Step-by-Step Guide to Welding GI Pipes with the Best Welding Rods
Welding galvanized iron (GI) pipes can be a daunting task if you don’t know where to start, but with the…
When you’re just starting out with welding square tubing, choosing the right welding rod can feel like navigating a maze. With so many options available, it’s easy to feel overwhelmed. Are you wondering which welding rod will give you the best results for your projects? Look no further! This beginner’s guide is here to demystify the process and help you understand the best welding rods for square tubing, focusing on popular choices like 6013, 7018, and 6010. You’ll learn how these rods compare, the ideal amperage settings for each, and practical tips to ensure your welds are strong and clean. Ready to dive in and find the perfect rod for your needs? Let’s get started!
Welding rods, also known as electrodes, are essential components in the welding process, serving as filler material to create a bond between metal pieces. When working with square tubing, selecting the right welding rod is crucial to ensure strong, durable welds that can withstand the demands of various applications.
Square tubing is popular in construction, fabrication, and industrial applications because of its strength and versatility. Choosing the right welding rod is crucial for ensuring high-quality welds, ease of welding, and strong finished structures. Using the right rod prevents weak joints, excessive spatter, and problems with penetration.
E6010 rods offer deep penetration and can weld in all positions, making them perfect for thick square tubing and heavy-duty projects. These rods require DC current and produce a narrow, spray-type arc that ensures strong, durable welds. They are particularly effective for root passes and industrial projects where robust welds are necessary.
E6011 rods offer similar deep penetration but can be used with both AC and DC currents, providing more versatility for different power sources. These rods are suitable for thick square tubing and general-purpose steel welding. E6011 rods are easier to use than E6010, making them a good choice for beginners and hobbyists who may not have access to DC power sources.
E6013 rods produce a smooth arc with minimal spatter, making cleanup easier. They are ideal for sheet metal and repairs, although they may not offer the strength needed for heavy-duty or structural tubing welding. These rods provide medium penetration and are easier to control, making them ideal for thin to medium square tubing and light fabrication work.
E7018 rods are low-hydrogen electrodes that produce strong, clean welds with good ductility and toughness. These rods offer medium to deep penetration and are preferred for structural applications, including square tubing frames requiring high strength and fatigue resistance. E7018 rods typically require DC current and proper storage to prevent moisture contamination, making them a bit more challenging for beginners. However, they deliver excellent weld quality for critical tubing welds.
Understanding the characteristics and best uses of each welding rod type helps beginners select the right electrode for their square tubing projects, ensuring quality and longevity in their welds.
The 6013 welding rod is versatile and user-friendly, making it ideal for beginners. Made from mild steel with a high titania potassium coating, it stabilizes the arc and reduces spatter. This rod offers light to medium penetration and produces a smooth, easy-to-control arc. With a tensile strength of about 60,000 PSI, it is suitable for many DIY projects and light fabrication tasks. It can be used in all welding positions and is highly favored by beginners for its forgiving nature and minimal slag production.
The 7018 welding rod is renowned for its strength and reliability, particularly in structural applications. Designed for low, medium, and high carbon steels as well as higher strength low alloy steels, it features a low-hydrogen iron powder coating. This rod provides medium penetration with a smooth puddle flow and minimal spatter, making it easier to achieve clean welds. Offering a tensile strength of around 70,000 PSI, it is ideal for structural and critical welds. Suitable for all welding positions, it requires proper storage to prevent moisture absorption, which can affect performance. It produces strong, durable welds with good impact resistance, essential for load-bearing structures.
The 6010 welding rod is known for its deep penetration and ability to handle challenging conditions. Featuring a cellulose sodium coating, it facilitates deep penetration and fast-freeze characteristics. This rod excels in deep penetration, making it suitable for welding through rust, dirt, or paint. It provides strong welds with high power density, crucial for industrial applications. Usable in all positions, it requires more skill to handle effectively due to its vigorous arc. It works well on dirty or rusty metals, ideal for fieldwork where thorough cleaning isn’t practical.
| Feature | 6013 | 7018 | 6010 |
|---|---|---|---|
| Ease of Use | Very easy, best for beginners | Moderate, requires some skill | Difficult, not beginner-friendly |
| Penetration | Light to medium | Medium | Deep penetration |
| Weld Strength | Moderate (60,000 PSI) | High | High |
| Spatter | Low | Low | High |
| Positions | All positions | All positions | All positions |
| Surface Prep | Clean metal recommended | Clean metal required | Can weld dirty/rusty metal |
| Best For | General purpose, light fabrication, beginners | Structural, high-strength welds, load-bearing square tubing | Root passes, dirty metal, pipe welding |
Welding rods, also known as electrodes, come in various sizes, each suited for different thicknesses of metal. Rod size affects both weld penetration and bead width. Generally, smaller diameter rods are used for thinner materials to minimize heat input and ensure precise control.
For thin square tubing up to 1/8 inch thick, it’s best to use a rod one size smaller than the base metal, such as a 3/32 inch rod for 1/8 inch tubing.
Choosing the right amperage is essential for proper weld penetration and avoiding defects. Here are some guidelines:
For thicker materials (over 1/4 inch), higher amperage is required, but this can increase heat and spatter. Beveling the edges and using smaller rods can help manage these issues effectively.
Aim for enough penetration without too much heat to avoid warping or blow-through. Carefully balancing these factors is essential for high-quality welds.
The position of the weld and the welding technique also influence the choice of rod size and amperage. Adjusting your technique to match the material and rod size is vital for successful welding.
Different flux coatings on welding rods react differently to the current, which affects the choice of amperage. Understanding the specific characteristics of the rod type being used will help in selecting the appropriate settings.
By carefully selecting the right rod size and amperage, you can ensure precise control and high-quality welds when working with thin square tubing.
Slag is a byproduct of stick welding that forms a protective layer over the weld bead. Proper slag control is essential for achieving clean, strong welds. Here are some tips to help you manage slag effectively:
Keeping a consistent arc length is crucial for controlling slag formation and ensuring a clean weld. An arc that is too long can cause excessive spatter and slag, while an arc that is too short can cause the rod to stick to the workpiece. Aim for an arc length approximately equal to the diameter of the rod being used.
Travel speed affects slag formation and weld quality. Moving too quickly can result in insufficient slag coverage, while moving too slowly can cause excessive slag buildup, leading to a poor weld appearance. A steady, moderate pace ensures proper slag formation and a clean weld.
Hold the welding rod at a slight angle, about 10-15 degrees from vertical, in the direction you’re welding. This helps the slag flow behind the weld bead, preventing it from getting trapped in the weld.
After each weld pass, use a chipping hammer and wire brush to remove the slag. This exposes clean metal for the next pass, ensuring better fusion and preventing slag inclusions.
Consistent rod manipulation and steady hand movement are key to forming uniform slag coverage. Practice maintaining a steady hand and consistent technique to improve slag control over time.
Penetration refers to how deeply the weld fuses into the base metal. Proper penetration is crucial for strong, durable welds. Here are some tips to achieve good penetration:
Choose a welding rod that offers the right level of penetration for your material thickness. For example, 6013 rods are suitable for thinner square tubing, while 7018 and 6010 rods are better for thicker or structural tubing.
Set the welding machine to the recommended amperage for the rod size and material thickness. Too low amperage results in poor penetration, while too high amperage can cause burn-through or excessive spatter. Refer to the rod manufacturer’s guidelines for specific settings.
Maintain the correct electrode angle and positioning to ensure the arc penetrates the joint evenly. A common technique is to hold the rod at a 10-15 degree angle to the workpiece, directing the heat into the joint.
Travel speed influences penetration depth. Moving too quickly can result in shallow penetration, while moving too slowly can cause overheating and excessive slag. A steady, moderate speed allows the heat to penetrate the joint adequately without causing defects.
Welding on clean, rust-free metal enhances penetration and reduces the risk of slag inclusions. Before welding, remove any contaminants like rust, paint, or oil from the workpiece to ensure a strong, clean weld.
By following these tips for controlling slag and achieving proper penetration, you can improve the quality and strength of your welds on square tubing. Regular practice and attention to detail will help you develop consistent welding techniques, leading to better results in your projects.
Choosing the right welding rod is essential for beginners stick welding square tubing. Here are key considerations:
Ensure the welding rod matches the material of your square tubing. Common choices include E70XX or E60XX electrodes for steel tubing, which offer good strength and penetration.
For thinner tubing (less than 1mm), consider using MIG or TIG welding for better precision and reduced risk of burn-through. If stick welding is necessary, opt for a smaller diameter rod to control heat input effectively.
Smaller diameter rods, such as 1/8 inch (3.2 mm), are generally preferred for thinner materials to prevent excessive heat buildup and ensure precise control. This helps in achieving cleaner and stronger welds.
Mastering the correct techniques is essential for achieving high-quality welds on square tubing.
Start welding in the middle of the sides and move towards the ends to evenly distribute the heat. This method minimizes distortion and ensures a balanced weld.
Welding direction is crucial for maintaining structural integrity. For T-joints in square tubing, weld from the center outwards to help preserve the structure.
Maintain a tight arc and consistent movement to ensure a uniform weld bead and avoid excessive heat buildup. This helps in achieving cleaner and stronger welds.
Regularly clean off slag using a chipping hammer and wire brush. This allows for inspection of your welds and ensures a strong bond.
Stick welding square tubing comes with its own set of challenges. Here are some common issues and solutions:
Thin square tubing can easily burn through or warp. Use lower heat settings and keep the arc moving to mitigate these problems.
Plan your weld sequence to minimize thermal deformation. Welding in stages and allowing the piece to cool slightly between passes can help manage this issue.
Adopting best practices can significantly improve your stick welding skills.
Start with tubing that is at least 2-3mm thick to gain experience and build confidence before moving to thinner, more precision-demanding materials.
Always wear proper safety gear, including gloves, a helmet, and protective clothing, to ensure safety while welding.
Watch tutorials or seek advice from experienced welders to enhance your techniques and understand the nuances of stick welding square tubing.
Below are answers to some frequently asked questions:
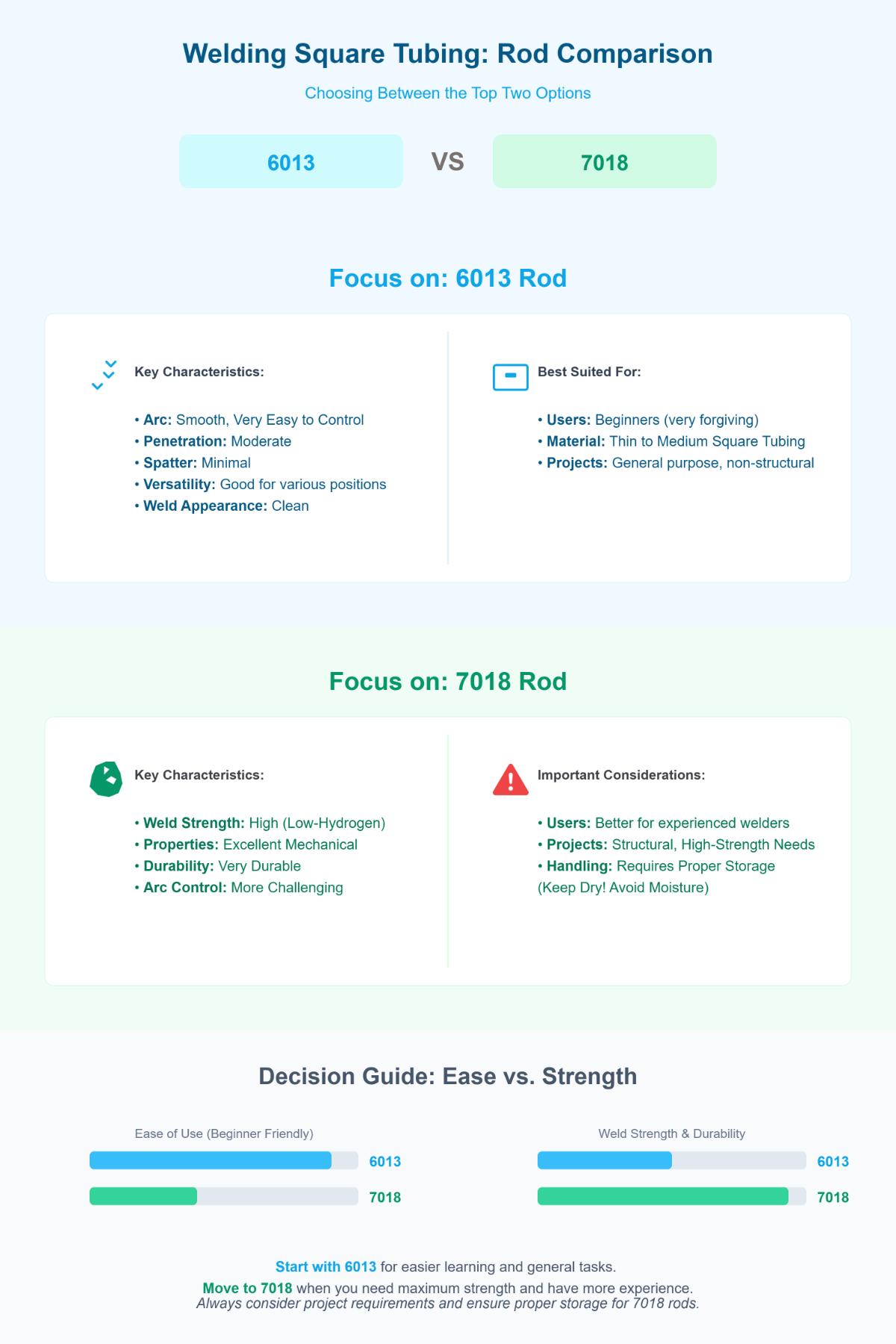
When welding square tubing, especially for beginners, the best welding rods are generally the 6013 and 7018 rods. The 6013 welding rod is ideal because it provides a smooth, easy-to-control arc with moderate penetration, making it suitable for the thin to medium thickness of square tubing. It is also versatile for various welding positions and produces clean welds with minimal spatter. This rod is perfect for beginners due to its forgiving nature and ease of use.
The 7018 welding rod, while slightly more challenging for beginners, offers stronger, low-hydrogen welds with better mechanical properties and durability, making it suitable for structural projects requiring higher strength. However, it requires proper storage to prevent moisture absorption.
For a balance of ease and quality, start with the 6013 rod and, as you gain experience, consider the 7018 rod for projects demanding higher strength.
When comparing E6013, E7018, and E6010 welding rods for thin square tubing, it’s important to consider their penetration levels, ease of use, and application suitability. E6013 welding rods are often recommended for thin square tubing due to their light to medium penetration, which is ideal for thinner materials. They provide a smooth, easy-to-maintain arc with minimal spatter, making them beginner-friendly and suitable for creating clean, attractive welds.
E7018 rods also offer light to medium penetration and produce strong, high-quality welds. However, they require more specific conditions, such as shielded welding, which might be less convenient for beginners or simpler projects.
E6010 rods, known for their deep penetration, are generally more aggressive and better suited for thicker materials or surfaces that aren’t perfectly clean. While they excel in vertical and overhead welding, they may be too intense for thin square tubing, potentially leading to burn-through.
When using 6013 welding rods for welding 2mm thick square tubing, it is essential to choose the right amperage to ensure quality welds without burning through the metal. For 2mm thick square tubing, a recommended amperage setting is around 70-80 amps. This lower amperage helps to avoid excessive heat input, which can lead to burn-through and ensures better control over the weld pool. Additionally, using a smaller diameter electrode, such as a 2.5mm 6013 rod, is advisable for thin materials to maintain precision and achieve a clean weld. Ensure that the metal surface is clean and free of debris before welding to enhance weld quality.
To avoid slag issues when welding square tubing with stick welding, follow these essential tips:
By following these guidelines, beginners can effectively manage and minimize slag issues while stick welding square tubing.
Welding electrodes, often referred to as welding rods, are essential components in stick welding processes like Shielded Metal Arc Welding (SMAW). These electrodes are consumable, meaning they melt during welding to help join metals. They consist of a core wire coated with flux, which stabilizes the arc and shields the weld from contaminants.
When using welding electrodes, you must select the appropriate type based on your welding needs. Common types include 6013, 7018, and 6010, each with unique properties suited for different applications. For instance, 6013 electrodes are versatile and easy to use, making them ideal for beginners working with thin square tubing. 7018 electrodes are known for their high strength and low hydrogen content, providing robust welds in structural applications. 6010 electrodes offer deep penetration, suitable for challenging welds.
To use electrodes effectively, maintain a proper arc length, adjust current settings based on electrode size, and control the angle of travel. These practices ensure strong, clean welds, essential for achieving good results in welding square tubing.
To achieve good penetration with stick welding on square tubing, follow these best practices:
Firstly, select the appropriate electrodes. E6010 rods are known for their deep penetration and suitability for all positions, while E7018 rods offer medium penetration with a smoother finish. Ensure that the amperage is set within the manufacturer’s recommended range, as higher amperage increases penetration but can cause burn-through on thin tubing.
Maintain a short arc length, ideally equal to the diameter of the electrode. For example, if using a 3.2mm rod, keep the arc length around 2.5-3mm. Control the angle of the electrode based on the welding position: use a slight backward tilt (5–15°) for flat, horizontal, and overhead positions, and a forward tilt (0–15°) for vertical up positions.
Consistent travel speed is crucial. Move steadily to keep the arc in the leading third of the puddle. Avoid moving too slowly, which causes wide, shallow beads, or too quickly, which results in narrow, weak fusion.
Conduct dry runs to ensure there are no obstructions that could disrupt a steady travel speed. Monitor the weld puddle closely; a small hole behind the arc, known as a keyhole, indicates full penetration. Adjust the amperage or angle if the keyhole becomes too large.
Common issues like cold lapping, caused by slow travel speed or insufficient heat, can be corrected by increasing the amperage or speeding up the travel. Maintain a consistent arc length to avoid arc instability.
By following these best practices, beginners can achieve good penetration and produce strong, reliable welds on square tubing.