Como pode garantir uma dobragem de metal precisa e segura na sua oficina? Este artigo aborda os aspectos essenciais do cálculo da tonelagem da quinadora, explicando os factores críticos como o tipo de material, a espessura da folha e o comprimento da dobra. Descubra como utilizar estes cálculos para evitar armadilhas comuns, assegurando tanto a longevidade do seu equipamento como a qualidade das suas dobras. Através de dicas práticas e de uma calculadora interactiva, ganhará a confiança necessária para executar sempre dobragens perfeitas.
Última atualização:
23 de agosto de 2024
Partilhe o seu gosto:
Índice
O que é a tonelagem da prensa dobradeira?
A tonelagem da prensa dobradeira refere-se à força necessária para dobrar metal utilizando uma máquina de prensa dobradeira. É normalmente medida em toneladas (toneladas curtas nos EUA) ou toneladas métricas (toneladas) por pé ou metro de comprimento de dobragem. Por exemplo, uma prensa dobradeira de 100 toneladas pode exercer até 100 toneladas de força ao longo de todo o seu comprimento.
A tonelagem necessária depende de vários factores:
Propriedades do material (tipo, espessura, resistência à tração)
Ângulo de curvatura
Largura da abertura da matriz
Comprimento da curva
Calculadora de tonelagem de prensa dobradeira
Como sabe, os diferentes países utilizam unidades diferentes, alguns países utilizam unidades métricas e outros utilizam unidades britânicas. Para sua conveniência, a calculadora de tonelagem do travão de prensa A máquina que fabricámos pode satisfazer simultaneamente as duas necessidades acima referidas.
Se pretender saber mais sobre a fórmula de cálculo da tonelagem da quinadora, pode consultar este artigo. Desfrutem-no.
Abertura V recomendada da matriz inferior
Espessura do material S
0,5-2,5 mm
3-8mm
9-10mm
>12mm
Abertura em V da matriz inferior
6×S
8×S
10×S
12×S
Raio interior de curvatura a partir da abertura da matriz em V
A fórmula para o cálculo da tonelagem da prensa dobradeira
O cálculo dos requisitos de tonelagem para uma operação de prensa dobradeira é essencial para garantir uma dobragem precisa sem danificar o equipamento ou a peça de trabalho. A fórmula padrão utilizada para o cálculo da tonelagem é a seguinte:
(quando σb = 450N/mm²)
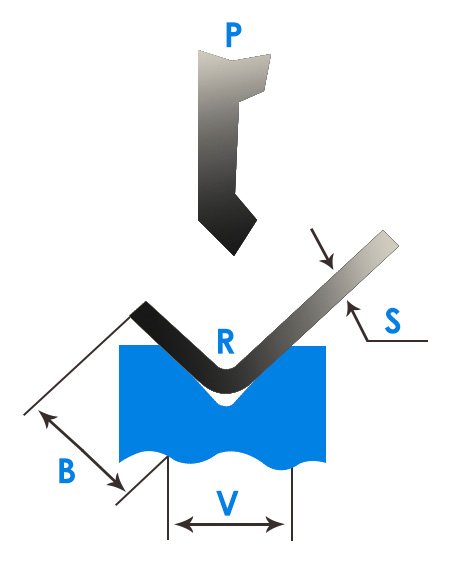
Aqui, P representa a tonelagem necessária, S é a espessura do material (em mm), L é o comprimento da dobra (em mm) e V é a abertura da matriz (em mm). Nesta fórmula, σb é a resistência à tração do material (em N/mm²).
Outra variação da fórmula para estimar a necessidade de tonelagem é
Estas duas fórmulas oferecem um meio fiável de calcular a tonelagem necessária para uma operação de dobragem de ar.
Exemplo de cálculo:
Material: aço macio
Espessura: 4mm
Comprimento de dobragem: 3000mm
Abertura da matriz: 8×4=32
Se calcularmos pela primeira fórmula, obtemos:
P=650×4²×3/32=975KN 975KN=99,49Ton
Se calcularmos pela segunda fórmula, obtemos: P=1.42×450×4²×3/32=958.5KN 958,5KN=97,8Ton
Utilizando dois métodos de cálculo diferentes, obtivemos uma pressão de quinagem próxima das 100 toneladas. Tendo em conta o fator de segurança, recomendamos a seleção de uma máquina de dobragem com uma pressão de dobragem de, pelo menos, 120 toneladas.
Variáveis-chave no cálculo da tonelagem
O cálculo exato da tonelagem depende de um conhecimento profundo de diversas variáveis críticas. Esta secção examina estas variáveis em pormenor, explorando a forma como interagem e influenciam a força necessária para uma dobragem precisa do metal.
A. Propriedades dos materiais
Tipo de material e resistência à tração Diferentes materiais requerem diferentes quantidades de força para se dobrarem devido às suas estruturas moleculares e propriedades mecânicas únicas. A propriedade chave que afecta os requisitos de tonelagem é a resistência à tração.
Aço macio (ASTM A36): Com uma resistência à tração de aproximadamente 58.000 psi, é frequentemente utilizado como base para os cálculos de tonelagem.
Aço inoxidável (304): Tem uma resistência à tração de cerca de 85.000 psi, exigindo cerca de 1,5 vezes a tonelagem do aço macio.
Alumínio (6061-T6): Apesar da sua menor resistência à tração de 45.000 psi, as suas propriedades únicas necessitam frequentemente de uma tonelagem semelhante à do aço macio.
Um estudo publicado no Journal of Materials Processing Technology (2021) concluiu que os aços de alta resistência com resistências à tração superiores a 100.000 psi podem exigir até 2,5 vezes a tonelagem de aço macio para operações de dobragem equivalentes.
Espessura A espessura do material tem um efeito exponencial na tonelagem necessária. A relação é normalmente expressa como:
Tonelagem ∝ (Espessura)²
Por exemplo, duplicar a espessura do material quadruplica a tonelagem necessária. Esta relação foi confirmada numa análise abrangente efectuada pela Precision Metalforming Association, que examinou mais de 10.000 operações de quinagem em várias indústrias.
B. Parâmetros de flexão
Comprimento da dobra Os requisitos de tonelagem aumentam linearmente com o comprimento da curva. Uma fórmula simples frequentemente utilizada é:
Tonelagem total = tonelagem por pé × comprimento da curva (em pés)
Por exemplo, se uma determinada curva requer 20 toneladas por pé, uma curva de 5 pés necessitaria de 100 toneladas de força.
Abertura da matriz em V A largura da abertura da matriz em V afecta significativamente os requisitos de tonelagem. Uma abertura mais larga reduz a força necessária, mas pode afetar a precisão da dobragem. A largura ideal da matriz em V é normalmente 8 vezes a espessura do material para dobragem a ar.
Um estudo publicado no International Journal of Machine Tools and Manufacture (2023) concluiu que o aumento da largura do molde em V de 6 para 8 vezes a espessura do material pode reduzir os requisitos de tonelagem até 25%, mantendo a precisão da curvatura dentro de ±0,5 graus.
Ângulo de curvatura Os ângulos de curvatura mais acentuados requerem mais força. Embora as curvas de 90 graus sejam as mais comuns, os ângulos podem variar muito consoante a aplicação.
Curva de 30 graus: Normalmente, são necessários cerca de 60% da tonelagem necessária para uma curva de 90 graus.
Curva de 120 graus: Pode ser necessário até 130% da tonelagem para uma curva de 90 graus.
Estas relações foram estabelecidas através de testes exaustivos pela Fabricators & Manufacturers Association e são amplamente utilizadas nas calculadoras de tonelagem padrão da indústria.
C. Factores de maquinaria
Ferramentas standard Os punções e matrizes em V padrão são a base para a maioria dos cálculos de tonelagem. No entanto, mesmo dentro das ferramentas padrão, as variações podem afetar os requisitos de tonelagem:
Raio de perfuração: Um raio mais pequeno requer normalmente mais tonelagem, mas produz uma curvatura mais acentuada.
Raio do ombro da matriz: Um raio maior pode reduzir os requisitos de tonelagem, mas pode afetar a precisão da dobragem.
Ferramentas especiais (por exemplo, bainhas, ferramentas offset) As ferramentas especializadas requerem frequentemente factores de ajustamento aos cálculos de tonelagem padrão:
Ferramentas de bainha: Podem exigir até 4 vezes mais tonelagem do que as cintas em V normais para o mesmo material.
Ferramentas offset: Podem necessitar de 1,5 a 2 vezes a tonelagem padrão devido à complexa distribuição de tensões durante a dobragem.
Um inquérito realizado em 2022 pela Precision Metalforming Association às oficinas de fabrico de metal revelou que as oficinas que utilizavam ferramentas especializadas sem os devidos ajustes de tonelagem apresentavam uma taxa 35% mais elevada de falhas de ferramentas e de rejeição de peças.
Otimização das operações da prensa dobradeira
A. Seleção da capacidade da máquina adequada
A escolha de uma prensa dobradeira com capacidade de tonelagem adequada é crucial para operações eficientes e seguras:
Adequação da capacidade às necessidades: Idealmente, uma prensa dobradeira deve funcionar a 80-90% da sua capacidade nominal para um desempenho ótimo. Um estudo realizado pela Precision Metalforming Association (2023) concluiu que as máquinas que operam consistentemente abaixo de 60% ou acima de 95% da sua capacidade nominal registaram custos de manutenção 25% mais elevados durante um período de cinco anos.
Considerar as necessidades futuras: Ao selecionar uma máquina, tenha em conta os potenciais requisitos futuros. Uma regra comum é escolher uma prensa dobradeira com 20-30% mais capacidade do que as necessidades máximas actuais para acomodar o crescimento futuro ou requisitos de trabalho inesperados.
Considerações sobre carga distribuída: Para peças longas, considere máquinas com sistemas de coroamento para garantir uma distribuição uniforme da força.
B. Seleção das ferramentas adequadas
A seleção adequada das ferramentas pode ter um impacto significativo na tonelagem necessária e na qualidade da quinagem:
Seleção de ferramentas: As aberturas mais largas da matriz requerem geralmente menos tonelagem, mas podem afetar a precisão da dobragem. Um estudo de 2022 no Journal of Manufacturing Processes descobriu que o aumento da largura da matriz de 6 para 8 vezes a espessura do material reduziu a tonelagem necessária em até 18%, mantendo a precisão do ângulo de dobra dentro de ±0,5 graus.
Raio de perfuração: Raios de punção mais pequenos criam curvas mais acentuadas mas requerem mais tonelagem. Por exemplo, reduzir o raio de punção de 1/32″ para 1/64″ para uma curva de 90 graus em aço macio de calibre 16 pode aumentar a tonelagem necessária em aproximadamente 15%.
Ferramentas especializadas: Considere ferramentas especializadas para peças complexas. As ferramentas de quinagem rotativa, por exemplo, podem reduzir os requisitos de tonelagem para determinadas geometrias até 40% em comparação com a quinagem tradicional em V.
C. Afinação fina dos parâmetros de flexão
A otimização dos parâmetros de quinagem pode levar a melhorias significativas na eficiência e na qualidade das peças:
Otimização da sequência de dobragem: A sequência correcta das curvas pode reduzir os requisitos gerais de tonelagem e melhorar a precisão. O software Amada VPSS 3i, por exemplo, inclui um optimizador automático da sequência de curvas que pode reduzir os requisitos totais de tonelagem até 25% para peças complexas com múltiplas curvas.
Regulação da velocidade e do tempo de espera: O ajuste da velocidade do cilindro e do tempo de permanência na parte inferior do curso pode afetar o retorno elástico e a tonelagem necessária. Um estudo publicado no International Journal of Machine Tools and Manufacture (2023) demonstrou que a otimização destes parâmetros pode reduzir o retorno elástico até 30% em aços de elevada resistência.
Posicionamento do indicador traseiro: O posicionamento exato do contra-indicador garante uma localização consistente da dobragem e pode reduzir a tonelagem necessária ao evitar a dobragem excessiva. Sistemas modernos como o ACB (Automatically Controlled Bending) da Trumpf podem ajustar a posição do contra-ângulo em tempo real com base no retorno elástico medido, melhorando a precisão e reduzindo os requisitos de tonelagem.
D. Técnicas de compensação do retorno elástico
A gestão do retorno elástico é crucial para obter curvas precisas e minimizar a tonelagem necessária:
Sobredimensionamento: A sobredobragem tradicional requer uma tonelagem mais elevada, mas pode ser optimizada.
Sistemas activos de medição de ângulos: Os sistemas medem os ângulos de dobragem em tempo real durante o processo de dobragem, permitindo ajustes imediatos e reduzindo a necessidade de dobragem excessiva.
Estratégias específicas para os materiais: Diferentes materiais requerem diferentes abordagens de compensação do retorno elástico. Por exemplo, o alumínio requer normalmente 2-3 vezes mais compensação de retorno elástico do que o aço macio para espessuras equivalentes.
A implementação destas estratégias de otimização pode levar a melhorias significativas nas operações de prensagem. Um estudo de caso publicado no Journal of Cleaner Production (2024) relatou que uma oficina de fabrico de média dimensão alcançou um aumento de 22% na produtividade, uma redução de 15% no desperdício de material e uma diminuição de 18% no consumo de energia, após a implementação de um programa abrangente de otimização da quinadora, baseado em cálculos precisos da tonelagem e no ajuste fino dos parâmetros.
Ao selecionar cuidadosamente as máquinas e as ferramentas, ao afinar os parâmetros de quinagem e ao empregar técnicas avançadas de compensação do retorno elástico, os fabricantes podem maximizar as vantagens dos cálculos precisos da tonelagem, conduzindo a uma melhor qualidade das peças, à redução do desperdício e ao aumento da eficiência global.
Glossário de termos de cálculo da tonelagem
Para garantir uma compreensão abrangente do cálculo da tonelagem da prensa dobradeira, é essencial ter uma compreensão clara da terminologia utilizada no campo. Este glossário fornece definições para os principais termos, abreviaturas e símbolos comumente encontrados no cálculo de tonelagem e operações de prensa dobradeira.
A. Termos básicos
Tonelagem: A força necessária para dobrar o metal, normalmente medida em toneladas ou toneladas métricas.
Travão de pressão: Uma máquina-ferramenta utilizada para dobrar chapa metálica, fixando-a entre um punção e uma matriz.
Flexão de ar: Um método de dobragem em que o punção não se afunda na matriz, exigindo normalmente a menor tonelagem.
Dobragem do fundo: Método de dobragem em que o punção entra em contacto com o fundo da matriz, exigindo mais tonelagem do que a dobragem por ar.
Moeda: Um método de dobragem que utiliza uma força extrema para estampar o metal entre o punção e a matriz, exigindo a maior tonelagem.
B. Termos relacionados com os materiais
Resistência à tração: A tensão máxima que um material pode suportar ao ser esticado antes de se partir.
Resistência ao escoamento: A tensão na qual um material começa a deformar-se plasticamente.
Fator K: Um valor utilizado para calcular o eixo neutro numa curva, afectando os cálculos de tonelagem.
Retorno de mola: A tendência do metal para regressar parcialmente à sua forma original após a flexão.
C. Termos de ferramentas
V-Die: A parte inferior da ferramenta de dobragem com uma abertura em forma de V.
Soco: A parte superior da ferramenta de dobragem que pressiona o material para dentro da matriz.
Abertura da matriz: A largura do molde em V, um fator crítico no cálculo da tonelagem.
Raio de perfuração: O raio da ponta do punção, que afecta o raio interior da curvatura.
D. Termos relacionados com o cálculo
Tolerância de dobragem: O comprimento do arco através da curvatura no eixo neutro do material.
Dedução de dobras: A diferença entre a soma dos comprimentos dos flanges e o comprimento total do modelo plano.
Ângulo de curvatura: O ângulo através do qual o material é dobrado, normalmente medido a partir do interior da dobra.
Comprimento da curva: O comprimento da curvatura ao longo do eixo da curvatura.
E. Termos avançados
Coroação: A ligeira curva convexa aplicada à base ou ao cilindro de uma prensa dobradeira para compensar a deformação sob carga.
Flexão adaptativa: Um processo em que a prensa dobradeira ajusta automaticamente os parâmetros com base no feedback em tempo real.
Envelope de tonelagem: A gama de tonelagem que uma prensa dobradeira pode aplicar com segurança ao longo do seu comprimento de leito.
F. Abreviaturas e símbolos
CNC: Controlo Numérico Computadorizado
FEA: Análise de Elementos Finitos
OEE: Eficácia global do equipamento
HSS: Aço de alta resistência
UHSS: Aço de ultra-alta resistência
IoT: Internet das coisas
IA: Inteligência Artificial
ML: Aprendizagem automática
σ (sigma): Utilizado para representar a tensão nos cálculos
ε (épsilon): Utilizado para representar a deformação nos cálculos
E: Módulo de Young, uma medida da rigidez de um material
G. Termos específicos do sector
Diagrama de Limite de Formação (FLD): Uma representação gráfica dos limites de formabilidade de um material.
Mínimo Raio de curvatura: O raio mais pequeno que pode ser dobrado sem danificar o material.
Fator de tolerância à flexão (BAF): Coeficiente utilizado nos cálculos da tolerância de curvatura, que varia consoante o material e o ângulo de curvatura.
Tonelagem por metro (TPM): Uma medida da força de flexão necessária por unidade de comprimento, normalmente utilizada em sistemas métricos.
H. Termos de tecnologias emergentes
Gémeo digital: Uma representação virtual de uma prensa dobradeira física utilizada para simulação e otimização.
Modelação Preditiva da Tonelagem: Utilizar a IA e os dados históricos para prever a tonelagem necessária para novas peças ou materiais.
Análise da distribuição de forças (FDA): Cálculo avançado da forma como as forças de flexão são distribuídas ao longo do comprimento de uma curva.
Deteção das propriedades dos materiais em tempo real (RTMPS): Tecnologia emergente para medir as propriedades do material durante o processo de dobragem.
Verificação de tonelagem em cadeia de blocos (BTV): Utilização da tecnologia blockchain para garantir a integridade e a rastreabilidade dos cálculos de tonelagem.
Compreender estes termos é crucial para qualquer pessoa envolvida em operações de prensas dobradeiras, desde operadores e programadores a engenheiros e gestores. À medida que o campo continua a evoluir, é provável que surjam novos termos, reflectindo os avanços na tecnologia e na metodologia.
Este glossário serve como base para uma comunicação e compreensão claras no complexo mundo do cálculo da tonelagem da prensa dobradeira. É importante notar que, embora estas definições sejam geralmente aceites, podem existir ligeiras variações entre diferentes fabricantes ou regiões. Consulte sempre os manuais específicos do equipamento ou as normas da indústria para obter as definições mais precisas no seu contexto particular.
Já se deparou com paragens súbitas ou avarias misteriosas quando utiliza uma prensa dobradeira? Compreender como operar e solucionar problemas desta máquina essencial...
Este guia sobre ferramentas de prensa dobradeira aborda os aspectos essenciais das matrizes de dobragem, desde os seus tipos e utilizações até ao material...
Já se interrogou sobre o que é necessário para operar e manter em segurança uma prensa dobradeira hidráulica? Garantir a utilização segura e eficiente de...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.