Mindestbiegehöhe der Z-Biegung
Beim Z-Biegen in der Metallverarbeitung ist das Erreichen der richtigen Mindestbiegehöhe entscheidend für die Präzision und die strukturelle...

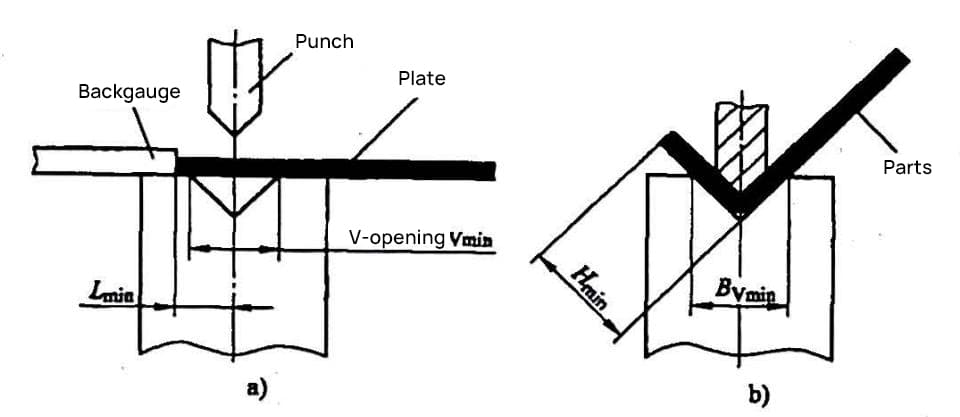
Der wichtigste Faktor, der die Biegehöhe der Biegemaschine ist die Nutbreite der Matrize. Die Mindestbiegehöhe beim V-Biegen ist in Abbildung 1 dargestellt. Der Ausgangszustand einer einfachen V-Biegung ist in Abbildung 1a dargestellt.
Aus der Abbildung ist ersichtlich, dass, wenn die Biegung das Mindestmaß Lmin von der Biegelinie (Symmetrielinie der Matrizenrille) zur Kante des zu biegenden Blechs, das minimale Grenzmaß der Biegehöhe der Biegemaschine oder die minimale Biegehöhe Hminist in Abbildung 1b dargestellt.
Die minimale Biegehöhe der Biegemaschine wird daher durch die Nutbreite der Matrize bestimmt.
1) Wir können den Mindestwert Bv bestimmenmin der für das Biegen von unterschiedlichen Blechdicken t erforderlichen Nutbreite nach Formel (2-1).
Beispiel 2-1:
Berechnen Sie die minimale Nutbreite Bvmin, die beim Biegen eines Materials mit einer Blechdicke t=1,5 mm verwendet werden kann.
Lösung: Man nehme Kb=6, setzen Sie t=1,5mm in Formel (2-1) ein und erhalten Sie Bvmin = 6 x 1,5 mm = 9 mm. Vergleichen Sie mit den Angaben zur Nutbreite der Matrize oben, und Sie können eine untere Matrize mit einer Nutbreite von 10 mm (oder 8 mm) wählen.
2) Aus dem Ausgangszustandsdiagramm der Biegung ist ersichtlich, dass das Mindestmaß Lmin von der Biegelinie (Symmetrielinie der Matrizenrille) bis zum Rand des Blechs wird durch den Mindestwert Bv begrenztmin der Rillenbreite. Lmin muss größer sein als Bvmin/2. Durch Experimente wird bewiesen, dass:
Lmin= Bvmin/2 + f (2-2)
Dabei ist f ein empirischer Wert (mm), in der Regel wird f>0,5~1 genommen.
3) Die Beziehung zwischen dem Mindestmaß Lmin von der Biegelinie (Symmetrielinie der Matrizenöffnung) bis zum Rand des Blechs beim V-Biegen (90°) und die Mindestbiegehöhe H ist wie folgt:
Hmin=Lmin+t-x/2.
Setzt man die Formel (2-2) in diese Formel ein, erhält man die Berechnungsformel für die Mindestbiegehöhe beim V-Biegen:
Hmin=(Bvmin-x)/2+f+t (2-3)
Wobei Hmin ist die minimale Biegehöhe (mm); x ist der Korrekturwert des Biegeteils R (mm). Wenn bei einer φ=90°-Biegung die Druckplatte nicht verwendet wird, siehe Tabelle 1 für den Korrekturwert des R-Anteils. Wenn bei einer φ=90°-Biegung die Druckplatte verwendet wird, siehe Tabelle 2-2 für den positiven Wert des R-Anteils.
Tabelle 1 Korrekturwert x des R-Teils bei einer Biegung von φ=90° ohne Verwendung der Druckplatte (Einheit: mm)
| Biegeradius r | Materialstärke t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Anmerkung:
Tabelle 2 Wenn φ=90° und eine Pressplatte zum Biegen verwendet wird, der Korrekturwert x für den R-Anteil (Einheit: mm)
| Biegeradius r | Materialstärke t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Anmerkung:
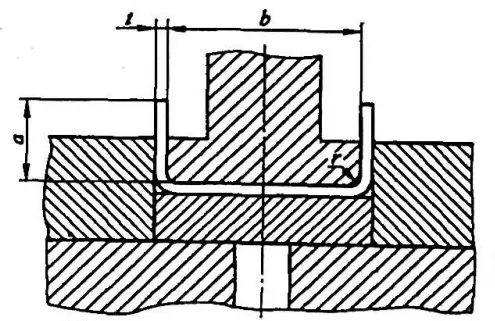
In der Formel a- Kantenlänge ohne Materialstärke (mm);
Beispiel 2-2 Mit einer Untermatrize mit einer Nutbreite von 10 mm und einem Biegemesser von r0=1 auf der oberen Matrize ein V-förmiges Teil mit einer Blechdicke von t=1,5mm und φ=90° biegen. Berechnen Sie die minimale Höhe der Biegekante Hmin für die Bearbeitung dieses Teils auf der Abkantmaschine (wie in Abbildung 1b dargestellt).
[Lösung] Aus Formel (2-3) ergibt sich die minimale Biegekantenhöhe des Teils zu
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Empfohlene Mindestbiegekantenhöhe für kaltgewalztes dünnes Stahlblech, siehe Tabelle 3.
Tabelle 3 Empfohlene Mindesthöhe der Biegekante (Einheit: mm)
| Seriennummer | Material Dicke t | V-Stempel Schlitzbreite Bv | Radius der Biegemesserkante r0 | Minimale Biegehöhe Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 oder 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 oder 0,2 | 4.4 |
| 5 | 1.2 | 8(oder 6) | 1 oder 0,2 | 5,5(oder 4,5) |
| 6 | 1.5 | 10(oder 8) | 1 oder 0,2 | 6.8(oder 5.8) |
| 7 | 2.0 | 12 | 1,5 oder 0,5 | 8.3 |
| 8 | 2.5 | 16(oder 14) | 1,5 oder 0,5 | 10.7(oder 9.7) |
| 9 | 3.0 | 18 | 2 oder 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Anmerkung: