
Wie man das Gewicht von Blechen berechnet: Die wichtigsten Formeln
Haben Sie sich schon einmal gefragt, wie man das Gewicht von Blechen schnell berechnen kann? Dieser Artikel enthüllt eine einfache Formel, die das...
Haben Sie schon einmal gesehen, wie aus einem Blech ein präzises Maschinenteil wird? Alles beginnt mit dem Schneiden. Von der altmodischen Schere bis zum Science-Fiction-Laser hat das Schneiden von Metall einen langen Weg zurückgelegt. In diesem Artikel werden die wichtigsten Methoden erläutert, wo sie ihre Stärken haben und wie Sie die beste Methode für Ihren Auftrag auswählen. Sie erhalten einen Überblick über die Metallbearbeitung und erfahren, worauf es bei der Wahl einer Schneidetechnik wirklich ankommt.

Zu den in der Blechverarbeitung verwendeten Werkstoffen gehören vor allem Bleche, Profilstahl und Rohrmaterialien. Um die geforderten Formen und anderen Anforderungen von Blechbauteilen zu verarbeiten, müssen die Rohmaterialien zunächst in die benötigten Zuschnitte geschnitten werden. Dieser Vorgang wird als Stanzen bezeichnet und ist häufig der erste Schritt in der Blechverarbeitung.
Es gibt viele Methoden des Stanzens. Zu den wichtigsten in der Produktion verwendeten Verfahren gehören Scheren, Stanzen, Schneiden und Bearbeiten. Tabelle 1 zeigt die gängigen Stanzverfahren und ihre Anwendungen.
Tabelle 1 Gängige Ausblendungsmethoden und ihre Anwendungen
| Klassifizierung | Methode | Ausrüstung | Anmeldung |
| Scheren | Manuelles Scheren | Handscheren, vibrierende Handscheren, manuelle Guillotinescheren | Zur geraden und gebogenen Bearbeitung von Blechen wie Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und seine Legierungen, Kupfer und seine Legierungen, Pappe, Bakelit und Kunststoffplatten mit einer Dicke von t≤4mm. Die bearbeiteten Teile haben eine geringe Präzision und Produktionseffizienz, aber niedrige Kosten. |
| Maschinengerade Scheren | Guillotineschere | Zum Schneiden von Materialien wie Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und seine Legierungen, Kupfer und seine Legierungen, Karton, Bakelit und Kunststoffplatten. Sie hat eine hohe Scherkraft, eine hohe Produktivität und wird für die Bearbeitung von Platten mit gerader Form verwendet. | |
| Schräge Schere | Zum Schneiden von Materialien wie Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und seine Legierungen, Kupfer und seine Legierungen, Karton, Bakelit und Kunststoffplatten. Sie hat eine geringere Scherkraft und eignet sich für mittlere oder große gerade Formen, große Bögen und das Abschrägen von Blechen mit einer Scherstärke von bis zu 40 mm. | ||
| Kleinschrittiges Scheren | Vibrierende Schere | Zum Schneiden von Materialien wie Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und dessen Legierungen, Kupfer und dessen Legierungen, Karton, Bakelit und Kunststoffplatten. Geeignet für komplexe Kurven, Perforationen und Kerben und kann auch Titanlegierungen scheren. | |
| Scheibenwalzschere | Rollschere mit geradem Kreis | Zum Schneiden von Materialien wie Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und seine Legierungen, Kupfer und seine Legierungen, Karton, Bakelit und Kunststoffplatten. Geeignet zum Scheren von Streifen, geraden Linien und Bögen mit relativ geringer Präzision. Die Schnittkanten weisen Grate auf und eignen sich für die Kleinserienproduktion von kleinen und mittelgroßen Teilen mit einer Schnittstärke von bis zu 30 mm. | |
| Schräg nach unten gerichtete Rollschere | Schneiden von geraden Linien und Bögen (R klein), mit relativ geringer Präzision und Graten an den Schnittkanten, mit einer Schnittstärke von bis zu 30 mm. | ||
| Vollschräge Rollschere | Komplexe Kurven, mit relativ geringer Genauigkeit und Graten an den Schnittkanten, mit einer Schnittstärke von bis zu 20 mm, Genauigkeit ±1 mm. | ||
| Stanzen | Stanzen | Presse | Wird üblicherweise zum Stanzen, Lochen, Abschneiden und Ausklinken von Blechen und Profilen mit t≤10 mm verwendet. Hohe Präzision (Stanzen IT10, Stanzen IT9), hohe Produktivität, geeignet für mittlere und große Serienproduktion. |
| Schneiden | Brennschneiden | Brennschneidmaschine, Brenner | Kann zum Stanzen und Beschneiden von Blechen und Profilen aus reinem Eisen, Stahl mit niedrigem Kohlenstoffgehalt, Stahl mit mittlerem Kohlenstoffgehalt und einigen niedrig legierten Stählen verwendet werden, mit einer Genauigkeit von ±1 mm und geringen Kosten. |
| Plasmaschneiden | Schneidausrüstung, Brenner | Zum Schneiden von Formen aus Kohlenstoffstahl, rostfreiem Stahl, hochlegiertem Stahl, Titanlegierungen, Aluminium und seinen Legierungen, Kupfer und seinen Legierungen sowie nichtmetallischen Werkstoffen mit einem schmalen Schnitt und einer Dicke von bis zu 200 mm, Genauigkeit von ±0,5 mm, auch zum Schneiden unter Wasser geeignet. 200 mm, Genauigkeit ±0,5 mm, auch für Unterwasserschneiden geeignet. | |
| Fugenhobeln mit Kohlenstoffbogen | DC-Schweißgerät, Fugenhobelzange | Zum Schneiden, Trimmen, Anfasen und Entfernen großer Grate von Materialien wie hochlegiertem Stahl, Aluminium und seinen Legierungen, Kupfer und seinen Legierungen. | |
| Drahterodieren | Elektroerosionsdrahtschneidemaschine | Zum präzisen Schneiden verschiedener leitfähiger Materialien, mit einer Schnittdicke von mehr als 300 mm und einer Genauigkeit von ±0,01 mm. Kann jede Form von flachen Kurven und Seitenwandneigungen von ≤30° schneiden, besonders geeignet für die Herstellung von Stanzwerkzeugen. | |
| Laserschneiden | Laserschneidmaschine | Präzises Schneiden von verschiedenen Materialien, mit einer Schnittstärke von mehr als 10 mm, einer Schnittbreite von 0,15 bis 0,5 mm, einer Genauigkeit von ≤ 0,1 mm, aber teuren Geräten. | |
| Wasserhochdruckschneiden | Ultra-Hochdruck (≥400MPa) Wasserstrahlschneidmaschine | Verwendbar für verschiedene Metalle und Nicht-Metalle (wie Glas, Keramik, Felsen), kann mit künstlichen Schleifmitteln ausgestattet werden, hohe Präzision, kann Keramik dicker als 10mm schneiden, Ausrüstung ist teuer | |
| Schneiden | Manueller Betrieb | Bügelsägemaschine | Zum Schneiden von verschiedenen Profilen, Stangen, Rohren, Platten und anderen Metall-/Nichtmetallmaterialien, kann Nuten und harte Materialien sägen, Werkzeuge sind preiswert, die Bedienung ist einfach, aber die Arbeitsintensität ist hoch und die Produktivität ist gering |
| Handgeführte Motorsäge, handgesteuerte Säge | Für die Bearbeitung verschiedener Profile, Stangen, Rohre, Bleche aus nicht gehärteten Metallen und Nichtmetallen, hohe Produktivität, geräuscharm | ||
| Elektrische Rohrschneidemaschine | Für die Bearbeitung von Metall- und Kunststoffrohren mit Durchmessern von ϕ200~ϕ1000mm | ||
| Rohrschneiderahmen | Bearbeitung von Rohren mit kleinem und mittlerem Durchmesser | ||
| Handgesteuerte Schleifscheiben-Trennmaschine | Bearbeitung von verschiedenen Metallen und Nichtmetallen (außer Nichteisenmetallen, Gummi und Kunststoffen), Profilen, Stäben und Rohrmaterialien | ||
| Arbeiten an Werkzeugmaschinen | Sägemaschine | Bearbeitung von Profilen, Stäben und Rohrmaterialien aus nicht gehärteten Metallen sowie Kunststoffen und Holz, hohe Produktivität | |
| Kantenfräsmaschine, Hobelmaschine | Zum Schneiden, Entgraten, Anfasen und anderen Bearbeitungen von Profilen, Stangen und Rohrmaterialien aus ungehärteten Metallen sowie Kunststoff- und Holzplatten, hohe Präzision | ||
| Blechfräsmaschine, Fräsmaschine | Zum Schneiden und Besäumen von Profilen, Stäben und Rohrmaterialien aus ungehärteten Metallen sowie Kunststoff- und Holzplatten mit hoher Präzision, kann komplexe Kurven schneiden | ||
| Drehmaschine, Bohrmaschine | Zum Trennen, Anfasen und Besäumen von Stangen und Rohren aus verschiedenen Materialien, hohe Bearbeitungspräzision |
Es sollte beachtet werden, dass das Schneidverfahren entsprechend der vorhandenen Bearbeitungsausrüstung des Unternehmens, der Produktionskapazität, den Präzisionsanforderungen der zu bearbeitenden Blechteile, der Produktionscharge und der Wirtschaftlichkeit der Bearbeitung ausgewählt werden sollte.
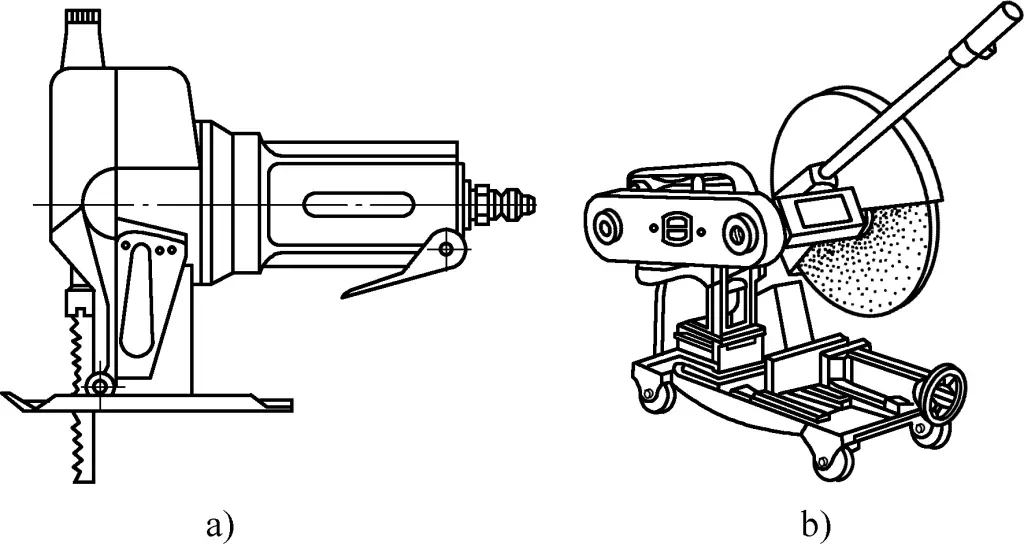
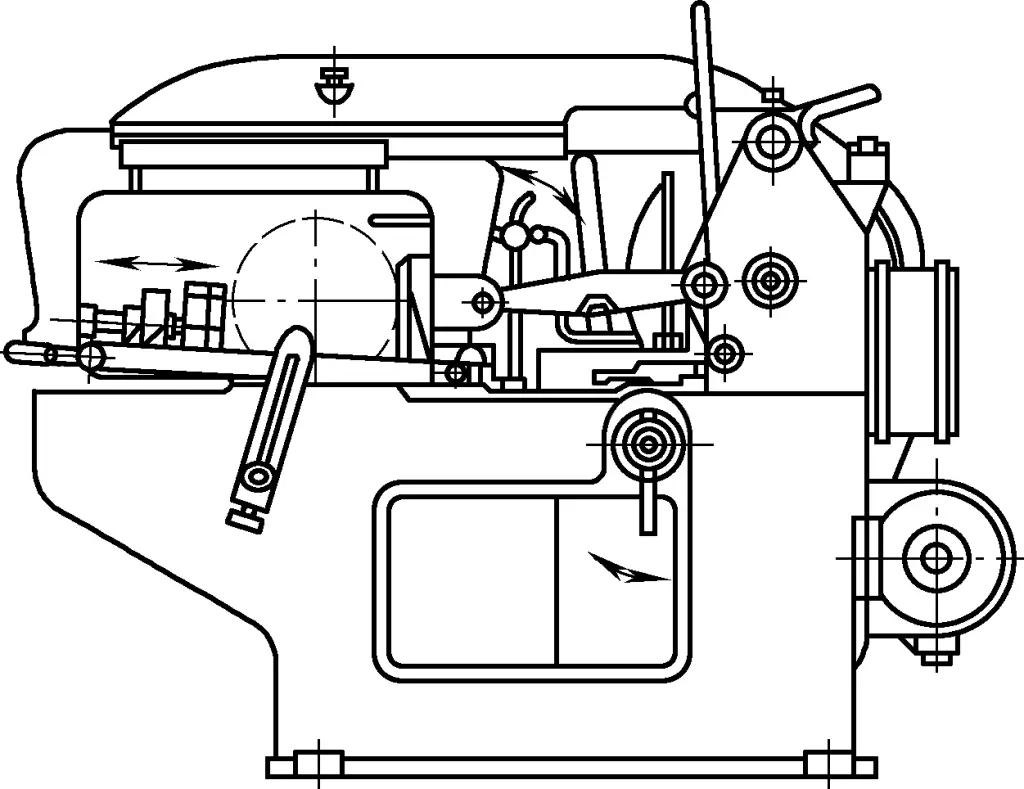
Von den oben genannten gängigen Schneidverfahren werden in der Produktion am häufigsten folgende angewandt: Scheren mit einer SchermaschineStanzen, autogenes Brennschneiden, Plasmaschneiden, Laserschneiden und einige Schneidverfahren. Die Abbildungen 1a und 1b zeigen handelsübliche pneumatische Handsägen und Schleifscheibenschneidmaschinen, die für das manuelle Schneiden verwendet werden. Abbildung 2 zeigt eine übliche Werkzeugmaschine zum Schneiden von Bügelsägen.
Das Scheren ist eine Bearbeitungsmethode, bei der Platten, Profile und Stäbe mit Hilfe spezieller Schergeräte oder Werkzeuge entlang vorbestimmter gerader oder gekrümmter Linien getrennt werden, wodurch verschiedene gerade und gekrümmte Rohlinge (manchmal auch Innenformen) entstehen. Es eignet sich für alle Arten von Materialien außer gehärtetem Stahl und harten, spröden Materialien (wie Gusseisen, Keramik, Glas, Hartmetall usw.).
Das manuelle Scheren ist ein wichtiger Teil der Fertigkeiten im Bereich der Blechbearbeitung und umfasst das Zuführen, Entfernen von überschüssigem Material usw. Nahezu alle Formen dünner Blechteile können von Hand geschert werden. Das manuelle Scheren ist flexibel und bequem und unterliegt fast keinen Beschränkungen.
Zu den Werkzeugen für das manuelle Scheren gehören gerade Scheren, gebogene Scheren, pneumatische gerade Scheren und pneumatische Stanzscheren (siehe Abbildung 3).

a) Gerade Schere
b) Gebogene Schere
c) Pneumatische gerade Schere
d) Pneumatische Stanzschere
Gerade Scheren sind handgeführte Scheren mit geraden Schneiden, die zum Schneiden von geraden Konturen von Blechen verwendet werden und Aluminiumbleche bis zu einer Dicke von 1,5 mm und Stahlbleche bis zu einer Dicke von 1 mm schneiden können. Die gebogenen Scheren haben gekrümmte Schneiden und werden zum Schneiden von gebogenen Konturen von Blechen verwendet. Sie können Aluminiumbleche bis zu einer Dicke von 2 mm und Stahlbleche bis zu einer Dicke von 0,8 mm schneiden. Die tragbare pneumatische Schere ist eine halbmechanische Handschere, die bis zu einer Stärke von 2,5 mm schneiden kann.
1) Techniken des manuellen Scherens
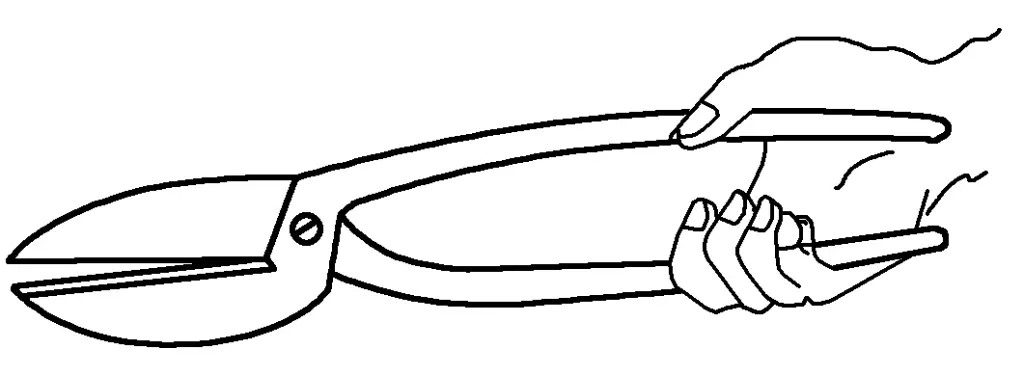
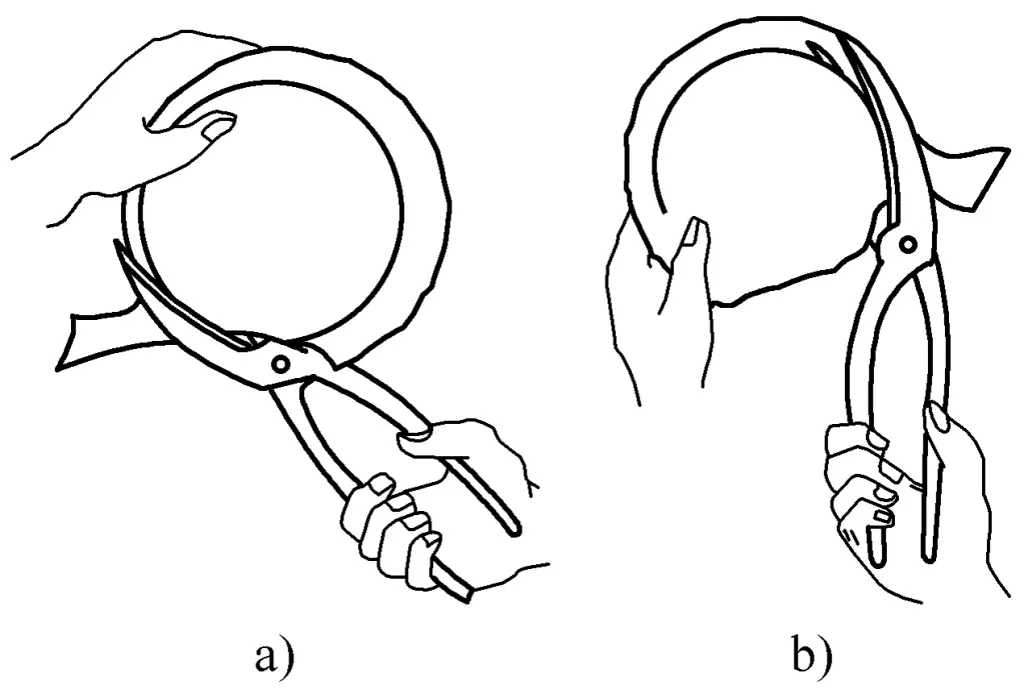
Beim manuellen Schneiden dünner Bleche ist es im Allgemeinen üblich, die Schere mit der rechten Hand und das Material mit der linken Hand zu halten. Abbildung 4 zeigt die korrekte Art, die Schere zu halten; der Scherengriff sollte nicht zu weit aus der Handfläche herausragen, um die Kraftausübung auf den Griff zu erleichtern, und das hintere Ende sollte nicht in der Handfläche gehalten werden, um ein unbequemes Greifen mit der rechten Hand zu vermeiden.
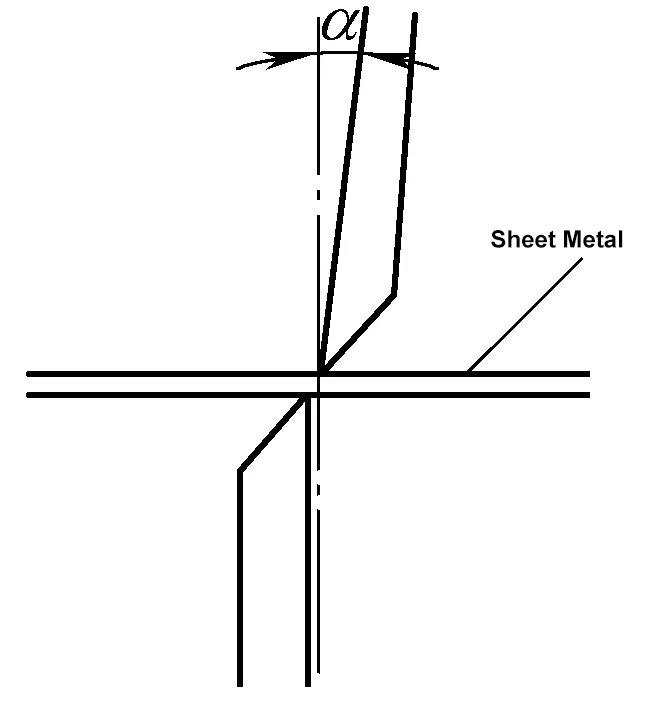
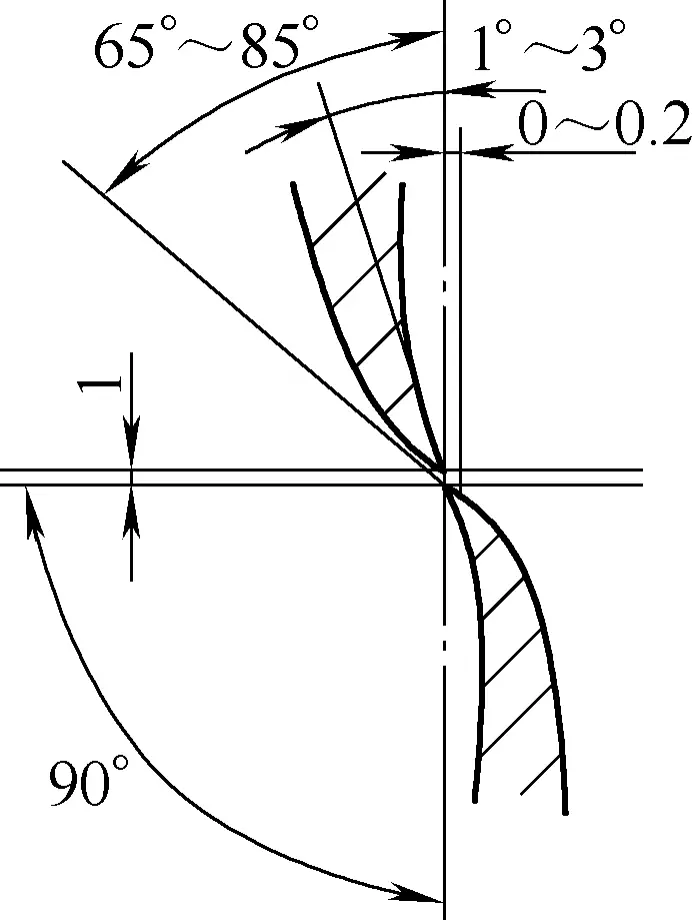
Die linke Hand hält das Material und führt es in Scherrichtung, wobei das Obermesser auf die Scherlinie (Tangente an eine gerade oder gekrümmte Linie) ausgerichtet wird. Während des Scherens sollte das Obermesser das Material fest zusammendrücken, und der Winkel des Messers sollte so eingestellt werden, dass er die Kraft erleichtert, wie in Abbildung 5 gezeigt.
Zu Beginn des Scherens sollten sich die beiden Klingen nur bis zu 3/4 der Klingenlänge öffnen. Am Ende eines jeden Schnitts sollten sich die Klingen nicht vollständig schließen, sondern 1/4 der Klingenlänge stehen lassen. Mit anderen Worten: Die Schere sollte sich von der 1/4-Position bis zur 3/4-Position der Klingenlänge nur teilweise öffnen und schließen, wobei jede Schnittlänge etwa 1/2 der Klingenlänge beträgt, wie in Abbildung 6 dargestellt.
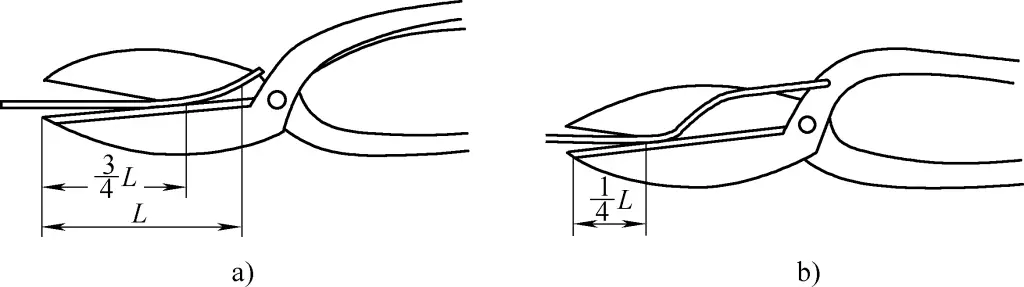
a) Beginn des Scherens
b) Scherenden
Beim Schließen der Klinge sollte ein kontinuierlicher Druck entlang der Schnittlinie ausgeübt werden, und die Schnittkanten sollten sich überlappen. Zwischen den beiden Klingen sollte ein Spalt von 0 bis 0,2 mm eingehalten werden, wobei kleinere Werte für dünnere Materialien und größere Werte für dickere Materialien gelten, wie in Abbildung 7 dargestellt.
2) Methode zum Schneiden gerader Linien
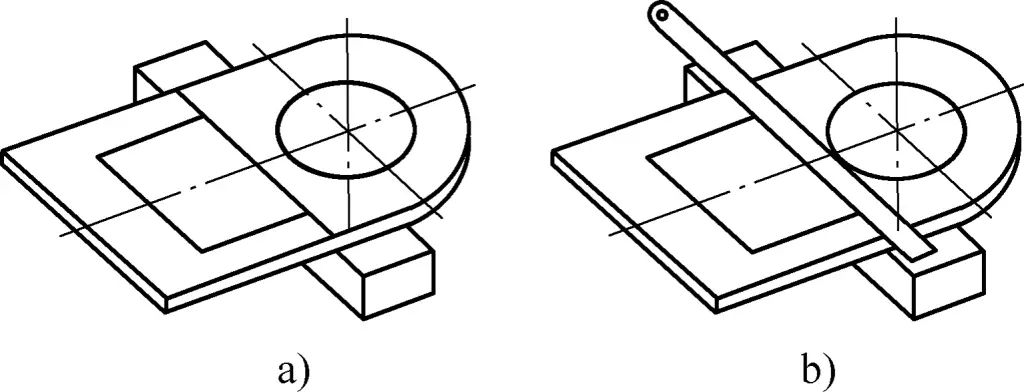
Die Abbildungen 8a und 8b zeigen die richtige bzw. falsche Richtung für das Schneiden gerader Linien.
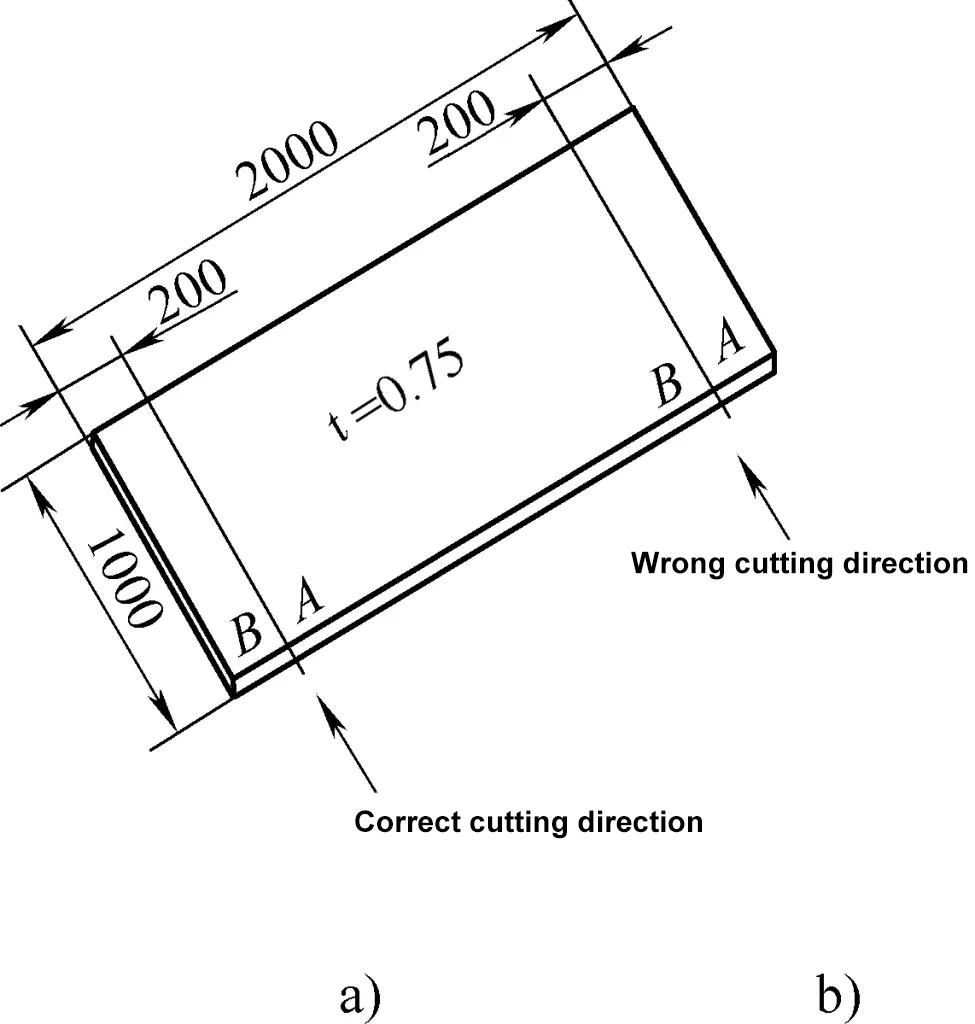
Abbildung 8a zeigt die richtige Richtung, denn während des Schneidevorgangs hält die rechte Hand den Scherenkörper, der rechte Fuß tritt auf Punkt A, die linke Hand hält Punkt B. Wenn der Schnitt tiefer wird, sollte die linke Hand angehoben werden, um das Reißen an der Schnittstelle zu unterstützen und Platz für den unteren Scherenkörper zu schaffen. Da das Plättchen B klein ist, kann es leicht angehoben werden, so dass es die richtige Richtung ist. In Abbildung 8b hingegen sind die Fläche und das Gewicht von Punkt B größer, so dass es schwierig ist, das Material anzuheben und tief zu schneiden, so dass dies die falsche Richtung ist.
3) Verfahren zum Schneiden von konkaven Ecken und winkligen Materialien
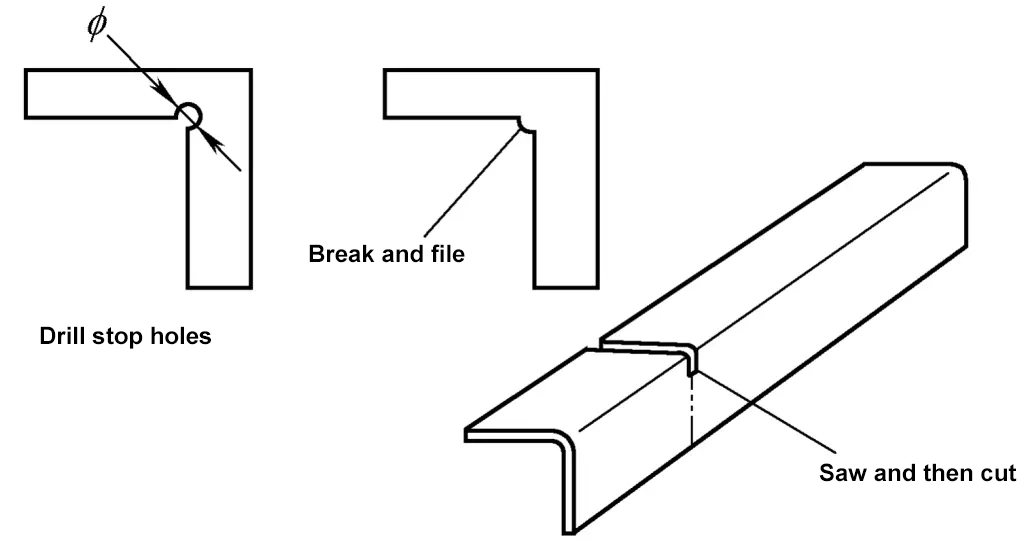
Wenn die Schnittlinie auf dem Blech eine konkave Form für das Werkstück bildet, eine so genannte konkave Ecke, sollte im Schnittpunkt der konkaven Schnittlinie ein Anrissloch gebohrt werden oder ein gewisser Abstand unbearbeitet gelassen werden.
Durch das Bohren eines Anrisslochs soll sichergestellt werden, dass die Endpositionen der Schnittlinien auf beiden Seiten während des Schneidens auf das Anrissloch fallen, oder es soll ein gewisser Abstand freigelassen werden, damit die Scherenenden keine Spuren auf dem Schnittpunkt des Werkstücks hinterlassen und somit Spannungskonzentrationspunkte vermieden werden.
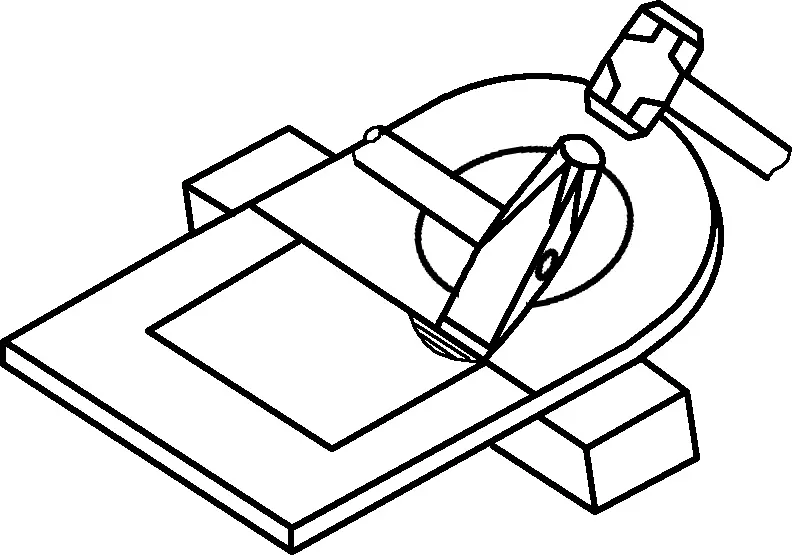
Im Allgemeinen wird am Schnittpunkt der Schnittlinien ein gewisser Abstand freigelassen, die Verbindung wird dann von Hand getrennt, und schließlich wird eine Feile verwendet, um die gewünschte Form und Abmessung zu erreichen. Beim Schneiden von diagonal geformten Teilen kann zuerst die Wurzel gesägt und dann die Linie mit einer Schere geschnitten werden, wie in Abbildung 9 gezeigt.
4) Methode zum Schneiden von Kurven
Wenn die Schnittlinie eine Kurve ist, sollte die Bewegungsrichtung der Schere der Kurve folgen, ohne die Schnittlinie zu verdecken, damit der Bediener die obere Klinge so steuern kann, dass sie tangential zur Kurve bleibt, wie in Abbildung 10 gezeigt.
a) Richtung im Uhrzeigersinn
b) Gegen den Uhrzeigersinn
Das Verfahren zum Schneiden von Innenlöchern besteht darin, zunächst ein Arbeitsloch im Blech zu erzeugen und es dann entlang der Schnittlinie mit einer gebogenen Schere spiralförmig zu vergrößern. Bei größeren Innenlöchern ist ein vibrierender Scherenschnitt vorzuziehen.
Beim Schneiden von Blechen treten häufig Probleme wie unvollständige Schnitte, Maßabweichungen, unterbrochene und nicht gerade Schnittlinien, Schnitte und übermäßige Grate auf. Im Folgenden analysieren wir diese Probleme und bieten entsprechende Lösungen an.
1) Unvollständiges Schneiden von Blechen
Die Hauptgründe für unvollständiges Schneiden sind:
① Der Spalt zwischen den oberen und unteren Lamellen ist zu groß. Verschiedene Spalte sind für unterschiedliche Blechdicken geeignet. Ein zu kleiner Spalt kann zu Klingenverschleiß und erhöhter Schneidkraft führen, während ein zu großer Spalt zu Materialdrehung und unvollständigem Schnitt führen kann. Die Lösung besteht darin, den Messerspalt entsprechend einzustellen.
Abbildung 11 zeigt die Methoden zum Einstellen des Spalts. In Abbildung 11a wird der Spalt verkleinert, indem man auf die Kante des Nietkopfes schlägt und dabei Druck auf die konvexe Scheibe der Schere ausübt, wodurch sich etwas Metall nach unten bewegt und der Klingenspalt verkleinert wird. Wenden Sie keine übermäßige Kraft an; normalerweise reichen zwei oder drei leichte Schläge auf die Kante aus.
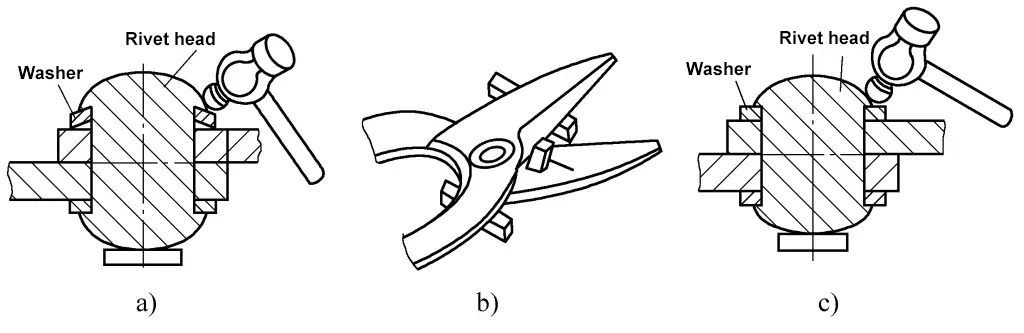
In Abbildung 11b wird der Spalt vergrößert, indem man eine feste Unterlage unter ein Blatt und den Griff legt (je näher am Drehpunkt, desto besser) und dann auf das andere Blatt schlägt (auch hier gilt: je näher am Drehpunkt, desto besser). Wenden Sie keine übermäßige Kraft an; normalerweise reichen zwei oder drei leichte Schläge aus.
Wenn die konvexe Unterlegscheibe flach geworden ist (wie in Abbildung 11c), kann der Spalt auch durch Hämmern nicht mehr ausgeglichen werden. Die Lösung in diesem Fall ist der Austausch der Niete und der Unterlegscheibe.
② Stumpfe Klinge. Die Lösung ist, die Klinge zu schärfen.
③ Das Blech ist zu dick und übersteigt den Bereich des manuellen Schneidens.
2) Maßabweichung beim Schneiden
Der Hauptgrund für Maßabweichungen liegt darin, dass das Obermesser der Schere nicht an der Schnittlinie auf dem Blech ausgerichtet ist. Bei geraden Schnittlinien muss die obere Klinge entlang der Linie ausgerichtet und nach unten gedrückt werden. Bei gekrümmten Linien sollte die Schere die gezeichnete Linie nicht überdecken, und die obere Klinge sollte beim Schneiden auf das Blech drücken und tangential zur Linie bleiben.
3) Unterbrochene und nicht-gerade Schnittlinien
Dies wird verursacht durch:
① Lose Verbindung zwischen der Schere und dem Blech bei aufeinanderfolgenden Schnitten. Das ständige Ausrichten des oberen Messers an der Linie kann dieses Phänomen verhindern.
② Bei längerem Gebrauch verbiegen sich die Klingen und bilden eine nach außen oder innen gerichtete Kurve. Die Lösung ist, die Klinge zu richten oder die Schere zu ersetzen.
4) Schnitte
Die Hauptgründe für Schnittfehler sind:
① Das Nichtbohren von Riss-Stopp-Löchern an der konkaven Ecke des Werkstücks oder das Überschreiten der Linie durch die Schere lassen ungeschnittene Linien zurück, die zu Spannungskonzentrationspunkten werden und schließlich zu verschiedenen Rissen führen. Die einzige Lösung ist das Bohren von Riss-Stopp-Löchern oder das Belassen von Feilrändern wie erforderlich.
② Der Spalt zwischen Ober- und Untermesser ist zu klein, wodurch sich das gesamte Messer beim Schneiden schließt und das Teil einklemmt. Die Lösung besteht darin, den Klingenspalt einzustellen und zu vermeiden, dass sich die Klingen während des Schneidens vollständig schließen, so dass ein Viertel der Klingenlänge übrig bleibt und dann weitere Schnitte durchgeführt werden.
5) Übermäßiger Grat
Die Hauptgründe für übermäßige Grate sind:
① Falscher Klingenspalt, ob zu groß oder zu klein, verursacht große Grate. Die Lösung besteht darin, den Spalt einzustellen und ein paar Mal zu testen, um den optimalen Spalt zu finden.
② Stumpfe Klingen. Stumpfe Klingen verursachen auch übermäßige Grate. Regelmäßiges Schärfen der Klingen verbessert die Produktqualität und die Verarbeitungseffizienz.
Achten Sie beim Schneiden von Blechen auf Folgendes:
1) Beim manuellen Schneiden von dünnen Blechen müssen die Schneidflächen der Messer senkrecht zur Blechoberfläche bleiben, damit die Messer in der effektivsten Schneidposition bleiben. Ein Kippen der Schneidfläche gegen die Blechoberfläche ist verboten, da dies zu übermäßigen Graten oder sogar unvollständigen Schnitten oder zum Einklemmen des Werkstücks zwischen den Schwenkebenen der Messer führt.
2) Die Schnittkraft, die von den Klingen auf das Werkstück ausgeübt wird, sollte kontinuierlich und gleichmäßig sein. Vermeiden Sie es, beim Schneiden dickerer Bleche mit der Rückseite der Schere zu hämmern, um die Schneidkraft zu erhöhen, da dies die Klingenkanten beschädigen und Kurven in gestrichelte Linien umwandeln kann, was die Schnittqualität beeinträchtigt. Verlängern Sie stattdessen die Griffe der Schere, z. B. durch Anbringen eines Stahlrohrs, um die Schnittkraft zu erhöhen.
Wie das manuelle Schneiden ist auch das manuelle Meißeln eine wichtige Fertigkeit beim Schneiden von Blechen, die in der Regel dicker als 3 mm sind. Zum Meißeln werden Meißelwerkzeuge und ein Vorschlaghammer verwendet.
Beim Meißeln wird die Schneidbewegung des Meißelmessers zur Bearbeitung des Werkstücks genutzt. Das Hauptmerkmal des manuellen Meißelns ist, dass es nicht durch die Arbeitsposition oder die Form der Teile begrenzt ist, was den Vorgang einfach und flexibel macht.
Gebräuchlich Handschneidwerkzeuge - kezi, unterteilt in obere kezi und untere kezi, wie in Abbildung 12 dargestellt. Das untere Kezi wird in der Regel aus Scherenabfällen hergestellt oder aus Stahlschienen bearbeitet (siehe Abbildung 12b).
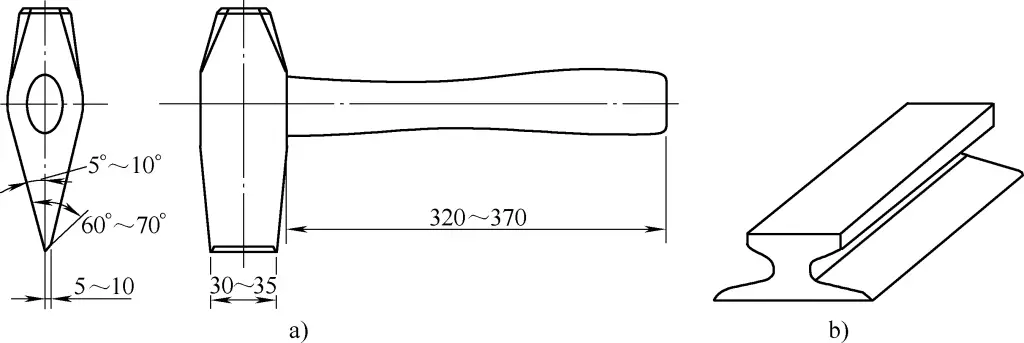
a) Abmessungen der oberen Kezi
b) Untere Kezi
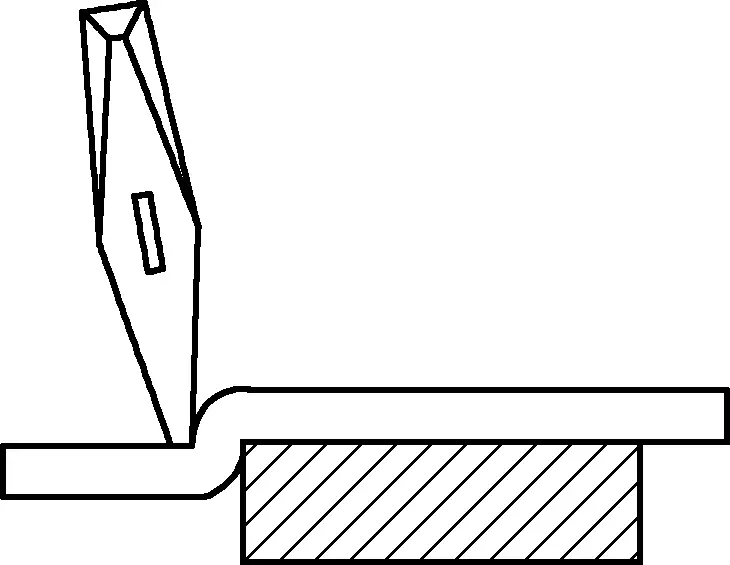
Der Klingenteil des oberen Kezis hat eine asymmetrische Keilform. Beim Schneiden ist die linke Seite der Klingenspitze (siehe Abbildung 12a) der Teil des Rohlings und die rechte Seite ist der Abfallteil. Die Klingenspitze des Kezis wird durch die Schlagkraft an der Oberseite entlang der Keziachse in das Werkstückmaterial gedrückt.
Wenn die Klingenspitze in den größten Teil des Blechs eingeklemmt ist, wird das Blech aufgrund der erheblichen Druckkraft auf der Abfallseite der asymmetrischen, keilförmigen Klinge entlang der Klingenspitze zerrissen, bevor die Klingenspitze den Boden des Blechs erreicht, wodurch das Material getrennt wird.
Wie in Abbildung 12a zu sehen ist, unterscheidet sich der Querschnitt der Klingenspitze des Kezis von dem der allgemeinen Werkzeuge. Die dicke und breite Klingenspitze sorgt dafür, dass sich die Kezi bei starker Krafteinwirkung nicht verformt oder bricht, und verhindert, dass die Klingenspitze in harte und spröde Materialien eindringt, was zum Bruch oder Herausschleudern führen und möglicherweise Verletzungen verursachen könnte. Sie gewährleistet in erster Linie die Funktion der Kezi zum Trennen von Materialien (insbesondere Blechen).
Bevor man ein Werkstück von Hand schneidet, sollte man sich zunächst mit der Werkstückzeichnung vertraut machen und die Form und Abmessungen des Werkstücks kennen. Das gewählte Kezi sollte einen Griff von etwa 320-370 mm Länge und eine Klingenstärke von etwa 5-10 mm haben, wie in Abbildung 12a dargestellt.
Beim Schneiden mit der Hand sollte die Handfläche nach unten zeigen, wobei der Kezi-Stiel mit der Hand etwa 30-40 mm vom Ende des Kezi-Stiels entfernt gehalten wird.
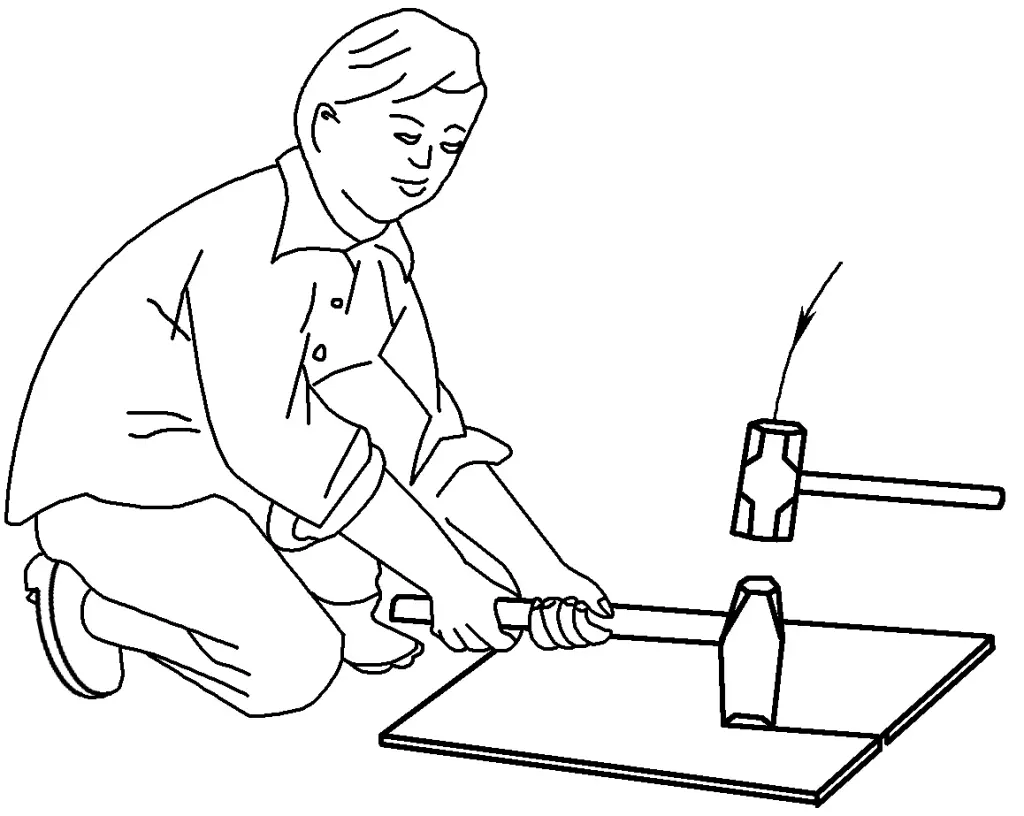
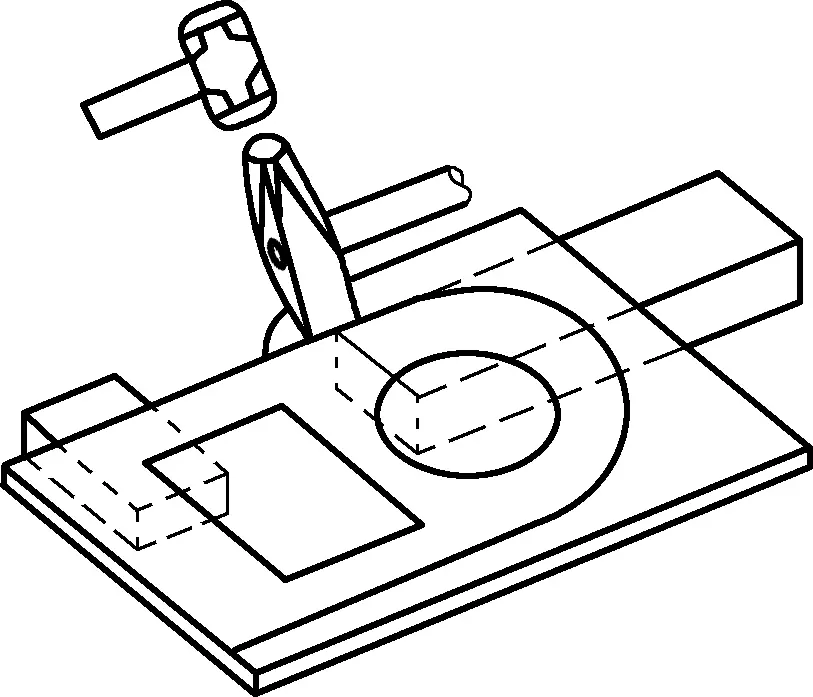
Das Schneiden wird von zwei Personen gemeinsam durchgeführt. Die Person, die den Kezi-Griff hält, fasst ihn mit beiden Händen fest an, so dass der Kezi leicht schräg steht. Nachdem sie die Klingenspitze an der Linie auf dem Blech ausgerichtet haben, richten sie die Kezi auf, stellen sich leicht aufrecht hin und konzentrieren sich auf die Klingenspitze. Die andere Person schlägt dann mit einem Vorschlaghammer auf die Spitze des Kezis, wobei sie darauf achtet, dass die Schläge gerade und genau sind. Beim Schneiden von markierten Stahlplatten auf der Plattform sollte die Person, die den Kezi-Griff hält, in die Hocke gehen, sich leicht nach vorne lehnen, aber den Kopf aufrecht und leicht nach hinten halten.
Das Vorbeugen hilft, den Stiel vertikal stabil zu halten, und den Kopf leicht nach hinten zu halten, erleichtert die Beobachtung der Linie, die Ausrichtung und die Vermeidung von versehentlichen Fehlschlägen des Hammerführers. Der linke Fuß sollte leicht nach vorne treten, wobei die Wade senkrecht zum Boden steht und der Oberschenkel zwischen den beiden Armen liegt, und der rechte Fuß sollte sich leicht zurücklehnen, wobei die Sohle den Boden berührt, wie in Abbildung 13 dargestellt.
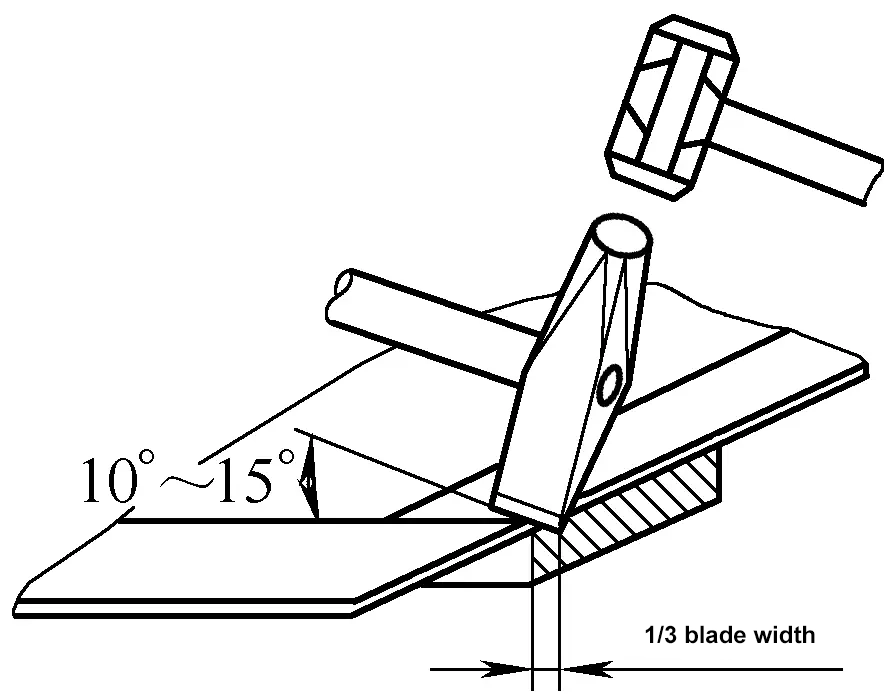
Richten Sie während des Schneidens das vordere Ende der Kezi-Klinge an der Arbeitslinie aus und achten Sie darauf, dass die Kezi-Klinge nicht vollständig in das Blech gedrückt wird. Das Schneiden sollte von der Blechkante aus beginnen, wobei 1/3 der Kezi-Klinge über die Blechkante hinausragt und mit der unteren Kezi-Klinge fluchtet.
Sobald die Kante des Blechs geschnitten ist, richten Sie die Klinge an der Linie aus und schneiden weiter nach unten. Zu diesem Zeitpunkt sollte das hintere Ende der Klinge um 10°-15° nach oben gekippt werden, um die Beobachtung der Linie zu erleichtern, die Schlagkraft auf den vorderen Teil des Kezis zu konzentrieren und einen kontinuierlichen Schnitt des Blechs zu gewährleisten, wie in Abbildung 14 dargestellt.
Nach dem Hämmern auf die Oberseite des Kezis kippen Sie das hintere Ende der Klinge schnell nach oben und lassen das vordere Ende der Klinge entlang der Schnittrille nach hinten gleiten, bis die Schnittlinie vollständig fertig ist. Wenn Sie sich dem Ende des Schnitts nähern, hämmern Sie vorsichtig, um die Klinge und die Plattformoberfläche nicht zu beschädigen.
Während des Schneidevorgangs wird sich das Blech aufgrund der Wirkung der Klingenspitze seitlich verbiegen und durch lokale Extrusion verziehen, weshalb das Blech nach dem Schneiden abgeflacht werden sollte.
Reinigen Sie den Arbeitsbereich nach dem Schneidevorgang sofort.
Trotz der Vielfalt der zu schneidenden Blechteile sind die Arbeitsschritte und Methoden für den Schneidprozess im Allgemeinen die gleichen. Die folgende detaillierte Beschreibung der Schritte und Methoden des Handschneidens wird anhand eines Beispiels gegeben.
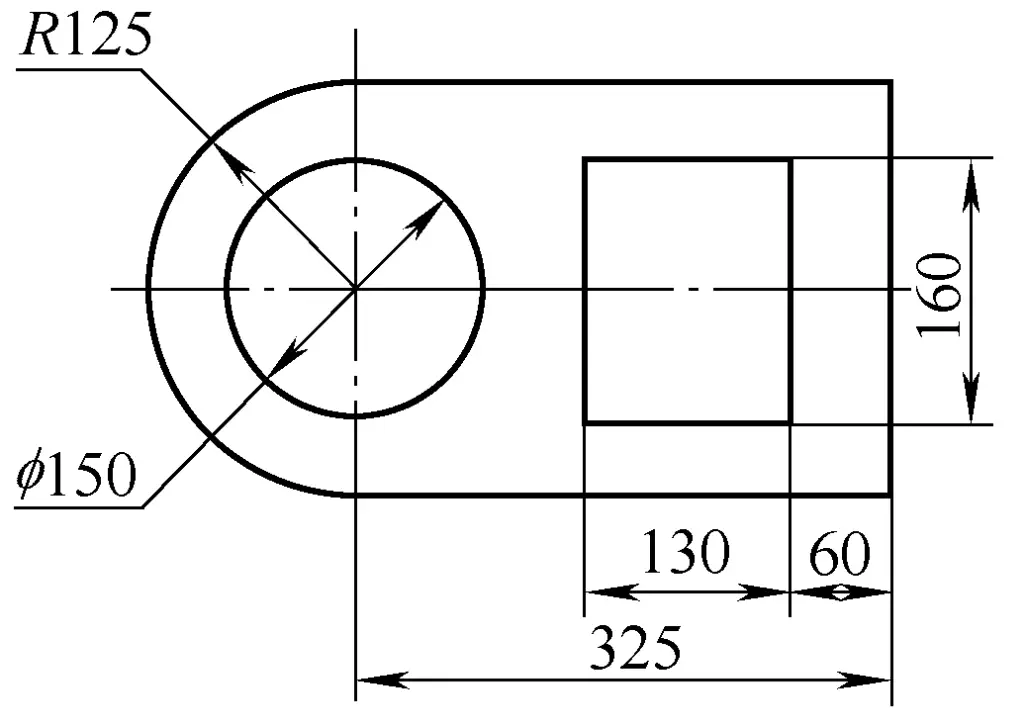
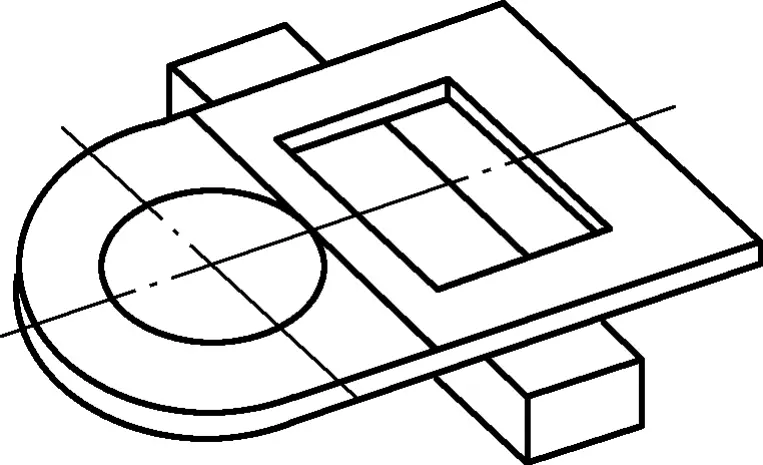
Das in Abbildung 15 gezeigte Werkstück ist aus 4 mm dickem Q235A-Stahlblech gefertigt. Die Ecken des inneren Lochs dürfen nach dem Schneiden keine Risse aufweisen. Die Schneideschritte und -methoden sind wie folgt:
1) Kennzeichnung
Bereiten Sie das zu bearbeitende Blech vor, verwenden Sie eine Schablone zum Anzeichnen oder zeichnen Sie das Muster direkt im Maßstab 1:1 auf das Blech. Um die genaue Ausrichtung zu erleichtern, legen Sie zuerst den Startschnittpunkt fest und ziehen dann die Startlinie bis zur Blechkante, um sie mit dem unteren Kezi-Messer auszurichten, wie in Abbildung 16 gezeigt.
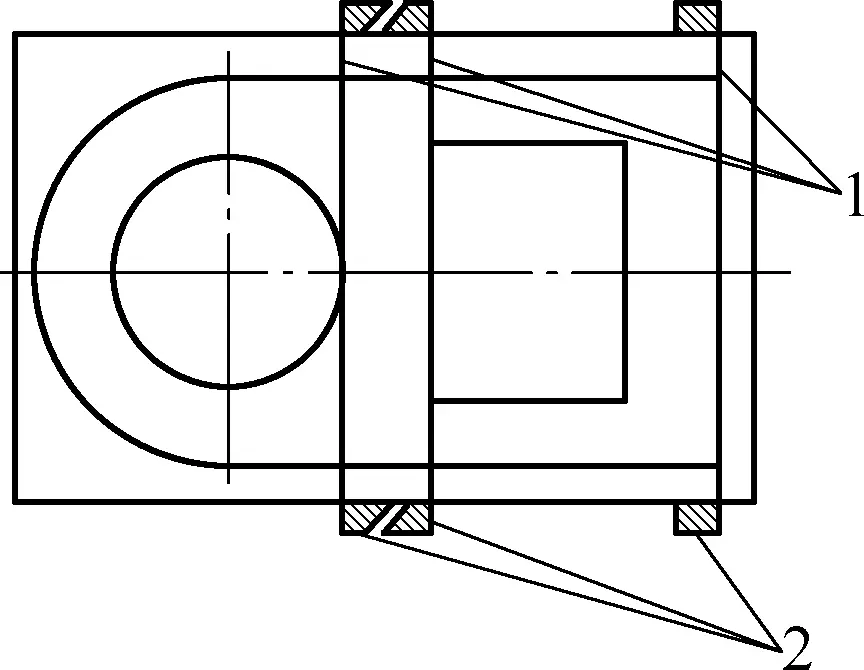
1-Startlinie
2-Unteres Kezi-Messer
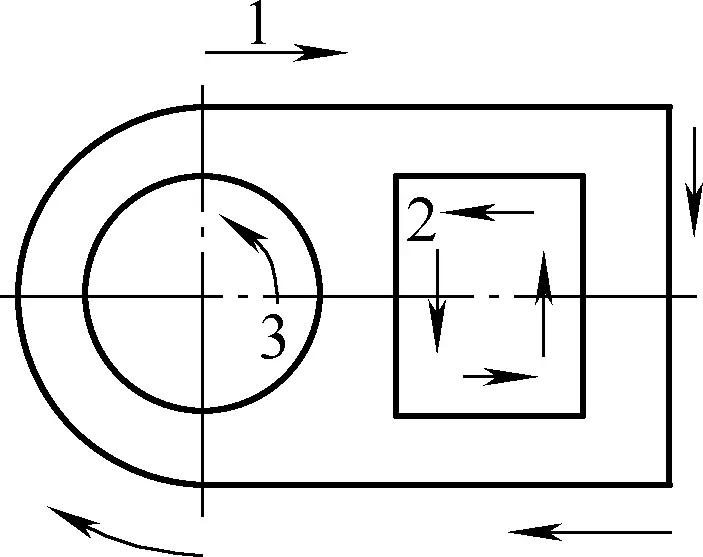
2) Festlegung der Schnittreihenfolge
Analysieren Sie das Werkstückmuster und legen Sie die Schnittreihenfolge fest. Im Allgemeinen lautet die Schnittreihenfolge: zuerst äußere Form, dann innere Löcher; zuerst gerade Linien, dann Kurven; zuerst ganze Teile, dann Abschnitte. Die Schnittreihenfolge für das in Abbildung 15 gezeigte Werkstück wird wie in Abbildung 17 dargestellt angeordnet.
3) Schneiden von geraden Abschnitten
Die Schnittmethode für gerade Abschnitte ist:
① Schneiden beginnen.
Legen Sie das Blech flach auf die untere Schneidekante, wobei das überschüssige Material über die Schneidekante hinausragt, und richten Sie es genau an der Schnittlinie aus, so dass es mit der unteren Kante zusammenfällt. Die Position und der Winkel des Messers sind in Abbildung 14 dargestellt.
Beim Starten des Schnitts sollte die Schlagkraft geringer sein, um eine Anpassung zu ermöglichen, falls der Startschnitt nicht genau ist, um eine Beschädigung der Schneiden durch Kollisionen zu vermeiden. Sobald die Genauigkeit des Startschnitts bestätigt ist, fahren Sie mit dem schrittweisen geraden Schnitt entlang der unteren Schneidkante fort.
② Schneiden.
Achten Sie während des Schneidevorgangs darauf, dass die Schnittlinie des Blechs mit der unteren Kante übereinstimmt, wobei ein geeigneter Winkel am oberen Messer beibehalten wird und die beiden Kanten dicht beieinander bleiben. Andernfalls kann es zu unvollständigen Schnitten und Biegeverformungen kommen, wie in Abbildung 18 dargestellt.
Um die Qualität beim Schneiden zu verbessern, müssen Sie ständig alle Abweichungen korrigieren und die Schlagkraft anpassen. Dazu muss der Bediener aufmerksam bleiben und sich eng mit dem Hämmerer abstimmen, der die Befehle des Messerhalters befolgt.
4) Schneiden von gebogenen Abschnitten
Die Schneidemethode für gebogene Abschnitte ist:
① Schneiden beginnen.
Wenn das Schneiden einen gekrümmten Abschnitt erreicht, schneiden Sie zuerst das überschüssige Material vom fertigen geraden Abschnitt ab, um Störungen zu vermeiden. Um die Verformung zu minimieren, legen Sie das runde Teil auf die Unterkante und drehen Sie das Werkstück kontinuierlich, wobei Sie immer das Ende der Unterkante zum Schneiden verwenden (siehe Abbildung 19).
② Schneiden.
Beim Schneiden von Kurven sind sowohl die obere als auch die untere Kante gerade, so dass jeder Schnitt nur ein Segment erzeugt. Beim Schneiden von Kurven geht es im Wesentlichen darum, gerade Segmente entlang der Tangenten der Kurve auszuschneiden und so ein Polygon zu bilden, das die Kurve annähert. Je kürzer die Segmente, desto näher an der Kurve.
Beim Schneiden von Kurven muss jeder Schnitt minimal gehalten und das Blech häufig gedreht werden; die Hammerschläge sollten kurz und mit angemessener Kraft ausgeführt werden.
5) Schneiden von Innenvierkantlöchern
Um eine genaue Öffnung für die Innenvierkantlöcher zu gewährleisten, richten Sie sie wie in Abbildung 20 gezeigt aus. Um den Schnitt zu beginnen, schlagen Sie leicht auf die Oberkante an der Kontaktstelle mit dem Blech. Sobald der erste Schnitt das 2-3-fache der Kantenbreite erreicht hat, legen Sie die obere Kante flach und schneiden sie vollständig durch (siehe Abbildung 21). Nach dem Öffnen wird wie bei den geraden Abschnitten verfahren.
a) Ausrichten durch Anreißen der Linie
b) Ausrichten mit gerader Kante über Linie
6) Schneiden von internen kreisförmigen Löchern
Zum Schneiden von kreisförmigen Innenlöchern wählen Sie zunächst den Startpunkt. Um den Beginn des Schneidens zu erleichtern, wählen Sie einen Punkt, der sich leicht einspannen lässt, und richten Sie die Tangente an diesem Punkt an der Unterkante aus (siehe Abbildung 22). Das Schneidverfahren ist ähnlich wie bei den gekrümmten Abschnitten.
Beim manuellen Schneiden wird die Schneidkraft von einer zweiten Person aufgebracht, die mit einem Vorschlaghammer auf die Oberseite des Messers schlägt. In dem Moment, in dem der Hammer das Messer berührt, sollten die Mittellinien des Hammers und des Messers aufeinander ausgerichtet sein und senkrecht zur Blechebene stehen.
Die Haltung des Stielhalters muss korrekt sein, der Griff stabil und die Ausrichtung des Messers schnell und genau. Der Hämmerer muss gerade und präzise zuschlagen, wobei beide Parteien konzentriert und koordiniert bleiben müssen.
Überprüfen Sie die Umgebung auf Fußgänger während des Schneidens; beginnen Sie mit einer niedrigen Hammerhöhe, bis Genauigkeit und Stabilität gewährleistet sind, und erhöhen Sie dann die Hammerhöhe und -kraft.
Die Bediener sollten beim Trennen keine Handschuhe tragen, insbesondere der Hämmerer, da Handschuhe die taktile Rückmeldung verringern und zum Verlust der Griffigkeit führen können, was Unfälle zur Folge haben kann. Beim Entgraten, der Handhabung von Werkstücken und überschüssigem Material müssen Handschuhe getragen werden, um Verletzungen zu vermeiden.
Prüfen Sie regelmäßig, ob der Vorschlaghammer und das Schneidgerät fest sitzen und stellen Sie sicher, dass der Griff mit Keilen gesichert ist, damit er sich bei längerem Gebrauch nicht lockert. Schärfen Sie außerdem die Spitze des Messers und entfernen Sie eventuelle Grate, um Verletzungen durch umherfliegende Trümmerteile beim Hämmern zu vermeiden.
Wenn das Werkstück abzubrechen droht, schneiden Sie vorsichtig oder verwenden Sie einen Handhammer, um eine Beschädigung der Schnittkanten oder der Oberfläche zu vermeiden.
Beim mechanischen Scheren werden spezielle Geräte zum Schneiden und Trennen von Blechen verwendet, die aufgrund ihrer hohen Effizienz und Präzision weit verbreitet sind.
Zu den mechanischen Scheren gehören Guillotinescheren, Vibrationsscheren und Rotationsscheren.
Tafelscheren werden in erster Linie zum Schneiden von Blechen in geraden Linien verwendet und arbeiten nach dem Prinzip der linearen Klingen an der oberen und unteren Scherkante.
Abbildung 23 zeigt eine schematische Darstellung des Prinzips der Tafelschere. Das Obermesser (8) ist am Messerhalter (1), das Untermesser (7) am Tisch (4) befestigt. Kugeln (6) erleichtern die Bewegung des Blattes, wobei der hintere Anschlag (9) durch den Positionierstift (10) positioniert wird.
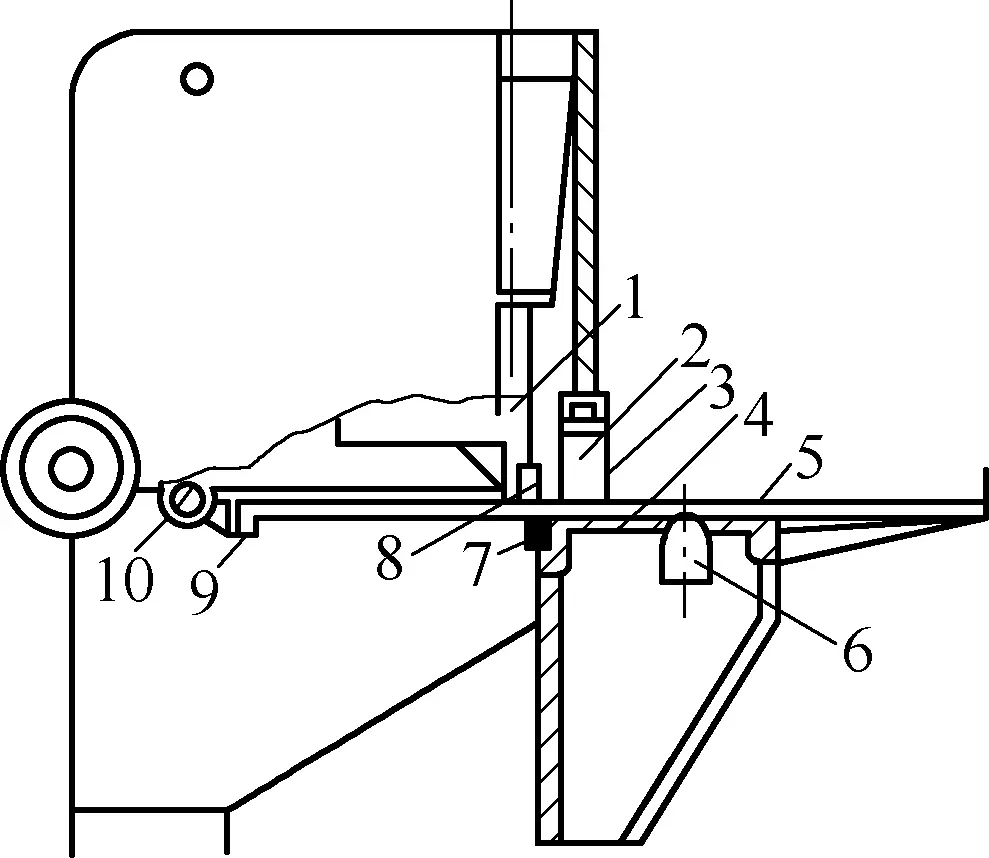
1-Klingen-Halter
2-Hydraulischer Klemmenzylinder
3-Deckel-Platte
4-Tisch
5-Blatt
6-Kugeln
7-Untere Klinge
8-Obere Klinge
9-Spur hinten
10-Positionierungsstift
Der hydraulische Druckzylinder 2 wird zum Anpressen des Blechs verwendet, um zu verhindern, dass es beim Scheren umkippt. Die Schutzplatte 3 ist eine Sicherheitseinrichtung zur Vermeidung von Arbeitsunfällen. Während des Betriebs treibt die Kurbelwelle den Scherenschieber an und schneidet das Material durch die Relativbewegung der oberen und unteren Scherenmesser.
Schermaschinen werden anhand ihrer Übertragungsmethoden in Schermaschinen mit mechanischer Übertragung und Schermaschinen mit hydraulischer Übertragung unterteilt. Schermaschinen mit einer Blechdicke von weniger als 10 mm haben meist eine mechanische Übertragungsstruktur, während Schermaschinen mit einer Blechdicke von mehr als 10 mm meist hydraulische Übertragungsstrukturen verwenden.
Vibrationsschneider werden im Allgemeinen für das Schneiden nach Linien oder Schablonen verwendet und dienen der Bearbeitung von Blechen mit einer Dicke von weniger als 2 mm. Ihr Arbeitsprinzip besteht darin, durch mechanische Übertragung eine schnelle Hin- und Herbewegung des oberen Messers gegen das untere Messer zu erzeugen, wodurch das Blech in kleine Segmente geschnitten wird. Daher kann es auch zum Schneiden von gekrümmten Außen- und Innenprofilen mit größeren Krümmungsradien verwendet werden. Der Aufbau und das Funktionsprinzip sind in Abbildung 24 dargestellt.
a) Erscheinungsbild
b) Obere und untere Schaufeln
Die Walzschere kann eine geradlinige Scherung oder eine Scherung entlang einer Kurve durchführen. Durch die Eigenschaft, dass die Rollschere kreisförmige oder gekrümmte Formen schneiden kann, kann sie Stanzwerkzeuge zum Schneiden oder Beschneiden großer Teile ersetzen. Stanzteile in der Kleinserienfertigung, obwohl die Scherqualität und Produktivität nicht hoch sind. Die Walzschere verwendet ein Paar kreisförmiger Messer, die sich in entgegengesetzter Richtung drehen, um das Blech zu scheren.
Abbildung 25a zeigt den Aufbau und die Funktionsweise der Walzschere, und die Abbildungen 25b, c und d zeigen verschiedene Konfigurationen der Rundmesser.
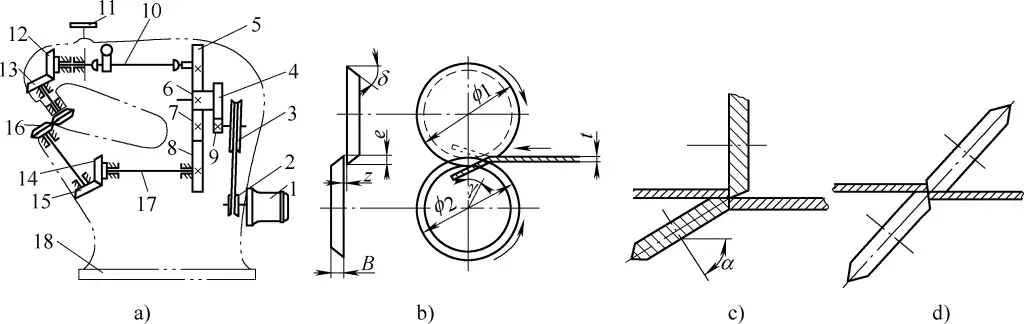
a) Aufbau der Walzscherenmaschine
b) Gerade Konfiguration kreisförmiger Klingen
c) Schräge gerade Konfiguration von kreisförmigen Schaufeln
d) Schräge Konfiguration der kreisförmigen Schaufeln
1-Motor
2, 3-Rollen
4-9-Gang
10-Schaft
11-Bedienungshandgriff
12-15-Kegelradgetriebe
16-Kreismesser
17-Antriebswelle
18-Basis
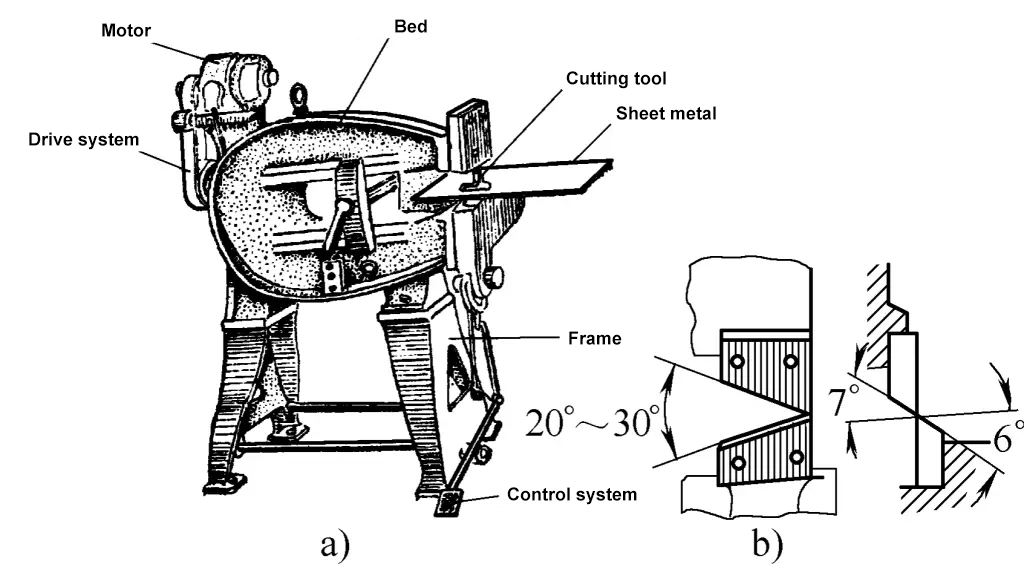
Schermaschinen werden nach der unterschiedlichen Anordnung der Ober- und Untermesser in Flachmesserscheren und Schrägmesserscheren unterteilt. Das Scheren mit geneigten Messern ist arbeitssparender als das Scheren mit flachen Messern und wird meist zum Scheren von breiten und dünnen Blechen verwendet. Abbildung 26a zeigt eine schematische Darstellung des Scherens mit schrägen Messern.
Mit einer Schrägmesserschere kann die Scherkraft erheblich reduziert werden. Bei Schermaschinen mit geneigtem Messer ist das untere Messer horizontal und das obere Messer in einem bestimmten Winkel zum unteren Messer geneigt. Da das obere Schermesser geneigt ist, ist die Kontaktlänge zwischen dem Messer und dem Material während des Scherens viel kleiner als die Breite des Blechs, was zu einem größeren Hub, einer geringeren Scherkraft und einem gleichmäßigeren Betrieb führt, wodurch es sich zum Scheren dünner und breiter Bleche eignet.
Im Allgemeinen liegt der Neigungswinkel φ des oberen Messers zwischen 1° und 6°. Für Blechdicken von 3-10 mm beträgt φ=1°-3°, für Dicken von 12-35 mm φ=3°-6°. γ ist der Spanwinkel, der dazu beiträgt, die Materialrotation während des Scherens zu verringern; α ist der Freiwinkel, der dazu beiträgt, die Reibung zwischen dem Messer und dem Material zu verringern. γ beträgt im Allgemeinen 15°-20°, und α beträgt im Allgemeinen 1,5°-3°.
Abbildung 26b zeigt eine schematische Darstellung des Scherens von Flachmessern mit einer Flachmesser-Schneidemaschine. Das Merkmal der Flachmesserschere ist, dass sie zwischen parallelen Ober- und Untermessern schert. β beträgt im Allgemeinen 0°-15°. Diese Art von Schermaschine hat einen kleinen Hub, aber eine große Scherkraft und eignet sich zum Scheren von dicken und schmalen Blechen.
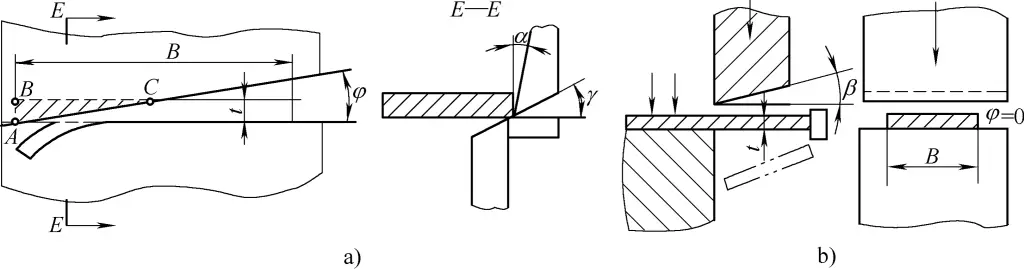
a) Schrägblattscheren
b) Scheren von Flachmessern
Schermaschinen verwenden obere und untere geradlinige Messer zum Schneiden von Blechzuschnitten. Um Zuschnitte in bestimmte Formen und Größen zu schneiden, sind die Schermaschinen mit Anschlägen ausgestattet, die aus vorderen, hinteren und seitlichen Anschlägen sowie speziellen Winkelanschlägen bestehen.
Die vorderen, hinteren und seitlichen Anschlagplatten können auf dem Arbeitstisch oder dem Bettgestell der Schermaschine installiert und befestigt werden und lassen sich durch einen Verstellmechanismus nach vorne und hinten, links und rechts verstellen. Winkelanschlagplatten werden im Allgemeinen in den T-Nuten der Tischoberfläche installiert und können je nach Form des zu schneidenden Blechs in verschiedenen Positionen auf dem Tisch installiert und befestigt werden.
Obwohl es viele Schermaschinen mit digitaler Anzeige oder CNC-Steuerung gibt, bei denen die Positionierung und Anzeige einiger Anschlagplatten (z. B. der hinteren Anschlagplatte) automatisch erfolgt, was das Scheren von Blöcken und Streifen bestimmter Länge erheblich erleichtert, ist für das Scheren komplexerer Formen immer noch eine manuelle Einstellung verschiedener Anschlagplatten erforderlich.
Für den Zuschnitt komplex geformter Teile wird in der Regel die Methode der manuellen Einstellung mit Hilfe von Schablonen angewandt. Ein wichtiger Aspekt der Schneidevorgänge ist die Einstellung der Positionen der verschiedenen Anschlagplatten, die auf der Schermaschine installiert sind, um das Schneiden von Streifen und Blöcken unterschiedlicher Breite und Form abzuschließen und die Qualität zu gewährleisten und zu kontrollieren. Das Scheren mit Anschlagplatten ist in Abbildung 27 dargestellt.

a) Verwendung der hinteren Stopperplatte
b) Verwendung der vorderen Stopperplatte
c) Verwendung von Winkel- und Heckanschlagplatten
d) Verwendung von zwei winkelförmigen Stopperplatten
e) Verwendung von hinteren und winkelförmigen Anschlagblechen
f) Verwendung von Winkel- und Frontanschlagplatten
1) Scheren von Bändern allgemeiner Breite
Zum Scheren von Blechen allgemeiner Breite kann die Positionierung mit Hilfe von Linien oder der hinteren Anschlagplatte erfolgen, wobei die Position der hinteren Anschlagplatte mit einer Schraube eingestellt wird. Beim Scheren wird das Blech mit einer Pressplatte fest angedrückt, dann bewegt sich der Schieber mit dem oberen Schermesser nach unten, und das Blech wird geschert, wenn sich die oberen und unteren Schermesser überlappen. Der abgescherte Abschnitt muss in der Regel nicht weiter bearbeitet werden, um die Qualität zu sichern, wie in Abbildung 27a dargestellt.
2) Scheren von breiteren Streifen
Wird das Blech beim Schneiden breiterer Streifen mit Hilfe der hinteren Anschlagplatte positioniert, so hängt der überhängende Teil aufgrund seines Gewichts durch. Der Positionierungsfehler steigt mit dem Verhältnis zwischen der überhängenden Länge und der Blechdicke (B/t). Daher sollte bei einer Bandbreite von mehr als 300-400 mm die vordere Anschlagplatte für die Positionierung verwendet werden, wie in Abbildung 27b dargestellt. Die Position des vorderen Anschlags kann mit allgemeinen Messwerkzeugen oder Schablonen bestimmt werden.
3) Abscheren von trapezförmigen und dreieckigen Blöcken
Zum Abscheren von Trapez- und Dreiecksblöcken kann die seitliche Anschlagplatte in Abstimmung mit anderen Anschlagplatten zur Positionierung verwendet werden.
Legen Sie bei der Installation die Schablone auf den Tisch, richten Sie sie mit dem Untermesser aus und justieren und befestigen Sie dann die seitliche Anschlagplatte. Danach wird die hintere Anschlagplatte mit Hilfe der Schablone eingestellt und sowohl die seitliche als auch die hintere Anschlagplatte zur Positionierung während des Scherens verwendet, wie in Abbildung 27c gezeigt. Weitere Methoden zur Positionierung der Verbindung unter Verwendung der seitlichen Anschlagplatte und anderer Anschlagplatten sind in den Abbildungen 27d, e und f dargestellt.
4) Schneiden Sie schmales Material.
Wenn die Platte zu weit von der Pressvorrichtung entfernt ist und nicht heruntergedrückt werden kann, kann zum sicheren und reibungslosen Abscheren ein Polsterbrett mit der gleichen Dicke wie die abgescherte Platte hinzugefügt und von der Pressvorrichtung zum Abscheren heruntergedrückt werden. Das Pressbrett kann dicker sein, wie in Abbildung 28 dargestellt. Bei dünnen Blechen ist keine Unterlage erforderlich, und das Pressbrett kann das Blech direkt niederdrücken.
1-Druckvorrichtung
2-Geschertes Stahlblech
3-Pressbrett
4-Polsterplatte
Während der Platte ScherbetriebHalten Sie sich zunächst streng an die Sicherheitsvorschriften für das Scheren. Zweitens muss die Geradheit und Parallelität der gescherten Oberfläche des Blechs sichergestellt und die Verformung des Materials minimiert werden, um qualitativ hochwertige Teile zu erhalten. Im Folgenden werden die Arbeitsschritte und Ausrichtungsmethoden beim Scheren anhand eines Beispiels detailliert dargestellt.
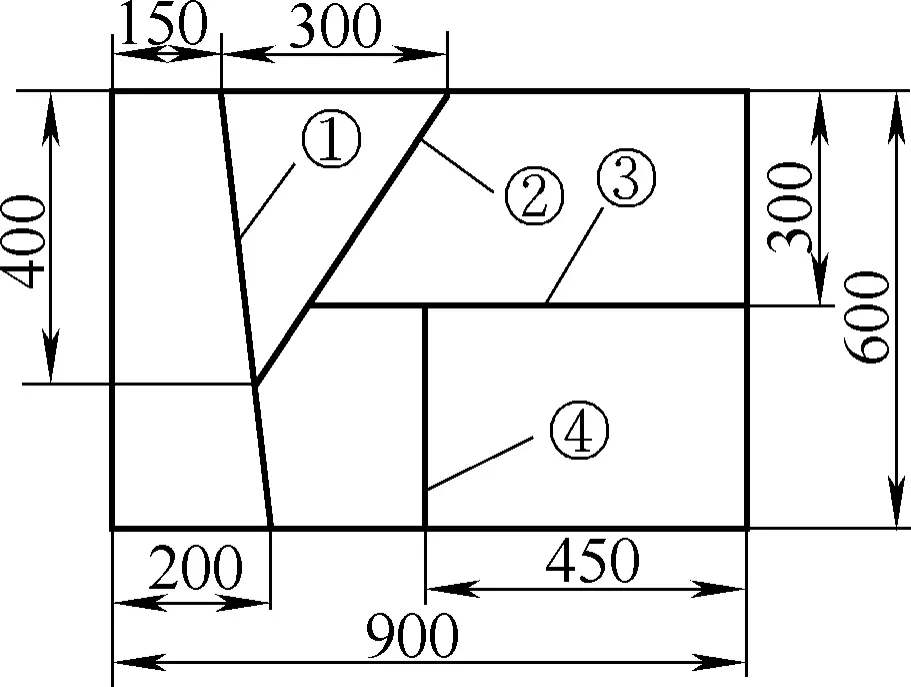
Das in Abbildung 29 gezeigte Werkstück besteht aus einer 10 mm dicken 25er Stahlplatte. Die Toleranz der einzelnen Abmessungen nach dem Scheren beträgt ±1 mm. Die Arbeitsschritte und Ausrichtungsmethoden beim Scheren mit einer Portalschrägschneidemaschine sind wie folgt:
1) Schritte der Scheroperation
Obwohl die Struktur der zu scherenden Werkstücke sehr unterschiedlich sein kann, sind die grundlegenden Schritte des Scherprozesses im Allgemeinen gleich und können wie folgt durchgeführt werden:
① Bestimmen Sie die Anzahl der für die Schur benötigten Personen.
Bei größeren Platten ist es nicht ratsam, dass eine Person allein die Schur durchführt. Zwei bis drei Personen sollten die Aufgabe koordinieren, wobei eine Person als Anführer bestimmt werden sollte, und alle Aktionen sollten einheitlich sein und den Befehlen des Anführers folgen.
② Bestimmen Sie die Scherreihenfolge.
Werkstücke haben oft mehrere Scherlinien. Bei der Verwendung einer Schrägschere mit Portal muss die Scherreihenfolge sicherstellen, dass das Blech bei jeder Schere in zwei Teile getrennt wird. Abbildung 29 zeigt die Scherreihenfolge für das Werkstück, wobei die Reihenfolge der Scherlinien eingehalten wird.
③ Analysieren und bestimmen Sie die Ausrichtmethode für das Scheren von Werkstücken.
Es gibt mehrere Methoden zum Ausrichten des Werkstücks auf einer Portalscherenmaschine. Diese Methoden sollten auf der Grundlage der Analyse der Werkstückstruktur flexibel angewendet werden. Für dieses Werkstück wird die Ausrichtungsmethode verwendet:
④ Prüfen und stellen Sie den Spalt der Schermesser je nach Art und Dicke des Schermaterials ein. Wenn die Schermaschine mit einer Tabelle zur Einstellung des Schermesserspaltes geliefert wird, stellen Sie den Spalt entsprechend den Daten ein. Alternativ können Sie den Schermesserspalt auch anhand von Tabelle 2 ermitteln.
Tabelle 2: Angemessene Spaltmaße für Schermaschinen (Einheit: mm)
| Art des Materials | Lücke (t%) |
| Elektromagnetisches Reineisen Baustahl (kohlenstoffarmer Stahl) Harter Stahl (Stahl mit mittlerem Kohlenstoffgehalt oder hochfester Stahl) Elektrischer Siliziumstahl Rostfreier Stahl Niedrig legierter Stahl Hartes Aluminium, Messing Rostfreies Aluminium | 6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8 |
Anmerkung: In der Tabelle steht t für die Dicke der abgescherten Platte.
⑤ Nachdem Sie den Schermesserspalt überprüft und eingestellt haben, lassen Sie die Maschine in unbelastetem Zustand laufen, um sich zu vergewissern, dass sie ordnungsgemäß funktioniert, bevor Sie Material einlegen. Reinigen Sie vor dem Beladen die Oberfläche der Platte und prüfen Sie, ob die Scherlinien klar und genau sind.
⑥ Führen Sie die Scherung durch. Befolgen Sie die festgelegten Ausrichtungsmethoden und Scherungsschritte.
⑦ Qualitätsprüfung. Messen Sie die Abmessungen aller Teile des gescherten Werkstücks, um sicherzustellen, dass sie den Konstruktionsanforderungen entsprechen, und prüfen Sie die Qualität der gescherten Kanten.
2) Funktionsweise der Scherausrichtungsmethode
Führen Sie Scherarbeiten an dem in Abbildung 28 gezeigten Werkstück unter Verwendung der festgelegten Ausrichtungsmethoden durch.
Scherenlinie ①.
Legen Sie das Blech auf den Tisch der Schermaschine, schieben Sie es in die Scheröffnung und richten Sie die Enden der Scherlinie visuell an der unteren Schermesserkante aus, wie in Abbildung 30 gezeigt. Nehmen Sie dann die Hände von der Scherenöffnung weg und drücken oder treten Sie auf den Schalter, um die Platte zu scheren.
1-Schneidlinie ①
2-Untere Scherblattkante
Scherenlinie ②.
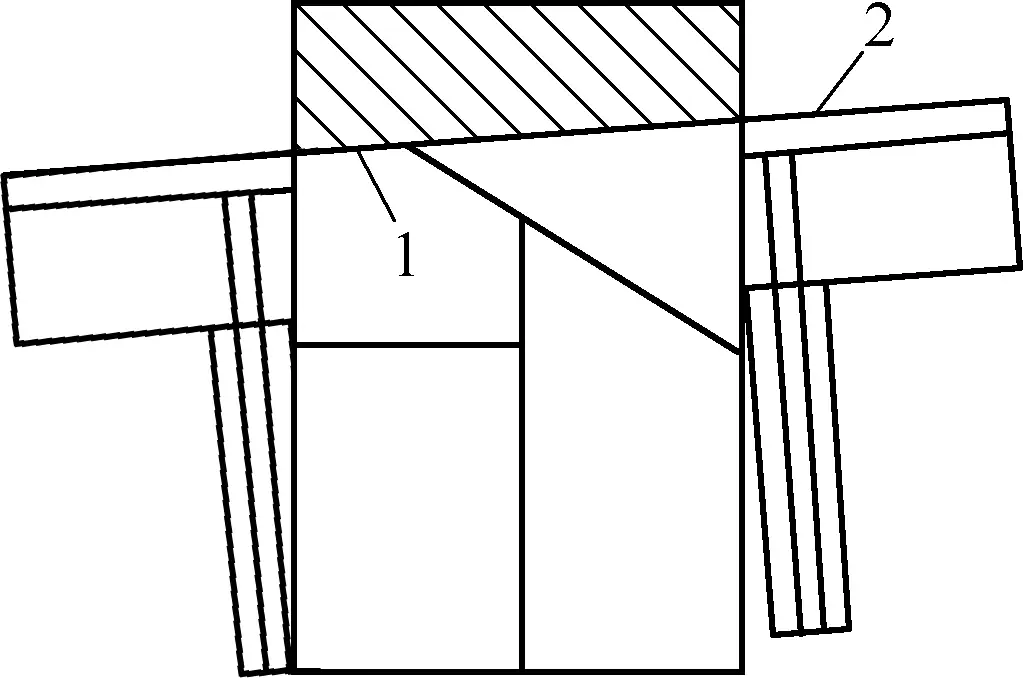
Stellen Sie das Anschlagbrett für die Winkelpositionierung ein und befestigen Sie es, verwenden Sie das Anschlagbrett als Referenz für die Positionierung, legen Sie die Platte richtig auf die Schermaschine und scheren Sie entlang der Scherlinie ②, wie in Abbildung 31 gezeigt.
1, 4-Winkel-Anschlagbrett
2-Schneidlinie ②
3-Untere Klingenkante
Schnittlinie ③.
Bei der Positionierung der Schnittlinie ③ mit dem Hinteranschlag kann die Position des Hinteranschlags auf zwei Arten bestimmt werden: Die erste Methode ist die direkte Messung mit einem Stahllineal, wobei darauf zu achten ist, dass der Abstand zwischen der oberen und unteren Messerkante und der Oberfläche des Hinteranschlags der Breite des zu schneidenden Materials entspricht. Nach dem Befestigen des Hinteranschlags muss erneut gemessen werden, um eine genaue Positionierung zu gewährleisten.
Die zweite Methode ist die Methode der Schablonenpositionierung. Indem eine Schablone mit der gleichen Breite wie das zu schneidende Material zwischen der unteren Messerkante und dem Hinteranschlag platziert wird, kann die Position des Hinteranschlags bestimmt werden. Sobald die Position des Hinteranschlags festgelegt ist, kann die Schnittlinie ③ positioniert und geschnitten werden, wie in Abbildung 32 dargestellt.
1-Rückenmessgerät
2-Untere Klingenkante
3-Schneidelinie ③
Schnittlinie ④.
Bei der Positionierung der Schnittlinie ④ mit dem vorderen Anschlag ist die Methode zur Bestimmung der Position des vorderen Anschlags dieselbe wie für den hinteren Anschlag. Das Szenario für die Positionierung des vorderen Messgeräts und das Schneiden ist in Abbildung 33 dargestellt.
1-Schneidelinie ④
2-Untere Klingenkante
3-Rücken Spurweite
Im Vergleich dazu ist der Vorgang des Schneidens technisch weniger anspruchsvoll, aber das Scherschneiden mit einer Schermaschine ist anfällig für Betriebsunfälle. Um die Qualität der gestanzten Werkstücke und die Sicherheit der Stanzvorgänge zu gewährleisten, sollten die folgenden Vorsichtsmaßnahmen während des Stanzvorgangs beachtet werden:
1) Überprüfen Sie vor der Inbetriebnahme sorgfältig, ob das Betriebssystem, die Kupplung und die Bremse der Schermaschine in einem zuverlässigen und wirksamen Zustand sind, und stellen Sie sicher, dass die Sicherheitsvorrichtungen vollständig und zuverlässig sind. Wenn irgendwelche Anomalien festgestellt werden, ergreifen Sie sofort die erforderlichen Maßnahmen. Es ist verboten, Geräte mit Mängeln zu betreiben. Vergewissern Sie sich, dass die Stifte und Passfedern der starren Kupplung während des Betriebs nicht deutlich klopfen.
2) Der Motor darf nicht unter Last anlaufen. Die Kupplung sollte vor dem Start der Maschine ausgerückt werden. Führen Sie vor dem offiziellen Betrieb einen Probelauf im Leerlauf durch, um zu prüfen, ob die Zugstange defekt ist und ob sich Schrauben gelockert haben, und vergewissern Sie sich, dass alle Komponenten in Ordnung sind, bevor Sie mit dem offiziellen Betrieb fortfahren.
3) Konzentrieren Sie sich bei den Scherarbeiten. Wenn mehrere Personen arbeiten, muss der Schneidschalter von einer bestimmten Person bedient werden. Es ist strengstens untersagt, die Hände in den Schneidbereich zu stecken. Konzentrieren Sie sich während des Vorschubs, insbesondere um die Sicherheit der Finger des Bedieners zu gewährleisten. Wenn eine Platte bis zum Ende geschnitten wird, darf das Material nicht mit den Fingern von unten nachgeschoben werden.
4) Die Klingen und Kanten müssen scharf sein. Beim Schneiden dünner Bleche müssen die Klingen eng anliegen. Halten Sie die oberen und unteren Klingen parallel, verwenden Sie keine stumpfen Klingen und prüfen Sie, ob die Schnittkanten glatt sind. Führen Sie nach dem Einstellen der Klingen einen manuellen Test und einen Leerlauftest durch.
5) Verwenden Sie beim Schneiden kleiner Materialstücke ein Druckpolster, um unsachgemäßes Pressen und Unfälle zu vermeiden.
6) Legen Sie keine anderen oder fremden Gegenstände auf die Werkbank. Alle Einstellungen und Reinigungsarbeiten müssen bei stillstehender Maschine durchgeführt werden.
7) Es ist strengstens untersagt, dass zwei Personen gleichzeitig zwei verschiedene Bleche auf derselben Schermaschine scheren. Treten Sie nicht auf das Fußpedal und ziehen Sie nicht am Lufthaken, bevor das Werkstück ausgerichtet ist. Halten Sie zu keiner Zeit und unter keinen Umständen Ihren Kopf oder Ihre Hände unter das Messer.
8) Halten Sie den Arbeitsbereich um die Baustelle herum sauber und sorgen Sie dafür, dass Werkstücke oder Bleche ungehindert vertikal angehoben werden können.
9) Es ist verboten, mit der Schermaschine zu lange oder zu dicke Werkstücke zu bearbeiten. Verwenden Sie die Schermaschine nicht zum Schneiden von gehärtetem Stahl, Schnellarbeitsstahl, legiertem Werkzeugstahl, Gusseisen und spröden Materialien.
Die wichtigsten Angaben zur Kalibrierung der Schermaschine sind t×B (t ist die maximal zulässige Dicke des zu scherenden Materials und B ist die maximal zulässige Breite des Blechs). Die Schermaschine sollte nicht zur Bearbeitung von Werkstücken verwendet werden, die die maximal zulässige Scherbreite B und Dicke t überschreiten.
Beim Scheren von hochfesten Werkstoffen (z. B. Federstahl und hochlegierte Stahlbleche) ist die maximal zulässige Scherdicke tmax. Dies liegt daran, dass bei der Konstruktion der Schermaschine im Allgemeinen Werkstoffe mittlerer Härte (Zugfestigkeit um 500 MPa und Stahlsorten 25-30) berücksichtigt werden. Wenn also die Zugfestigkeit σb des zu scherenden Materials größer als 500 MPa ist, ist die maximal zulässige Scherdicke tmax sollte nach der folgenden Formel berechnet werden:
tmax=√(500t/σb)
In der Formel
Nach dieser Formel kann die Schermaschine nicht verwendet werden, wenn die berechnete maximal zulässige Scherendicke geringer ist als die Dicke des zu scherenden Materials. In Tabelle 3 sind die technischen Daten der Schermaschine aufgeführt.
Tabelle 3 Technische Daten der Schermaschine
| Parameter | Modell | ||||
| Q11-1×1000 | QY11-4×2000 | Q11-4×2500 | Q11-12×2000 | Q11Y-16×2500 | |
| Blechdicke (mm) | 1 | 4 | 4 | 12 | 16 |
| Blattbreite (mm) | 1000 | 2000 | 2500 | 2000 | 2500 |
| Scherwinkel | 1° | 2° | 1°30′ | 2° | 1°~4° |
| Anzahl der Hübe (Zeiten/min) | 65 | 22 | 45 | 30 | 8~12 |
| Abstand der hinteren Spurweite | 500 | 25~500 | 650 | 750 | 900 |
| Leistung (kW) | 0.6 | 6.5 | 7.5 | 13 | 22 |
| Strukturelle Form | Mechanischer Unterantrieb | Hydraulischer Unterantrieb | Mechanischer Antrieb | Hydraulischer Antrieb | |
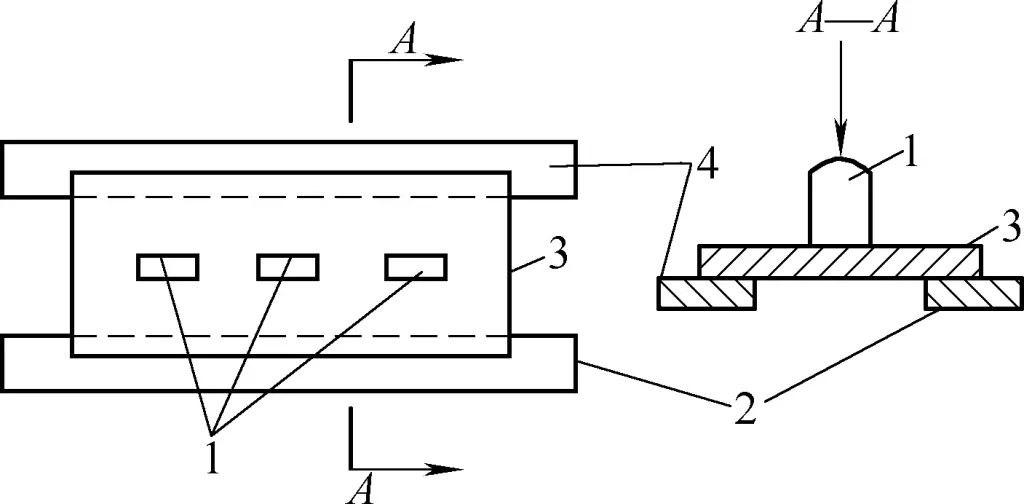
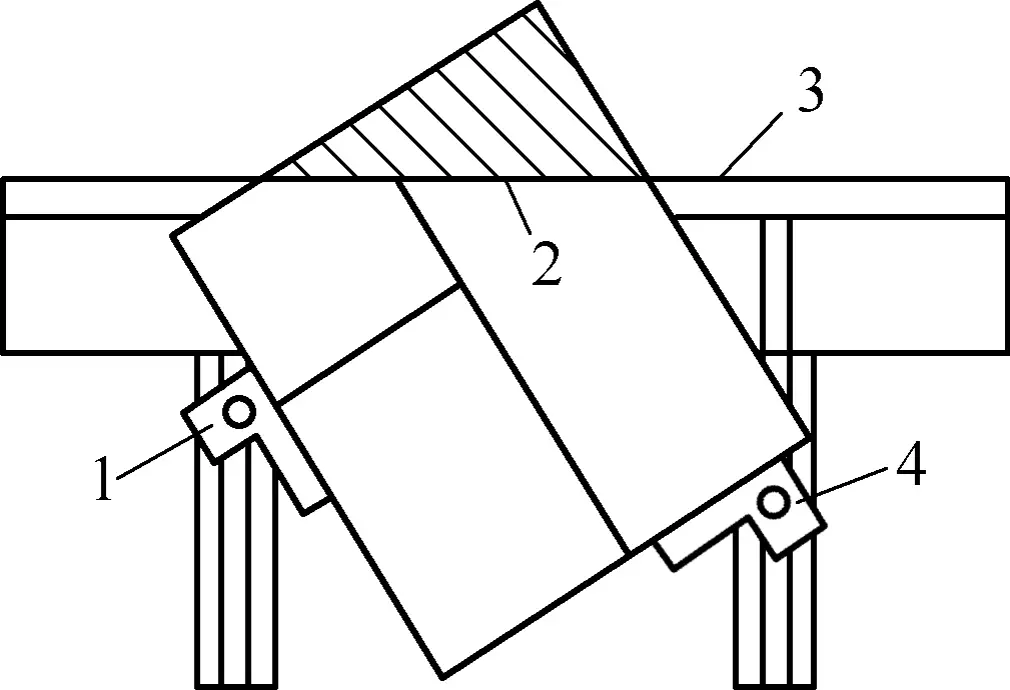
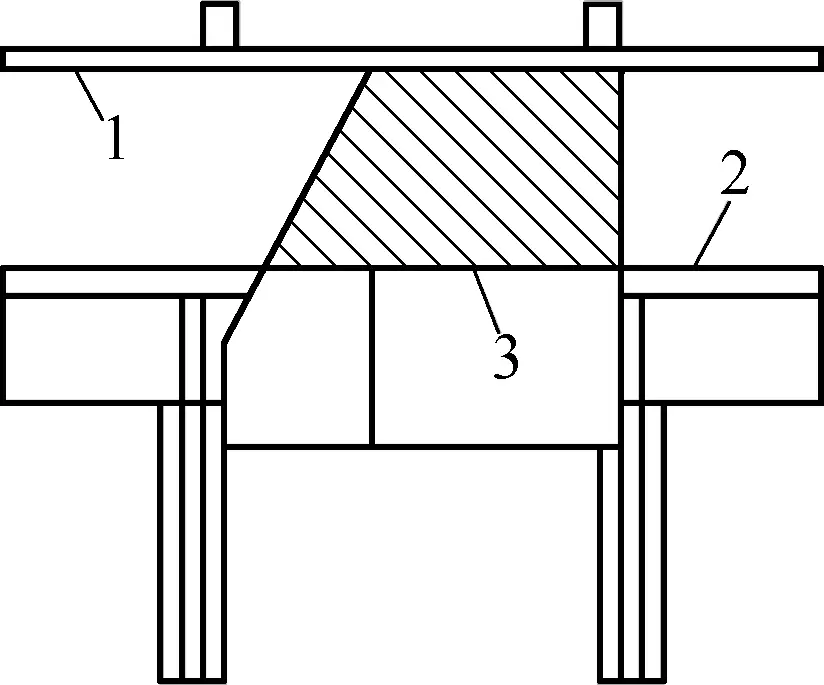
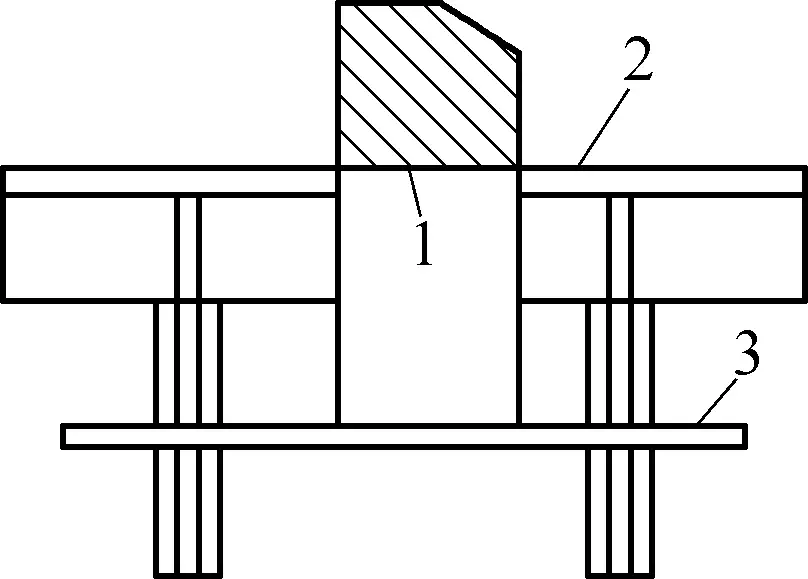
10) Beim Schneiden von langen Blechen sollten Hilfsstützen zur Verfügung stehen; beim Schneiden großer und schwerer Bleche sollten zur Erleichterung des Vorschubs und zur Verringerung der Reibung an der Oberfläche des geschnittenen Materials Rollstützen vorhanden sein (d. h. Stützen mit Stahlkugeln zum Halten des Materials, Aufbau wie in Abb. 34). Außerdem sollte eine Hebevorrichtung zum Anheben der Bleche sowie eine ausreichende Anzahl von Hilfskräften zur Verfügung stehen, wobei die Koordination mit den Hilfskräften gewährleistet sein sollte.
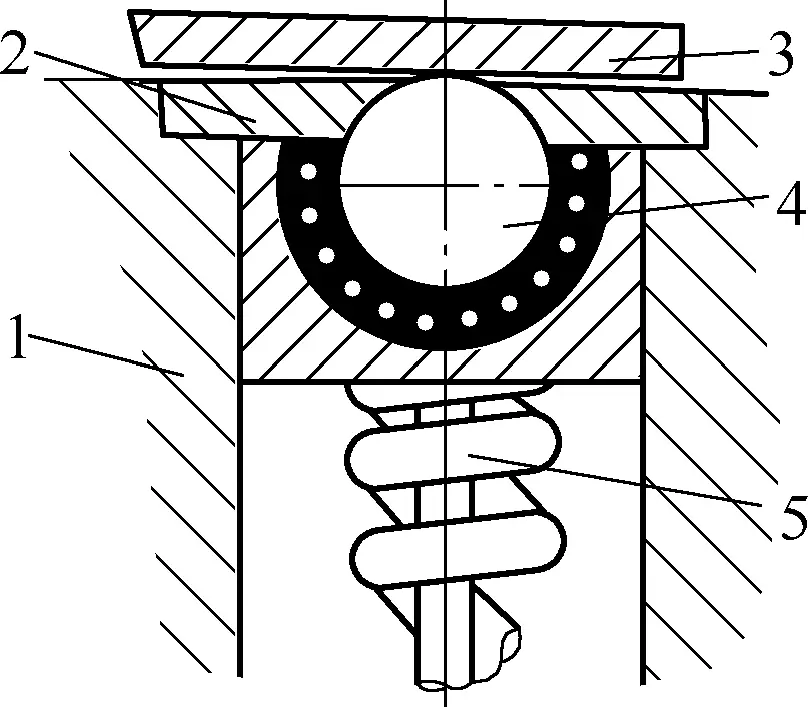
1-Unterstützung
2-Presse-Deckel
3-Schneiden-Platte
4-Stahl-Kugel
5-Feder
Die Ausblendung ist eine Prägeverfahren bei der eine Matrize unter dem Druck einer Presse einen Teil des zwischen Stempel und Matrize eingelegten Blech- oder Bandmaterials abtrennt, um so die gewünschte Form und Größe von flachen Zuschnitten oder Teilen zu erhalten.
Das Verfahren zum Ausschneiden der gewünschten Form aus Blechmaterial wird als Stanzen bezeichnet. Bei der Massenproduktion von Teilen kann das Stanzen die Produktionseffizienz und die Produktqualität verbessern.
Beim Stanzen wird das Material zwischen Stempel und Matrize eingelegt, und unter der Einwirkung einer äußeren Kraft erzeugen Stempel und Matrize eine Scherkraft, die das Material unter der Wirkung der Scherkraft trennt (siehe Abb. 35). Das Grundprinzip des Schneidens ist dasselbe wie das des Scherschneidens, nur dass die gerade Schneide beim Scherschneiden durch eine geschlossene kreisförmige oder andere Form der Schneide ersetzt wird.
1-Stempel
2-Blatt-Material
3-Würfel
4-Pressen-Tisch
Nach dem Prinzip des Stanzens wird der Stanzvorgang hauptsächlich durch das Auflegen des Materials auf eine auf einer Presse montierte Matrize abgeschlossen. Daher bilden das Blechmaterial, die Stanzausrüstung und das Stanzwerkzeug die grundlegenden Produktionselemente der Stanzverarbeitung.
Die wichtigsten Ausgangsmaterialien für das Stanzen sind Metallbleche, aber auch einige Profile (Rohre) und nichtmetallische Werkstoffe können verarbeitet werden. Gängige Werkstoffe für das Stanzen sind in Abb. 36 dargestellt.
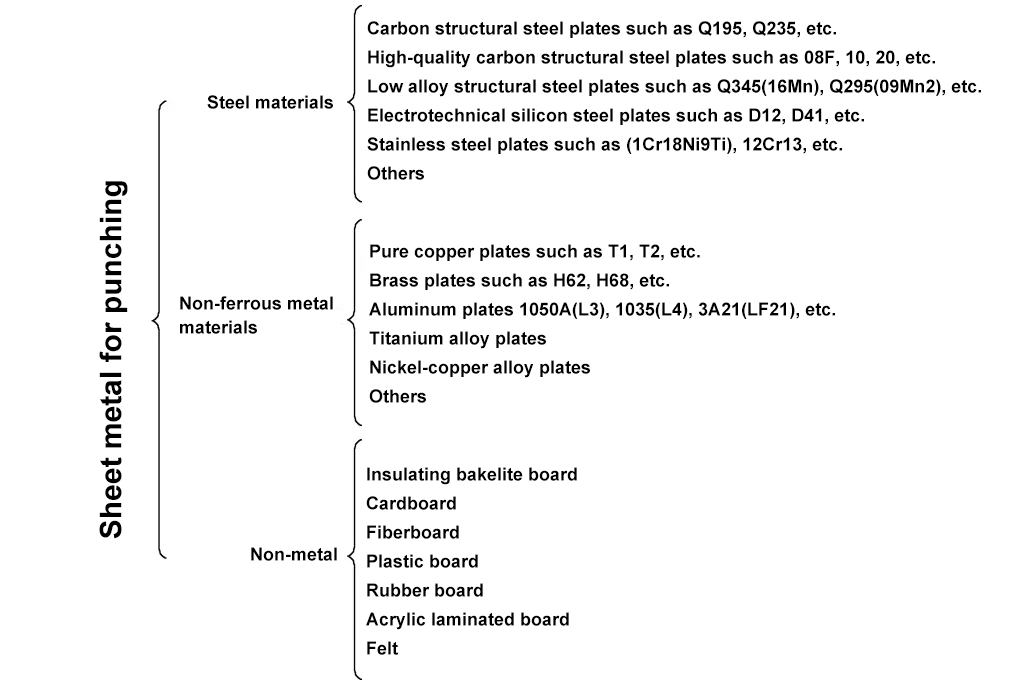
Anmerkung: Die Zahlen in Klammern sind die alten Standardnoten.
Obwohl eine breite Palette von Rohstoffen für das Stanzen verwendet wird, sind nicht alle Materialien für das Stanzen geeignet. Die für das Stanzen verwendeten Rohmaterialien müssen eine gute Stanzleistung, eine gute Verwendbarkeit und eine gute Oberflächenqualität aufweisen, um den Merkmalen des Stanzprozesses zu entsprechen.
Die Hauptausrüstung für das Stanzen sind Kurbelpressen, d. h. Schmiedemaschinen, die durch Kurbelmechanismen angetrieben werden. Die Pressen werden nach ihrem Nenndruck in große, mittlere und kleine Größen eingeteilt. Kleine Pressen haben einen Nenndruck von weniger als 1000 kN, mittlere Pressen haben einen Nenndruck von 1000 bis 3000 kN und große Pressen haben einen Nenndruck von über 3000 kN.
Je nach Bauform können Pressen in offene und geschlossene Pressen unterteilt werden. Offene Pressen haben einen C-förmigen Rahmen, der es dem Bediener ermöglicht, sich dem Arbeitstisch von vorne, links und rechts zu nähern, wodurch sie leicht zu bedienen sind. Aufgrund der begrenzten Steifigkeit des Rahmens sind offene Pressen jedoch nur für kleine und mittlere Pressen geeignet. Geschlossene Pressen haben einen vollständig geschlossenen Rahmen und eine höhere Steifigkeit, so dass sie sich für allgemeine mittlere und große Pressen und hochpräzise leichte Pressen eignen.
Darüber hinaus können Kurbelpressen aufgrund der Struktur ihrer Hauptarbeitswellen in Kurbelwellenpressen und Exzenterpressen unterteilt werden.
1) Kurbelwellenpressen
Kurbelwellenpressen verwenden einen Kurbelmechanismus, der durch eine Kurbelwelle als Hauptarbeitswelle gebildet wird, um die Kraftvergrößerung und Bewegungsumwandlung zu vervollständigen. Der Aufbau und das Funktionsprinzip der JB23-63 Kurbelpresse mit offener Neigung werden im Folgenden erläutert (siehe Abb. 37).
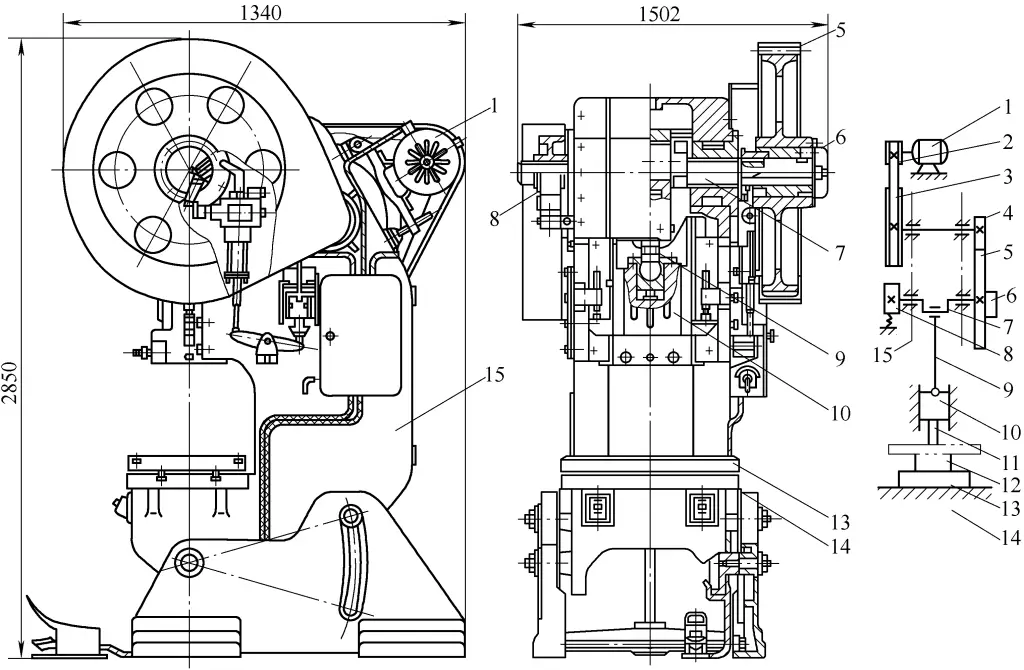
1-Motor
2-Kleine Riemenscheibe
3-Große Umlenkrolle
4-Kleines Getriebe
5-Großes Getriebe
6-Kupplung
7-Kurbelwelle
8-Bremse
9-Verbindungsstange
10-Schieberegler
11-Oberer Würfel
12-Unterer Würfel
13-Hinterlegplatte
14-Arbeitstisch
15-Maschinen-Gehäuse
Wenn die Presse arbeitet, überträgt der Motor 1 die Bewegung über den Keilriemen auf die große Riemenscheibe 3 und dann über das kleine Zahnrad 4 und das große Zahnrad 5 auf die Kurbelwelle 7. Das obere Ende der Pleuelstange 9 ist auf der Kurbelwelle installiert, und das untere Ende ist mit dem Schieber 10 verbunden, der die Drehbewegung der Kurbelwelle in eine lineare Hin- und Herbewegung des Schiebers umwandelt. Die höchste Position der Bewegung des Läufers 10 wird als oberer Totpunkt und die niedrigste Position als unterer Totpunkt bezeichnet.
Aufgrund der Anforderungen des Produktionsprozesses bewegt sich der Schieber manchmal und bleibt manchmal stehen, weshalb eine Kupplung 6 und eine Bremse 8 eingebaut sind. Da die Presse bei jedem Arbeitszyklus nur sehr kurz in Betrieb ist und die meiste Zeit ohne Last läuft, wird ein Schwungrad eingebaut, um die Belastung des Motors gleichmäßiger zu gestalten und die Energie der Anlage effektiv zu nutzen. Die große Riemenscheibe dient auch als Schwungrad.
Wenn die Presse in Betrieb ist, wird die obere Matrize 11 der verwendeten Form auf dem Schieber installiert und die untere Matrize 12 wird direkt auf dem Arbeitstisch 14 installiert, oder es wird eine Stützplatte 13 auf dem Arbeitstisch angebracht, um die entsprechende Schließhöhe zu erreichen. Zu diesem Zeitpunkt kann das Material zwischen Ober- und Untergesenk gelegt werden, um Stanz- oder andere Umformvorgänge zur Herstellung von Werkstücken durchzuführen.
Wie aus Abbildung 37 ersichtlich, ist der Hub des Schiebers 10 (d. h. der Abstand vom oberen Totpunkt zum unteren Totpunkt des Schiebers) gleich der doppelten Exzentrizität der Kurbelwelle 7, was durch einen großen, nicht einstellbaren Hub der Presse gekennzeichnet ist.
Da die Kurbelwelle jedoch durch zwei oder mehr symmetrische Lager an der Presse abgestützt wird, ist die Belastung der Presse gleichmäßiger, so dass Pressen mit großem Hub und großer Tonnage hergestellt werden können.
2) Exzentrische Presse
Die Exzenterpresse verwendet einen Kurbelmechanismus, bei dem eine exzentrische Hauptwelle als Arbeitshauptwelle verwendet wird, um die Kraftverstärkung zu vervollständigen und die Form der Bewegung zu ändern. Wie in Abbildung 38 dargestellt, kann der Hub des Pressenschiebers durch Verstellen der Position der Exzenterhülse 5 in der Presse eingestellt werden.
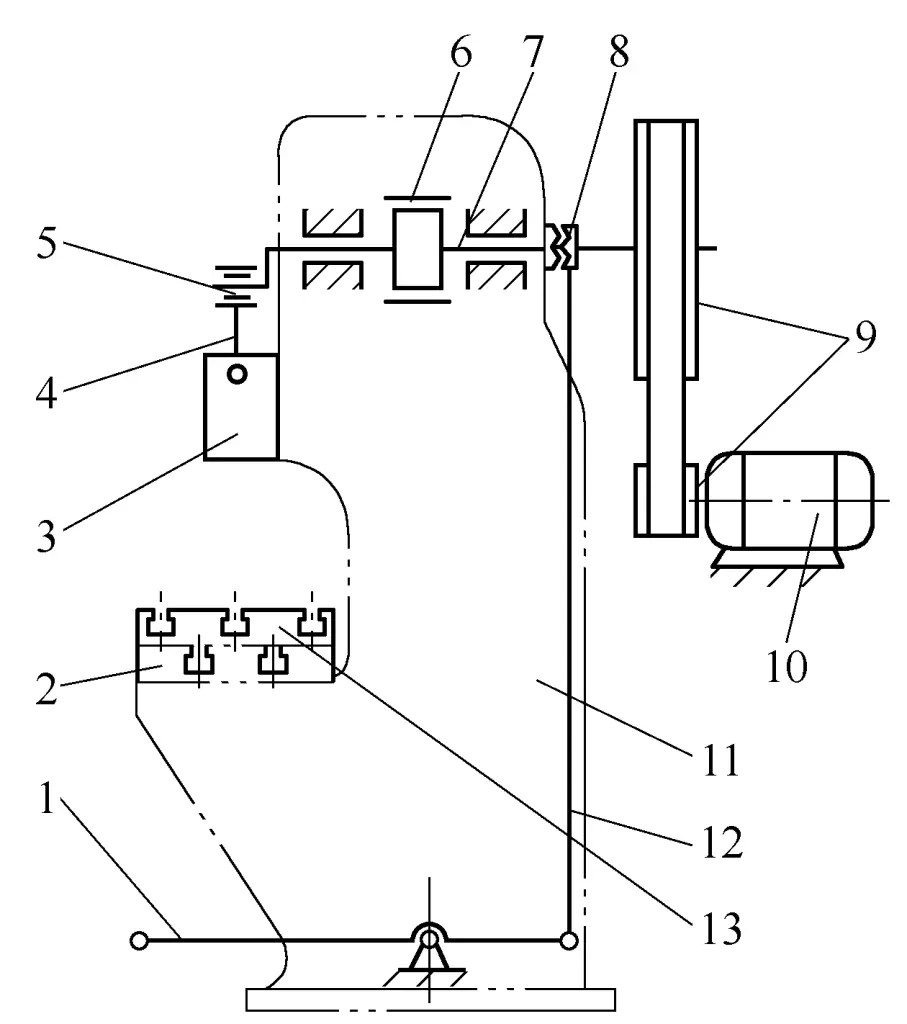
1-Pedal
2-Arbeitsplatz
3-Schieberegler
4-Verbindungsstange
5-Exzenterhülse
6-Bremse
7-Exzenter-Hauptwelle
8-Kupplung
9-Pulley
10-Motor
11-Bett
12-Steuerungshebel
13-Arbeitsplatten-Trägerplatte
Dieser Pressentyp zeichnet sich durch einen kleinen, aber einstellbaren Hub aus, so dass er für Stanzvorgänge in Werkzeugen verwendet werden kann, die keinen großen Hub benötigen, wie z. B. Führungsplattenwerkzeuge.
Die üblicherweise verwendeten Stanzwerkzeuge für Blechteile sind Einprozesswerkzeuge, die pro Pressenhub einen Stanzvorgang (Stanzen oder Schneiden) durchführen. Je nach den verschiedenen Stanzverfahren werden üblicherweise Stanzwerkzeuge für Blechteile verwendet, z. B. Stanzwerkzeuge, Schneidwerkzeuge usw. Je nach den verschiedenen Führungsmethoden können sie in offene Stanzwerkzeuge, Stanzwerkzeuge mit Werkzeugführung und Stanzwerkzeuge mit Führungsplatte usw. unterteilt werden.
1) Stanzwerkzeug
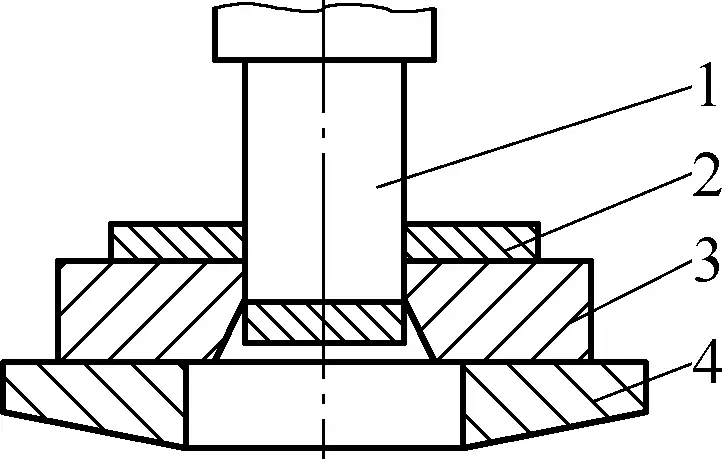
Abbildung 39b zeigt ein Strukturdiagramm des Stanzwerkzeugs, das für die Bearbeitung der Löcher in dem in Abbildung 39a dargestellten Teil verwendet wird.
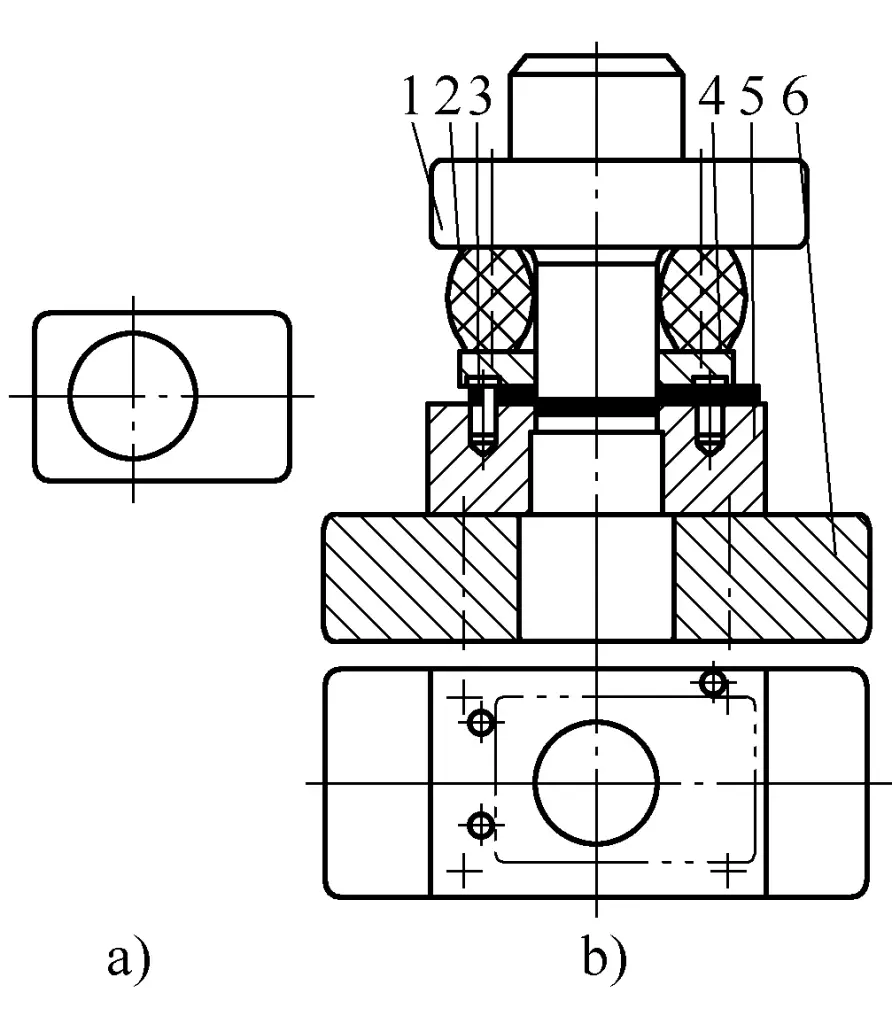
a) Teil-Strukturdiagramm
b) Stumpfstrukturdiagramm
1-Oberer Würfel
2-Gummi-Elastik-Körper
3-Positionierungsstift
4-Abstreifplatte
5-Weiblich Würfel
6-Untere Matrizenplatte
Diese Matrize ist eine einfache offene Stanzform ohne Führung. Die abgescherten Rohlinge werden durch drei auf der Matrize 5 angebrachte Positionierstifte positioniert. Die obere Matrize 1 und die Matrize 5 stanzen gemeinsam runde Löcher aus, und die Abstreifplatte 4 drückt, angetrieben durch den komprimierten Gummikörper 2, die auf der oberen Matrize eingespannten Teile aus.
Diese Art von Matrize hat eine einfache Struktur, ist leicht herzustellen und kostengünstig, aber die Schnittspalt Die Einstellung ist mühsam, die Qualität der gestanzten Teile ist schlecht, und der Betrieb ist nicht sehr sicher. Sie wird hauptsächlich zum Stanzen von Teilen mit geringen Genauigkeitsanforderungen, einfachen Formen und kleinen Chargen verwendet.
2) Stanzwerkzeug
Das Stanzwerkzeug ist ein Ein-Prozess-Werkzeug, das den Stanzprozess abschließt. Das Stanzwerkzeug erfordert einen angemessenen Abstand zwischen dem Stempel und der Matrize, eine genaue Positionierung des Bandmaterials in der Matrize, ein gleichmäßiges Fallen der gestanzten Teile, die Ebenheit der gestanzten Teile und eine gute Qualität der gescherten Oberfläche.
Abbildung 40 zeigt ein Stanzwerkzeug mit verschiebbaren Führungsstangen. Das mit einem Führungssäulensatz geführte Stanzwerkzeug verwendet Führungssäulen und Führungshülsen als zusammenpassende Führungsteile. Während des Betriebs passen sie immer mit einem Spiel von H6/h5 oder H7/h6 zusammen, wodurch sichergestellt wird, dass die Arbeitsteile (Stempel und Matrize) der Matrize richtig positioniert sind und die Qualität der gestanzten Teile gewährleistet ist.
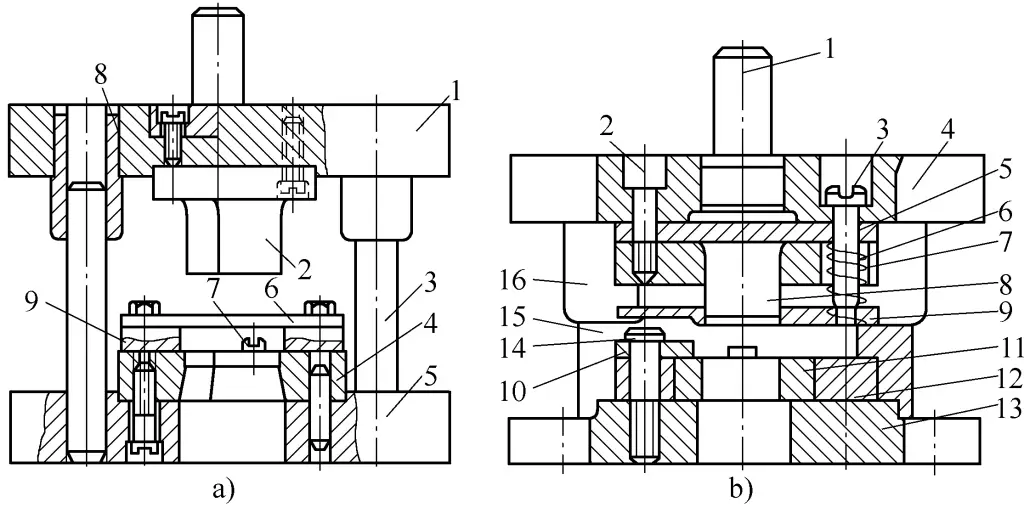
a) Stanzwerkzeug mit fester Abstreifplatte
b) Stanzwerkzeug mit elastischer Abstreifplatte
a) In der Abbildung:
1-Oberer Würfelhalter
2-Stanz
3-Führer-Posten
4-Stempel
5-Unterer Matrizenhalter
6-Abstreifplatte
7-Positionierungsstift
8-Führungshülse
9-Führungslineal
b) In der Abbildung:
1-Stempel-Schaft
2-Innensechskantschraube mit Innensechskant
3-Abisolierschraube
4-Oberer Würfelhalter
5-Hintergrundplatte
6-Loch-Befestigungsplatte
7-Frühling
8-Loch
9-Abstreifplatte
10-Positionierungsplatte
11-Stempel
12-Würfel-Einsatz
13-Unterer Matrizenhalter
14-Schraube
15-Führerposten
16-Führungshülse
Wie in Abbildung 40a dargestellt, wird ein Stanzwerkzeug mit einer festen Abstreifplatte hauptsächlich zum Stanzen von dicken (t>0,5 mm) und starren Teilen verwendet. Während des Betriebs des Stanzwerkzeugs wird das Bandmaterial durch das linke und rechte Führungslineal 9 zugeführt und direkt durch den Positionierungsstift 7 positioniert, um sicherzustellen, dass das Blechmaterial die richtige Position auf dem Stanzwerkzeug hat.
Beim Absenken des Pressenstößels berühren der Stempel 2 und die Matrize 4 allmählich das Blattmaterial und schneiden es. Wenn der Stößel nach oben fährt, fährt auch der Stempel 2 nach oben, und die auf den Führungslinealen 9 montierte Abstreifplatte 6 schabt das am Stempel 2 haftende Bandmaterial ab. Die gestanzten Teile fallen direkt durch die Ausschussöffnung unter dem unteren Matrizenhalter.
Wie in Abbildung 40b gezeigt, wird ein Stanzwerkzeug mit einer elastischen Abstreifplatte hauptsächlich zum Stanzen dünner (t<0,5 mm) Teile verwendet und kann eine gute Ebenheit der Teile gewährleisten. Das Abstreifsystem besteht aus der Abstreifplatte 9, der Abstreifschraube 3 und der Feder 7. Wenn sich der Stempel 8 mit der Presse absenkt, um das Blech zu stanzen, senkt sich auch die Abstreiferplatte 9 und drückt das Blech, während sich die Feder 7 zusammenzieht.
Nach dem Stanzen fällt das Produkt direkt durch das Ausschussloch im unteren Matrizenhalter, während der Abfall mit dem fest um den Stempel 8 gewickelten Bandmaterial nach oben steigt. Die Feder 7 streift durch die Rückstellung der Abstreiferplatte 9 den Abfall ab. Das elastische Abstreifsystem kann Federn als elastische Elemente oder Gummielastomere, Gummi usw. verwenden.
Die vom Werkzeugsatz geführte Matrize hat eine hohe Führungsgenauigkeit, eine lange Lebensdauer und ist für die Massenproduktion von Teilen geeignet.
Wie in Abbildung 41c gezeigt, wird ein führungsplattenartiges Stanzwerkzeug zur Bearbeitung der in Abbildung 41a dargestellten runden Teile verwendet. Abbildung 41b zeigt die Anordnung der Teile.
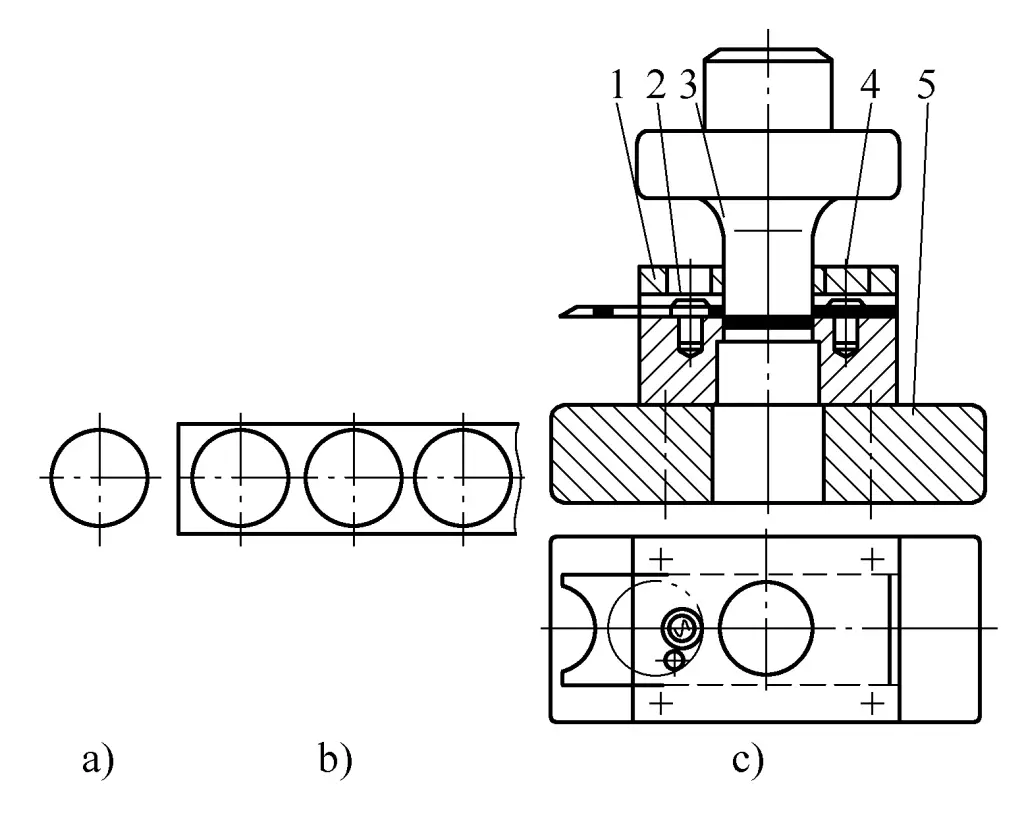
a) Schematische Darstellung des Bauteilaufbaus
b) Schematische Darstellung der Teileanordnung
c) Schematische Darstellung der Struktur der Matrize
1-Führungsplatte
2-Zylinderstift
3-Oberer Würfel
4-Stempel
5-Untere Vorlage
Dieser Matrizentyp hat eine höhere Präzision als ungeführte Matrizen, ist komplexer in der Herstellung, aber sicherer in der Anwendung, einfach zu installieren und wird im Allgemeinen für einfache Formen und kleine Größen von Einprozess-Stanzwerkzeugen mit einer Blechdicke t>0,5 mm verwendet. Es erfordert einen geringen Pressenhub, um sicherzustellen, dass sich der Stempel während des Betriebs nicht von der Führungsplatte löst.
Für komplexe Formen und größere Teile ist diese Art von Struktur nicht geeignet, und es ist besser, eine Matrizenstruktur mit Führungspfosten und Führungshülsen zur Führung zu verwenden.
Wenn der Führungsplattenstempel arbeitet, wird er durch den kleinen Spalt zwischen dem Arbeitsteil der oberen Matrize 3 und der Führungsplatte 1 geführt. Für Materialien unter 0,8 mm verwenden Sie eine H6/h5-Passung; für Materialien über 3 mm verwenden Sie eine H8/h7-Passung.
Die Führungsplatte dient auch als Abstreifer. Achten Sie während des Stanzens darauf, dass der Stanzer die Führungsplatte nicht verlässt, um die Führungsgenauigkeit zu erhalten, insbesondere bei mehreren oder kleinen Stanzern. Wenn der Stanzer die Führungsplatte verlässt und wieder eintritt, kann die scharfe Kante des Stanzers leicht beschädigt und das Führungsloch auf der Führungsplatte leicht angenagt werden, was die Lebensdauer des Stanzers und die Führungsgenauigkeit zwischen dem Stanzer und der Führungsplatte beeinträchtigt.
3) Strukturzusammensetzung des Stanzwerkzeugs
Obwohl es viele strukturelle Formen von Stanzwerkzeugen gibt, besteht ihre Struktur unabhängig von der Form aus den folgenden Teilen.
① Stanzen und sterben.
Dies sind die Teile, die das Material direkt abscheren und die Kernstücke der Stanzform sind. Normalerweise wird der Stempel auf der oberen Schablone und die Matrize auf der unteren Schablone befestigt.
② Positionierungsvorrichtung.
Sie hat die Aufgabe, die korrekte Position des gestanzten Teils in der Matrize zu gewährleisten. Sie besteht in der Regel aus Positionierungsteilen wie einer Führungsplatte oder einem Positionierungsstift, die am unteren Matrizenhalter befestigt sind, um die Vorschubrichtung und die Vorschubmenge des Bandes zu steuern.
③ Abisoliervorrichtung.
Sie hat die Aufgabe, das Blech oder das gestanzte Teil von der Matrize zu trennen und besteht normalerweise aus Teilen wie einer starren oder elastischen Abstreifplatte. Wenn der Stanzvorgang abgeschlossen ist und sich der Stempel nach oben bewegt, wird der Streifen am Stempel durch die Abstreifplatte blockiert und fällt herunter. Außerdem hilft das nach unten erweiterte Kegelloch in der Matrize dabei, das gestanzte Material aus der Matrize auszuwerfen.
④ Orientierungshilfe.
Ihre Aufgabe ist es, die korrekte relative Position zwischen dem oberen und dem unteren Teil der Matrize zu gewährleisten, die in der Regel aus Führungshülsen und Führungssäulen, Führungsplatten usw. bestehen. Während des Betriebs sorgt die Führung für den richtigen Sitz zwischen Stempel und Matrize.
⑤ Klemm- und Befestigungsvorrichtung.
Ihre Aufgabe ist es, eine feste und zuverlässige Verbindung zwischen dem Werkzeug und der Presse sowie zwischen den einzelnen Teilen des Werkzeugs zu gewährleisten. Sie besteht in der Regel aus Teilen wie der oberen Schablone, der unteren Schablone, dem Werkzeugschaft, der Druckplatte, Bolzen und Schrauben. Diese Teile verbinden und montieren verschiedene Teile des Werkzeugs und befestigen sie an der Presse.
⑥ Pressvorrichtung.
Seine Funktion besteht darin, die Faltenbildung des gestanzten Teils zu verhindern und die Qualität des Stanzabschnitts zu verbessern; er besteht normalerweise aus einem elastischen Niederhaltering usw.
Um die Qualität der Stanzteile zu gewährleisten, sollten bei der Formulierung von Stanzprozessen und der Konstruktion von Stanzwerkzeugen die folgenden Prozessparameter festgelegt werden.
Das Verfahren zur Anordnung der Stanzteile auf dem Band wird als Layout bezeichnet. Die Grundprinzipien des Layouts sind die Verbesserung der Materialausnutzung, die Erleichterung eines sicheren und einfachen Betriebs für das Personal mit geringer Arbeitsintensität und die Vereinfachung der Werkzeugstruktur. Die Hauptaufgabe des Layouts besteht darin, das Layoutdiagramm zu entwerfen, für das die Werte für Überlappung, Schrittabstand usw. festgelegt werden müssen.
1) Bestimmung des Überlappungswertes
Beim Layout wird zwischen den gestanzten Teilen und zwischen den gestanzten Teilen und den Seiten des Bandes ein gewisser Spielraum gelassen, der als Überlappung bezeichnet wird.
Der Zweck der Überlappungseinstellung besteht darin, Schnittfehler des Bandes, Vorschubschrittfehler und Schräglauffehler aufgrund von Lücken zwischen dem Band und der Führungsplatte während des Stanzens zu kompensieren. Darüber hinaus wird sichergestellt, dass die Schneidkanten des Stempels und der Matrize auf beiden Seiten Kräfte aufnehmen können, was dem Band während des kontinuierlichen Vorschubs eine gewisse Steifigkeit verleiht, fehlerhafte Teile, wie z. B. fehlende Ecken, vermeidet und die Lebensdauer der Matrize sowie die Qualität des Teileabschnitts erhöht.
Eine zu große Überlappung verschwendet Material, während eine zu geringe Überlappung nicht den beabsichtigten Zweck erfüllt. Eine unzureichende Überlappung kann leicht in die Matrize gequetscht werden, was den Verschleiß der Schneidkante erhöht und die Lebensdauer der Matrize beeinträchtigt.
Der Überlappungswert wird in der Regel durch Erfahrung bestimmt. Tabelle 4 zeigt die Überlappungswerte für Bleche aus kohlenstoffarmem Stahl. Sobald der Überlappungswert bestimmt ist, kann die Bandbreite für das Scheren auf der Grundlage der Auslegungsmethode festgelegt werden.
Tabelle 4 Überschneidungswerte a und a1 für Bleche aus kohlenstoffarmem Stahl (Einheit: mm)
Anmerkung:
Für andere Materialien multiplizieren Sie die Werte in der Tabelle mit den folgenden Koeffizienten: Stahl mit mittlerem Kohlenstoffgehalt 0,9; Stahl mit hohem Kohlenstoffgehalt 0,8; hartes Messing 1~1,1; hartes Aluminium 1~1,2; weiches Messing, reines Kupfer 1,2; Aluminium 1,3~1,4; Nichtmetalle (Leder, Papier, Faserplatten usw.) 1,5~2.
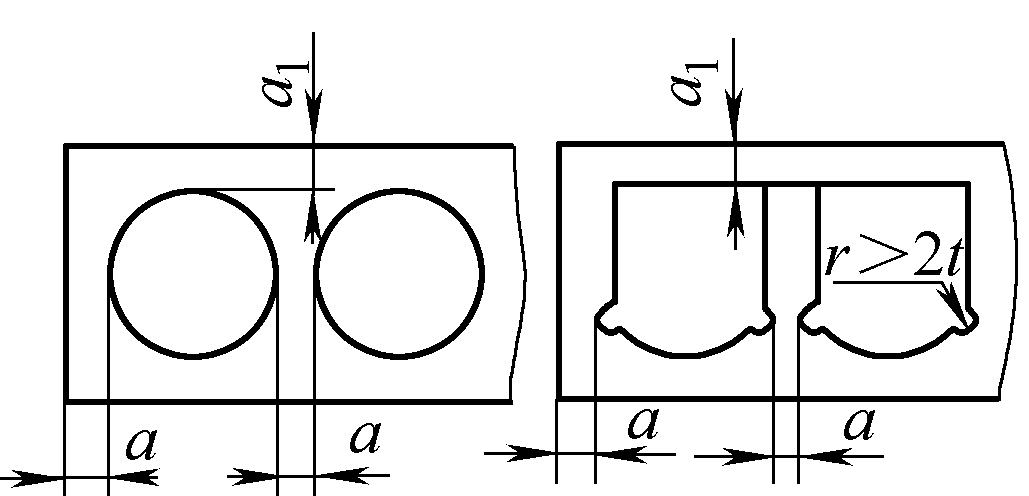
2) Bestimmung der Schrittweite
Der Abstand, um den sich das Band jedes Mal auf der Matrize vorwärts bewegt, wird als Vorschubschrittabstand A bezeichnet. Der Schrittabstand ist die Grundlage für die Bestimmung der Position des Blockstifts.
Die Berechnung des Stufenabstands hängt mit dem Layoutverfahren zusammen. Die Größe des Schrittabstands ist der Abstand zwischen den entsprechenden Punkten zweier entsprechender Stanzteile auf dem Streifen, wie in Abbildung 42 dargestellt.
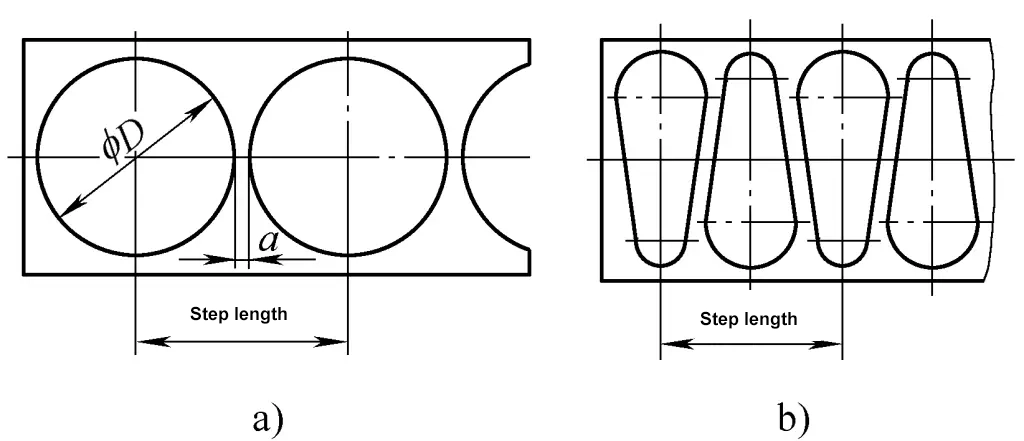
a) Layout-Schema für kreisförmige Teile
b) Layout-Diagramm für unregelmäßig geformte Teile
Stanzkraft ist die wichtigste Grundlage für die Auswahl einer geeigneten Presse und ist auch eine notwendige Angabe für die Konstruktion des Werkzeugs und die Überprüfung der Festigkeit des Werkzeugs. Für normales Stanzen mit flachen Kanten lautet die Berechnungsformel für die Stanzkraft:
In der Formel
F=Ltσb
Beim Stanzvorgang gibt es neben der Stanzkraft auch die Abstreifkraft, die Druckkraft und die Ausstoßkraft. Die Kraft zum Entfernen des Materials, das nach dem Stanzen am Stempel haftet, wird als Abstreifkraft bezeichnet und mit FStreifenDie Kraft, mit der das in der Matrize festsitzende Material geschoben oder ausgestoßen wird, wird als Schubkraft und Ausstoßkraft bezeichnet und mit Fdrücken. und Fauswerfen beziehungsweise. Die Größe dieser Kräfte entspricht im Allgemeinen der Schnittkraft F multipliziert mit einem Faktor (0,04 bis 0,12). Die spezifische Auswahl des Faktors kann in den entsprechenden Materialien zur Stanzberechnung nachgelesen werden.
Der gesamte beim Stanzen erforderliche Stanzdruck ist die Summe aus Stanzkraft, Ausbrechkraft, Druckkraft und Ausstoßkraft. Bei der Auswahl einer Presse sollte berücksichtigt werden, ob alle diese Kräfte je nach Aufbau der verschiedenen Werkzeuge berücksichtigt werden müssen:
Bei der Auswahl einer Presse auf der Grundlage des Gesamtstanzdrucks des Stanzwerkzeugs sollte der Nenndruck der Presse im Allgemeinen wie folgt sein: Nenndruck der Presse ≥ 1,2 Finsgesamt.
Der Schneidspalt Z bezieht sich auf die Differenz der Abmessungen der Arbeitsteile zwischen dem Stempel und der Matrize, d. h. Z=Ddie-DStanze, Z ist der beidseitige Abstand für die Ausblendung, Ddie und DStanze sind die Schneidenabmessungen der Matrize bzw. des Stempels.
Der Stanzspalt hat einen erheblichen Einfluss auf den Stanzprozess; seine Größe wirkt sich direkt auf die Qualität der Stanzteile aus und hat auch einen erheblichen Einfluss auf die Lebensdauer des Werkzeugs. Der Stanzspalt ist der wichtigste Prozessparameter, um ein einwandfreies Stanzen zu gewährleisten. In der Praxis wird der Wert eines angemessenen Schnittspiels durch experimentelle Methoden ermittelt.
Der Wert eines angemessenen Schnittspaltes hat eine ziemlich große Spanne, typischerweise (5% bis 25%) t. Da es keinen absolut angemessenen Schnittspaltwert gibt und die spezifischen Anforderungen für Schnitteile in den verschiedenen Branchen unterschiedlich sind, hat jede Branche und sogar jedes Unternehmen ihre eigenen Schnittspalttabellen. Bei der Bestimmung des spezifischen Schnittspaltwerts wird häufig auf die entsprechenden Schnittspalttabellen verwiesen.
Im Allgemeinen trägt die Wahl eines kleineren angemessenen Schnittspaltes zur Verbesserung der Qualität der Stanzteile bei, während die Wahl eines größeren angemessenen Schnittspaltes die Lebensdauer des Werkzeugs erhöht. Unter der Prämisse, die Qualität der Stanzteile zu gewährleisten, sollte daher ein größerer angemessener Stanzspalt gewählt werden.
Außerdem kann der beidseitige Ausblendungsabstand Z auch mit der folgenden Formel berechnet werden:
Z=mt
In der Formel:
Tabelle 5 m-Werte für den Maschinenbau und die Automobil- und Traktorenindustrie
| Name des Materials | m-Wert |
| 08 Stahl, 10 Stahl, Messing, reines Kupfer | 0.08~0.10 |
| Q235, 25 Stahl | 0.1~0.12 |
| 45 Stahl | 0.12~0.14 |
Beim Stanzen sind die Abmessungen und die Genauigkeit der Arbeitsteile des Werkzeugs die wichtigsten Faktoren, die sich auf die Maßtoleranz der gestanzten Teile auswirken. Außerdem hängt das richtige Stanzspiel der Matrize auch von den Abmessungen und Toleranzen der Arbeitsteile der Matrize ab. Bei der Bestimmung der Abmessungen und Fertigungstoleranzen der Arbeitsteile des Stempels und der Matrize müssen daher die Gesetze der Stanzverformung, der Toleranzgrad der gestanzten Teile, der Verschleiß der Matrize und die Fertigungsmerkmale berücksichtigt werden.
Tabelle 6 m-Werte für die Elektrogeräte- und Instrumentenindustrie
| Art des Materials | Name des Materials | m-Wert |
| Metallische Werkstoffe | Aluminium, reines Kupfer, reines Eisen | 0.04 |
| Hartes Aluminium, Messing, 08 Stahl, 10 Stahl | 0.05 | |
| Zinn-Phosphor-Bronze, Berylliumlegierung, Chromstahl | 0.06 | |
| Siliziumstahlblech, Federstahl, Stahl mit hohem Kohlenstoffgehalt | 0.07 | |
| Nichtmetallische Werkstoffe | Papiergewebe, Leder, Asbest, Gummi, Hartpappe aus Kunststoff, Klebepappe, Klebepappe aus Stoff, Glimmerfolie | 0.02 0.03 |
1) Grundprinzipien der Berechnung von Stempel- und Matrizengrößen für das Stanzen
Die Grundprinzipien der Berechnung von Stempel- und Matrizengrößen für das Stanzen sind:
Beim Stanzen von Löchern bestimmt der Durchmesser des Lochs die Größe des Stempels, und der Stanzabstand wird durch Vergrößerung der Matrize erreicht.
Beim Stanzen bestimmen die Außenmaße die Größe der Matrize, und der Stanzspalt wird durch Verkleinerung des Stempels erreicht.
Da durch den Verschleiß der Matrize die Abmessungen der Stanzteile zunehmen und durch den Verschleiß des Stempels die Abmessungen der Stanzteile abnehmen, sollte bei der Herstellung einer neuen Matrize die Größe der Matrize zur Untergrenze der Abmessungen des Stanzteils und die Größe des Stempels zur Obergrenze der Abmessungen des Stanzteils tendieren, um die Lebensdauer der Matrize zu verlängern.
2) Methoden zur Sicherstellung der Ausblendungsfreiheit
Bei der Herstellung von Stanzwerkzeugen werden in der Regel die folgenden beiden Methoden angewandt, um ein angemessenes Stanzspiel zu gewährleisten:
Eine Methode ist die getrennte Bearbeitung. Die Größen und Toleranzen des Stempels und der Matrize werden getrennt festgelegt und einzeln hergestellt. Die Größen und Fertigungstoleranzen des Stempels und der Matrize gewährleisten den erforderlichen Stanzabstand. Die Stempel und Matrizen, die nach dieser Methode hergestellt werden, sind austauschbar, haben einen kurzen Herstellungszyklus und eignen sich für die Serienproduktion.
Eine andere Methode ist die Einzelanpassungsmethode. Bei dieser Methode werden Stempel und Matrize einzeln angepasst, um einen angemessenen Stanzabstand zu gewährleisten. Nach der Bearbeitung müssen Stempel und Matrize korrekt aufeinander abgestimmt sein und können nicht ausgetauscht werden. Normalerweise wird die Matrize als Referenzmatrize für gestanzte Teile und der Stempel als Referenzmatrize für gestanzte Teile gewählt.
Auf der Teilzeichnung des Referenzwerkzeugs sind die Abmessungen und Toleranzen angegeben, und auf der Teilzeichnung des passenden Nicht-Referenzwerkzeugs sind die gleichen Nennabmessungen wie beim Referenzwerkzeug angegeben, jedoch ohne Toleranzen. Das Schnittspiel wird entsprechend den tatsächlichen Abmessungen des Referenzwerkzeugs angepasst, wobei sichergestellt wird, dass der Wert des Schnittspiels innerhalb von Zmin nach Zmax. Das Verfahren der Einzelsitzbearbeitung wird meist für Stempel mit komplexen Formen und kleinen Schnittspalten verwendet.
3) Berechnung der Arbeitsmaße bei getrennter Bearbeitung von Stempel und Matrize
Die Arbeitsmaße für die getrennte Bearbeitung von Stempel und Matrize beziehen sich auf die Maße, die die Fertigungsabweichungen von Stempel und Matrize ergeben. Die Bestimmung der Arbeitsmaße kann in den folgenden zwei Situationen berechnet werden:
① Stanzwerkzeug:
dkonvex=(dmin+xΔ)0-δkonvex
dkonkav=(dkonvex+Zmin)=(dmin+xΔ+Zmin)+δkonkav0
② Stanzwerkzeug:
Dkonvex=(Dmax-xΔ)+δkonkav0
Dkonvex = (Dkonkav - Zmin) = (Dmax - xΔ - Zmin)0 - δkonvex
In der Formel
4) Schritte der Einzelabgleichsverarbeitung für Stempel und Matrize
Das Verfahren der Einzelanpassung wird häufig für Rohlinge mit komplexen Formen und dünnen Materialien verwendet. Das Prinzip für die Bestimmung der Nennmaße des Stempels und der Matrize besteht darin, die maximale Verschleißmenge innerhalb des qualifizierten Größenbereichs der Formteile zu gewährleisten.
Die Schritte zur Bestimmung der Fertigungsmaße des einzelnen, passend bearbeiteten Stempels und der Matrize sind:
① Wählen Sie zunächst die Referenzform aus.
② Bestimmen Sie, ob jedes Maß in der Referenzform nach dem Verschleiß zunimmt, abnimmt oder unverändert bleibt.
③ Nach der Bestimmung wird die Größenzunahme durch das obere Grenzmaß des Teils minus xΔ, mit positiver Toleranz für Stempel und Matrize, und die Größe der gewählten Toleranz als 1/3 bis 1/4 der Größentoleranz Δ berechnet; das verkleinerte Maß wird berechnet durch das untere Grenzmaß des Teils plus xΔ, mit negativer Toleranz für Stempel und Matrize, und das Toleranzmaß wird als 1/3 bis 1/4 der Maßtoleranz Δ gewählt; das unveränderte Maß wird berechnet durch das mittlere Maß des Teils, mit symmetrischen positiven und negativen Toleranzen, und das Toleranzmaß wird als 1/8 der Maßtoleranz Δ gewählt.
④ Die Abmessungen außerhalb der Referenzmatrize werden an die tatsächlichen Abmessungen der Referenzmatrize angepasst, um die Anforderungen an das Stanzspiel zu erfüllen.
Die richtige Einstellung der Presse ist ein wichtiger Aspekt beim Einbau des Stanzwerkzeugs und eine entscheidende Voraussetzung für die Herstellung qualifizierter Stanzteile. Die wichtigsten Aspekte der Presseneinstellung sind die Einstellung des Pressenhubs und der Pressenschließhöhe. Wenn eine Abstreifleiste im Werkzeug vorhanden ist, muss auch die Position der Abstreifleiste eingestellt werden.
Der Hub des Schiebers ist bei den meisten Pressen (z. B. Kurbelpressen) nicht einstellbar. Einige Pressen (z. B. Exzenterpressen, bei denen die Hauptwelle der Presse eine Exzenterwelle ist, wie in Abbildung 43 dargestellt) haben einen einstellbaren Schieberhub. Wie in Abbildung 43a dargestellt, kann der Hub durch Drehen der Exzenterhülse eingestellt werden, wenn eine Exzenterwelle und eine Exzenterhülse verwendet werden.
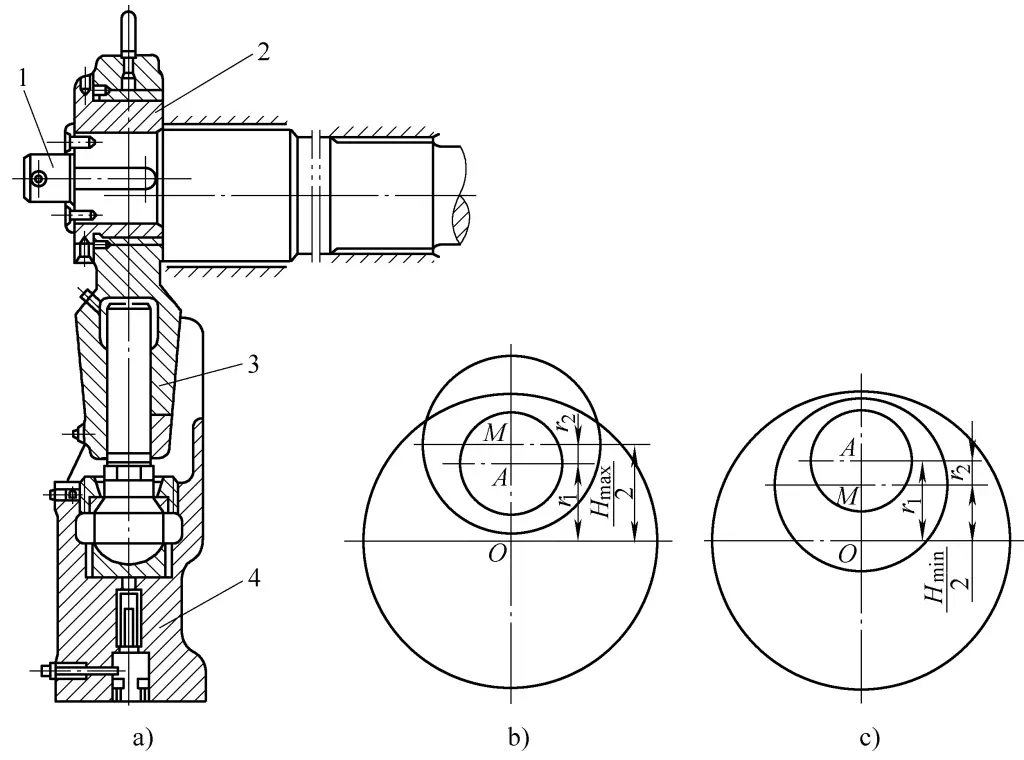
a) Einstellbarer Hubmechanismus
b) Maximaler Arbeitshub
c) Minimaler Arbeitshub
1-Exzenterwelle
2-Exzenterhülse
3-Verbindungsstange
4-Schieberegler
O-Hauptwelle Mitte
A-Exzenterteil Mitte der exzentrischen Hauptwelle
M-Mitte der Exzenterhülse
Wenn die exzentrischen Abstände der Exzenterwelle und der Exzenterhülse in der gleichen Richtung liegen, ist der Arbeitshub maximal, wie in Abbildung 43b dargestellt, d. h.,
Hmax=2(r1+r2)
Wo
Wenn die exzentrischen Abstände der Exzenterwelle und der Exzenterhülse in entgegengesetzter Richtung liegen, ist der Arbeitshub minimal, wie in Abbildung 43c dargestellt, d. h.,
Hmin=2(r1-r2)
Wobei Hmin-Minimaler Arbeitshub der Presse (mm).
Abbildung 44 zeigt eine schematische Darstellung des Hubverstellmechanismus der Exzenterpresse. Das Prinzip und die Schritte zur Einstellung sind wie folgt:
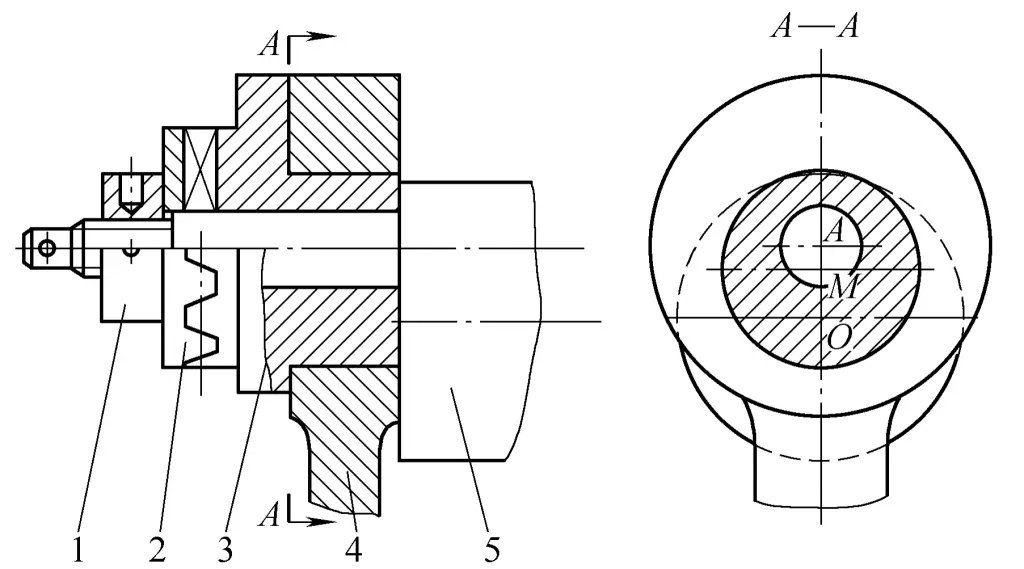
1-Mutter
2-Engagement Hülse
3-Exzenterhülse
4-Verbindungsstange
5-Exzenter-Hauptwelle
Das vordere Ende der exzentrischen Hauptwelle 5 ist ein exzentrisches Teil, das mit einer exzentrischen Hülse 3 versehen ist. Die Exzenterhülse 3 und die Eingriffshülse 2 sind durch eine Endverzahnung miteinander verbunden und durch die Mutter 1 gekontert. Die Eingriffshülse 2 ist durch eine Passfeder mit der exzentrischen Hauptwelle 5 verbunden. Die Pleuelstange 4 ist frei auf der Exzenterhülse gelagert. Auf diese Weise treibt die Drehung der Hauptwelle den Mittelpunkt M der Exzenterhülse 3 zu einer kreisförmigen Bewegung entlang des Mittelpunkts O der Hauptwelle an, so dass die Verbindungsstange 4 und der Schieber eine Auf- und Abwärtsbewegung ausführen.
Lösen Sie die Mutter 1, um die Endzähne der Eingriffshülse 2 zu lösen, drehen Sie die Exzenterhülse 3 und stellen Sie den Abstand von der Mitte M der Exzenterhülse zur Mitte O der Hauptwelle ein, wodurch der Hub des Schiebers innerhalb eines bestimmten Bereichs eingestellt wird. Der Einstellbereich für den Hub beträgt ![]() (wobei A der Mittelpunkt des exzentrischen Teils der exzentrischen Hauptwelle und M der Mittelpunkt der exzentrischen Hülse ist).
(wobei A der Mittelpunkt des exzentrischen Teils der exzentrischen Hauptwelle und M der Mittelpunkt der exzentrischen Hülse ist).
Um Formen mit unterschiedlichen Höhen aufnehmen zu können, muss die Formhöhe der Presse verstellbar sein. Im Allgemeinen kann die Länge der Verbindungsstange der Presse eingestellt werden.
Ein Ende der Pleuelstange der Presse ist mit der Kurbelwelle und das andere Ende mit dem Schieber verbunden. Daher kann die Einstellung der Länge der Pleuelstange den Zweck der Einstellung der Werkzeughöhe erfüllen. Der Kurbelschiebermechanismus der in Abbildung 45 gezeigten Presse JB23-63 stellt die Werkzeughöhe durch Verstellen der Länge der Pleuelstange ein.
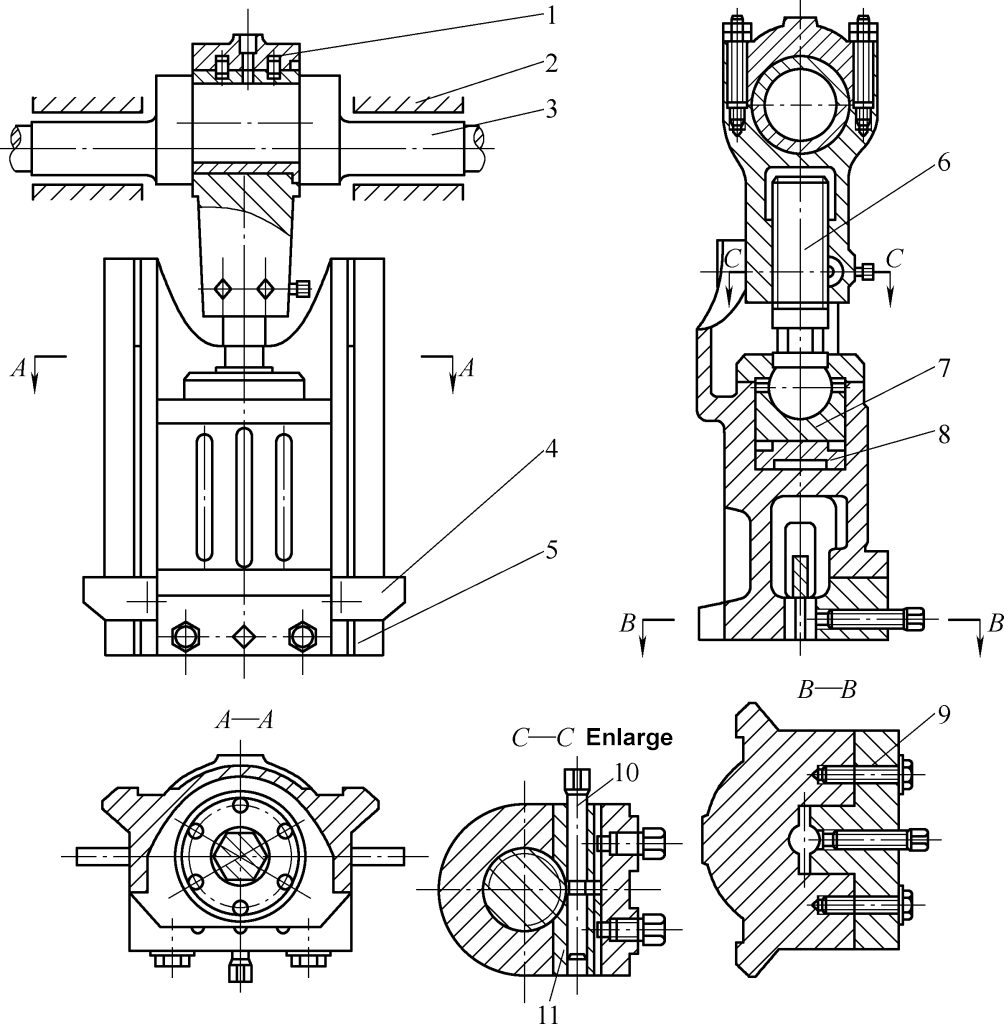
1-Verbindungskörper
2-Lagerbuchse
3-Kurbel-Welle
4-Striker-Bar
5-Schieberegler
6-Justierschraube
7-Stützsitz
8-Sicherheitsblock
9-Stempelhalter-Klemmblock
10-Sicherungsschraube
11-Verriegelungsblock
Wie in Abbildung 45 zu sehen ist, ist die Verbindungsstange kein integraler Bestandteil, sondern besteht aus dem Verbindungskörper 1 und der Einstellschraube 6. In der Mitte der Einstellschraube 6 befindet sich ein Sechskant, wie in Abschnitt A-A von Abbildung 44 dargestellt. Lösen Sie die Sicherungsschraube 10 und drehen Sie den Sechskant in der Mitte der Einstellschraube 6 mit einem Schraubenschlüssel, um die Länge der Verbindungsstange einzustellen. Bei größeren Pressen wird die Schraube über einen Motor, ein Getriebe oder ein Schneckengetriebe eingestellt.
Wenn sich der Schieber im unteren Totpunkt befindet, wird der Abstand zwischen der unteren Ebene des Schiebers und der Tischoberfläche als Schließhöhe der Presse bezeichnet. Wenn die Verbindungsstange auf ihre minimale Länge eingestellt ist, erreicht die Schließhöhe ihren maximalen Wert, der als maximale Schließhöhe der Presse bezeichnet wird; wenn die Verbindungsstange auf ihre maximale Länge eingestellt ist, erreicht die Schließhöhe ihren minimalen Wert, der als minimale Schließhöhe der Presse bezeichnet wird.
Um die Form korrekt auf der Presse zu installieren und den normalen Betrieb der Presse zu gewährleisten PrägeverfahrenDie maximale geschlossene Höhe der Presse muss größer sein als die geschlossene Höhe der Form, damit die Form zwischen der Arbeitsfläche der Presse und der unteren Fläche des Schiebers installiert werden kann; die minimale geschlossene Höhe der Presse muss kleiner sein als die geschlossene Höhe der Form, damit die obere und die untere Form beim Stanzen richtig ausgerichtet werden können.
Nach der Einstellung der geschlossenen Höhe der Presse muss die Arretiervorrichtung verriegelt werden, um zu verhindern, dass sich die Länge der Pleuelstange aufgrund von Lockerheit während des Betriebs der Presse verändert und der normale Prägevorgang beeinträchtigt wird. Dies ist besonders wichtig für bestimmte Stanzvorgänge bei den grundlegenden Verformungsverfahren, wie Biegen und Prägen.
Nach Beendigung eines Stanzvorgangs bleibt das Werkstück oft in der Form stecken. Um das Werkstück herauszuschieben, verfügt die Presse in der Regel über eine Ausstoßvorrichtung, die auf dem Schieber angebracht ist. Wie in Abbildung 46 dargestellt, besteht die starre Ausstoßvorrichtung aus einer Ausstoßstange 4, die durch den Schieber verläuft, und einer am Maschinenkörper befestigten Anschlagschraube 3.
Wenn sich der Schieber zum Prägen absenkt, wird das Werkstück von der Auswerferstange 7 im Oberwerkzeug durch die Auswerferstange 4 im Schieber nach oben gedrückt. Wenn der Schieber ansteigt und sich dem oberen Totpunkt nähert, werden beide Enden der Auswerferstange 4 durch die Anschlagschraube 3 am Maschinengehäuse blockiert. Wenn der Schieber weiter ansteigt, bewegt sich die Auswerferstange 4 relativ zum Schieber nach unten und drückt die Auswerferstange 7 im Oberwerkzeug, um das Werkstück auszuwerfen.
Der maximale Arbeitshub der Abschlagstange 4 beträgt H-h. Wenn die Ausschlagstange 4 zu früh mit der Anschlagschraube 3 kollidiert, kann es zu Betriebsunfällen kommen. Deshalb muss beim Werkzeugwechsel oder beim Einstellen der Einbauhöhe der Presse die Position der Anschlagschraube 3 entsprechend angepasst werden.
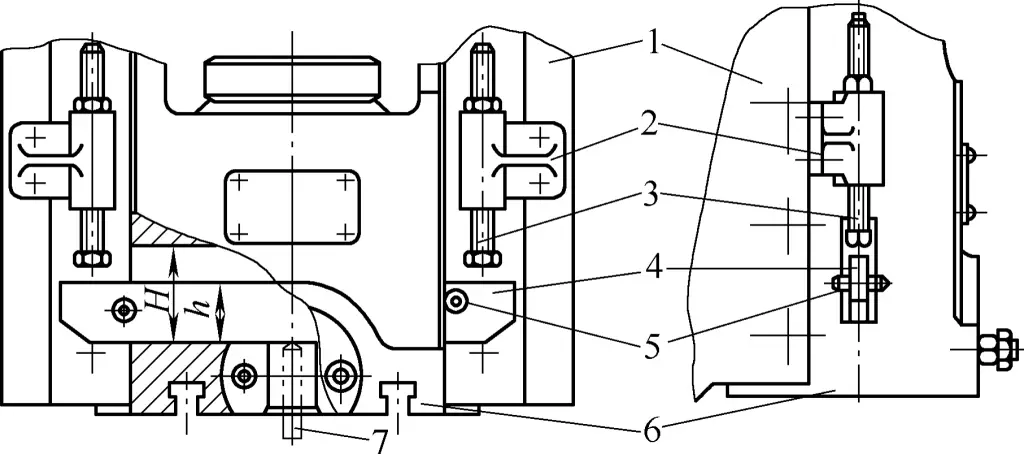
1-Maschinengehäuse
2-Stopp-Sitz
3-Stopp-Schraube
4-Knockout-Stab
5-Stopp-Stift
6-Schleifer
7 - Auswerferstange
Abbildung 47 zeigt den anfänglichen Betriebszustand des Pressknockout-Geräts.
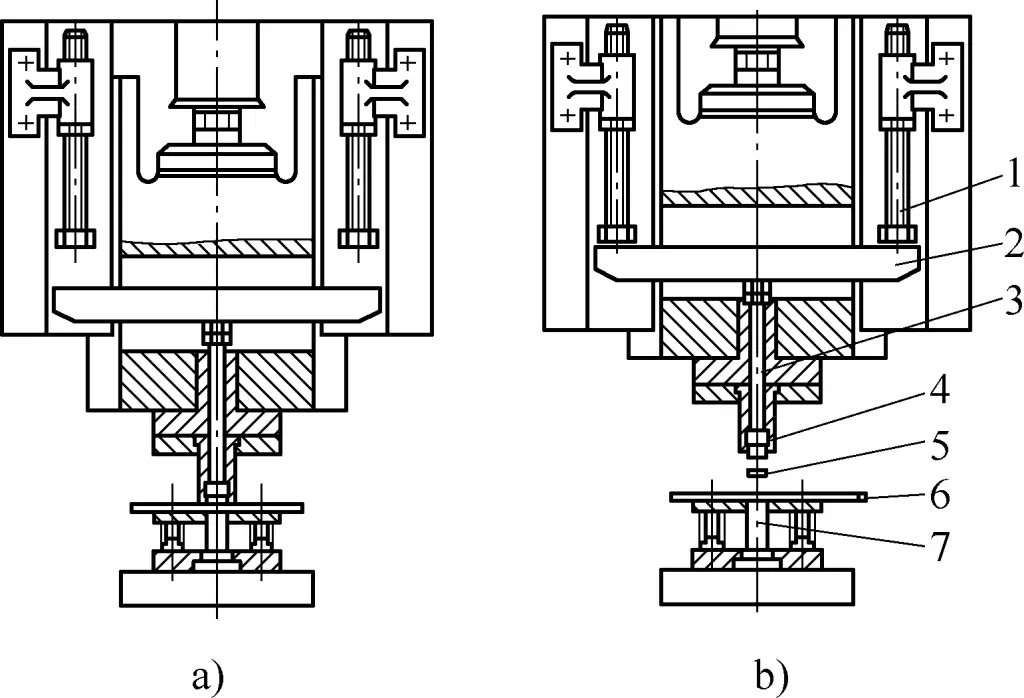
a) Unterer Totpunkt des Hubs
b) Oberer Totpunkt des Hubs
1-Anschlagschraube
2-Knockout-Stab
3 - Auswerferstange
4-Weiblich Würfel
5-Stempel-Teil
6-Blatt-Material
7-Klopfen
Die Installation und Einstellung des Stanzwerkzeugs ist ein wichtiger Teil des Stanzvorgangs. Die Qualität des Einbaus und der Einstellung wirkt sich direkt auf die Sicherheit und die Produktion der verarbeiteten Teile aus. Die Korrektheit des Einbaus und der Einstellung wirkt sich direkt auf die Sicherheit des Werkzeugs, der Ausrüstung und der Stanzarbeiter aus.
Das allgemeine Installationsprinzip der Matrize auf der Presse ist: Zuerst wird die obere Matrize auf dem Schieber der Presse befestigt, und dann wird die untere Matrize entsprechend der Position der oberen Matrize eingestellt. Entsprechende Einstellungen der Presse müssen während des Einbaus der Form vorgenommen werden.
Die Installation von Stanzwerkzeugen kann in nicht geführte Stanzwerkzeuge und geführte Stanzwerkzeuge unterteilt werden.
1) Einbau von nicht geführten Stanzwerkzeugen
Der Einbau von nicht geführten Stanzwerkzeugen ist relativ kompliziert. Die Methode ist wie folgt:
① Vorbereitung für den Einbau der Form. Vor der Installation der Form sollten die Presse und die Form überprüft werden. Zu den wichtigsten Prüfpunkten gehören:
Darüber hinaus sollten die Bediener mit der Form, der Maßgenauigkeit und den technischen Anforderungen der zu stanzenden Teile vertraut sein, die relevanten Prozessdokumente der Stanzteile und den Verarbeitungsinhalt des aktuellen Prozesses verstehen sowie mit der Art, dem Aufbau, dem Arbeitsprinzip und den Gebrauchseigenschaften des verwendeten Stanzwerkzeugs vertraut sein. Schließlich sollten die Form und der Arbeitstisch der Presse gereinigt und der Betriebszustand der Presse überprüft werden.
② Überprüfen Sie die Einbaubedingungen des Werkzeugs. Die geschlossene Höhe des Werkzeugs muss mit der Einbauhöhe der Presse übereinstimmen. Vor dem Einbau der Matrize muss deren geschlossene Höhe gemessen werden. Der Wert für die geschlossene Höhe H0 der Form sollte die folgenden Anforderungen erfüllen:
Hmin+10mm≤H0≤Hmax-5mm
Formel
Wenn die geschlossene Höhe der Form zu klein ist und die oben genannten Anforderungen nicht erfüllt, kann vor dem Einbau der Form eine Bodenplatte auf dem Arbeitstisch der Presse angebracht werden, um die oben genannten Anforderungen zu erfüllen, wie in Abbildung 48 gezeigt.
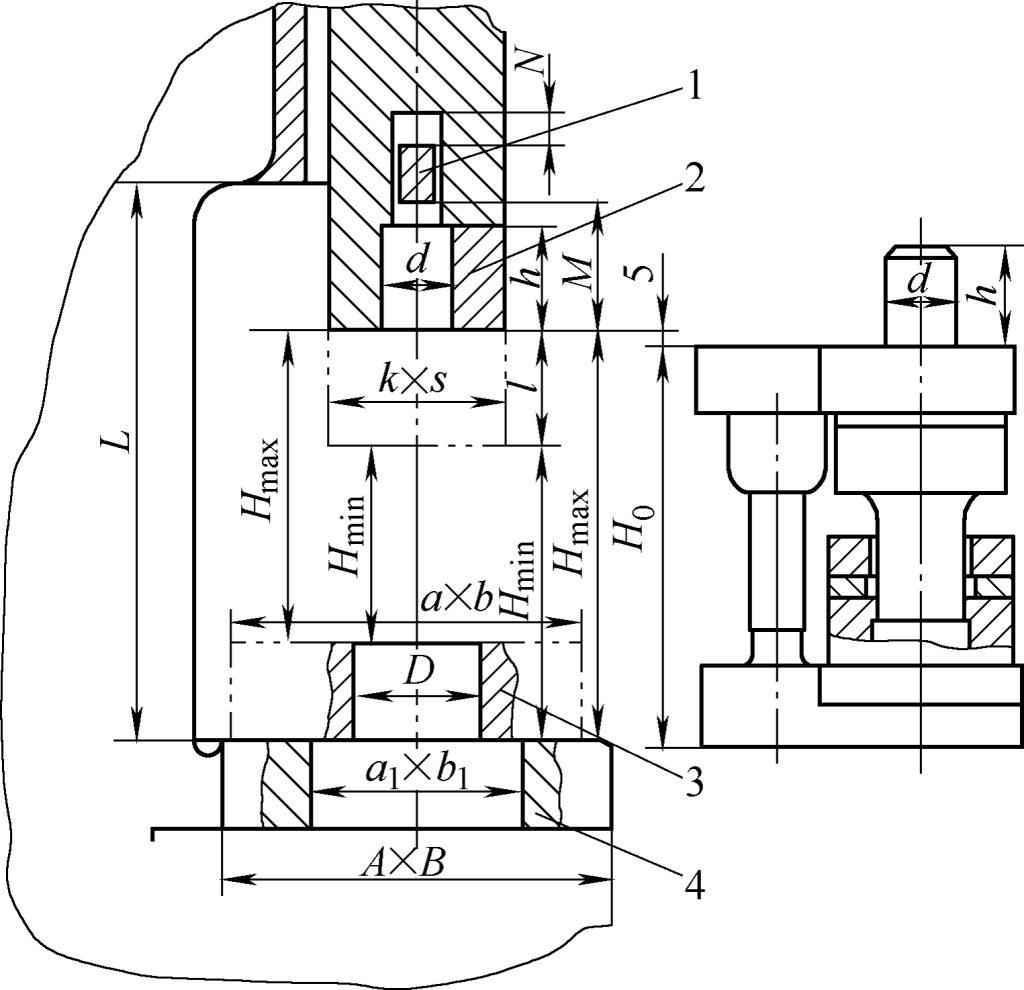
1-Schleuderstrahl
2-Fach-Griff-Klemmblock
3-Pad
4-Arbeitstisch
Die Bedeutung der anderen in der Abbildung dargestellten Dimensionen ist:
Wenn mehrere Stempelsätze auf der gleichen Presse installiert sind, sollte die Schließhöhe jedes Stempelsatzes gleich sein.
③ Installieren Sie die Matrize. Nachdem Sie die Vorbereitungen für den Einbau der einzelnen Stanzformen abgeschlossen haben, fahren Sie mit dem Einbau der Stanzformen gemäß den folgenden Schritten fort.
Platzieren Sie die Matrize in der Mitte der Pressmaschine, wie in Abbildung 49 gezeigt. Das obere und das untere Werkzeug werden durch Blöcke 3 abgestützt.
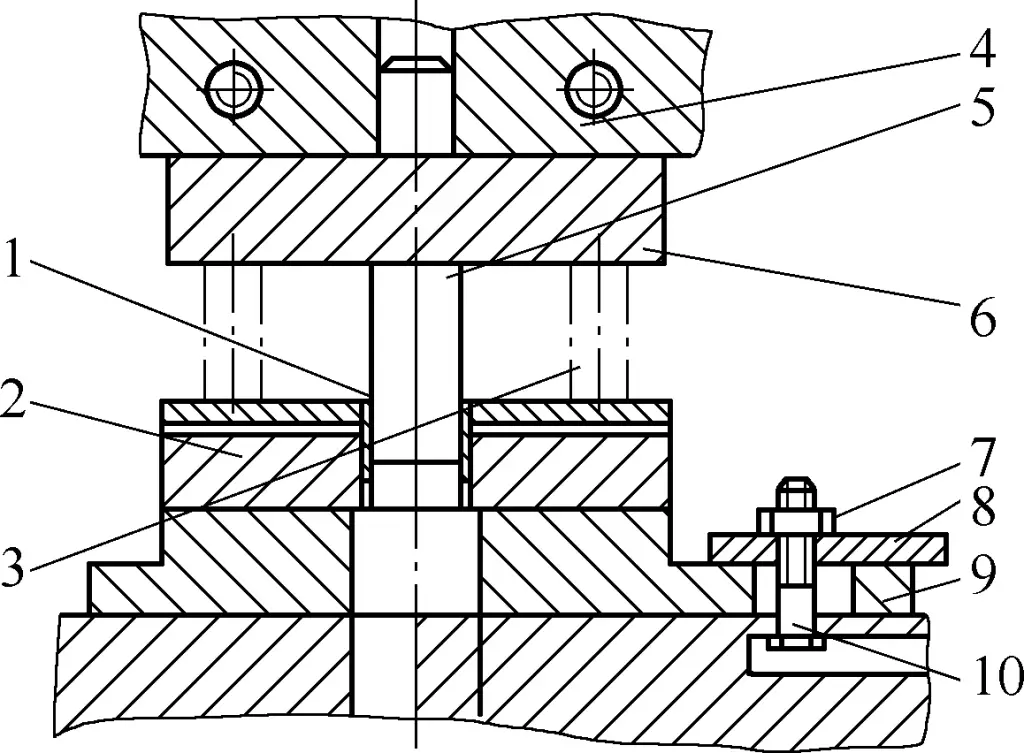
1-Harter Karton
2-Würfel
3-Block
4-Press-Maschinenschieber
5-Stanz
6-er Vorlage
7-Nuss
8-Druckplatte
9-Backeisen
10-T-Schraube
Lösen Sie die Mutter am Pressenschieber 4, drehen Sie das Schwungrad der Presse von Hand oder mit einem Stemmeisen, um den Pressenschieber 4 abzusenken, bis er die obere Schablone 6 berührt und der Matrizengriff in die Matrizengrifföffnung des Pressenschiebers 4 eintritt.
Wenn der Schieber 4 der Pressmaschine, der gemäß den obigen Anforderungen auf die niedrigste Position eingestellt wurde, die obere Schablone 6 immer noch nicht berühren kann, dann stellen Sie die Schraube an der Verbindungsstange der Pressmaschine so ein, dass der Schieber 4 der Pressmaschine die obere Schablone 6 berührt. Wenn die Einstellung der Verbindungsstange auf den tiefsten Punkt immer noch nicht ausreicht, um den Schieber 4 der Presse mit der oberen Schablone 6 in Kontakt zu bringen, dann fügen Sie Klötze an der Unterseite der unteren Schablone hinzu, um die untere Schablone anzuheben, bis sie Kontakt hat.
Nachdem Sie die Höhe des Pressmaschinenschiebers 4 eingestellt haben, befestigen Sie den Matrizengriff am Pressmaschinenschieber 4.
④ Stellen Sie den Matrizenspalt ein. Nach dem Einbau der Matrize in die Pressmaschine ist der Spalt zwischen Stempel und Matrize einzustellen, d. h. es ist Hartkarton 1 oder Kupferblech mit einer Dicke, die dem einseitigen Spaltwert entspricht, zwischen Stempel und Matrize auf die Schneidkante der Matrize 2 zu legen, und der Spalt zwischen Stempel und Matrize ist mit der Lichttunnelmethode so einzustellen, dass er gleichmäßig ist.
⑤ Befestigen Sie die Matrize. Nachdem Sie den Spalt eingestellt haben, führen Sie die T-Schraube 10 in den Schlitz des Pressmaschinentisches ein und befestigen das untere Werkzeug mit der Druckplatte 8, den Blöcken 9 und den Muttern 7 fest an der Pressmaschine. Beachten Sie, dass die Bolzen symmetrisch und abwechselnd befestigt werden sollten.
⑥ Probelauf des Werkzeugs. Nachdem alle oben genannten Arbeiten abgeschlossen sind, kann die Pressmaschine gestartet werden, um einen Probelauf des Werkzeugs durchzuführen. Während des Probelaufs, wenn die Spalt zwischen Stempel und Matrize Wenn eine Einstellung erforderlich ist, lösen Sie die Mutter 7 leicht und schlagen Sie die untere Schablone entsprechend der Verteilung des Stempel- und Matrizenspaltes vorsichtig mit einem Hammer in die Einstellrichtung, bis der Spalt passend ist.
⑦ Formale Produktion. Nachdem das Probewerkstück von der Selbstkontrolle und dem Kontrollpersonal geprüft und freigegeben wurde, kann mit der Massenproduktion begonnen werden.
2) Installationsmethode der geführten Stanzform
Bei geführten Stanzformen sind Einbau und Einstellung aufgrund der Führung durch Führungsstangen und Führungshülsen bequemer und einfacher als bei nicht geführten Stanzformen. Die wichtigsten Punkte der Installation sind:
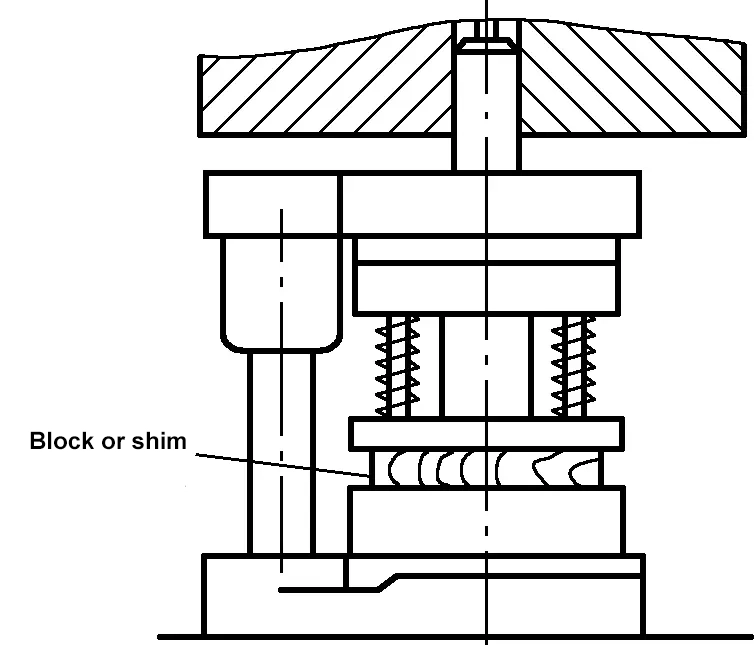
Die wichtigsten Punkte der Stanzformeinstellung sind:
1) Einstellen der Passungstiefe von Stempel und Matrize
Stellen Sie die obere und untere Matrize der Stanzform so ein, dass die richtige Tiefe des Eingriffs zwischen den Arbeitsteilen der oberen und unteren Matrize gewährleistet ist. Sie sollte weder zu tief noch zu flach sein, um geeignete Teile herzustellen. Im Allgemeinen stellt die Stanzform sicher, dass der Stempel bis zu einer Tiefe von 0,5-1 mm in die Matrize eindringt, und bei Matrizen aus Hartlegierungen sollte diese Tiefe 0,5 mm nicht überschreiten. Die Eintauchtiefe des Stempels und der Matrize wird durch Einstellen der Länge der Verbindungsstange der Pressmaschine erreicht.
2) Einstellen des Spalts zwischen Stempel und Matrize
Die Stanzform muss einen gleichmäßigen Spalt um den Stempel und die Matrize gewährleisten. Ungeeignete oder ungleichmäßige Spaltmaße wirken sich direkt auf die Qualität der Stanzteile aus.
Bei Stanzformen mit geführten Komponenten sind Installation und Einstellung relativ einfach, solange die Genauigkeit der Bewegung der Führungskomponenten gewährleistet ist, da die Passung zwischen den Führungskomponenten (z. B. Führungssäulen und Führungshülsen) relativ präzise ist und einen gleichmäßigen Passungsspalt zwischen den oberen und unteren Stanzformen gewährleistet.
Bei nicht geführten Stanzwerkzeugen kann zur Einstellung reine Kupferfolie oder harte Pappe um die Schneidkante der Matrize gelegt werden (die Dicke der reinen Kupferfolie oder harten Pappe entspricht dem einseitigen Spalt zwischen Stempel und Matrize). Wenn die Plattendicke des Stanzteils aufgrund des größeren Matrizenspaltes mehr als 1,5 mm beträgt, kann die oben erwähnte Unterfütterungsmethode zur Einstellung verwendet werden.
Bei Stanzwerkzeugen für dünnere Werkstücke kann die Matrize vom Stanzarbeiter eingestellt werden, indem er die Größe des Spalts zwischen dem Stempel und der Matrize beobachtet. Wenn festgestellt wird, dass der Spalt zwischen Stempel und Matrize in einer bestimmten Richtung relativ groß ist, sollte zunächst die obere Matrize fixiert und die untere Matrize gelockert werden. Dann klopfen Sie mit einem Hammer vorsichtig auf die Seite der unteren Matrize in die Richtung, in der der Spalt verkleinert werden soll. Nach entsprechender Einstellung wiederholen Sie die Beobachtung des Spalts um den Gegenstempel und die Matrize, bis er gleichmäßig ist.
Bei Stanzwerkzeugen mit geraden Schneidkanten kann der Spalt mit der Methode der Lichtdurchlässigkeit und der Fühlerlehre eingestellt werden. Wenn Stempel und Matrize zentriert sind und der Spalt gleichmäßig ist, befestigen Sie die Matrize mit Schrauben an der Presse, um sie probeweise zu stanzen.
Prüfen Sie nach dem Probestanzen die Probestanzteile auf deutliche Grate und raue Schnittflächen. Falls ungeeignet, lockern Sie die untere Matrize und fahren Sie mit der Einstellung gemäß der vorherigen Methode fort, bis der Spalt angemessen ist.
Um die Einstellung des Spaltes bei nicht geführten Stanzwerkzeugen in der zukünftigen Produktion zu erleichtern, kann ein reines Kupferblech oder Hartpapier mit einer Dicke, die dem einseitigen Spalt von Stempel und Matrize entspricht, zusammen mit dem Stempel in den Matrizenhohlraum gepresst werden, um den Arbeitsaufwand für die Einstellung des Stanzwerkzeugs zu verringern.
3) Einstellen der Positioniervorrichtung
Zu den Positionierungskomponenten des Stanzwerkzeugs gehören hauptsächlich Positionierungsstifte, Positionierungsblöcke und Positionierungsplatten. Prüfen Sie bei der Einstellung des Stanzwerkzeugs, ob die Positionierungskomponenten die Anforderungen an die Positionierung erfüllen und ob die Positionierung zuverlässig ist. Wenn die Positionen der Positionierungskomponenten nicht geeignet sind, sollten sie während der Einstellung zurechtgeschnitten und gegebenenfalls ersetzt werden.
4) Einstellen des Abstreifsystems
Bei der Einstellung des Ausbrechsystems ist vor allem zu prüfen, ob die Abstreifplatte oder der Auswerfer reibungslos funktioniert, ob die Ausbrechfedern und die Gummielastizität ausreichend sind, ob der Ausbrechhub ausreichend ist, ob die Ausschusslöcher frei sind und ob die Stanz- und Schubstangen Teile und Abfälle reibungslos auswerfen können. Werden Mängel festgestellt, sollten Anpassungen vorgenommen werden, und falls erforderlich, sollte ein Austausch vorgenommen werden.
Zu den für das Stanzen verwendeten Geräten gehören vor allem verschiedene Kurbelpressen. Für den Betrieb ist es zunächst erforderlich, die Leistung und die Merkmale der verwendeten Geräte zu kennen und ihre Arbeitsmethoden zu beherrschen. Zweitens ist es auch wichtig, die Leistung und die Eigenschaften des für das Stanzen verwendeten Werkzeugs zu kennen und in der Lage zu sein, es zu installieren und einzustellen. Darüber hinaus sollte bei der Durchführung von Stanzvorgängen auf die Einhaltung der Betriebsverfahren geachtet werden, wobei die wichtigsten Anforderungen die folgenden Punkte sind.
1) Schließen Sie die Stromversorgung an, und nachdem das Schwungrad sich normal dreht, lassen Sie die Presse einige Male leer laufen, um zu prüfen, ob die Kupplung, die Bremse und das Steuersystem empfindlich und zuverlässig sind; prüfen Sie, ob die Sicherheitsvorrichtungen wirksam sind; beobachten Sie gleichzeitig, ob die Form normal funktioniert.
2) Testen Sie mehrere Werkstücke, führen Sie eine Selbstinspektion durch und lassen Sie sie vom Inspektor überprüfen. Erst wenn sie qualifiziert sind, mit der normalen Produktion fortfahren.
3) Wenn während der Arbeit Qualitätsprobleme oder ein abnormaler Betrieb der Presse, eine Fehlfunktion der Steuerung oder ein unempfindliches Ansprechen von Kupplung und Bremse auftreten, ist die Maschine sofort anzuhalten. Es ist strengstens untersagt, das Gerät bei Störungen zu betreiben.
Zu den üblichen Mängeln von Stanzteilen gehören große Grate und verzogene Oberflächen. Diese Defekte können durch Probleme mit dem Stanzmaterial, durch die Einstellung oder Probleme mit der Stanzform oder durch Nachlässigkeit bei der Bedienung verursacht werden. Lösungen sollten auf der Grundlage einer sorgfältigen Analyse der Ursachen für die Fehler entwickelt werden. In Tabelle 7 sind häufige Fehler und Lösungen für Stanzteile aufgeführt.
Tabelle 7: Häufige Fehler und Lösungen bei Stanzteilen
| Status der Qualität | Ursache | Lösung |
| Der abgeschnittene Abschnitt ist gut und weist nur kleine Grate und eine gewisse Neigung der Schnittfläche auf. | Angemessener und gleichmäßiger Spalt, scharfe Schneidkanten von Stempel und Matrize und überlappende Scherrisse. | Dies ist eine normale Situation. |
| Die Schnittfläche weist Risse, doppelte helle Streifen und Grate auf, die Stanzgröße wird verringert und die Stanzgröße erhöht. | Der Spalt ist zu klein, und die Risse an den Schneidkanten von Stempel und Matrize überlappen sich nicht. | Schärfen Sie die Schneidkanten von Stempel und Matrize. |
| Die Neigung der Schnittfläche ist groß, was zu abgerissenen Graten, vergrößerten Hohlkehlen, größerem Stanzmaß und kleinerem Stanzmaß führt. | Der Spalt ist zu groß und die Risse überlappen sich nicht. | Tauschen Sie die Schneidkanten von Stempel und Matrize aus. |
| Die Gratverteilung auf der Schnittfläche ist ungleichmäßig, und die Verrundung ist uneinheitlich. | 1) Die Achsen des Stempels und der Matrize sind falsch ausgerichtet oder nicht koaxial. 2) Der Spalt in der Führungseinrichtung ist zu groß. 3) Die Führungsvorrichtung oder der Stempel ist schief. | 1) Passen Sie die relative Position des Stempels und der Matrize an oder schärfen Sie die Schneidkanten. 2) Ersetzen Sie die Führungsvorrichtung (z. B. die Führungsbuchse). 3) Bringen Sie die Führungsvorrichtung oder den Stempel wieder an. |
| Große Grate an den Kanten von gestanzten Teilen und verstärkte Verrundungen von ausgestanzten Teilen. | Die Schneidkante der Matrize ist stumpf oder nicht hart genug. | Schärfen oder ersetzen Sie die Matrize. |
| Große Grate an gestanzten Teilen und große Hohlkehlen an gestanzten Teilen. | Die Schneidkante des Stempels ist stumpf oder nicht hart genug. | Schärfen oder ersetzen Sie den Stempel. |
| Sowohl die ausgestanzten als auch die gestanzten Stücke haben große Grate und große Hohlkehlen. | Sowohl Stempel als auch Matrize sind stumpf. | Schärfen oder ersetzen Sie Stempel und Matrize. |
| Die Ebene des Werkstücks ist konkav. | 1) Die Schneidkante der Matrize hat einen umgekehrten Konus. 2) Die Kontaktfläche zwischen der Auswerferstange und dem Werkstück ist zu klein. 3) Die Abstreifplatte ist befestigt. 4) Stanzen durch das Matrizenloch | 1) Schärfen der Stumpfkanten 2) Auswechseln des Auswerferstifts 3) Umstellung auf eine elastische Abstreifplatte 4) Verbesserung des Auswurfmechanismus |
| Versatz der Werkstück-Innenbohrung | 1) Falsche Ausrichtung des Positionierrings und der Matrize 2) Fehlausrichtung des Materialstoppers und der Zuführvorrichtung | 1) Ersetzen Sie den Stellring 2) Bauen Sie die betreffenden Teile wieder zusammen oder ersetzen Sie sie. |
Beim Brennschneiden wird die thermische Energie einer Acetylen-Sauerstoff-Flamme oder einer sauerstoffverflüssigten Gasflamme genutzt, um den Schneidbereich eines Werkstücks auf eine bestimmte Temperatur vorzuheizen, und dann wird ein Hochgeschwindigkeits-Schneidgasstrom versprüht, um das Metall zum Brennen zu bringen und Wärme freizusetzen, wodurch das Schneiden erfolgt.
Das Brennschneiden hat die Vorteile der Bequemlichkeit und der großen Anpassungsfähigkeit. Es kann das Schneiden aller Dicken und Arten von Kohlenstoffstahl, einschließlich Stahlplatten und Baustahl, realisieren. Außerdem bietet das Brennschneiden niedrige Produktionskosten.
Das Brennschneiden wird nach den verschiedenen Flammen unterschieden, die durch die Schneidgase erzeugt werden, wie z. B. das Autogenschneiden und das Brennschneiden mit Flüssiggas. Auf der Grundlage der Arbeitsmethoden wird es in manuelles Brennschneiden, halbautomatisches Brennschneiden und automatisches CNC-Brennschneiden unterteilt. Das manuelle Brennschneiden mit Autogen ist die am weitesten verbreitete Methode in Blechverarbeitung.
Die zum Brennschneiden verwendeten Geräte und Werkzeuge unterscheiden sich je nach Art des verwendeten Brenngases leicht. Die Ausrüstung für das Brennschneiden mit Autogen besteht aus einer Sauerstoffflasche und einem Sauerstoffregler, einer Acetylenflasche und einem Acetylenregler, einer Flammenrückschlagsicherung und einem Brenner, wie in Abbildung 51 dargestellt.
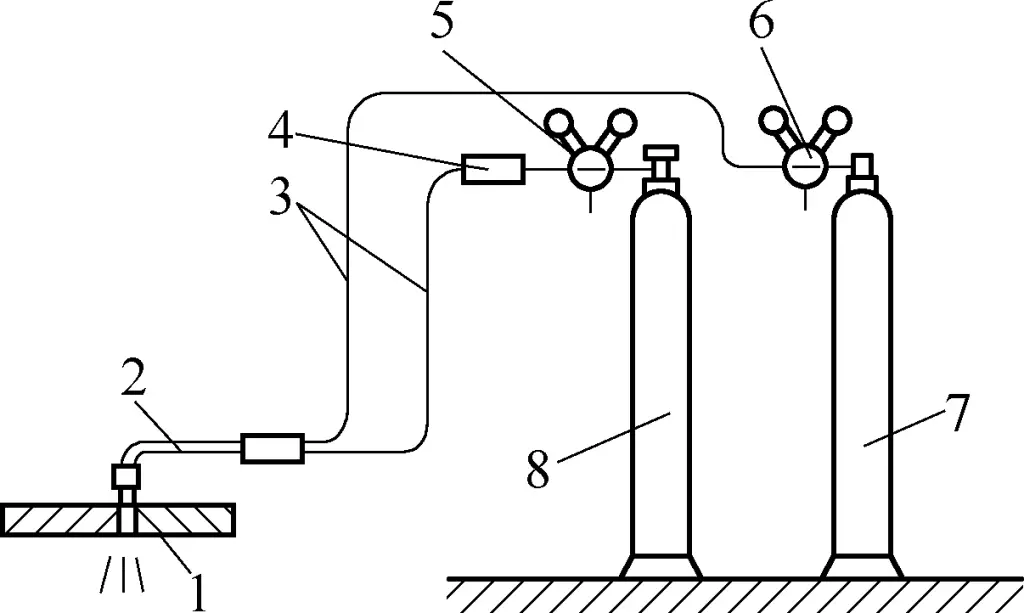
1-Arbeitsstück
2-Torch
3-Schlauch
4-Rückschlagdämpfer
5-Acetylen-Regler
6-Sauerstoff-Regler
7-Sauerstoffflasche
8-Acetylen-Flasche
Die Sauerstoffflasche ist ein zylindrischer Behälter für die Lagerung von Hochdruck-Sauerstoff und ist zur Kennzeichnung hellblau lackiert. Der maximale Druck beträgt 16,7 MPa, mit einem Volumen von ca. 40 l und einer Gaskapazität von ca. 6 m3. Die Sauerstoffflasche ist ein Hochdruckbehälter mit Explosionsgefahr, der bei der Verwendung Sicherheitsvorkehrungen erfordert. Sie sollte vorsichtig gehandhabt werden, um starke Vibrationen und Stöße zu vermeiden, und während des Betriebs mehr als 5 Meter von offenen Flammen oder Wärmequellen entfernt gehalten werden.
Im Sommer sollten die Sauerstoffflaschen vor Sonneneinstrahlung geschützt werden, und im Winter sollten eingefrorene Ventile nicht mit Feuer, sondern mit heißem Wasser aufgetaut werden. Der Sauerstoff in der Flasche sollte nicht vollständig aufgebraucht werden; der Restdruck sollte zwischen 98 und 196 kPa gehalten werden, um das Eindringen anderer Gase und mögliche Explosionen zu verhindern.
Acetylenflaschen sind spezielle Behälter für die Lagerung und den Transport von Acetylen. Sie ähneln Sauerstoffflaschen, sind aber etwas kürzer (1,12 m) und haben einen größeren Durchmesser (250 mm). Die Oberfläche ist weiß lackiert und mit der roten Aufschrift "Acetylen" versehen. Um eine stabile und sichere Lagerung von Acetylen zu gewährleisten, ist die Flasche mit einem porösen, in Aceton getränkten Material gefüllt.
Acetylenflaschen müssen während der Handhabung, des Be- und Entladens und der Verwendung aufrecht gehalten werden und dürfen niemals flach auf den Boden gelegt werden. Die Verwendung von Acetylen erfordert einen Druckregler; die direkte Verwendung ist verboten.
Der Regler ist ein Gerät, das Hochdruckgas auf Niederdruckgas reduziert. Seine Aufgabe ist es, den Druck des Hochdruckgases aus der Flasche auf den gewünschten Arbeitsdruck zu reduzieren und den Druck stabil zu halten.
Abbildung 52 zeigt das Konstruktionsprinzip eines einstufigen Reglers. Durch Drehen der Einstellschraube 1 im Uhrzeigersinn wird das Druckregelventil 8 geöffnet, so dass Hochdruckgas aus der Flasche von der Hochdruckkammer 7 durch das Druckregelventil 8 in die Niederdruckkammer 12 strömen kann. Das Gas dehnt sich aus, wodurch der Druck auf den Arbeitsdruck gesenkt wird, und tritt dann durch den Auslass 11 aus.
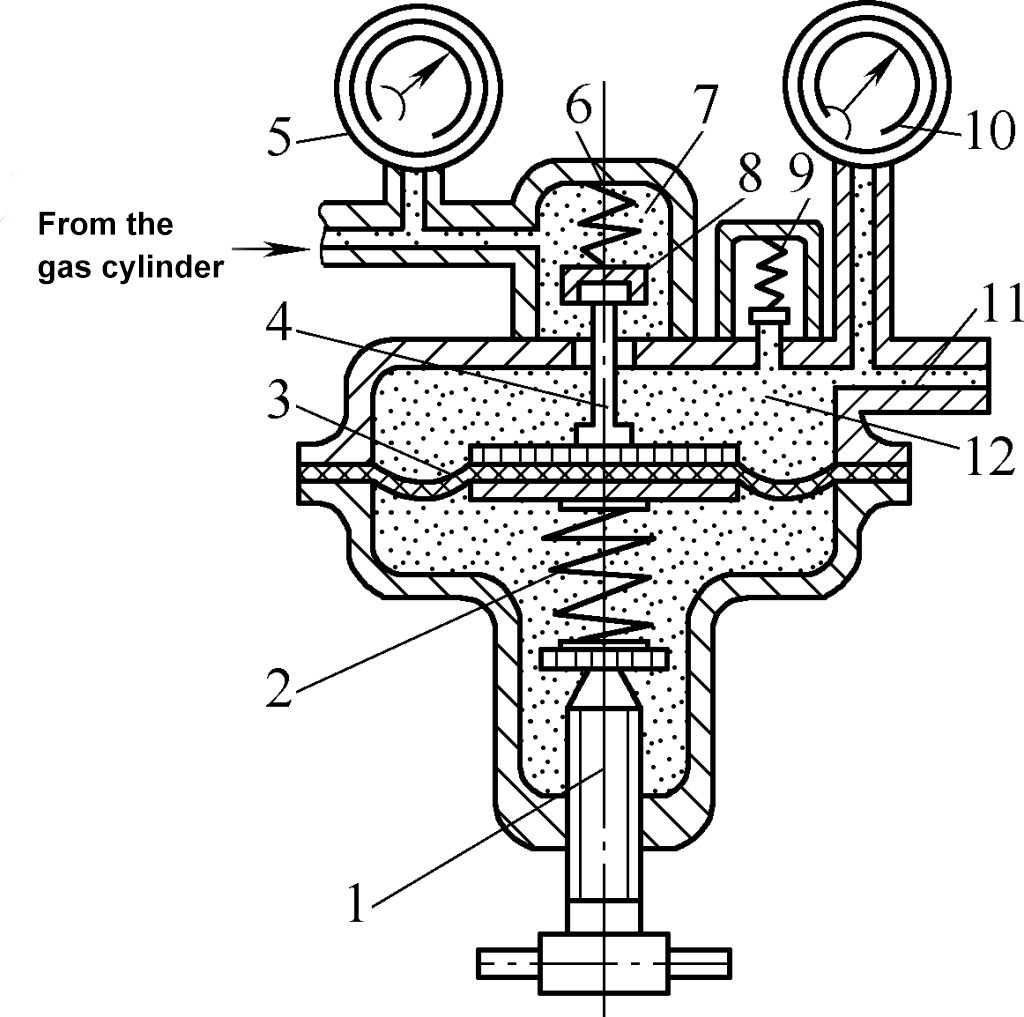
1-Justierschraube
2-Working Spring
3-Elastisches Diaphragma
4-Gang Stange
5-Hochdruckmessgerät
6-Hilfsfeder
7-Hochdruckkammer
8-Druckregelventil
9-Sicherheitsventil
10-Niederdruckmanometer
11-Steckdose
12-Niederdruckkammer
Der Arbeitsdruck wird durch Verändern der Position der Einstellschraube 1 eingestellt. Die Arbeitsfeder 2 und die Hilfsfeder 6 sorgen dafür, dass sich das Druckregelventil 8 automatisch öffnet und das Gleichgewicht hält, wenn der Flaschendruck allmählich abnimmt, so dass der Arbeitsdruck stabil bleibt.
Druckregler für Sauerstoff und gelöstes Acetylengas müssen spezielle Druckregler sein, die den Eigenschaften des jeweiligen Gases entsprechen.
Die Funktion des Brenners besteht darin, Sauerstoff und Acetylen im richtigen Verhältnis zu mischen, um eine Vorheizflamme zu bilden, und Sauerstoff unter hohem Druck auf das zu schneidende Werkstück zu sprühen, wodurch das Metall im Sauerstoffstrahl verbrennt, weggeblasen wird und einen Schnitt bildet.
Der Schneidbrenner wird in zwei Typen unterteilt, den Strahlbrenner und den Gleichdruckbrenner, je nach den unterschiedlichen Mischungsmethoden von Sauerstoff und Acetylen, wie in Abbildung 53 dargestellt. Der Düsenschneidbrenner ist der am häufigsten verwendete Typ und eignet sich für Acetylengas mit niedrigem oder mittlerem Druck. In Tabelle 8 sind die gebräuchlichen Modelle und Parameter von Schneidbrennern mit Düsen aufgeführt.
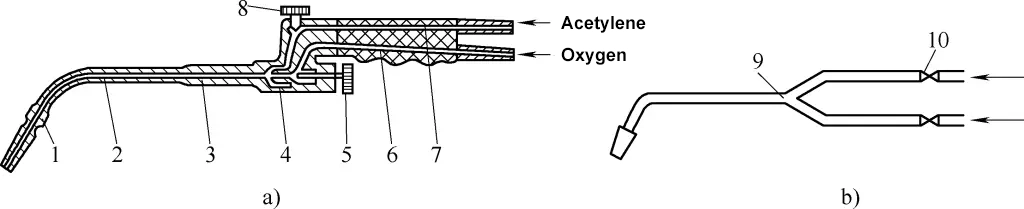
a) Prinzip und Form des Düsentyps
b) Form des Gleichdrucktyps
1-Schneiddüse
2, 9-Mischrohr
3-Strahl-Rohr
4-Düse
5, 10-Sauerstoffventil
6-Sauerstoff-Leitung
7-Azetylen-Leitung
8-Acetylen-Ventil
Tabelle 8 Übliche Modelle und Parameter von Schneidbrennern mit Düsen
| Modell | Schneiddüse | Dicke von kohlenstoffarmem Stahlblech/mm | Durchmesser des Sauerstofflochs der Schneiddüse/mm | Gasdruck/MPa | Gasverbrauch/(L/min) | |||
| Nummer | Typ | Sauerstoff | Acetylengas | Sauerstoff | Acetylengas | |||
| G01-30 | 1 | Ringform | 3~10 | 0.7 | 0.2 | 0.001~0.1 | 13.3 | 3.5 |
| 2 | 10~20 | 0.9 | 0.25 | 23.3 | 6.0 | |||
| 3 | 20~30 | 1.1 | 0.3 | 36.7 | 5.2 | |||
| G01-100 | 1 | Form einer Pflaumenblüte | 10~25 | 1.0 | 0.3 | 36.7~45 | 5.8~6.7 | |
| 2 | 25~50 | 1.3 | 0.4 | 58.2~71.7 | 7.7~8.3 | |||
Hinweis: In der Modellnummer steht G für den Schneidbrenner, 0 für den manuellen, 1 für den Düsenbrenner, und die folgenden Zahlen stehen für die maximale Dicke (mm) von kohlenstoffarmem Stahl beim Brennschneiden.
Abbildung 53a zeigt den Düsenschneidbrenner. Der Düsenschneidbrenner verwendet ein festes Düsenrohr, und durch den Austausch der Schneiddüsen mit unterschiedlichen Sauerstofflochdurchmessern kann er den Anforderungen des Schneidens von Werkstücken unterschiedlicher Dicke gerecht werden. Er ist in der Produktion weit verbreitet.
Bei der Arbeit tritt der Vorwärmsauerstoff mit hoher Geschwindigkeit in die Mischkammer ein, saugt das umgebende Acetylengas an und bildet ein Gemisch mit einem bestimmten Verhältnis, das aus der Schneiddüse herausgespritzt wird. Nach der Zündung bildet es eine Vorwärmflamme. Der Schneidsauerstoff tritt dann aus dem zentralen Loch der Schneiddüse durch das Sauerstoffrohr aus und bildet einen Hochgeschwindigkeits-Schneidsauerstoffstrom.
Abbildung 53b zeigt den Gleichdruck-Schneidbrenner. Beim Gleichdruck-Schneidbrenner werden Acetylen, Vorwärmsauerstoff und Schneidsauerstoff durch getrennte Rohrleitungen in die Schneiddüse eingeleitet. Vorheizsauerstoff und Acetylen vermischen sich in der Schneiddüse und erzeugen, nachdem sie herausgesprüht und gezündet wurden, eine Vorheizflamme. Sie ist für Acetylengas mit mittlerem Druck geeignet und zeichnet sich durch eine stabile Flamme aus, die nicht zu Rückschlägen neigt.
Der Gummischlauch, der zum Transport von Sauerstoff, Acetylengas oder Flüssiggas zum Schneidbrenner verwendet wird, besteht aus hochwertigem Gummi mit Gewebe oder Baumwollfaser. Der zulässige Arbeitsdruck für den Sauerstoffschlauch beträgt 1,5 MPa und der Schlauchdurchmesser 8 mm; der zulässige Arbeitsdruck für den Acetylenschlauch beträgt 0,5 MPa und der Schlauchdurchmesser 10 mm. Zur einfachen Identifizierung ist der Sauerstoffschlauch rot und der Acetylenschlauch grün.
Das allgemeine Brennschneiden kann nach den folgenden Schritten und Methoden durchgeführt werden:
Reinigen Sie die Ölflecken und den Rost auf der Oberfläche des Werkstücks und heben Sie das Werkstück auf eine bestimmte Höhe an, wobei Sie einen gewissen Spalt unter dem Werkstück lassen, um das Austreiben der Oxidschlacke zu erleichtern.
Überprüfen Sie dann die Form der Sauerstoffdurchflussleitung für das Schneiden. Zünden Sie während der Inspektion den Schneidbrenner und stellen Sie das Sauerstoff-Acetylen-Gemischverhältnis so ein, dass die Vorwärmflamme eine neutrale Flamme ist. Der einfachste und praktischste Weg, die Beschaffenheit der Autogenflamme zu beurteilen, ist die Beobachtung ihrer Form.
Die Länge der neutralen Flamme ist mäßig, mit drei verschiedenen Teilen: Flammenkern, innere Flamme und äußere Flamme (siehe Abbildung 54a); die reduzierende Flamme ist länger und heller, und die innere Flamme ist stärker ausgeprägt (siehe Abbildung 54b); die oxidierende Flamme ist kürzer, mit keiner offensichtlichen Grenze zwischen der inneren und der äußeren Flamme, und die Helligkeit ist dunkler (siehe Abbildung 54c).

1-Flammenkern
2-Innere Flamme
3-Außenflamme
Nach dem Einstellen der Vorwärmflamme auf eine neutrale Flamme den Schneidsauerstoff wiederholt ablassen und das Gemischeinstellventil so einstellen, dass die Autogenflamme während des Schneidvorgangs neutral bleiben kann. Beobachten Sie die Form des Schneidluftstroms (allgemein als Luftlinie bekannt) von verschiedenen Seiten und verlangen Sie, dass er gleichmäßig und klar zylindrisch ist. Andernfalls schalten Sie das Acetylen und den Sauerstoff ab und verwenden Sie eine Reinigungsnadel, um die Schneiddüse zu reinigen, bis der normale Schneidluftstrom erreicht ist.
Wenn Sie mit dem Schneiden an der Kante eines Stahlblechs beginnen, heizen Sie zuerst die Kante des Blechs vor. Wenn sich der Vorwärmpunkt leicht rot färbt, bewegen Sie die Mitte der Vorwärmflamme außerhalb der Kante, öffnen Sie langsam das Schneidsauerstoffventil und beobachten Sie, wie die oxidierte geschmolzene Schlacke mit dem Sauerstoffstrom am Schnitt herausfliegt. Wenn der Schnitt durch ist, bewegen Sie den Schneidbrenner langsam, um den Schnitt fortzusetzen, wie in Abbildung 55 gezeigt.
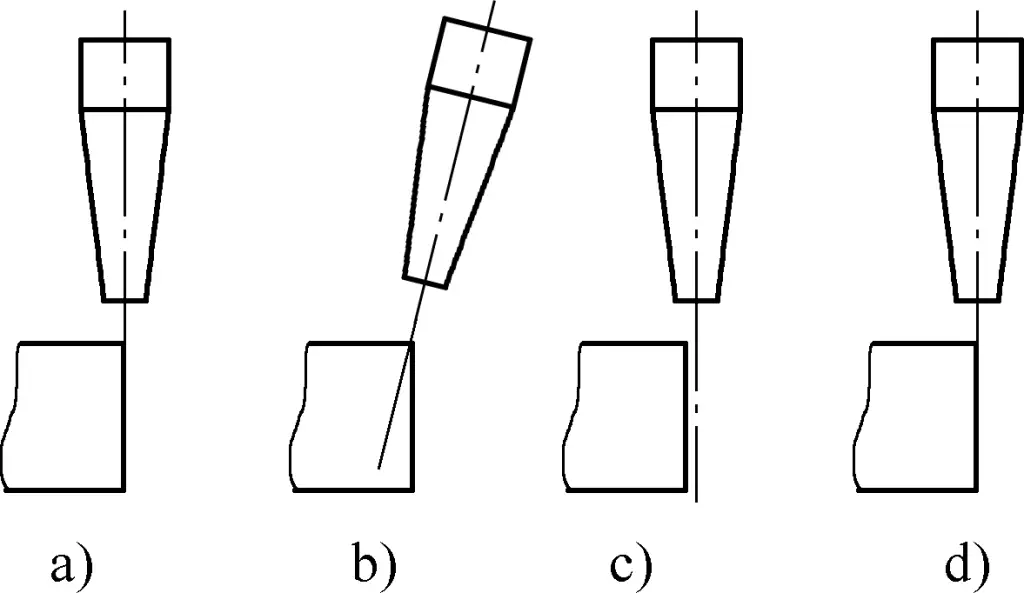
a), b) Vorwärmen
c) Rückwärtsbewegung und Freisetzung von Sauerstoff
d) Beginn des Schnittes
Die Schnittgeschwindigkeit sollte entsprechend der Dicke des Stahlblechs und den Qualitätsanforderungen an die Schnittfläche festgelegt werden.
In der Praxis gibt es zwei Methoden, um festzustellen, ob die Schnittgeschwindigkeit angemessen ist: Beobachten Sie die Streifung der Schnittfläche. Ist die Streifung gleichmäßig und der Rückschlag minimal, ist dies ein Hinweis darauf, dass die Schnittgeschwindigkeit geeignet ist. Beobachten Sie während des Schneidevorgangs den Schnitt von oben in Richtung des Luftstroms. Wenn die Schnittgeschwindigkeit angemessen ist, sollte der Luftstrom an der Schnittstelle gleichmäßig und ohne offensichtliche Biegung sein.
Um die Vorwärmflamme voll auszunutzen und die Effizienz beim Schneiden zu verbessern, kann die Schneiddüse je nach Dicke des zu schneidenden Stahlblechs um 0°~30° in die entgegengesetzte Richtung des Schneidfortschritts nach hinten geneigt werden; je dünner das Stahlblech, desto größer der Winkel, wie in Abbildung 56 dargestellt.
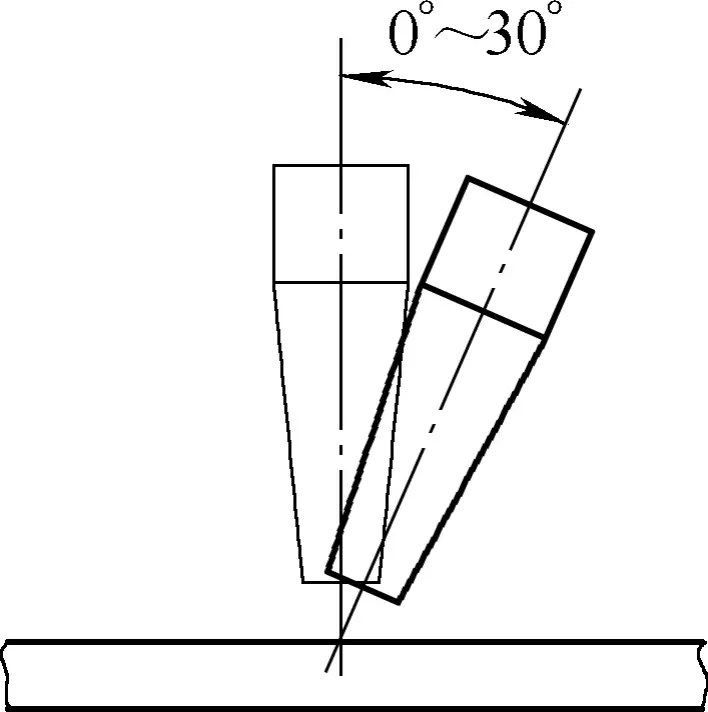
Wenn ein Loch an einer bestimmten Stelle in der Mitte der Stahlplatte gebohrt werden muss, sollte beim Öffnen des Schneidsauerstoffs auf den Abstand und den Winkel der Schneiddüse zur Stahlplatte geachtet werden, um zu vermeiden, dass Schlackenspritzer die Schneiddüse blockieren, wie in Abbildung 57 dargestellt.
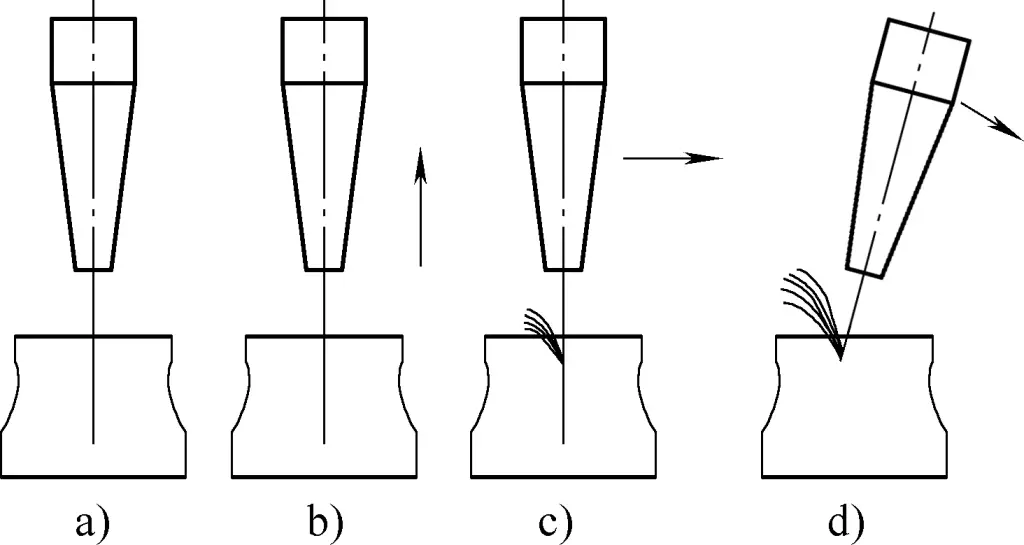
a) Vorwärmen
b) Anheben der Schneiddüse
c) Start des Sauerstoffschneidens, Brenner rückwärts bewegen
d) Neigen Sie den Brenner
Die Haltung zum Halten des Brenners beim Brennschneiden ist wie folgt: Halten Sie den Griff des Brenners mit der rechten Hand, stützen Sie das Sauerstoffeinstellventil zum Schneiden mit dem Daumen, Zeige- und Mittelfinger der linken Hand. Halten Sie im Stehen oder in der Hocke einen stabilen Schwerpunkt, entspannen Sie die Armmuskeln, atmen Sie natürlich, halten Sie den Brenner ruhig und bewegen Sie beide Arme langsam entsprechend den Anforderungen an die Schneidgeschwindigkeit oder folgen Sie den Bewegungen des Körpers. Der Hauptkörper des Brenners sollte parallel zur Oberseite des zu schneidenden Objekts sein.
Während des Schneidens kommt es häufig zu Rückzündungen, die auf eine unzureichende Sauerstoff- oder Acetylengasversorgung, auf Schlacke, die die Schneiddüse verstopft, oder auf eine Überhitzung des Düsenkopfes zurückzuführen sind. In diesem Fall sollte die Gasquelle dringend geschlossen werden. Die richtige Reihenfolge ist: Zuerst das Acetylengasventil schließen, um die brennbare Gasquelle abzuschalten, dann das Mischgasventil schließen. Nachdem die Ursache ermittelt und behoben wurde, zünden Sie erneut und arbeiten weiter.
Nach dem Schneiden bis zum Endpunkt schließen Sie das Schneidsauerstoffventil und heben den Brenner gleichzeitig an. Wenn der Brenner nicht mehr benötigt wird, schließen Sie zunächst das Acetylengasventil und anschließend das Mischgaseinstellventil. Lösen Sie die Einstellschraube des Druckreglers und schließen Sie die Ventile der Acetylengas- und Sauerstoffflaschen. Nach Beendigung der Arbeit den Brenner und den Druckregler abnehmen und ordnungsgemäß aufbewahren, die Acetylen- und Sauerstoff-Gummischläuche aufrollen und die Arbeitsstelle aufräumen.
Autogenes Brennschneiden wird hauptsächlich zum Schneiden von kohlenstoffarmen und niedrig legierten Stählen verwendet. Es ist weit verbreitet für das Schneiden von Stahlplatten und Profilen für die Materialvorbereitung und das Anfasen von Schweißnähten vor dem Schweißen und das Schneiden verschiedener komplex geformter Platten.
Mit dem Autogen-Brennschneiden können Bleche aus kohlenstoffarmem Stahl mit unterschiedlichen Stärken geschnitten werden, und die Arbeitsmethoden sind unterschiedlich.
1) Gasschneiden von 4~25mm dicken Stahlplatten.
Für das Brennschneiden von 4~25mm dicken Stahlplatten kann ein Schneidbrenner vom Typ G01-100 gewählt werden. Bei der Materialvorbereitung ist darauf zu achten, dass die Länge des Schneidluftstroms (Windlinie) mehr als 1/3 der Dicke des zu schneidenden Blechs beträgt. Der Abstand zwischen der Schneiddüse und dem zu schneidenden Stück entspricht ungefähr der Länge des Flammenkerns plus 2~4mm. Um die Schneidleistung zu verbessern, kann die Schneiddüse während des Brennschneidens um einen Winkel von 20°~30° nach hinten gekippt werden.
2) Brennschneiden von dünnen Stahlplatten.
Für das Brennschneiden dünner Stahlbleche werden häufig ein Schneidbrenner vom Typ G01-30 und eine Schneiddüse Nr. 2 gewählt. Um bessere Ergebnisse zu erzielen, muss die Energie der Vorwärmflamme gering sein, die Schneiddüse sollte in die entgegengesetzte Richtung des Fortschritts geneigt sein und einen Winkel von 25°~45° mit der Stahlplatte bilden, der Abstand zwischen der Schneiddüse und der Oberfläche des Schneidstücks sollte 10~15mm betragen, und die Schneidgeschwindigkeit sollte so schnell wie möglich sein.
3) Brennschneiden von dicken Stahlplatten.
Beim Brennschneiden von dicken Stahlplatten beginnen Sie zunächst mit dem Vorwärmen an der Ecke des Schneidstücks (siehe Abbildung 58a). Nach dem Vorheizen auf die Schneidtemperatur erhöhen Sie allmählich den Schneidsauerstoff und neigen die Schneiddüse in Richtung des Schneidstücks (siehe Abbildung 58b). Nachdem die Kante des Schneidstücks vollständig durchdrungen ist, erhöhen Sie den Schneidsauerstofffluss und richten die Schneiddüse senkrecht zur Oberfläche des Schneidstücks aus. Gleichzeitig bewegen Sie die Schneiddüse entlang der Schnittlinie. Die Schneidgeschwindigkeit sollte langsam sein, und die Schneiddüse sollte eine halbmondförmige Querbewegung ausführen (siehe Abbildung 58c).
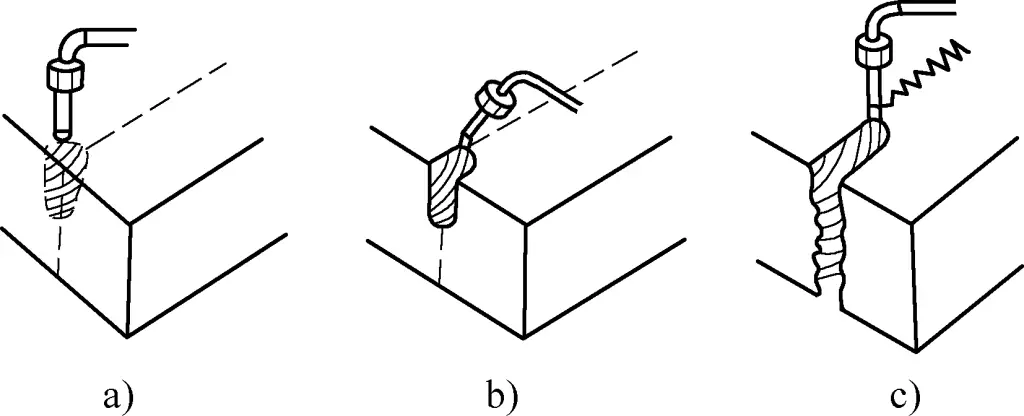
4) Schneiden von Löchern in Stahlplatten.
Beim Brennschneiden von Bauteilen mit Flanschringen ist es nicht möglich, mit dem Schneiden an der Kante des Blechs zu beginnen, daher muss der Schneidvorgang in der Mitte des Stahlblechs beginnen. Nachdem Sie ein Loch in die Stahlplatte gebohrt haben, folgen Sie der Schnittlinie zum Schneiden.
Die Methode zum Bohren eines Lochs in die Stahlplatte ist in Abbildung 59 dargestellt. Erhitzen Sie zunächst den Bereich, in dem ein Loch auf der Stahlplatte benötigt wird, vor, halten Sie die Schneiddüse senkrecht zur Stahlplatte (siehe Abbildung 59a), und heben Sie die Schneiddüse nach Erreichen der Schneidtemperatur etwa 15 mm von der Stahlplatte ab (siehe Abbildung 59b), öffnen Sie dann langsam das Sauerstoffschneidventil und kippen Sie die Schneiddüse leicht (siehe Abbildung 59c).
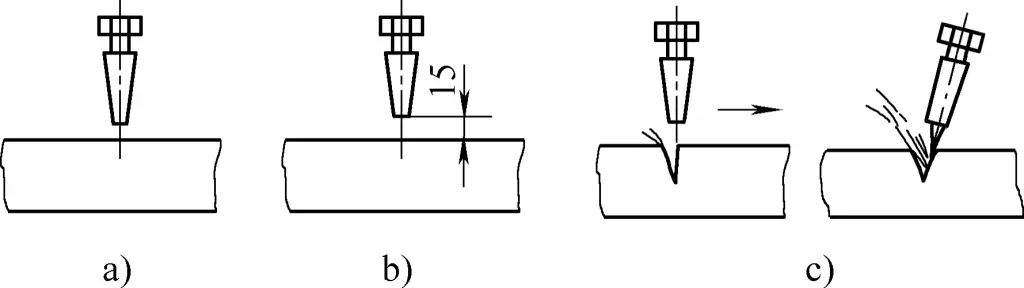
a) Vorwärmen
b) Anheben der Schneiddüse
c) Langsam das Sauerstoff-Schneidventil öffnen
Achten Sie während des gesamten Lochstechvorgangs darauf, nicht auf die Oberfläche des Stahlblechs zu schauen, um Verbrühungen durch Schlackenspritzer zu vermeiden.
5) Brennschneiden von mehrlagigen Stahlplatten.
Beim Brennschneiden von mehrlagigen Stahlblechen mit derselben Form werden die Stahlbleche oft übereinander gestapelt, um das Schneiden mehrerer Bleche auf einmal abzuschließen. Beim Schneiden von mehrlagigen Stahlplatten müssen die Platten fest zusammengepresst werden, weshalb eine Pressvorrichtung erforderlich ist (siehe Abbildung 60a), und die Oberfläche der Stahlplatten sollte von Rost und Schmutz gereinigt werden.
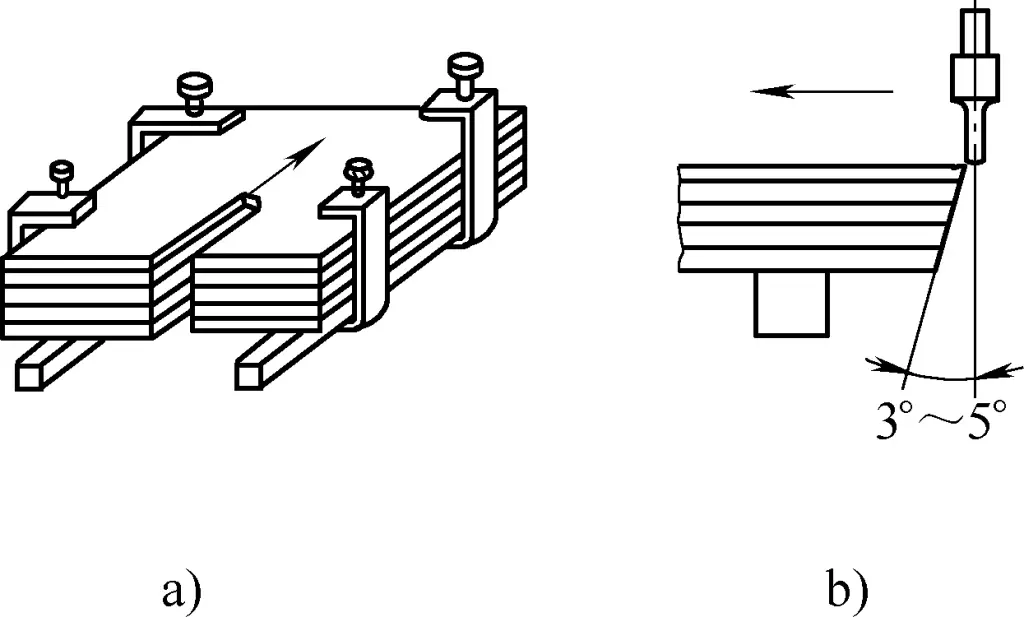
Die obere Lage der Stahlplatten sollte ein wenig nach außen verschoben werden (siehe Abbildung 60b), um den Beginn des Brennschneidens zu erleichtern. Die Schneidparameter sollten entsprechend der Gesamtdicke der mehrlagigen Stahlplatten festgelegt werden. Um ein übermäßiges Schmelzen der oberen Lage der Stahlplatten zu vermeiden, kann eine flache Stahlplatte als Abdeckplatte für das Schneiden verwendet werden.
Beim Brennschneiden von Stahlrohren sollte die Vorwärmflamme senkrecht zur Oberfläche des Stahlrohrs stehen. Nach dem vollständigen Durchschneiden kippen Sie die Schneiddüse allmählich, bis sie sich der Tangentenrichtung des Rohrmaterials nähert, und setzen dann den Schneidvorgang fort.
Abbildung 61a zeigt das Brennschneiden von festen Stahlrohren, wobei mit dem Vorwärmen an der Unterseite des Rohrmaterials (von unten gesehen) in der in der Abbildung mit 1 bezeichneten Richtung begonnen wird. Wenn Sie den oberen Teil des Rohrmaterials schneiden, schließen Sie den Schneidsauerstoff, bewegen Sie den Brenner wieder zur Unterseite des Rohrmaterials und setzen Sie das Schneiden in der in der Abbildung mit 2 bezeichneten Richtung fort.
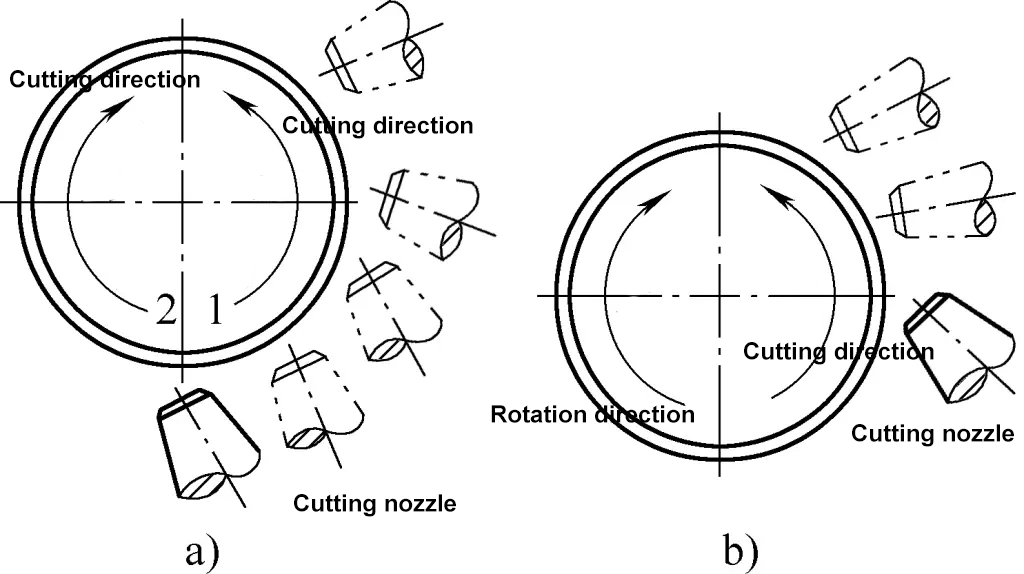
Abbildung 61b zeigt das Brennschneiden von rotierendem Rohrmaterial. Beginnen Sie mit dem Vorwärmen von der Seite des Stahlrohrs aus und schneiden Sie entlang der in der Abbildung gezeigten Schnittrichtung. Halten Sie nach dem Schneiden eines Abschnitts vorübergehend an, drehen Sie das Rohrmaterial leicht und fahren Sie dann mit dem Schneiden fort. Rohrmaterial mit kleinerem Durchmesser kann in 2-3 Versuchen geschnitten werden, während für Rohrmaterial mit größerem Durchmesser mehrere Versuche erforderlich sein können, aber je weniger, desto besser.
Beim Brennschneiden von Rundstahl beginnen Sie das Vorwärmen von einer Seite des Rundstahls aus. Die Vorwärmflamme sollte senkrecht zur Oberfläche des Rundstahls stehen. Zu Beginn des Brennschneidens gleichzeitig das Schneid-Sauerstoffventil öffnen und die Schneiddüse so drehen, dass sie senkrecht zum Boden steht. Sobald der Rundstahl durchgeschnitten ist, bewegen Sie die Schneiddüse nach vorne und machen leichte horizontale Schwünge.
Am besten ist es, den Rundstahl in einem Durchgang zu schneiden. Wenn der Durchmesser des Rundstahls groß ist und nicht in einem Versuch durchgeschnitten werden kann, kann die Segmentierungsschnittmethode verwendet werden, wie in Abbildung 62 gezeigt. Die Zahlen in der Abbildung geben die Schnittreihenfolge beim segmentierten Schneiden von Rundstahl an.
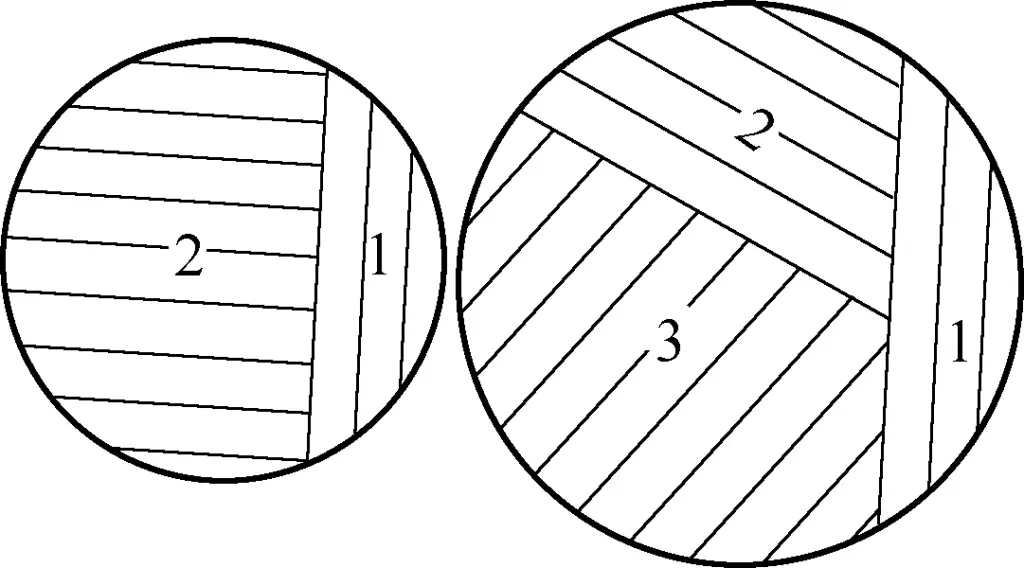
Beim Schneiden von I-Trägern mit Gas gilt das Prinzip, von unten nach oben zu schneiden, wie in Abbildung 63 dargestellt. Auf diese Weise kann das restliche Material nicht herunterfallen und den Schnitt beschädigen oder andere Unfälle verursachen. Beim Brennschneiden sollte die Schneiddüse senkrecht zur Schnittlinie stehen.
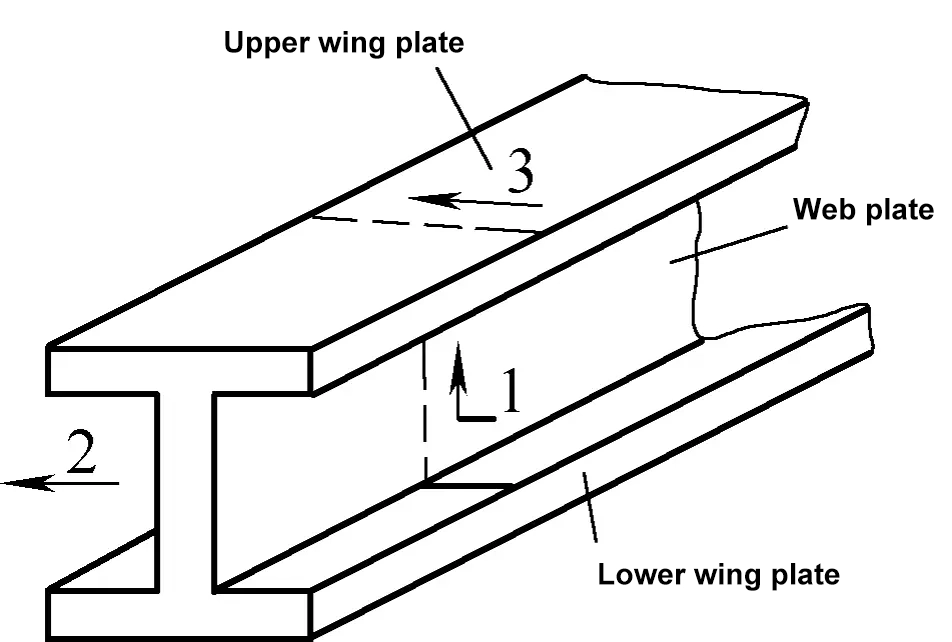
1-Fertigstellung einer Seite des unteren Flansches und des Steges in einem Schnitt
2-Gasschneiden der anderen Seite des unteren Flansches
3-Schließlich wird der obere Flansch mit Gas geschnitten.
Beim Gasschneiden von Kanalstahl entlang einer geraden Linie sollte die Schneiddüse senkrecht zur Schnittfläche stehen (siehe Abbildung 64a). Bei schrägen Schnitten sollte die Düse senkrecht zum Steg stehen, und bei den beiden anderen Flanschen sollte die Düse beim Gasschneiden der Richtung der schrägen Linie auf dem Steg folgen (siehe Abbildung 64b).
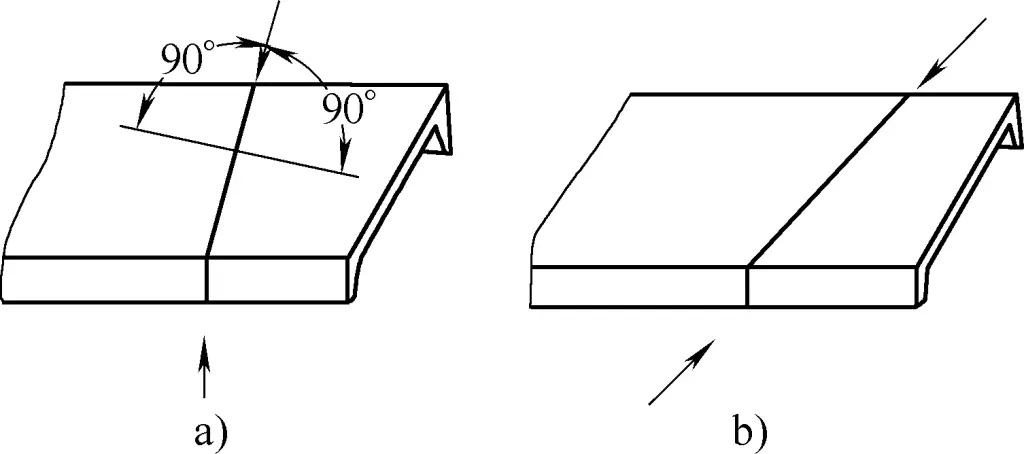
Im Vergleich zum allgemeinen Brennschneiden sollte das Brennschneiden von Schweißnähten etwas schneller erfolgen, mit einer höheren Vorwärmflammenleistung und einem etwas höheren Schneidsauerstoffdruck. Abbildung 65a zeigt die Form, die für das Brennschneiden von Nuten in Stahlplatten und -rohren verwendet wird, während das Verfahren in Abbildung 65b hauptsächlich zum Schneiden von Nuten in Rohren verwendet wird.
Bei Verwendung der in Abbildung 65b gezeigten Methode zum Brennschneiden von Rohrnuten ist die Leistung der Vorwärmflamme geringer als bei der in Abbildung 65a gezeigten Methode, wodurch ein Verbrennen der stumpfen Kante verhindert wird.
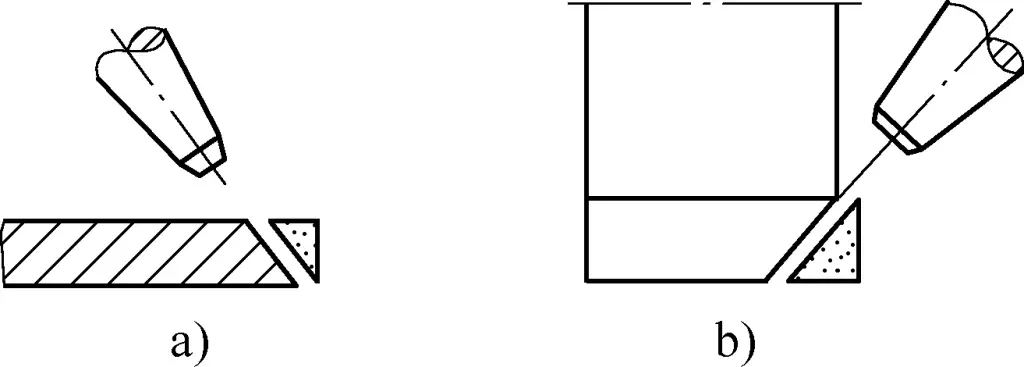
Das beim Brennschneiden verwendete Acetylen ist ein brennbares und explosives Gas, während Sauerstoff ein Gas mit einer starken verbrennungsfördernden Wirkung und höherem Druck ist. Sauerstoffflaschen, Acetylenflaschen und Acetylengeneratoren sind allesamt Druckbehälter, die während des Transports, der Lagerung und der Verwendung gewisse Risiken bergen.
Da beim Brennschneiden offene Flammen verwendet werden, ist die Temperatur hoch, und es spritzt eine große Menge geschmolzener Schlacke umher, was die Brand- und Explosionsgefahr erhöht. Daher sollte bei Brennschneidarbeiten besonders auf Sicherheit und zivilisierte Produktion geachtet werden.
Andererseits steht die Qualität der geschnittenen Teile beim Brennschneiden in engem Zusammenhang mit der Auswahl der Parameter des Schneidprozesses und der manuellen Arbeitsweise. Um die Qualität der geschnittenen Teile zu gewährleisten, sollte bei Brennschneidarbeiten auch auf die Auswahl der Spezifikation des Brennschneidprozesses geachtet werden.
Um die Sicherheit bei Brennschneidarbeiten zu gewährleisten, sollten die folgenden Hauptvorkehrungen beachtet werden:
1) Der Arbeitsbereich für das Brennschneiden sollte den Sicherheitsanforderungen entsprechen und mit den erforderlichen Feuerlöscheinrichtungen ausgestattet sein. Der Bereich sollte frei von entflammbaren und explosiven Materialien sein, gut belüftet sein und eine bestimmte Luftfeuchtigkeit aufweisen. Es ist strengstens untersagt, dass Schneiddüsen und geschmolzene Schlacke in direkten Kontakt mit Zementoberflächen kommen. Der Acetylengenerator, die Acetylenflaschen und die Sauerstoffflaschen sollten in einem sicheren Abstand zum Arbeitsbereich aufgestellt werden, in der Regel 10 Meter oder mehr.
2) Die Stahlplatten oder -profile, die im Arbeitsbereich geschnitten werden, sollten ordentlich angeordnet und stabil platziert sein. Hinter dem Schneidbereich sollte ein gewisser Freiraum vorhanden sein, um den Abfluss der geschmolzenen Schlacke zu erleichtern und die Ansammlung von Acetylen zu verhindern, die eine Explosion verursachen könnte.
Schrott und Schlackenreste, die nach dem Schneiden anfallen, sollten umgehend beseitigt werden. Während des Betriebs sollte die Verteilungsrichtung von Rückbrandverhinderern, Sauerstoff- und Acetylenschläuchen angemessen sein, um zu verhindern, dass sie durch geschmolzene Schlacke entzündet oder von den geschnittenen Teilen zerquetscht werden.
3) Die beim Brennschneiden verwendeten Sicherheitsvorrichtungen und -geräte sollten sicher und zuverlässig sein. Zum Beispiel sollten Rückbrandverhinderer empfindlich und effektiv sein, Druckminderer sollten genau anzeigen und regelmäßig kalibriert werden. Sauerstoff- und Acetylenflaschen sollten einen festen Platz haben, ordentlich angeordnet sein und mit speziellen Halterungen befestigt werden, um ein Verrutschen oder Rollen zu verhindern.
4) Die Bediener müssen geschult und qualifiziert sein, bevor sie Brennschneidarbeiten durchführen, und sollten die Sicherheitsverfahren für das Brennschneiden strikt befolgen. Die unbefugte Verwendung von Brennschneidwerkzeugen und -geräten durch andere ist strengstens untersagt. Während des Betriebs muss die persönliche Schutzausrüstung (z. B. Gasschweißbrille, Arbeitskleidung, Schweißerhandschuhe und die erforderlichen Isolierschuhe, Schutzvorrichtungen usw.) sauber und vollständig sein.
Um die Qualität der geschnittenen Teile beim Brennschneiden zu gewährleisten, sollten auch die folgenden Vorsichtsmaßnahmen beachtet werden:
1) Die geeigneten Spezifikationen des Schneidbrenners und der Düse sollten auf der Grundlage der Dicke des zu schneidenden Stahlblechs oder -profils ausgewählt werden.
2) Wählen Sie die richtige Spezifikation des Brennschneidverfahrens. Beim Schneiden mit einer Autogenflamme beträgt der Abstand zwischen der Düse und der Werkstückoberfläche in der Regel 3 bis 5 mm, bei dünnen Blechen mit einer Dicke von weniger als 4 mm wird ein Abstand von 10 bis 15 mm gewählt. Der Gasdruck für das manuelle Schneiden ist in Tabelle 9 angegeben. Der Neigungswinkel der Düse relativ zur Werkstückoberfläche ist in Tabelle 10 angegeben.
Tabelle 9 Gasdruck für manuelles Schneiden
| Dicke der Stahlplatte/mm | Schneidbrenner | Gasdruck/MPa | ||
| Typ | Düse | Sauerstoff | Acetylen | |
| <3 | G01-30 | 12 | 0.3~0.4 | 0.001~0.12 |
| 3~12 | 12 | 0.4~0.5 | ||
| 12~30 | 2,3,4 | 0.5~0.7 | ||
| 30~50 | G01-100 | 3,4,5 | 0.5~0.7 | |
| 50~100 | 56 | 0.6~0.8 | ||
| 100~150 | G01-300 | 7 | 0.8~1.6 | |
| 150~200 | 8 | 1.0~1.4 | ||
| 200~250 | 9 | 1.0~1.4 | ||
Tabelle 10 Neigungswinkel der Düse gegenüber der Werkstückoberfläche
| Werkstückdicke/mm | <10 | 10~30 | >30 | ||
| Richtung der Neigung | Kippen nach hinten | Kippen nach hinten | Vorwärtsneigung beim Start | Senkrecht nach dem Eindringen | Rückwärtsneigung am Ende |
| Neigungswinkel | 0°~30° | 80°~85° | 80°~85° | 0° | 80°~85° |
Beim Brennschneiden kann ein zu niedriger Sauerstoffdruck zu einer unvollständigen Verbrennung des Metalls führen, wodurch sich die Schnittgeschwindigkeit verringert und Schlackenanhaftungen zwischen den Schnitten entstehen. Ein zu hoher Sauerstoffdruck hingegen kann dazu führen, dass überschüssiger Sauerstoff als Kühlmittel wirkt, was zu einer unebenen Oberfläche des Schnitts führt.
Die optimale Länge des schneidenden Sauerstoffstrahls beträgt etwa 500 mm mit einer klaren Kontur, die einen gleichmäßigen Schlackenabwurf und saubere Schnitte mit scharfen Kanten gewährleistet. Andernfalls kommt es zu starken Schlackenanhaftungen und ungleichmäßiger Schnittbreite.
3) Zum Schneiden sollte reiner Sauerstoff verwendet werden. Wenn der Reinheitsgrad unter 98% liegt, absorbieren Verunreinigungen im Sauerstoff, wie z.B. Stickstoff, während des Schneidens Wärme und bilden andere zusammengesetzte Filme auf der Schnittfläche, was die Metallverbrennung behindert, die Schneidgeschwindigkeit verringert und den Sauerstoffverbrauch erhöht.
4) Die zu schneidenden Platten müssen chemisch entzundert werden, um jegliche Oxidschicht zu entfernen; andernfalls könnte es zu Rückschlägen kommen, die die Schnittqualität beeinträchtigen.
5) Bei härtungsempfindlichen Stählen sollten die Gasschnittkanten einer Oberflächenrissprüfung und einer Härteprüfung gemäß den einschlägigen Vorschriften unterzogen werden. Wenn die Umgebungstemperatur während des Brennschneidens niedrig ist, sollte der Schneidbereich vor dem Schneiden vorgewärmt werden.
Die Qualität der Brennschnittfläche wird anhand der Ebenheit der Schnittfläche, der Tiefe der Schnittmarken und des Mindestabstands zwischen den Kerben bewertet. Darüber hinaus sind Maßabweichungen ein häufiges Qualitätsproblem beim Brennschneiden. In Tabelle 11 sind häufige Fehler von Brennschnittflächen mit Autogen und deren Ursachen aufgeführt.
Tabelle 11 Defekte der autogenen Brennschneidoberfläche und ihre Ursachen
| Defekte | Verursacht |
| Zu grob (schneidet zu tief) | Geringe Sauerstoffreinheit, zu hoher Schneidsauerstoffdruck, zu hohe Schneidgeschwindigkeit, zu hohe Vorwärmflammenleistung |
| Viele Gruben | Viele Unterbrechungen während des Schneidens, schlechte Verbindung beim Wiederanlauf des Schneidens; dicker Oxidbelag auf der Oberfläche mit Rost; unzureichende Vorwärmflamme beim Schneiden von Rillen; Schmutz auf der Führungsschiene der Schneidmaschine, der ein Anstoßen des Schlittens verursacht |
| Konkav | Zu hoher Sauerstoffdruck beim Schneiden, zu hohe Schnittgeschwindigkeit |
| Geneigt | Schneidbrenner nicht rechtwinklig zur Blechoberfläche; schräger Schneidluftstrom, zu niedriger Schneidsauerstoffdruck; kleine Düsengröße |
| Zusammenbruch der Oberkante | Zu starke Vorwärmflamme, zu langsame Schnittgeschwindigkeit, Düse zu nah am Werkstück, zu hoher Schneidsauerstoffdruck |
| Viele Schlacken am unteren Rand | Geringe Sauerstoffreinheit, niedriger Schneidsauerstoffdruck, zu starke Vorwärmflamme, zu schnelle oder zu langsame Schneidgeschwindigkeit |
| Aufkohlung | Düse zu nahe an der Stahlplatte, Vorwärmflamme ist eine reduzierende Flamme |
| Große Schleifspur | Zu hohe Schnittgeschwindigkeit, zu geringer Sauerstoffdruck beim Schneiden |
Nicht alle Metalle können mit Brennschneiden geschnitten werden. Metalle für das Brennschneiden sollten die folgenden Bedingungen erfüllen:
1) Der Zündpunkt des Metalls muss niedriger sein als sein Schmelzpunkt. Wenn der Zündpunkt des Metalls höher als sein Schmelzpunkt ist, schmilzt das Metall, bevor es den Zündpunkt erreicht, was zu einem Schmelzschnitt mit ungleichmäßigen Schnitten führt, die nicht den Schneidanforderungen entsprechen, oder es kann überhaupt nicht geschnitten werden.
2) Der Schmelzpunkt des Metalloxids sollte niedriger sein als der des Metalls selbst. Dadurch wird sichergestellt, dass das Metalloxid rechtzeitig weggeblasen werden kann, wodurch eine neue Metalloberfläche freigelegt wird und ein kontinuierliches Schneiden möglich ist. Andernfalls, wenn das Metalloxid einen hohen Schmelzpunkt hat und die erhitzte Metalloberfläche bedeckt, behindert es den Kontakt zwischen dem darunter liegenden Metall und dem Schneidsauerstoff, was das Brennschneiden erschwert.
Je nach den Bedingungen für das Brennschneiden von Metallen wird das Brennschneiden hauptsächlich für Kohlenstoffstahl und niedrig legierten Stahl, wie kohlenstoffarmen Stahl, hochmanganhaltigen Stahl, chrom-, chrommolybdän- und chromnickellegierten Stahl sowie Titanlegierungen verwendet. Brennschneiden ist in der Regel schwierig für kohlenstoffreichen Stahl und hochfesten niedrig legierten Stahl. Werkstoffe wie Gusseisen, rostfreier Stahl, Kupfer und Aluminium können nicht mit Gas geschnitten werden. Tabelle 12 zeigt die Brennschneidleistung für verschiedene Metalle.
Tabelle 12 Brennschneidleistung bei verschiedenen Metallen
| Metall | Leistung |
| Stahl: Kohlenstoffgehalt unter 0,4% | Gutes Schneiden |
| Stahl: Kohlenstoffgehalt von 0,4% bis 0,5% | Gut schneiden. Um Rissbildung zu vermeiden, vorheizen auf 200℃ und langsam abkühlen nach dem Schneiden. Die Glühtemperatur sollte 650℃ betragen. |
| Stahl: Kohlenstoffgehalt von 0,5% bis 0,7% | Gut schneiden. Muss vor dem Schneiden auf 700℃ vorwärmen und nach dem Schneiden ausglühen. |
| Stahl: Kohlenstoffgehalt über 0,7% | Schwierig zu schneiden |
| Gusseisen | Schwierig zu schneiden |
| Hochmanganhaltiger Stahl | Gutes Schneiden, besser nach Vorwärmen |
| Siliziumstahl | Schlechtes Schneiden |
| Legierter Stahl mit niedrigem Chromgehalt | Gutes Schneiden |
| Nichtrostender Stahl mit niedrigem Chrom- und Chrom-Nickel-Gehalt | Gutes Schneiden |
| 18-8 Chrom-Nickel-Edelstahl | Kann geschnitten werden, erfordert aber entsprechende Operationstechniken |
| Kupfer und Kupferlegierungen | Kann nicht geschnitten werden |
| Aluminium | Kann nicht geschnitten werden |







