Erkundung von CNC-Revolverstanzmaschinen-Funktionswerkzeugen
Stellen Sie sich eine Maschine vor, die Bleche mit verblüffender Präzision stanzen, schneiden, formen und markieren kann. Dieser Artikel stellt die CNC...
Stellen Sie sich vor, Sie hätten die Möglichkeit, Metall mit Präzision und Geschwindigkeit zu formen. CNC-Revolverstanzmaschinen bieten genau das und revolutionieren Branchen wie die Automobil- und Elektronikindustrie. Diese Maschinen können automatisch Werkzeuge wechseln und komplexe Aufgaben bewältigen, was sie für die Produktion von Schaltschränken bis hin zu Küchengeräten unverzichtbar macht. In diesem Artikel erfahren Sie mehr über die Geschichte, die Anwendungen und die Vorteile von CNC-Revolverstanzmaschinen und warum sie trotz des Aufkommens von Laserschneidern weiterhin unverzichtbar sind. Sind Sie bereit, das Herzstück der modernen Fertigung zu entdecken? Tauchen wir ein!

Die erste NC-Revolverstanzmaschine der Welt wurde 1955 von der amerikanischen Firma Wiedemann Machine Tools (WIEDEMANN) auf der Chicago Machine Show vorgestellt. Im Jahr 1964 stellte Wiedemann die Baureihe WIEDEMATIC S vor, gefolgt von der Baureihe MACH2 im Jahr 1972, die beide zu dieser Zeit Pionierarbeit in der Branche leisteten. Durch eine technische Zusammenarbeit mit Wiedemann stellte das japanische Unternehmen Murata (MURATEC) 1970 die Revolverstanzmaschine S2550 auf der Japan International Machine Tool Fair (JIMTOF) vor und begann ab 1972 mit dem Verkauf von Revolverstanzmaschinen, die im japanischen Murata-Werk hergestellt wurden. Im Jahr 1989 übernahm Murata Machinery die Firma Wiedemann.
In den 1970er Jahren erlangte ein anderes amerikanisches Unternehmen, Strippit (STRIPPIT), ebenfalls einen bedeutenden Ruf. Strippit gilt als der erste Hersteller, der einen PC zur vollständigen CNC-Steuerung von Revolverstanzmaschinen einsetzte, und als Erfinder der federbelasteten Stanzwerkzeuge. Der Name des Unternehmens, STRIPPIT, ist von "STRIP IT" abgeleitet. 1997 erwarb das renommierte belgische Unternehmen LVD Strippit und erweiterte damit seine Produktpalette und baute sein Geschäft in Nordamerika aus.
In den späten 1980er Jahren war das japanische Unternehmen Amada (AMADA) die erste große ausländische Marke, die auf dem chinesischen Markt Fuß fasste. In den frühen 1990er Jahren waren Amada, Murata und das amerikanische Unternehmen Strippit die drei bekanntesten und aktivsten Anbieter von Revolverstanzmaschinen auf dem chinesischen Markt, wobei sie vor allem die Sektoren Stromverteilerschränke und Kommunikationsschränke dominierten. Erst Ende der 90er Jahre begannen die finnische Finn-Power (FINNPOWER) und die deutsche Trumpf (TRUMPF) (Stanzmaschinen ohne Revolver), ihre Verkaufsanstrengungen in China zu verstärken und allmählich Marktanteile zu gewinnen.
In den letzten zehn Jahren hat die rasante Entwicklung von Laserschneidmaschinen zusammen mit erheblichen Kostensenkungen beim Laserschneiden und Verbesserungen bei der Schnittgeschwindigkeit und Präzision, hat zur breiten Einführung von Laserschneidern geführt. Dies hat sich unmittelbar auf den Markt für CNC-Stanzmaschinen ausgewirkt. Bei bestimmten Anwendungen des Feinschneidens, die Stanzverfahren ersetzen können, haben Laserschneidmaschinen klare Vorteile.
Bei Prozessen, die das Umformen, Stanzen und Schneiden von Verbundwerkstoffen erfordern, sind CNC-Stanzpressen jedoch nach wie vor unersetzlich, insbesondere bei der Herstellung von Strom-, Kommunikations-, Steuer- und Klimaschränken, Aufzugsteilen, Küchengeräten und Vorhangfassaden. CNC-Stanzpressen sind in diesen Bereichen nach wie vor unverzichtbare Verarbeitungsgeräte.
Lernvoraussetzungen:
Das Grundkonzept des CNC-Revolverstanzens verstehen;
Verstehen Sie den Zweck und die wichtigsten Hersteller von CNC-Revolverstanzmaschinen.
Die CNC-Revolverstanzmaschine wurde 1955 offiziell von der Weedman Company in den Vereinigten Staaten eingeführt, was eine neue Entwicklungsstufe für die Blechindustrie darstellte.
In der Anfangsphase, bei der Bearbeitung von großformatigen Blechen, wird in der Regel die manuelle Anreißbohrmaschine zum Bohren oder Vibrieren verwendet. Scheren.
Unternehmen mit hohen Anforderungen an die Maßgenauigkeit von Bearbeitungslöchern werden speziell mehrere Sätze mit großer Tonnage bestellen Kehlkopfschlag passende Stanzwerkzeuge, um verschiedene entsprechende Positionierungen und Stanzvorgänge zu erreichen, was den Verarbeitungsbereich und die Verarbeitungsgenauigkeit stark einschränkt.
Je nach Form und Position der Bearbeitung kann die CNC-Stanze automatisch die Form wechseln, automatisch und genau zuführen und die Bearbeitung abschließen.
Die Verarbeitungseffizienz und -präzision unterscheidet sich deutlich von der eines gewöhnlichen Tiefkehlstempels.
In dem modernen Prozess der BlechverarbeitungDie CNC-Stanze ist ein wichtiges und wichtiges Bearbeitungsgerät.
Für die Verarbeitung von Stanzen und flachem Recken von dünnen Blechen (mit einer Dicke zwischen 0,5 und 6,35) (die Überstandshöhe der Stationen A und B nach dem Recken beträgt 6,35, und die der Stationen C und D liegt innerhalb von 9,27), können die Bleche aller Größen einmal nach dem Programm verarbeitet werden, um die Anforderungen zu erfüllen.

CNC-Revolverstanze wird hauptsächlich zum Stanzen, Flachziehen und Prägen verwendet.
Die flache Streckfunktion wird zum Stanzen von runden Vorsprüngen, zum Bördeln von Löchern, zum Stanzen von Lamellen, zum Überbrücken von Löchern, zum Einschlagen von Löchern, zum Stanzen von Lamellen in Stufen, zum Stanzen von Rippen in Stufen, zum Stanzen von Rippen in Rollen, zum Stanzen von Scheren, zum Stanzen von Stufen und zum Stanzen von Scharnieren (2 Matrizen, 3 Stanzvorgänge) verwendet.
Aufdruck-Funktion: Markierung, Prägung, Zeichen und Gravur.
CNC-Stanzen werden hauptsächlich in Schaltschränken (Hoch- und Niederspannungsschalter, Elektro-, Energie- und Elektronikindustrie), Werkzeugmaschinen, Blechabdeckungen, Aufzügen, Eisenbahnlokomotiven, Autokästen, Textilmaschinen, Küchenausrüstungen, Waschanlagen, Containern, Metallkonstruktionen, Metallprodukten, Wärmeversorgung, Beleuchtung, Klimaanlagen, Gefrierschränken und anderen Haushaltsgeräten, Warmwasserbereitern, Lagerausrüstungen, leichtem Industriezubehör, Hardware-Produktion, Wandvorhängen, Dekorationsindustrie usw. verwendet.
1.4.1 Marktnachfrage
Gegenwärtig ist der Gebrauchswert von CNC-Revolverstanzmaschinen auf dem Markt weithin anerkannt.
Die Marktnachfrage zeigt einen Trend zu allmählichem Wachstum, insbesondere auf dem Inlandsmarkt.
In den letzten Jahren hat die jährliche Inlandsnachfrage mehr als 2000 Geräte erreicht, und die Marktnachfrage ist offensichtlich in eine schnelle Wachstumsphase eingetreten.
1.4.2 Hersteller von Revolverstempeln im In- und Ausland
Zu den anderen inländischen Herstellern von CNC-Revolverstempeln gehören derzeit vor allem: JFY, Yangli, Jinan Jiemai, Guangdong LFK, Tailift aus Taiwan und das Joint Venture LVD aus Huangshi;
Es gibt auch Xuzhou Forging, Wuxi Forging, Zhonglong Precision Machinery, Jinan Huili, Guangdong Datong, Danyang Wode Precision Machinery und andere Hersteller mit geringerer Produktion.
Zu den ausländischen Unternehmen, die fortschrittliche Revolverstanzen herstellen, gehören vor allem Amada und Murata in Japan, Primepower in Finnland und Trumpf in Deutschland.
Aufgrund des frühen Starts und der raschen Entwicklung ausländischer Partner wurde das traditionelle hydraulische System abgeschafft und ein energiesparendes und umweltfreundliches mechanisches Servo-Stanzsystem eingeführt.
Mit der Entwicklung der Zeit und der Verbesserung des technischen Niveaus sind die Mittel der Blechbearbeitung nicht mehr auf die Stanze beschränkt.
In den letzten Jahren hat die CNC Laserschneidmaschine hat sich allmählich herauskristallisiert.
Die Industrie befürchtet auch, dass die rasante Entwicklung des Lasers die künftige Entwicklung des Stanzens einschränken wird.
Analysieren wir im Folgenden die Merkmale der beiden Produkte:
Das Hauptmerkmal der CNC-Revolverstanzmaschine ist, dass sie komplexe Umformprozesse durchführen kann und sich besser für Unternehmen mit hohen Anforderungen an die Blechumformung eignet, wie z. B. die Elektronikindustrie, die Werkzeugmaschinenindustrie, die Blechindustrie, die Türenindustrie usw.
Im Vergleich zum Laser kostet eine CNC-Stanze mit ähnlicher Bearbeitungsleistung nur etwa ein Drittel der gesamten Maschine, und die späteren Wartungskosten sind gering und kostengünstig.
Die Einsatzkosten des NC-Stanzens sind wesentlich geringer als die einer Laserschneiden Maschine im Stickstoff- oder Sauerstoffverbrauch.
Der Hauptvorteil des Lasers besteht darin, dass er alle Arten von Teilen mit kleinen Abständen und unregelmäßiger Form bearbeiten kann, die nicht durch die Größe der Form begrenzt sind, und dass er die Form nicht häufig wechseln muss. Die Geschwindigkeit ist schnell.
Im Vergleich zu numerisch gesteuerten Stanzen kann sie dickere Bleche bearbeiten.
Frage zum Nachdenken:
1. Was sind die Prozessanwendungen von CNC-Revolverstempeln?
2. Anwendungsbereich der CNC-Revolverstanze?
3. Welches sind die wichtigsten Hersteller von CNC-Revolverstanzmaschinen?
4. Vor- und Nachteile von CNC-Revolverstanzmaschinen und CNC-Laserschneidmaschinen?

Lernvoraussetzungen:
Verschiedene Stanztypen von CNC-Revolverstempeln kennen lernen;
Verstehen Sie den Stanzprozess einer CNC-Revolverstanzmaschine;
Die wichtigsten technischen Parameter von CNC-Revolverstanzmaschinen kennen.
Der traditionelle mechanische Stanz-Hauptantrieb aus Schwungrad, Kurbelwelle und Pleuelstange hat die Vorteile einer einfachen Struktur, einer bequemen Wartung und Reparatur, einer langen Lebensdauer und niedriger Kosten.
Die Nachteile sind geringe Effizienz, einstellbare Stanzbewegung, weniger Anwendungsfunktionen der Prägeverfahren, hoher Lärmpegel und hoher Energieverbrauch beim Stanzen.
Die Vorteile des hydraulischen Hochgeschwindigkeits-Hauptantriebs sind, dass er verschiedene Stanzbewegungsmodi entsprechend den verschiedenen Stanzprozessen auswählen kann, Energie spart, einen hohen Wirkungsgrad hat und Hochgeschwindigkeitsstempelungen mit vollem Hub und voller Last ermöglicht.
Die Nachteile sind, dass die Kontrollstruktur komplex ist und die Betriebs- und Wartungskosten bei gleicher Lebensdauer hoch sind.
Die Vorteile des mechanischen Servo-Hauptantriebs für das Stanzen sind hohe Effizienz, Energieeinsparung, Umweltschutz und Geräuscharmut.
Es können verschiedene Stempelbewegungsmodi entsprechend den unterschiedlichen PrägeverfahrenDie Nachteile sind hohe strukturelle Kosten, einfache Wartung und niedrige Wartungskosten.
Der Stanzprozess umfasst hauptsächlich Extrusion, Verformung, Spaltung und Trennung.
Der Rundlauf von Ober- und Unterstempel beeinflusst das Randspiel und die Lebensdauer des Stempels.
Derzeit kontrolliert das Unternehmen den Konzentrizitätsfehler der oberen und unteren Matrizen innerhalb von 0,02 mm durch hochpräzise Kalibrierwerkzeuge.
Erforderlicher Verarbeitungsdruck:
Die Werte für die Zugfestigkeit lauten wie folgt (der Sicherheitsfaktor 30% wurde berücksichtigt, die folgenden Werte werden anhand der Zugfestigkeit berechnet, und es sollte die tatsächliche Scherfestigkeit verwendet werden):
Stanzen von Nominaltonnagen
Der Standard-Impulsdruck von HPH, HPI, HPQ, HPC und HIQ beträgt 30 t, und der HPH kann mit einem 50 t-Modell ausgestattet werden.
Häufigkeit der Stempelfrequenz
Die HPH-Impulsfrequenz beträgt 600 Mal/min, die HPI-Impulsfrequenz 1000 Mal/min, die HPQ-Impulsfrequenz 1750 Mal/min, die HPC-Impulsfrequenz 3800 Mal/min und die HIQ-Impulsfrequenz 1500 Mal/min.
Arbeitsgeschwindigkeitsfrequenz von 1mm Schritt und 6mm Hub
HPH-Impulsfrequenz 320 mal/min, HPI-Impulsfrequenz 530 mal/min, HPQ-Impulsfrequenz 690 mal/min, HPC-Impulsfrequenz 700 mal/min, HIQ-Impulsfrequenz 750 mal/min.
25,4mm Schrittweite, 6mm Hub Arbeitsgeschwindigkeit Frequenz
Die HPH-Impulsfrequenz beträgt 230 mal/min, die HPI-Impulsfrequenz 295 mal/min, die HPQ-Impulsfrequenz 330 mal/min, die HPC-Impulsfrequenz 350 mal/min und die HIQ-Impulsfrequenz 350 mal/min.
Ein Vorschubhub der Achse X und der Achse Y
Der maximale Vorschubhub der X-Achse beträgt 2500 mm und der maximale Vorschubhub der Y-Achse beträgt 1250 mm;
Die maximale Vorschubgeschwindigkeit beträgt 102m/min;
Anzahl der Revolvermodule, Spezifikation und Anzahl der Drehmodule
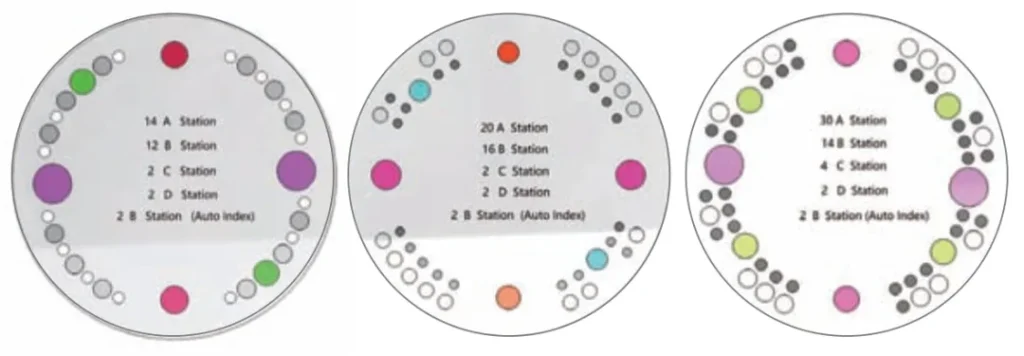
Jedes Modell ist standardmäßig mit 26, 30, 36, 40 und 56 Stationen ausgestattet.
Davon sind 26 und 36 standardmäßig mit zwei B-Station-Drehstationen, 30 standardmäßig mit sechs D-Station-Drehstationen, 40 standardmäßig mit zwei D-Station-Drehstationen und 56 standardmäßig mit zwei B/D-Station-Drehstationen ausgestattet.
Genauigkeit beim Stanzen: ± 0,15 für Bürstenwerkbänke und ± 0,1 für Stahlkugelwerkbänke.
Maximaler Bearbeitungsdurchmesser: φ 88.9mm;
Maximale Drehgeschwindigkeit des Drehtisches: 30r/min.
Frage zum Nachdenken:
1 Welche Stanzstrukturen hat die CNC-Revolverstanze?
2. Was sind die technischen Parameter der CNC-Revolverstanze?
3. Berechnung von Stanzkraft von CNC-Revolverstempeln?
Lernvoraussetzungen:
Die Hauptstruktur der CNC-Revolverstanze verstehen;
Verstehen Sie jede Struktur Unterteilung Art von CNC-Revolverstanze.
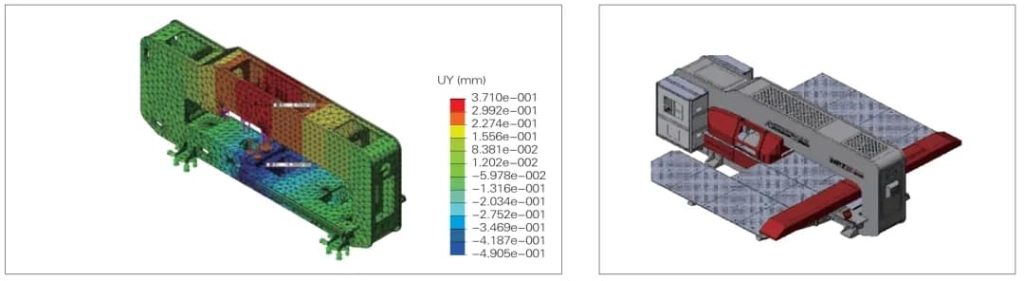
Der Rahmen ist der Träger der verschiedenen Teile der Werkzeugmaschine, der hauptsächlich in zwei Typen unterteilt ist, nämlich in einen geschlossenen und einen offenen Typ, die beide aus Stahlblech geschweißte Strukturen sind.
Der geschlossene Rahmen hat eine kompakte Struktur, Stabilität und hohe Festigkeit und Steifigkeit;
Der offene Rahmen hat eine gute Offenheit im Betrieb und eine bequeme Verarbeitung, aber er stellt hohe Anforderungen an die Schweißstruktur und die Kalibrierung der Schweißspannung;
Nachdem der Rahmen des CNC-Revolverstempels geschweißt ist, wird ein Hochtemperatur-Anlassverfahren durchgeführt, um die inneren Spannungen zu beseitigen.
Auf dem importierten spanischen DANOBAT 4-Achsen-Großbearbeitungszentrum wird die hochpräzise Bearbeitung wichtiger Oberflächen in einem Arbeitsgang durchgeführt, wodurch die Stabilität der Leistung des Hauptkörpers der Werkzeugmaschine gewährleistet wird.
Die Traverse ist der wichtigste Teil der Übertragungskomponenten und die Matrix für die Kontrolle der Vorschubgenauigkeit.
Die X-Achsen-Leitspindel, der Motor, die lineare Führungsschiene, die Blechklemme, die X-Achsen-Gleitplatte zur Befestigung der Klemme und andere Teile sind auf dem Träger installiert.
Der Balken muss steif genug sein und eine möglichst geringe Bewegungsträgheit aufweisen, um eine übermäßige Belastung der Y-Achse zu vermeiden und die Geschwindigkeit zu verringern.
Die Frage, ob die Struktur angemessen ist oder nicht, wirkt sich direkt auf die Vorschubgenauigkeit und -geschwindigkeit sowie die Stabilität der Werkzeugmaschine aus und stellt hohe technische Anforderungen.

Der Revolverkopf ist ebenfalls eine der wichtigsten Komponenten der Werkzeugmaschine. Seine Genauigkeit wirkt sich direkt auf die Positioniergenauigkeit des Werkzeugs und damit auf die Bearbeitungsgenauigkeit der Werkzeugmaschine und die Lebensdauer des Werkzeugs aus.
Er wird hauptsächlich in einen dünnen und einen dicken Turm unterteilt.
Der dünne Revolver hat niedrige Kosten, geringe Steifigkeit, schlechte Führungseigenschaften und eine große Verformung bei der Bearbeitung von gewöhnlichem Kohlenstoffstahl.
Der dicke Revolverkopf hat eine hohe Steifigkeit, eine gute Führungsleistung, kann Arbeitsvibrationen absorbieren, hat eine hohe Präzision und Stabilität aus hochwertigem legiertem Gusseisen, eine lange Lebensdauer beim Hochgeschwindigkeits-Stufenstanzen und bei der Bearbeitung von Formen mit exzentrischer Last sowie eine geringe Verformung im Gebrauch.
Gegenwärtig verwenden wir die dicke Revolverstruktur mit einer oberen Drehscheibe von 100 mm und einer unteren Drehscheibe von 90 mm.
Die Produkte der Kunden sind komplex und wandelbar, und die Anforderungen werden immer höher.
Der Drehtisch der CNC-Revolverstanzmaschine muss mit einer drehbaren Matrizenposition ausgestattet sein, die den Anforderungen des Kunden entspricht.
Die Matrize kann in der drehbaren Matrizenposition in jeden gewünschten Winkel gedreht werden, der für das Stanzen erforderlich ist.
Wenn Sie die Walzbacke für die Verarbeitung verwenden, stimmen Sie sich mit dem Zuführsystem ab, um den Winkel der Walzrichtung in Echtzeit einzustellen, und arbeiten Sie entsprechend dem vom System festgelegten Walzweg.
Die Arten von Rotationswerkzeugen lassen sich in folgende Kategorien unterteilen:
Constant-Mesh-Struktur, die den Vorteil der hohen Präzision hat, und die Station ist nicht leicht zu weichen, aber die Skalierbarkeit ist schlecht.
Die geteilte Drehstruktur wird von der Antriebsvorrichtung in Eingriff gebracht, wenn sie tatsächlich benutzt wird.
Diese Struktur erfordert eine hohe Montage- und Verarbeitungsgenauigkeit, ist aber gut skalierbar.
Der PrimaPower-Revolver hat zum Beispiel 10 Drehstationen.
Die Klemme ist ein wichtiges Bauteil zum Einspannen von Blechen für die automatische und genaue Zuführungsbearbeitung.
Um die Vorschubgenauigkeit und -geschwindigkeit zu gewährleisten, muss die Klammer eine ausreichende Festigkeit und Gesamtsteifigkeit der Installation aufweisen und ihr Eigengewicht so gering wie möglich sein.
Gegenwärtig lässt sich die Klemme je nach Aufbau und Funktion in die folgenden Bereiche unterteilen:
Die schwimmende Funktion der Klammer dient hauptsächlich dazu, die durch die entsprechende Verformung der Platte verursachte Höhenänderung des Klammermauls auszugleichen.
Es handelt sich um folgende Typen:
Der Schwenkspanner hat die Vorteile, dass er leicht ist, eine lange Lebensdauer hat und flexibel schwimmen kann.
Die Größe der Klemmbacke der translatorischen Klemme in Y-Richtung muss beim Auf- und Abschwimmen theoretisch unverändert bleiben.
Die Klemmfunktion wird hauptsächlich zum Klemmen von Platten verwendet.
Es handelt sich um folgende Typen:
Hydraulische Klemmung, unbequeme Wartung, große Klemmkraft, nicht leicht zu entfernen.
Pneumatische Klemmung, energiesparend und umweltschonend, einfache Installation.
Die Einstellfunktion der Klammerposition dient hauptsächlich dazu, die Klammer in die vorgegebene Position zu bringen.
Es handelt sich um folgende Typen:
Für unterschiedliche Werkstückplatten ist es notwendig, die Position und den Abstand der Spanner vor dem CNC-Revolverstempel zu verschieben und anzupassen.
Bei der manuellen Klemme ziehen Sie den Griff, um die Verriegelung zu lösen, schieben die Klemme in die gewünschte Position und ziehen dann den Griff, um die Einstellung abzuschließen.
Automatische Klemme: Während der Einstellung geben Sie die Position jeder Klammer im Bearbeitungsprogramm ein, und die Werkzeugmaschine stellt jede Klammer automatisch auf die gewünschte Position vor der Klammerplatte ein, was genau und schnell ist.
CNC-Revolverstanze ist eine moderne Blechbearbeitungsmaschinen mit hoher Geschwindigkeit, hoher Präzision und hoher Automatisierung.
Gewährleistung der Zuverlässigkeit der automatischen und effizienten Verarbeitung sowie der Sicherheit des Bedienpersonals und der Ausrüstung während des Betriebs der Ausrüstung.
Die CNC-Revolverstanze verfügt über eine Reihe von Sicherheitsvorrichtungen, die ein Sicherheitsschutzsystem bilden.
Es umfasst hauptsächlich: Entformungserkennungsvorrichtung, Klammerabstreiferkennungsvorrichtung, Schildverriegelungssicherheitsvorrichtung, Verriegelungssicherheitsvorrichtung für bewegliche Werkbänke, Klammertotzonenschutzvorrichtung, Klammeraufprallerkennungsvorrichtung und Vorrichtung zur Erkennung übermäßiger Verformung der Platte.
3.6.1 Entformungsmessgerät
Beim Hochgeschwindigkeits-Durchlaufstempeln bleibt die obere Matrize in der Metallblech und konnte gelegentlich nicht reibungslos und rechtzeitig zurückgesetzt werden.
Wenn sich die Werkzeugmaschine im nächsten Schritt weiterbewegt, kann es zu Sicherheitsunfällen kommen, wie z. B. Kollisionen mit dem Material, Mitnahme von Material oder Kollisionen der Schließeinheit mit der Form.
Das Entformungserkennungsgerät kann das rechtzeitige Zurücksetzen der oberen Form effektiv überwachen.
Wenn es feststellt, dass die obere Form nach dem Stempeln nicht rechtzeitig zurückgesetzt wird, löst das Gerät den Systemabschaltalarm aus.
So können spätere Sicherheitsunfälle vermieden werden.
3.6.2 Abisoliervorrichtung für Klemmen
Beim kontinuierlichen Stanzen kann die Platte aufgrund des Rückpralls von Abfallstoffen stecken bleiben.
Wenn die Klammer die Platte weiter zurückzieht, werden eine oder alle Klammern abgerissen.
Wenn die Werkzeugmaschine nach dem Lösen der Klemme im nächsten Schritt weiterarbeitet, kann es zu Unfällen kommen, wie z. B. Materialkollisionen oder Stempeln in falscher Position.
Das Gerät zur Erkennung von Klemmenablösungen kann das Phänomen der Klemmenablösung wirksam überwachen. Sobald es auftritt, wird das Gerät den Abschaltalarm des Systems auslösen.
So können spätere Sicherheitsunfälle vermieden werden.
3.6.3 Verriegelungsvorrichtung für Schild und bewegliche Werkbänke
Wenn während der automatischen Bearbeitung der Werkzeugmaschine die Abschirmung oder die bewegliche Werkbank zur Bedienung geöffnet wird, kann es zu Unfällen mit Personenschäden kommen.
Deshalb sind der bewegliche Schutzschild und die bewegliche Werkbank der Werkzeugmaschine mit verriegelnden Sicherheitsvorrichtungen ausgestattet.
Wird die Abschirmung oder der bewegliche Arbeitstisch während der automatischen Bearbeitung der Werkzeugmaschine manuell geöffnet, löst die Verriegelungsvorrichtung den Abschaltalarm des Systems aus.
So können spätere Sicherheitsunfälle vermieden werden.
3.6.4 Klemmtotzonenschutzeinrichtung
An oder in der Nähe der Stelle, an der die Klemme das Blech einklemmt, kann eine Stanzbearbeitung erforderlich sein (sogenannte Klemmentotzone).
Ohne entsprechende Schutzmaßnahmen wird die Matrize während der Bearbeitung an die Klammer gestanzt, wodurch die Matrize oder ein Teil der Klammer beschädigt wird.
Der Klemmtotzonenschutz ist eine automatische Schutzvorrichtung für diese Situation.
Über eine Reihe von induktiven Schaltern (verschiedene Werkzeuggrößen entsprechen verschiedenen induktiven Schaltern) löst die Schutzvorrichtung den Systemabschaltalarm aus, wenn die Schließeinheit in die Totzone eintritt und während der automatischen Bearbeitung der Werkzeugmaschine ein Pressbefehl erfolgt.
So können spätere Sicherheitsunfälle vermieden werden.
3.6.5 Erkennungseinrichtung für übermäßige Verformung von Blechen
Beim kontinuierlichen Stanzen mit der Klemme, die das Blech hält, kann das Blech aufgrund des Rückpralls von Abfallstoffen stecken bleiben.
Wenn die Klammer dann weiter auf das Blech drückt, wird das Blech aufgebockt und verformt;
Wenn der Werkstückrohling eine übermäßige Verformung aufweist (wenn die Gesamtverformungshöhe 20 mm erreicht), kollidiert er mit dem Revolver, wenn er in den Revolver geschickt wird.
Die Vorrichtung zur Erkennung von Klemmstößen und übermäßigen Verformungen kann bei übermäßiger Verformung des Blechs rechtzeitig einen Alarm zur Systemabschaltung auslösen.
So können spätere Sicherheitsunfälle vermieden werden.
Gegenwärtig gibt es zwei Hauptfahrweisen für den Revolver von Mainstream-Produkten:
Diese Art von Struktur treibt den kettengetriebenen Revolverkopf über ein motorgetriebenes Untersetzungsgetriebe an.
Die Struktur ist relativ zuverlässig, aber der Nachteil ist, dass das Geräusch laut ist und sich leicht lockert, so dass es regelmäßig eingestellt werden muss.
Synchroner Riemenantrieb
Gegenwärtig gibt es nicht viele Unternehmen, die diese Struktur für Zahnriemengetriebe verwenden.
Das Arbeitsgeräusch ist gering, die Kraft auf den Zahnriemen ist hoch, und der Zahn verformt sich leicht nach einer langen Betriebszeit.
Es ist sehr wichtig, die Stabilität und Genauigkeit des Vorschubsystems des CNC-Revolverstempels zu gewährleisten, insbesondere beim langen Hub.
Die folgenden Fütterungsformen werden derzeit von den wichtigsten Herstellern verwendet:
3.8.1 Eigenschaften des Kugelgewindetriebs
Der Kugelgewindetrieb ist die häufigste Vorschubstruktur. Zwischen der Kugelgewindespindel und der Spindelmutter des Kugelgewindepaares rollen viele Kugeln.
Der Laufwiderstand ist gering, so dass eine hohe Bewegungseffizienz erzielt werden kann. Ein ausgereiftes Verarbeitungssystem ist die Garantie für hohe Genauigkeit.
Kein Seitenspiel, hohe Steifigkeit, hohe Vorschubgeschwindigkeit, geringe Erwärmung.
Ihre Nachteile sind hohe Verarbeitungskosten und eine geringe Tragfähigkeit.
Darüber hinaus verwenden einige Unternehmen jetzt Präzisionsrollspindeln, um Kosten zu sparen.
Aufgrund der geringen Genauigkeit ist es jedoch schwierig, die Stabilität der Produktqualität zu kontrollieren, da in der Praxis ein Ausgleich der Querschnittsparameter erforderlich ist.
3.8.2 Eigenschaften der Zahnstange
In den letzten Jahren hat sich die Zahnstange immer mehr durchgesetzt.
Seine Vorteile liegen in der großen Belastung, der hohen Übertragungsgeschwindigkeit, dem niedrigen Preis und der einfachen Verarbeitung.
Der Nachteil liegt in den hohen Installationsanforderungen.
Wenn die Verarbeitungs- und Installationsgenauigkeit schlecht ist, kann es leicht zu Verschleiß und Lärm kommen.
Der Arbeitstisch der CNC-Stanzmaschine kann in zwei Bereiche unterteilt werden:
Fester Arbeitstisch, Semi-Servo-Arbeitstisch und voller Servo-Arbeitstisch.
Je nach Funktion kann sie in Bürstenwerkbank und Stahlkugelwerkbank unterteilt werden.
Die tatsächliche Stanzgenauigkeit beträgt 0,15 mm aufgrund des großen Reibungswiderstands des Bürstentisches und 0,1 mm für den Stahlkugeltisch.
Gegenwärtig sind CNC-Revolverstanzsysteme hauptsächlich wie folgt:
Darüber hinaus gibt es weitere CNC-Systeme, die in der Stanzmaschinenindustrie nur selten eingesetzt werden, wie das spanische FAGOR CNC-System, das Nisshin CNC-System für Textilstanzen usw.
3.11 Typ des hydraulischen Systems der CNC-Revolverstanze
Die Hydrauliksysteme für CNC Stanzmaschinen können in zwei Kategorien unterteilt werden:
Bei dem einen handelt es sich um ein direktes servohydraulisches System, das eine variable Pumpe mit großem Durchfluss und ein Servoventil zur Steuerung des Hauptölkreislaufs verwendet und ein numerisches Steuerungssystem zur Programmierung und Steuerung der Bewegung des Stempels einsetzt;
Merkmale der direkten Servohydraulik
Vorteile:
Das CNC-System steuert direkt die Stanzbewegung des Stempels, mit flexiblen und vielfältigen Steuerungsmethoden.
Die maximale Stanzkraft kann auch im Benutzerprogramm eingestellt werden.
Benachteiligungen:
Hoher Energieverbrauch, hohe Kosten, hohe Anforderungen an die Qualität des Hydrauliköls, hohe Wartungs- und Nutzungskosten für den Benutzer in der Folgezeit und schwerwiegender Ausfall des Servoventils durch leichte Ölverschmutzung beim regelmäßigen Ölwechsel und bei der Wartung (hohe Kosten für den Austausch des Servoventils).
Der andere Typ ist das indirekte Hydrauliksystem, bei dem Hoch- und Niederdruck-Duplexpumpen zur Ölversorgung eingesetzt werden.
Der doppelte Hoch- und Niederdruck-Ölkreislauf verfügt über Hochgeschwindigkeits-Umschaltventile, die die Bewegung des Zylinders koordinieren und steuern.
Das Hydrauliksystem verfügt über eine eigene Hochgeschwindigkeits-Servosteuerungseinheit.
Das CNC-System wählt den Bewegungsmodus des Stößels aus und gibt die entsprechenden Parameter für das Hydrauliksystem ein.
Merkmale des indirekten servohydraulischen Systems
Vorteile:
Hohe Effizienz, Energieeinsparung, einfache Steuerung, Wirtschaftlichkeit, Zuverlässigkeit, Langlebigkeit und einfache Wartung;
Benachteiligungen:
Der maximale Impulsdruck während des Betriebs kann nicht über das Programm eingestellt und angepasst werden.
Gegenwärtig verwendet das Unternehmen hauptsächlich das hydraulische Stanzsystem des deutschen Herstellers Harley, und die entsprechenden Modelle sind wie folgt:
ECO verwendet das hochwertige Hydrauliksystem des deutschen Herstellers Halley mit einer Hubfrequenz von 6 mm und einer Geschwindigkeit von 600 Mal pro Minute;
HKL verwendet das mittel- und hochwertige Servohydrauliksystem von Halley aus Deutschland mit hoher Präzision (bis zu ± 0,2 mm), hochpräziser Langsamumformung, hochpräziser Walzfunktion und einer Hubfrequenz von 5 mm bei 1000 Bewegungen pro Minute;
HRE nimmt die High-End-Servo-Hydraulik-System von Deutschland Halley, mit mehreren Modi der Kontrolle der Stanz-Bewegung Hohe Präzision (± 0,1 mm gerollt werden kann), viele steuerbare Parameter in den Kontrollmodus (Geschwindigkeit kann auch gesteuert werden), und die Kennzeichnung Frequenz kann 1750 mal pro Minute erreichen.
HPPC ist das hochwertigste servohydraulische System, das Halley auf den Markt gebracht hat. Es vereint alle Vorteile der anderen Systeme und ist mit 3800 Markierungen pro Minute deutlich schneller.
Das verschleißarme Hydrauliköl Mobil ATF220 wird einheitlich im Haley-Hydrauliksystem und das verschleißarme Hydrauliköl Mobil DTE25 im HIQ-Reinigungssystem verwendet.
Die Stanztonnage der hydraulischen Stanzen der Serien HPH, HPI, HPQ, HPC und HIQ beträgt 30 t und der Stanzdruck der hydraulischen Stanzen der Serie HBL 50 t.
3.12 Bedeutung des Typenschlüssels der CNC-Revolverstanze
Jeder Werkzeugmaschinencode hat seine eigene Bedeutung.
Zum Beispiel, die aktuelle Werkzeugmaschine Code HPI-3048-40LA2, wo 30 steht für die Stanztonnage von 30 Tonnen (20 steht für 20 Tonnen), 4 steht für die Y-Achse Verfahrweg von 1250 mm (5 steht für 1500 mm), 8 steht für die X-Achse Linie von 2500 mm, 40 steht für den Revolver von 40 Stationen, L steht für die lange Matrize, A2 steht für die Maschine ist mit zwei rotierenden Formen ausgestattet.
Frage zum Nachdenken:
1 Was sind die Hauptbestandteile der CNC-Revolverstanze?
2. Welche CNC-Systeme werden hauptsächlich für CNC-Revolverstanzungen eingesetzt?
3. Das Hydrauliksystem, das mehreren Modellen von Yawei CNC Revolverstempeln entspricht?
Je nach Führung wird sie unterteilt in: lange Führungsform und kurze Führungsform;
Nach der Art der Rückstellung: Federrückstellung Form und erzwungene Rückstellung Form;
Je nach der inneren Struktur wird sie unterteilt in: integrale Form und modulare kombinierte Form;
Je nach Größe und Spezifikation: A, B, C, D, E Station Formen;
Nach dem Verfahren verwenden: Stanzen, Formen, Rollen und andere Formen;
Je nach Leistung kann man sie unterteilen in: normale Form, verschleißfeste Beschichtungsform und Anti-Streifen-Form;
Je nach der Form der Schneide kann man sie in flache und schräge Schneideformen unterteilen;
Je nach Anzahl der Formkerne kann man sie unterteilen in: Einzelstempelform, Mehrfachunterform und Mehrlochform.
Standardstruktur (Serie E85);
Schnellwechselstruktur (Serie S90);
Schwerlaststruktur (Edelstahl über 2,5 mm an Station A und B, kaltgewalztes Blech über 3,5 mm, Aluminiumblech über 4,5 mm).
Flache Kante;
Schräge Schnittkante (Dachkonstruktion);
Innere konkave Schneidkante;
Abgeschrägte Innenkante.
Die Matrize wird hauptsächlich aus Schnellarbeitsstahl SKH und M2 hergestellt, die für kaltgewalzte Bleche, Aluminiumbleche und Edelstahlbleche geeignet und härter als legierter Stahl sind.
Die legierten Werkzeugstähle SKD und D2 eignen sich hauptsächlich für kaltgewalzte Bleche und Aluminiumbleche mit niedrigen Materialkosten.
Härte: reflektierende Anti-Verformungsfähigkeit;
Zähigkeit: reflektiert die Stoßfestigkeit;
Abriebfestigkeit: Er spiegelt die Verschleißfestigkeit und Korrosionsbeständigkeit wider.
Die Vorteile des optimalen Schnittspalt in der Praxis sind: effektive Verlängerung der Standzeit der Matrize, gute Entlastungswirkung, Reduzierung von Grat und Bördelung und Verkürzung der Schleifzeiten.
Der Abstand ist zu gering: steigt der Stanzdruck, der Verschleiß zwischen Stempel und Untermatrize wird beschleunigt und die Lebensdauer der Matrize verkürzt sich;
Übermäßiger Abstand: großer Grat, schlechte Stanzqualität;
Wenn der Abstand zu groß oder zu klein ist, kann die Schneide des Stempels leicht verkleben, was zu Streifenbildung führen kann.
In der folgenden Tabelle sind einige typische Blechdicken und Abstände aufgeführt.
| Dicke | 1.0 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 6.0 |
| Aluminiumplatte | 0.15 | 0.3 | 0.38 | 0.45 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| Kaltgewalztes Blech | 0.2 | 0.4 | 0.5 | 0.7 | 0.85 | 1.0 | 1.1 | 1.25 | 1.5 |
| Rostfreier Stahl | 0.25 | 0.55 | 0.65 | 0.9 | 1.05 | 1.2 | 1.35 |
Verarbeitungsform, Blechdicke und Verarbeitungsmaterial.
Wenn die Schneidkante R der Matrize 0,1 mm erreicht, müssen der Stempel und die untere Matrize geschliffen werden.
Die Schnittmenge beträgt weniger als 0,013 mm;
Der Rand der Matrize R sollte nicht mehr als 0,25 mm betragen, da er sonst in das Stadium des starken Verschleißes übergeht;
Ausreichende Kühlung, um ein Ausglühen des Stempels zu verhindern;
Nach dem Schleifen reinigen, entmagnetisieren und schmieren;
Die Unterlegscheiben werden nach dem Schärfen des Unterstempels hinzugefügt.
Frage zum Nachdenken:
1. Wie viele Strukturen hat die NC-Revolverstempelmatrize?
2. Wie wählt man die Schnittspalt der CNC-Revolverstanze?
3. Vorsichtsmaßnahmen für das Schleifen von CNC-Revolverstanzwerkzeugen?