
Cold Extrusion Core Principles and Types Explained
How do metal parts achieve complex shapes without heating? The answer lies in cold extrusion, a fascinating process that molds…
What if you could enhance the strength and durability of metals without heating them? Cold extrusion offers this possibility by shaping metals at room temperature, significantly improving their properties. This article delves into various materials suitable for cold extrusion, including aluminum, copper, and different steel grades. You’ll discover how modern advancements enable the extrusion of even low-plasticity, high-strength materials, ultimately affecting product quality and mold longevity. Explore the specifics of material selection and the benefits it brings to industrial applications.

Materials used for cold extrusion should possess good plasticity, low deformation resistance, and sensitivity to work hardening. The selection of materials for cold extrusion is one of the crucial considerations in extrusion production. It affects not only the quality and performance of the product but also directly impacts the lifespan of the mold, thereby influencing the complexity of the cold extrusion process to some extent.
With the advancement of modern industry and the emergence of large-tonnage specialized extrusion presses and new mold materials, the range of materials available for cold extrusion has widened, and the variety of materials has gradually expanded.
Many low-plasticity and high-strength materials can now undergo cold extrusion processing within a certain degree of deformation. Currently, the metal materials used for cold extrusion both domestically and internationally are listed in Table 2-3.
Table 2-3: Metals Used for Cold Extrusion
| Material Name | Material Grade | ||
| Lead, Tin, Silver and their alloys | |||
| Zinc and Zinc-Cadmium alloys | |||
| Aluminum and Aluminum Alloys | Pure Aluminum | 1070A,1060,1050A,1035,1200 | |
| Rust-Resistant Aluminum Alloys | 5A01,5A02,5A03,5A05,3A21 | ||
| Hard Aluminum Alloys | 2A01,2A02, 2A04. 22A06,22B11, 2B12, 2A10, 2A11,22A12, 2A13 | ||
| Wrought Aluminum Alloys | 2A50,2A14 | ||
| Super-Hard Aluminum Alloys | 7A09 | ||
| Copper and Copper Alloys | Pure Copper | T1,T2,T3,T4 | |
| Oxygen-Free Copper | TU1,TU2 | ||
| Brass | H62,H68,H70,H80,H85,H90,H96 | ||
| Tin Phosphor Bronze | QSn6. 5-0. 15 | ||
| Magnesium Alloys | Mg99.50, Mg99.00, AZ41M, AZ61M | ||
| Nickel and Nickel Alloys | Pure Nickel | N2,N3,N4.N5,N6 | |
| Nickel-Copper Alloys | NiCu70-30 | ||
| steel | Electrical Pure Iron | DT1,DT2 | |
| Common Carbon Steel | Q195,Q215,Q235,Q275 | ||
| High-Quality Carbon Structural Steel | 08F,15F,08,10,15,20,25,30,35,40,45,50,15Mn,16Mn,20Mn | ||
| Deep Drawing Steel | S10A,S15A,S20A | ||
| Alloy Structural Steel | 20MnV, 20MnB, 15Cr, 20Cr, 30Cr, 40Cr, 45Cr, 15CrMo, 20CrMo,30CrMo,35CrMo, 42CrMo, 12CrNi2,12CrNi3A, 12CrNiTi, 30Mn2,30CrMnSi,35CrMnSi,30CrMnSiA, 40CrMnMo, 40CrNiMo, 18CrMnTi | ||
| Stainless Steel | Ferritic System | 10Cr17 | |
| Martensitic System | 06Cr13, 12Cr13, 20Crl3, 30Cr13, 14Cr17Ni2 | ||
| Austenitic System | 06Cr19Ni10,12Cr18Ni9 | ||
| Bearing Steel | GCr9, GCr15 | ||
| Carbon Tool Steel | T8, T9 | ||
| High-Speed Steel | W18Cr4V | ||
Additionally, cold extrusion can be performed on Titanium and certain Titanium alloys, Tantalum, Zirconium, as well as Precision alloys and Pumice alloys.
The materials commonly used for cold extrusion are primarily non-ferrous metals and their alloys, low carbon steel with a carbon mass fraction below 0.2%, and low alloy steels.
Cold extrusion began with non-ferrous metals, as cold extrusion of these metals is less complex than that of steel, and the unit extrusion force is also smaller. However, as the content of alloy elements increases, the cold extrusion performance deteriorates. Therefore, the cold extrusion processability of the material should be determined based on the different content of alloy elements.
Industrial pure aluminum such as 1070A, 1060, 1050A, 1035, 1200, 8A06, etc., with a high aluminum content (w(Al)) of over 99%, is a face-centered cubic pure metal with 4×3=12 slip systems, making it an ideal material for cold extrusion.
It not only has low deformation resistance and good plasticity, but also hardly hardens during deformation, thus prolonging the service life of the mold. It is a material with good cold extrusion performance. The main chemical composition and mechanical properties of industrial pure aluminum commonly used for cold extrusion are shown in Table 2-4.
The deformed aluminum alloys used for cold extrusion mainly include rust-resistant aluminum, hard aluminum, and wrought aluminum.
Table 2-4: Primary Chemical Composition and Mechanical Properties of Industrial Pure Aluminum Commonly Used in Cold Extrusion
| Primary Chemical Composition (Mass Fraction, %) | Mechanical Properties | ||||||
| AI | Impurities | Condition | Tensile Strength Rm/MPa | Yield Strength RcL/MPa | Elongation A (%) | Area Reduction Rate Z (%) | Brinell Hardness HBW |
| 99. 7 | 0. 3 | Annealed | 70~110 | 50 ~ 80 | 35 | 80 | 15~25 |
| 99. 6 | 0. 4 | ||||||
| 99. 5 | 0. 5 | ||||||
| 99. 3 | 0. 7 | Work Hardened | 150 | 100 | 6 | 60 | 32 |
| 99 | 1. 0 | ||||||
| 98. 8 | 1. 2 | ||||||
5A02, 5A05, and 3A21 belong to the Al-Mn and Al-Mg series of rust-resistant aluminum alloys and are ideal materials for cold extrusion due to their low strength, high plasticity, and excellent cold extrusion performance.
However, they have a high tendency to harden and cannot undergo heat treatment, mainly relying on cold work hardening to improve strength. The rust-resistant aluminum alloys commonly used in cold extrusion are 5A02 and 3A21. Their chemical composition and mechanical properties are shown in Table 2-5.
Table 2-5: Chemical Composition and Mechanical Properties of 5A02 and 3A21
| Grade | Primary Chemical Com position (Mass Fraction, %) | Condition | Mechanical Properties | ||||||
| Mg | Mn | Al | Tensile Strength Rm/MPa | Yield Strength RcL/MPa | Elongation A (%) | Area Reduction Rate Z (%) | Brinell Hardness HBW | ||
| 5A02 | 2~2.8 | 0.15~0.4 | 97.85~96.8 | Annealed | 190 | 80 | 23 | 64 | 45 |
| Half-Hard | 250 | 210 | 6 | / | 60 | ||||
| 3A21 | 0.05 | 1~1.6 | 99~98.4 | Annealed | 130 | 50 | 23 | 70 | 30 |
| Hardened | 220 | 180 | 5 | 50 | 55 | ||||
Alloys such as 2A01 to 2A11 and 2A12 belong to the Al-Cu-Mg series of hard aluminum, with 2A11 being the standard hard aluminum and 2A12 being high-strength hard aluminum. These two types of hard aluminum are currently the most commonly used. Compared to pure aluminum and low-carbon steel, hard aluminum has inferior plasticity, less pronounced extrusion strengthening effects, and is highly prone to cracking.
Therefore, it is necessary to enhance softening and lubrication treatments, and establish the most reasonable deformation conditions and process plans that do not produce tensile stress. Hard aluminum 2A12 contains both Cu and Mg, forming a large number of brittle compounds Al2CuMg (s phase) and CuAl2 (0 phase). Therefore, 2A12 is more difficult to cold extrude than 3A21.
The chemical composition and mechanical properties of 2A11 and 2A12 are shown in Table 2-6.
Table 2: Chemical Composition and Mechanical Properties of 2A11 and 2A12
| Grade | Primary Chemical Com position (Mass Fraction, %) | Condition | Mechanical Properties | ||||||
| Cu | Mg | Mn | Total Impurities | AI | Tensile Strength Rm/MPa | Elongation A (%) | Brinell Hardness HBW | ||
| 2A11 | 3.8~4.8 | 0.4~0.8 | 0.4~0.8 | 1.8 | Residual Amount | Annealing | <240 | 12 | 55 ~ 65 |
| Quenching | 380 ~ 420 | 8 ~12 | 95 ~ 110 | ||||||
| 2A12 | 3.8~4.9 | 1.2~1.6 | 0.3~0.9 | 1.5 | Residual Amount | Annealing | <240 | 12 ~ 14 | 55 ~ 65 |
| Quenching | 440 ~ 470 | 8 ~ 12 | 110 ~ 120 | ||||||
2A14 belongs to the Al-Cu-Mg-Si system of forged aluminum alloys and is a high-strength aluminum alloy. Compared to hard aluminum, it contains a higher silicon content, with a mass fraction of 0.6% to 1.2%. Silicon can increase the strength of the 2A14 alloy in the heat-treated state. After quenching and artificial aging, the strength can reach 470MPa, over 50MPa higher than 2A11.
However, its plasticity is not as good as that of 2A11, particularly in the cold state, which makes it prone to cracking. Therefore, special attention should be paid to the softening effect and process deformation conditions when processing forged aluminum alloys. The chemical composition and mechanical properties of 2A14 are shown in Table 2-7.
Table 2-7: Chemical Composition and Mechanical Properties of 2A14
| Grade | Primary Chemical Com position (Mass Fraction, %) | Condition | Mechanical Properties | |||||||
| Cu | Mg | Mn | Si | AI | Tensile Strength Rm/MPa | Elongation A (%) | Section Shrinkage Rate Z (%) | Brinell Hardness HBW | ||
| 2A14 | 3.9~4.8 | 0.4~0.8 | 0.4~1.0 | 0.6~1.2 | Residual Amount | Annealing | 190 ~ 215 | 10 ~15 | 43. 5 | 62 ~ 65 |
| Quenching and Aging | ≥460 | ≥10 | 25 | ≥130 | ||||||
Pure copper and oxygen-free copper are pure metals with face-centered cubic lattices, similar to pure aluminum, they are excellent materials for cold extrusion processing. The strength of its softened state is only around 210MPa.
Because the strength of industrial pure copper is not high, it limits its use as a structural material. To give copper certain strength, toughness, wear resistance, electrical conductivity, thermal conductivity, and corrosion resistance, various alloy elements such as zinc, tin, manganese, aluminum, and silicon are added. Copper alloys with zinc as the main alloy element are called brass, and those with tin as the main alloy element are called bronze.
Brass can be divided into ordinary brass and special brass.
Ordinary brass is a binary alloy of copper and zinc. The addition of Zn to Cu has a significant impact on Cu’s mechanical properties, as shown in Figure 2-4. The figure shows that when the zinc content w(Zn) in brass is less than 39%, Zn dissolves in Cu to form a face-centered cubic lattice substitution solid solution α, which is very soft and highly plastic.
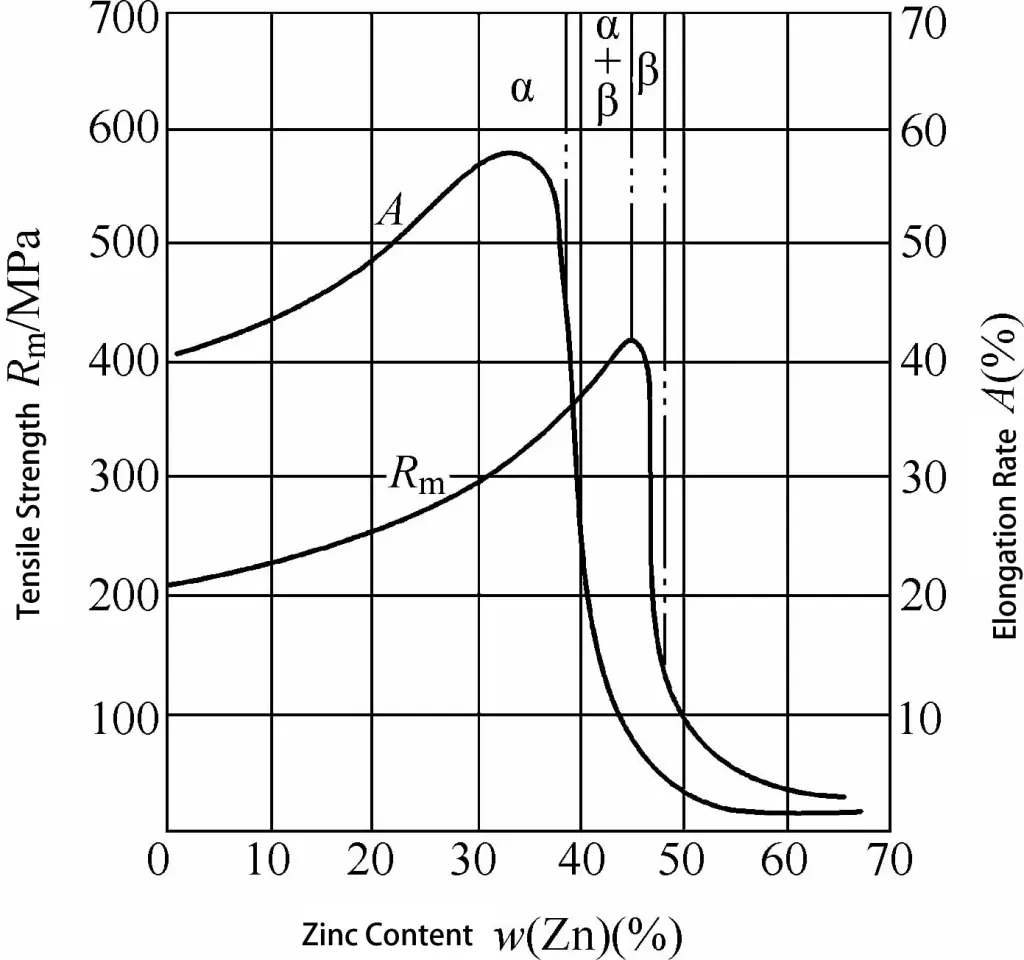
When the added zinc amount w(Zn) in brass exceeds 39%, a hard and brittle β-phase with a body-centered cubic lattice appears, which is a body-centered cubic lattice solid solution based on the compound CuZn, causing the elongation rate A to drop sharply, but the tensile strength R still increases. When the zinc content w(Zn) is about 45%, Rm reaches its maximum value.
If the zinc content is increased further, a harder and more brittle γ-phase appears in the brass. It is a solid solution with a complex cubic lattice based on the compound Cu5Zn8. At this point, the Rm of the brass drops sharply, so copper-zinc alloys with a zinc content w(Zn) exceeding 45% have no practical value.
From the above analysis, it is known that brass such as H62, H68, H70, etc., with a zinc content w(Zn) not exceeding 39%, are suitable for cold extrusion processing. The chemical composition and mechanical properties of copper and its alloys used for cold extrusion are shown in Table 2-8.
There are many types of bronze, generally named according to the types of alloy elements contained in the copper. For example, bronze containing Al is called aluminum bronze, and bronze containing Sn is called tin bronze.
Under current technical conditions, cold extrusion of bronze is rather difficult. However, the tin-phosphorus bronze QSn6.5-0.15 has achieved successful cold extrusion processing.
This is because the phosphorus in this tin-phosphorus bronze can deoxidize, eliminating the harmful effects of the extremely hard and brittle compound SnO2, making the mechanical properties and process performance of this tin-phosphorus bronze better, thus making it suitable for cold extrusion processing.
Table 2-8: Chemical Composition and Mechanical Properties of Copper and its Alloys for Cold Extrusion
| Name | Grade | Primary Chemical Composition (Mass Fraction, %) | Condition | Mechanical Properties | ||||
| Cu | Zn | Total Impurities | Tensile Strength Rm/MPa | Cross-Sectional Contraction Rate Z (%) | Brinell Hardness HBW | |||
| Pure Copper | T1 | 99.95 | Annealed | 210 ~ 230 | 47. 5 ~ 50 | 40 ~ 50 | ||
| Pure Copper | T2 | 99. 9 | Annealed | 210 ~ 230 | 47.5 ~ 50 | 40 ~ 50 | ||
| Pure Copper | T3 | 99.7 | Annealed | 210 ~ 230 | 47. 5 ~ 50 | 40 ~ 50 | ||
| Brass | H62 | 60. 5 ~ 63. 5 | 39 ~ 36 | 0. 5 | Annealed | 300 ~ 350 | 30 ~ 40 | 50 ~ 60 |
| Brass | H68 | 67 ~ 70 | 30 ~ 32 | 0.3 | Annealed | 300 ~ 320 | 30 ~ 45 | 45 ~ 55 |
Pure nickel can be cold extruded, but it tends to adhere to the die. Therefore, it’s best to coat the surface of the nickel with copper before cold extrusion, with a coating thickness of about 0.02mm, and use chlorinated paraffin as a lubricant. For multi-step cold extrusion, intermediate annealing should be performed in an electric furnace with a protective gas. After each annealing, copper plating must be reapplied.
The nickel-copper alloy NiCu70-30 can also be cold extruded.
Pure titanium can be cold extruded, but the required unit extrusion force is high. Before cold extrusion, the blank needs to undergo a fluoride-phosphate surface treatment, and then lubricated with graphite, molybdenum disulfide, or synthetic resin.
Zinc alloys such as cadmium-zinc alloys are widely used in the manufacture of dry batteries. However, they are not suitable for cold extrusion at room temperature. It is more appropriate to heat the cadmium-zinc alloy to about 100C and hold it for 30-60 minutes before extrusion. Lanolin or zinc stearate is often used as a lubricant during extrusion.
Magnesium and its alloys are not suitable for extrusion at room temperature. The blank must be heated to 230-370C before it can be extruded.
In current cold extrusion production, the types of steel used can be roughly divided into the following three categories:
The main requirement for this type of steel is its formability, with no demand for excellent extrusion strengthening effects. This category primarily refers to ordinary carbon steel with a carbon content (w(C)) below 0.1%.
Almost all low-carbon and medium-carbon high-quality structural steels and alloy structural steels with a carbon content (w(C)) above 0.2% can achieve this purpose through work hardening.
When the strength requirements of product parts exceed the strength achievable by cold extrusion, or when strict strength requirements are imposed across the entire cross-section, heat treatment is necessary.
For instance, parts like splined sleeves in bicycle gearshift axles and motorcycle engines, which often use low-alloy structural steels like 20Cr and 40Cr, still require further heat treatment after extrusion to meet performance requirements. For such materials, they must have a high hardenability during heat treatment, but should be able to be appropriately softened to reduce extrusion forces.
Almost all steels that can be hot-forged can also be cold-extruded. However, due to the limitations of dies and equipment, the types of steel that can be used for cold extrusion are generally limited to medium-carbon and low-carbon steels with a carbon content (w(C)) below 0.5%, as well as low-alloy steels with a carbon content (w(C)) below 0.5%.
In actual production, low-carbon steels and low-alloy steels with a carbon content (w(C)) below 0.2% are widely used. Table 2-9 lists the grades, chemical compositions, and mechanical properties of some steels currently available for cold extrusion processing.
| Name | Grade | Main Chemical Components (Mass Fraction, %) | Mechanical properties | Note | ||||||||
| C | Mn | Si | P | S | Cr | Tensile strength Rm/MPa | Elongation A (%) | Area reduction Z (%) | Brinell Hardness HBW | |||
| High-quality carbon structural steel | 10 | 0.07~0.14 | 0.35~0.65 | 0.17~0.37 | ≤0.035 | ≤0.04 | / | 340~360 | 43~40 | 60 | 107~110 | Softened state |
| 15 | 0.12~0.19 | 0.35~0.65 | 0.17~0.37 | ≤0.04 | ≤0.04 | / | 360~380 | 38~40 | 55~60 | 109~121 | ||
| 20 | 0.17~0.24 | 0.35~0.65 | 0.17~0.37 | ≤0.04 | ≤0.04 | / | 390~420 | 28~32 | 55 | 121~131 | ||
| Alloy structural steel | 15Cr | 0.12~0.18 | 0.4~0.7 | 0.17~0.37 | / | / | 0.7~1.0 | 450 | 20 | 40 | 128 | |
| 20Cr | 0.17~0.24 | 0.5~0.8 | 0.17~0.37 | / | / | 0.7~1.0 | 850 | 10 | 40 | 133~138 | ||
| 40Cr | 0.37~0.44 | 0.5~0.8 | 0.17~0.37 | / | / | 0.8~1.1 | ≥1000 | ≥9 | ≥45 | 156 | ||
| Deep drawing steel | S10A | 0.06~0.12 | 0.25~0.5 | ≤0.1 | ≤0.03 | ≤0.035 | / | 300~400 | 46~50 | 55 | 137 | |
| S15A | 0.12~0.18 | 0.25~0.5 | ≤0.1 | ≤0.03 | ≤0.035 | / | 340~450 | 44~48 | 55 | 143 | ||
| S20A | 0.16~0.22 | 0.25~0.5 | ≤0.1 | ≤0.03 | ≤0.035 | / | 380~500 | ≥26 | 55 | 156 | ||







