
How to Calculate Sheet Metal Weight: Essential Formulas
Ever wondered how to quickly calculate the weight of sheet metal? This article unveils a simple formula that takes the…
Have you ever wondered what tools and techniques skilled bench workers use to craft precision parts? From workbenches to grinding machines, this article explores the essential equipment and best practices of fitters. Learn how these craftspeople organize their workspaces, handle specialized tools, and operate machinery safely. Whether you’re curious about the trade or looking to improve your own skills, you’ll find valuable insights into the world of bench work.

A fitter is a worker who manually operates tools, instruments, or equipment to manufacture parts, install, debug, and repair equipment. According to the different work characteristics and contents of fitters, they are usually divided into mold fitters, maintenance fitters, and assembly fitters.
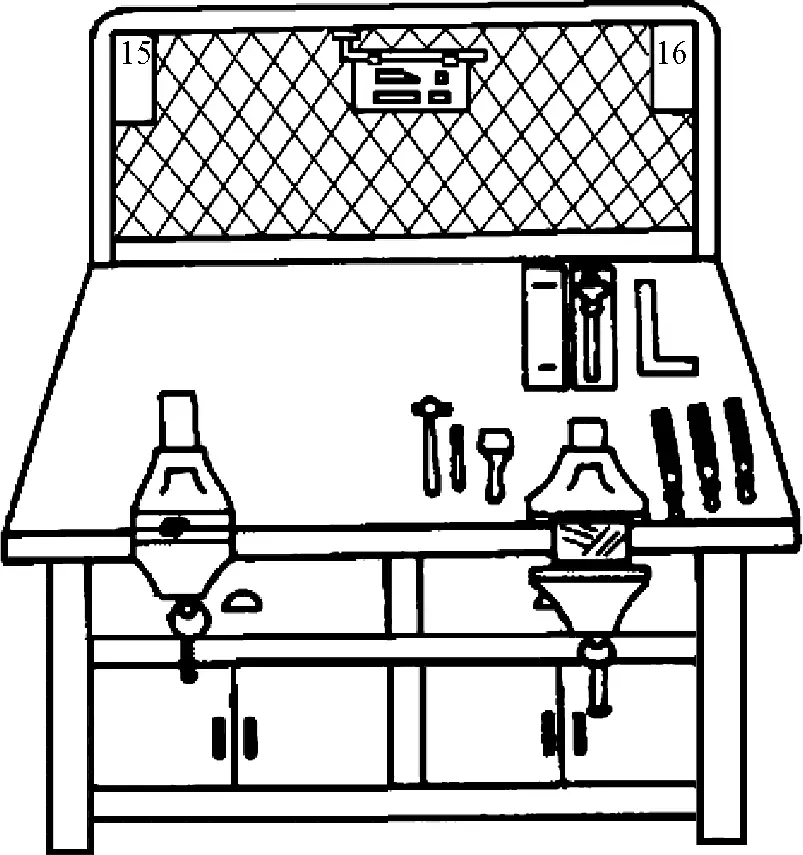
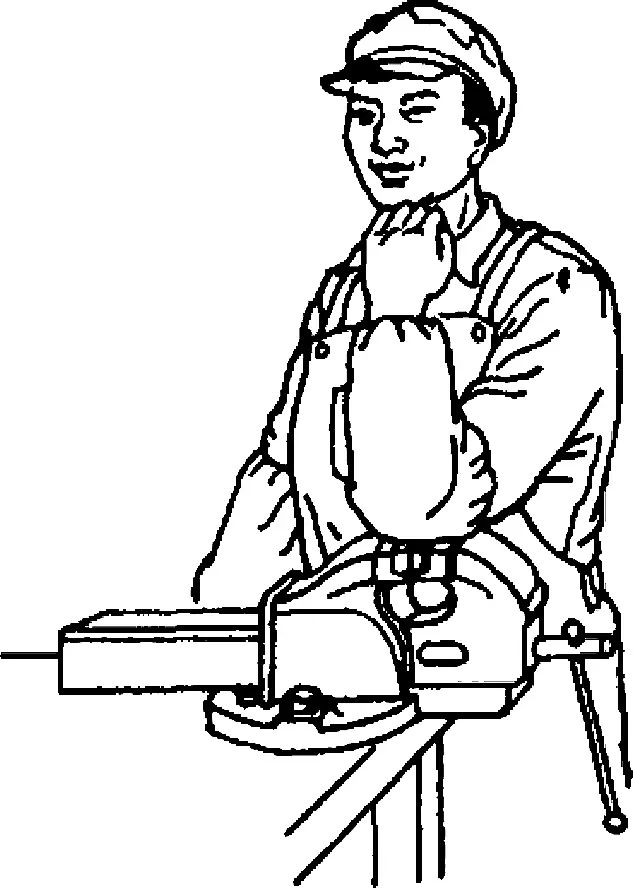
Figure 2 shows a common workbench for fitters. It is a specialized bench for fitter operations, generally made of hardwood or steel-wood structure, available in single-person and multi-person versions. The tabletop is 700-900mm from the ground, with a thickness of 60-80mm. The bench vise is installed on the tabletop, with its jaw height at elbow level, as shown in Figure 3.
A bench vise is a fixture installed on the workbench for holding workpieces, available in fixed and swivel types, as shown in Figure 4. The specification of a bench vise is expressed by its jaw width, with common sizes being 100mm, 125mm, 150mm, etc.
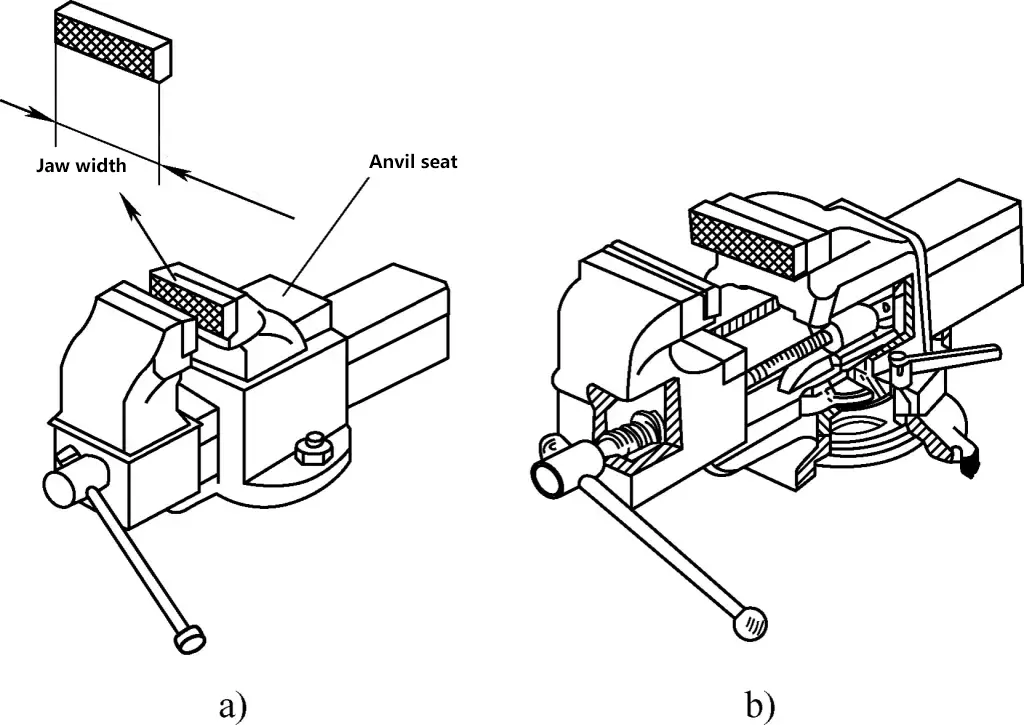
a) Fixed bench vise
b) Swivel bench vise
The main body of the bench vise is made of cast iron and bolted to the bench, with its structure shown in Figure 5. Its opening and closing are achieved through the screw transmission between the lead screw and nut. The swivel bench vise has a locking handle on the turntable base, with external threads at the front end that match the rotating plate at the bottom of the bench vise. When needed, loosen the locking handle, and the vise body can rotate. When rotated to the desired position, the locking handle can be tightened.
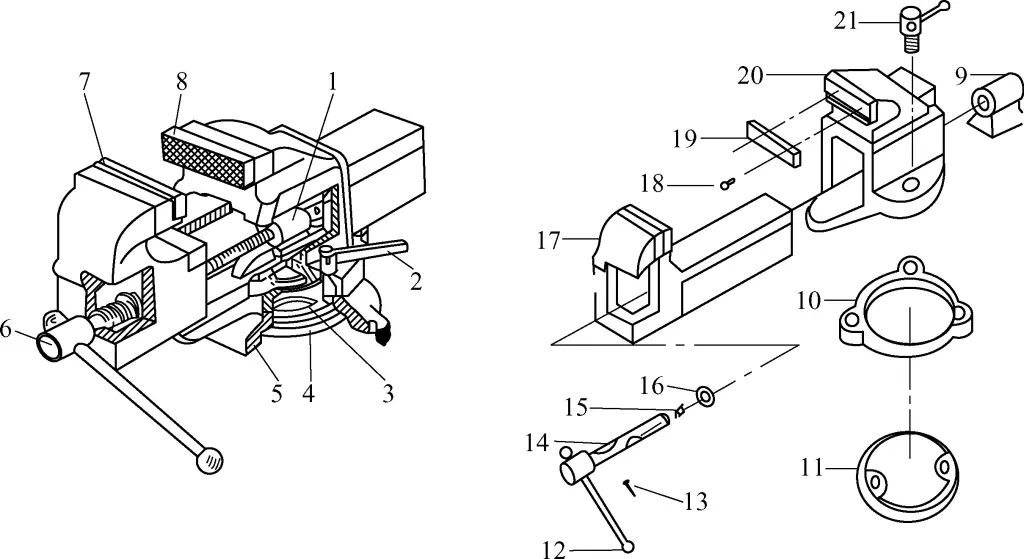
1, 9—Nut
2, 21—Rotating plate locking handle
3, 10—Rotating plate
4, 11—Base
5—Turntable base
6, 14—Lead screw
7—Movable jaw
8—Fixed jaw
12—Handle
13—Pin
15—Buffer spring
16—Washer
17—Movable jaw body
18—Jaw fixing screw
19—Jaw (hardened)
20—Fixed jaw body
1) When installing the bench vise on the workbench, the working surface of the fixed jaw must be beyond the edge of the workbench to ensure that the lower end of bar-shaped workpieces is not obstructed by the workbench edge when clamped, as shown in Figure 6.
2) The bench vise must be firmly fixed to the workbench, with both fixing bolts tightened to prevent the vise body from loosening during work. Otherwise, it may damage the bench vise and affect work quality.
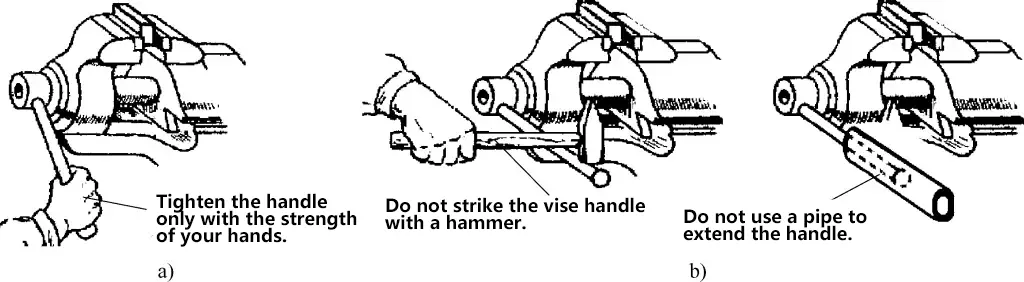
3) When clamping workpieces, only manual force is allowed to turn the handle. Never hit the handle with a hammer or arbitrarily use a long pipe to turn the handle, to avoid damaging the lead screw, nut, or vise body, as shown in Figure 7.
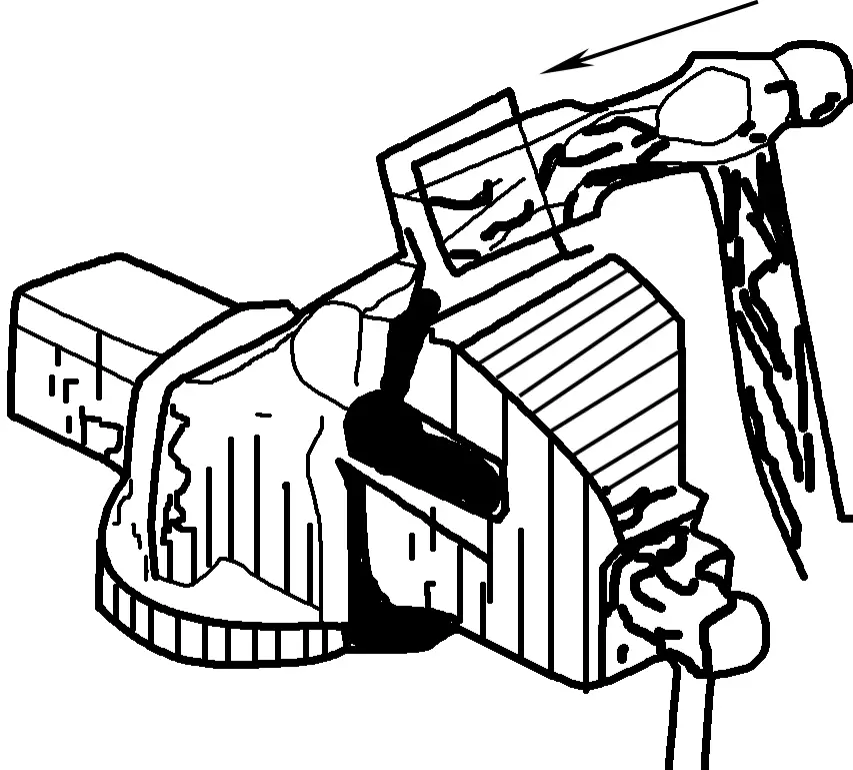
4) During high-force operations, the force direction should be towards the fixed jaw body. Otherwise, it will increase the load on the lead screw and nut, causing thread damage. In severe cases, it may break the nut, rendering the bench vise unusable, as shown in Figure 8.
5) Tools can be placed on the anvil seat of the bench vise, which can also be used for straightening small thin plates. However, do not perform hammering operations on other smooth surfaces of the movable jaw body, as this will reduce its fitting performance with the fixed jaw body.
6) Regularly clean dirt from the lead screw, nut, and other moving surfaces, add lubricating oil, and keep them clean. This prevents rust, improves transmission flexibility, and extends the service life of the bench vise.
7) When possible, try to clamp workpieces in the center of the bench vise to avoid uneven force on the jaws, as shown in Figure 9.
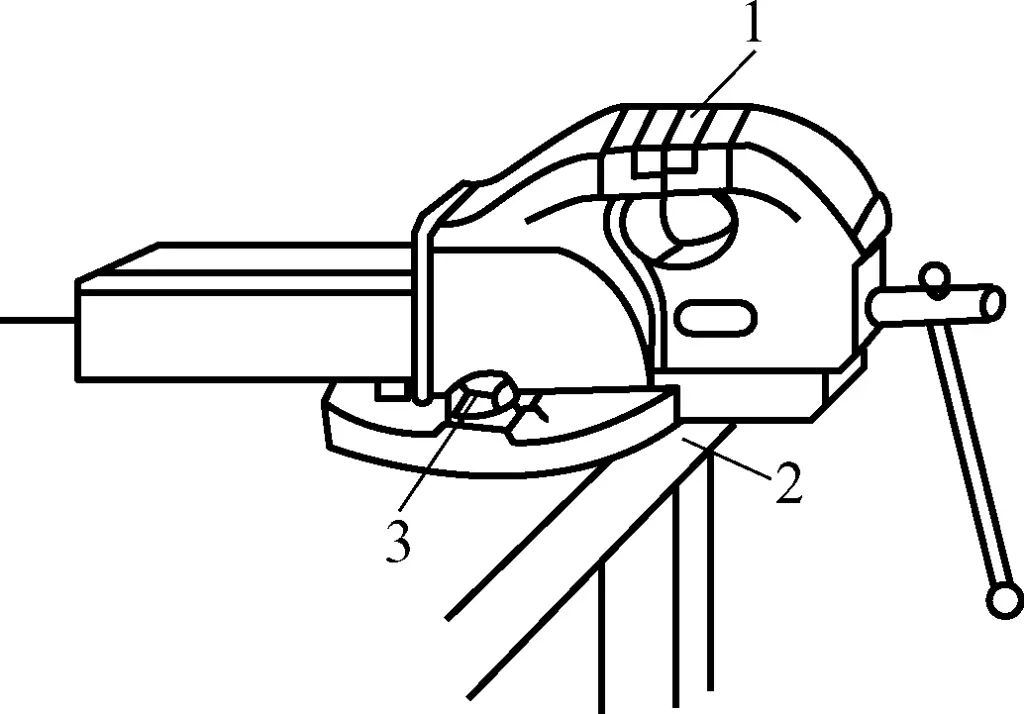
1—Jaw
2—Workbench
3—Fixing bolt
a) Correct usage method
b) Incorrect usage method
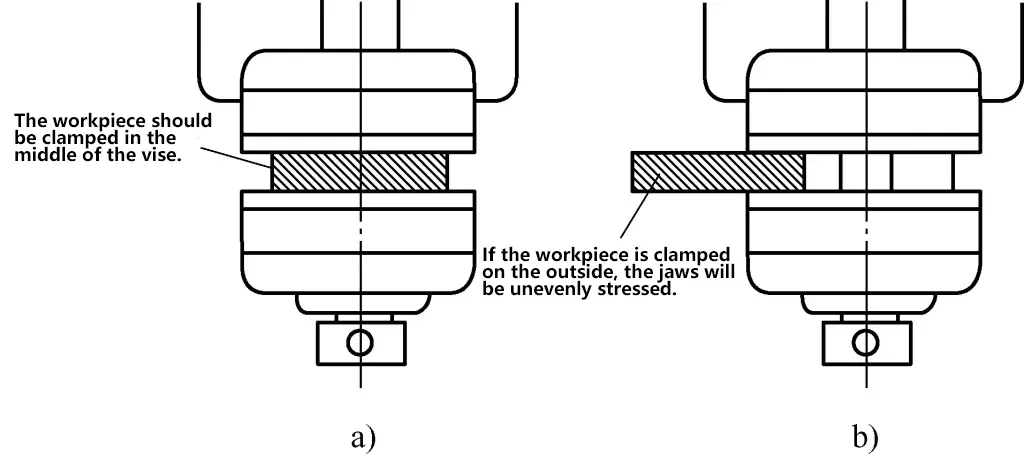
a) Correct clamping method
b) Incorrect clamping method
Grinding machines are mainly used for sharpening cutting tools and other tools, such as drill bits, chisels, scribers, and punches. They can generally be divided into two types: standard grinding machines and dust-collecting grinding machines, as shown in Figure 10.
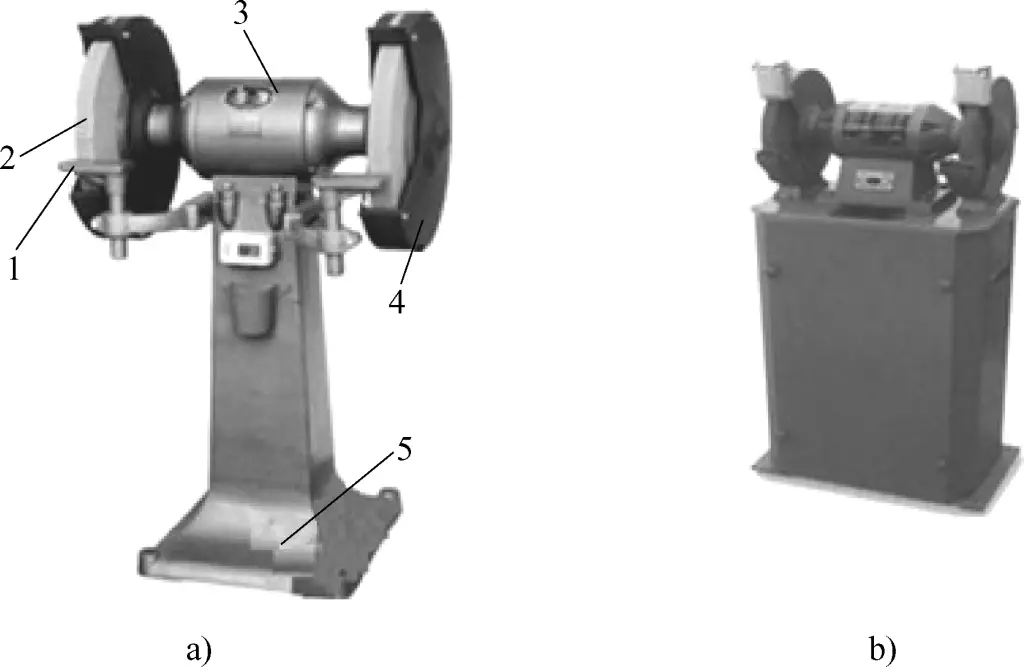
a) Standard grinding machine
b) Dust-collecting grinding machine
1—Tool rest
2—Grinding wheel
3—Electric motor
4—Guard
5—Base
1) Preparation before operating the grinding machine
2) Precautions for operating the grinding machine
3) Maintenance and care of grinding machines
Drilling machines include bench drills, upright drills, and radial drilling machines, which are hole-processing equipment.
As shown in Figure 11a, a bench drilling machine, also known as a bench drill, is a small drilling machine used on tabletops. It typically drills holes with diameters of 13mm or less, with the smallest possible hole diameter being 0.1mm. Bench drills are compact, flexible, and easy to use. They are the main equipment for drilling small diameter holes and are most commonly used in instrument manufacturing, fitter work, and assembly.
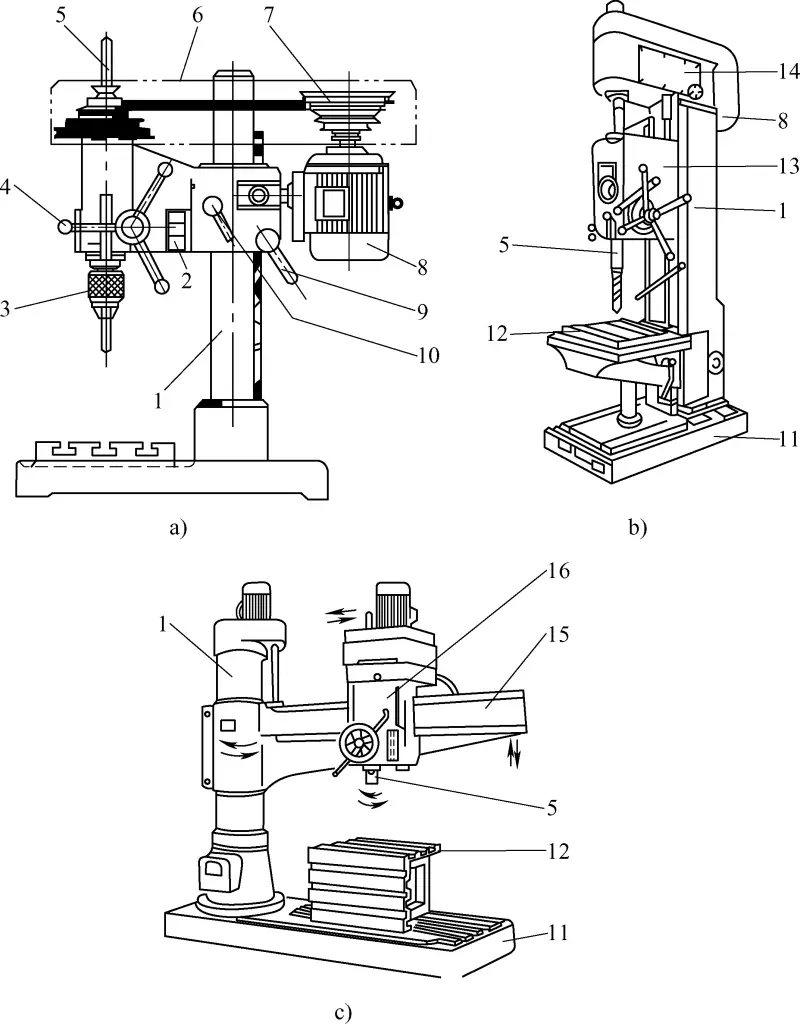
a) Bench drilling machine
b) Upright drilling machine
c) Radial arm drilling machine
1—Column
2—Switch
3—Drill chuck
4—Feed handle
5—Spindle
6—Drive belt cover
7—Tower V-belt pulley
8—Motor
9—Elevating handle
10—Locking handle
11—Base
12—Worktable
13—Feed box
14—Spindle speed gearbox
15—Radial arm
16—Spindle head
As shown in Figure 11b, the vertical drilling machine, also known as a vertical drill, is a medium-sized drilling machine. This type of drilling machine has maximum drilling diameters of ϕ25mm, ϕ35mm, ϕ40mm, and ϕ50mm, among others. The drill size is indicated by its maximum drilling diameter. The vertical drill mainly consists of a spindle, spindle speed gearbox, feed box, column, worktable, and base. It is suitable for reaming, countersinking, boring, and thread tapping operations.
As shown in Figure 11c, the radial arm drilling machine has an arm that can rotate around the column. The arm carrying the spindle head can move vertically along the column, and the spindle head can also move horizontally along the arm.
Due to these structural features of the radial arm drilling machine, it is convenient to adjust the position of the tool to align with the center of the hole being machined without moving the workpiece. Therefore, the radial arm drilling machine is suitable for processing large, heavy workpieces and multi-hole workpieces. It is widely used in both single-piece and batch production.
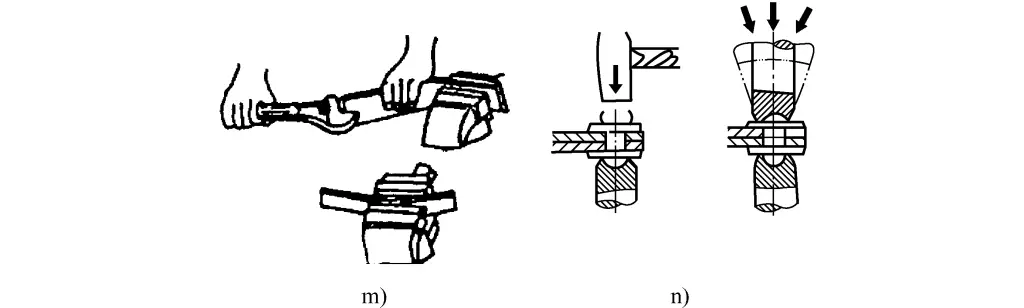
As shown in Figure 12, basic bench work operations include: part measurement, marking, chiseling, filing, sawing, drilling, countersinking, thread tapping and threading, riveting, scraping, as well as straightening and bending, grinding, and simple heat treatment.
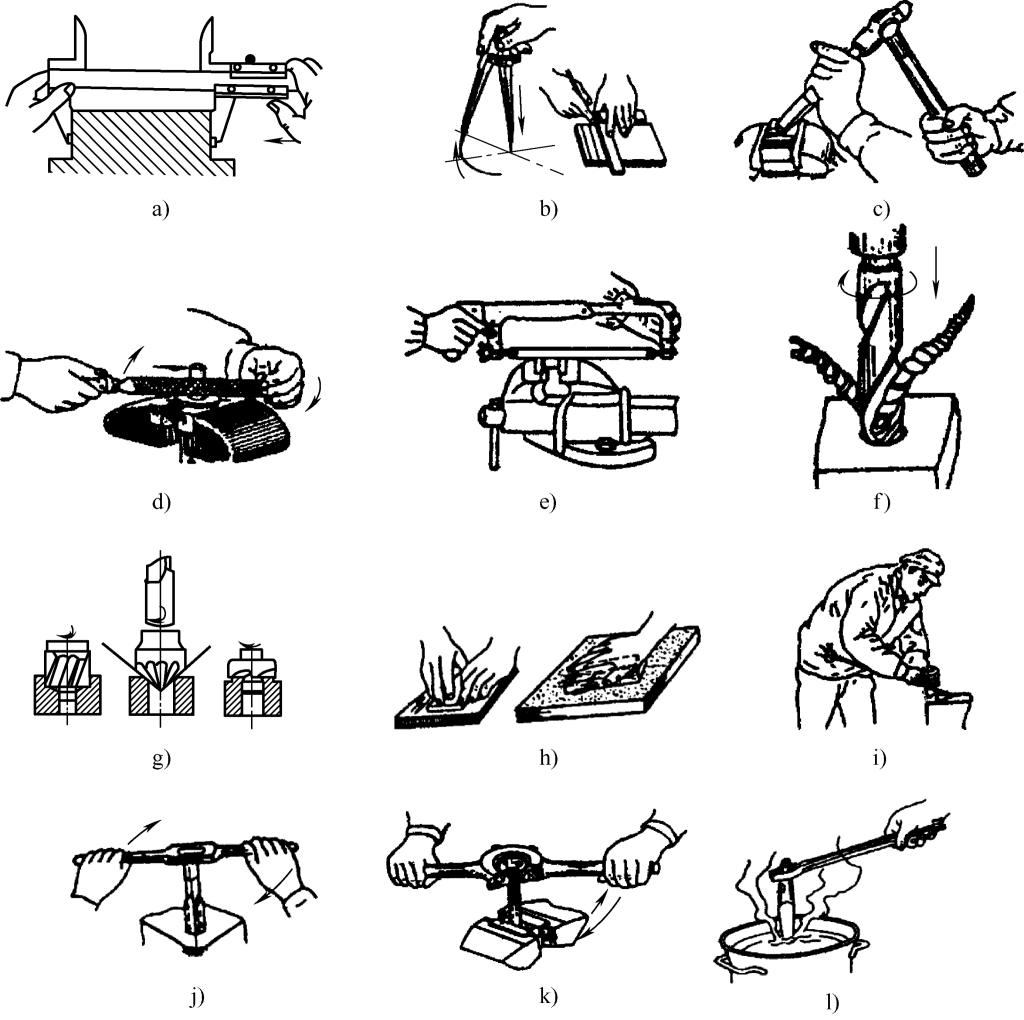
a) Measurement
b) Marking
c) Chiseling
d) Filing
e) Sawing
f) Drilling
g) Countersinking
h) Grinding
i) Scraping
j) Thread tapping
k) Threading
l) Simple heat treatment
m) Straightening and bending
n) Riveting
To ensure the safety of bench work, all personnel engaged in bench work must understand and master the general safety requirements for bench work, which include the following:







