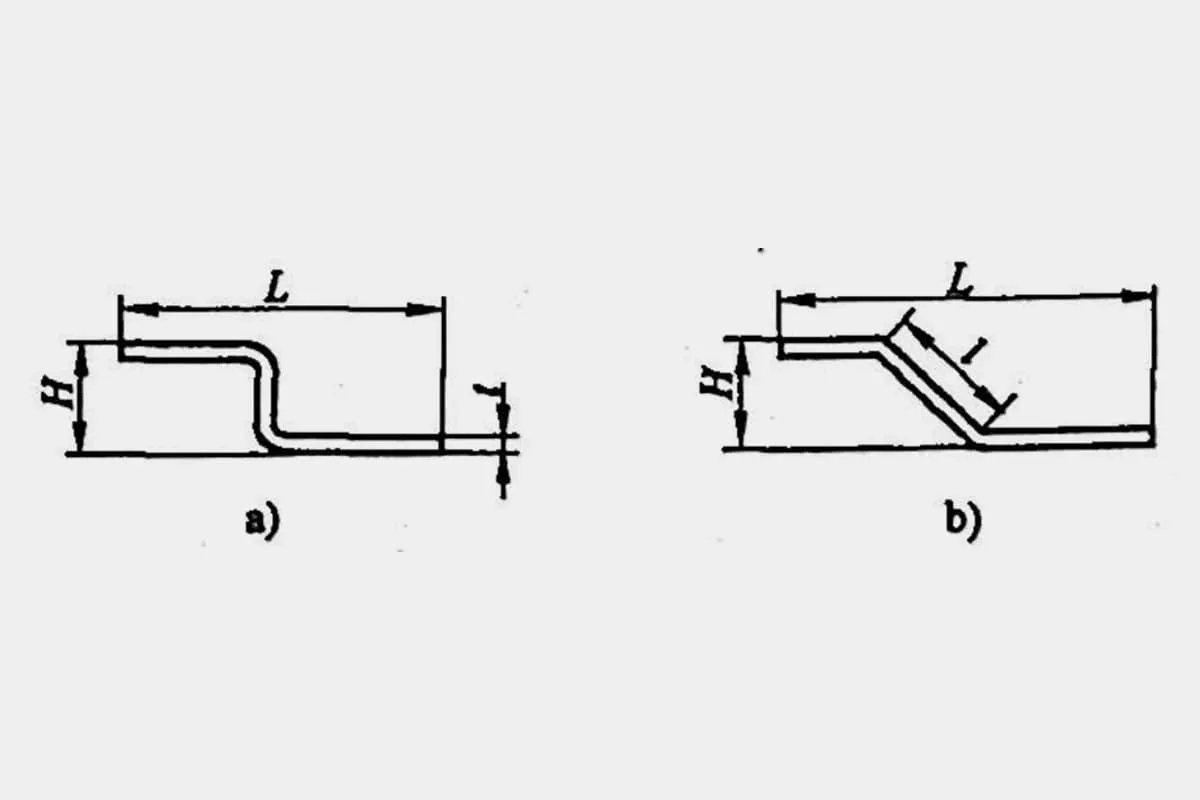
Altura mínima de plegado en Z
Cuando se trabaja con plegado en Z en la fabricación de metal, es esencial lograr la altura de plegado mínima correcta para garantizar la precisión y la...
¿Hasta dónde puede llegar el plegado en V? Comprender la altura mínima de plegado es crucial para la precisión en el mecanizado de metales. Este artículo profundiza en los factores clave que determinan este parámetro, centrándose en la anchura de la ranura de la matriz y el grosor de la chapa. Si sigue leyendo, descubrirá las fórmulas y directrices esenciales para lograr curvados óptimos sin comprometer la integridad estructural.

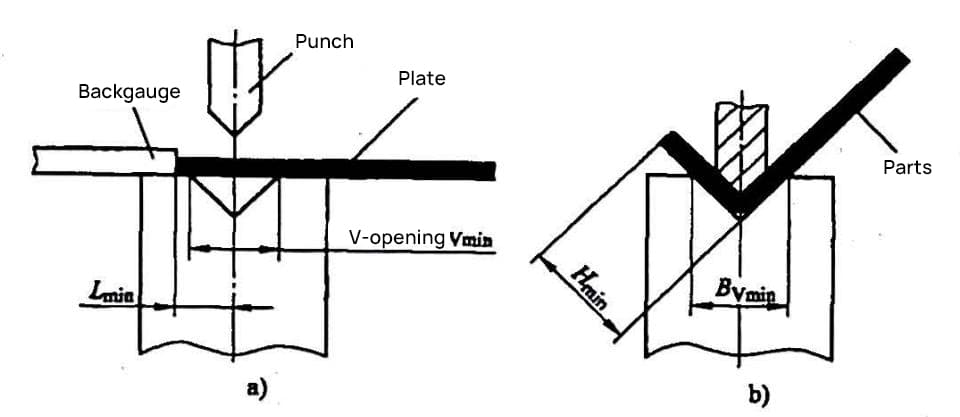
El factor clave que afecta a la altura de curvatura del plegadora es la anchura de la ranura de la matriz. La altura mínima de plegado en V se muestra en la figura 1. En la figura 1a se muestra el estado inicial de un plegado en V simple.
De la figura se desprende que cuando la flexión permite la dimensión mínima Lmin desde la línea de plegado (línea simétrica de la ranura de la matriz) hasta el borde de la chapa que se va a plegar, la dimensión límite mínima de la altura de plegado de la plegadora, o la altura mínima de plegado Hmincomo se muestra en la figura 1b.
Por lo tanto, la altura mínima de plegado de la plegadora viene determinada por la anchura de la ranura de la matriz.
1) Podemos determinar el valor mínimo Bvmin de la anchura de la ranura de la matriz necesaria para el plegado de chapas de diferentes espesores t según la fórmula (2-1).
Ejemplo 2-1:
Calcular la anchura mínima de la ranura de la matriz Bvmin que se puede utilizar al curvar un material con un espesor de chapa t=1,5 mm.
Solución: Tomar Kb=6, sustituir t=1,5mm en la fórmula (2-1), y obtener Bvmin = 6 x 1,5mm = 9mm. Compare con las especificaciones de la anchura de la ranura del troquel anteriores y podrá elegir un troquel inferior con una anchura de ranura de 10 mm (u 8 mm).
2) A partir del diagrama de estado inicial de la flexión, podemos ver que la dimensión mínima Lmin desde la línea de plegado (línea simétrica de la ranura de la matriz) hasta el borde de la chapa está limitada por el valor mínimo Bvmin de la anchura de la ranura. Lmin debe ser mayor que Bvmin/2. A través de experimentos, se demuestra que:
Lmin= Bvmin/2 + f (2-2)
Donde f es un valor empírico (mm), normalmente se toma f>0,5~1.
3) La relación entre la dimensión mínima Lmin desde la línea de plegado (línea simétrica de la boca de la matriz) hasta el borde de la chapa en plegado en V (90°) y la altura mínima de plegado H es la siguiente:
Hmin=Lmin+t-x/2.
Sustituyendo la fórmula (2-2) en esta fórmula se obtiene la fórmula de cálculo de la altura mínima de curvatura en curvatura en V:
Hmin=(Bvmin-x)/2+f+t (2-3)
Donde Hmin es la altura mínima de flexión (mm); x es el valor de corrección de la parte R de flexión (mm). Cuando la flexión φ=90° no utiliza la placa de presión, véase la Tabla 1 para el valor de corrección de la parte R. Cuando la flexión φ=90° utiliza la placa de presión, véase la Tabla 2-2 para el valor positivo de la parte R.
Tabla 1 Valor de corrección x de la parte R cuando φ=90° de flexión no utiliza la placa de presión (unidad: mm)
| Radio de curvatura r | Espesor del material t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Nota:
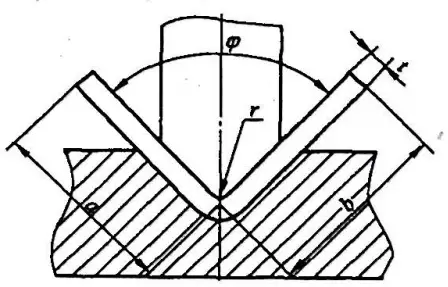
Tabla 2 Cuando φ=90° y se utiliza una placa de prensado para el curvado, el valor de corrección x para la parte R (Unidad: mm)
| Radio de curvatura r | Espesor del material t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Nota:
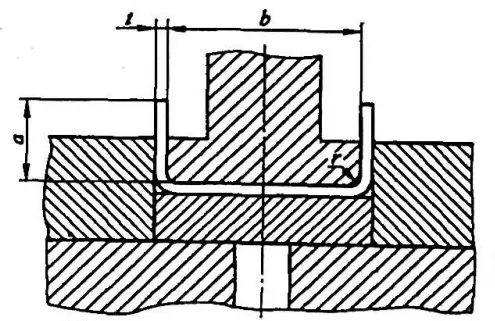
En la fórmula a- longitud del borde excluyendo el espesor del material (mm);
Ejemplo 2-2 Utilizando una matriz inferior con un ancho de ranura de 10 mm y una cuchilla de plegado de r0=1 en la matriz superior, doblar una pieza en forma de V con un espesor de chapa de t=1,5mm y φ=90°. Calcular la altura mínima del borde de plegado Hmin para mecanizar esta pieza en el plegadora (como se muestra en la figura 1b).
[Solución] A partir de la fórmula (2-3), la altura mínima del borde de flexión de la pieza es
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Altura mínima del borde de flexión recomendada para la chapa fina de acero laminada en frío, véase la tabla 3.
Tabla 3 Altura mínima recomendada del borde de flexión (Unidad: mm)
| Número de serie | Material Espesor t | V-die Ancho de ranura Bv | Radio de curvatura del filo de la cuchilla r0 | Altura mínima de curvatura Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 o 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 ó 0,2 | 4.4 |
| 5 | 1.2 | 8(o 6) | 1 ó 0,2 | 5,5(o 4,5) |
| 6 | 1.5 | 10(u 8) | 1 ó 0,2 | 6,8(o 5,8) |
| 7 | 2.0 | 12 | 1,5 o 0,5 | 8.3 |
| 8 | 2.5 | 16(o 14) | 1,5 o 0,5 | 10,7(o 9,7) |
| 9 | 3.0 | 18 | 2 ó 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Nota:







