Injection molding is a complex process that demands precision and expertise, particularly when it comes to the choice of screws used in the machinery. Have you ever wondered how the type of screw can drastically affect the efficiency and quality of your injection molding process? This comprehensive guide dives into the intricate world of injection molding screws, offering a detailed look at the five primary types utilized in the industry. From general-purpose screws to specialized barrier and drum-type mixing screws, you’ll learn about their unique characteristics, applications, and the advantages they bring to your operations. Whether you’re striving to enhance your production efficiency or seeking the perfect screw for your material needs, this guide will equip you with the knowledge to make informed decisions. Ready to unravel the secrets behind choosing the right screw for your injection molding process? Let’s get started.
Introduction to Injection Molding Screws
Definition and Overview
Injection molding screws are crucial parts of injection molding machines, tasked with melting, mixing, and moving plastic materials through the barrel. An injection molding screw rotates within a heated barrel, moving plastic pellets from the hopper, melting them through mechanical shear and thermal conduction, and injecting the molten plastic into a mold, making its design crucial for process efficiency and part quality.
Importance in the Injection Molding Process
The injection molding screw plays a pivotal role in determining the quality and consistency of the molded parts. Its design directly affects several critical aspects of the injection molding process:
- Melt Quality: The screw ensures uniform melting and mixing of the plastic, which is essential for producing high-quality parts. Inadequate melting or mixing can lead to defects such as incomplete filling, voids, or weak weld lines.
- Production Efficiency: A well-designed screw can enhance the efficiency of the injection molding process by optimizing the melting rate and reducing cycle times. This leads to higher throughput and lower production costs.
- Material Compatibility: Different plastic materials have unique melting and flow characteristics. The screw design must be tailored to accommodate these differences, ensuring optimal processing conditions for each material.
- Process Stability: The screw helps maintain consistent processing conditions, reducing variability in part quality. This stability is crucial for high-volume production and for meeting stringent quality standards.
Zones of an Injection Molding Screw
An injection molding screw typically consists of three main zones, each with specific functions:
Feed Zone
The feed zone is the initial section of the screw, responsible for conveying solid plastic pellets from the hopper into the barrel. This zone usually has a constant root diameter and channel depth, which facilitates the efficient intake of material. The primary goal in this zone is to move the pellets forward while preventing backflow.
Transition Zone
In the transition zone, the screw’s geometry compresses the material, causing the pellets to melt. This zone is characterized by a decreasing channel depth and an increasing root diameter. The compression ratio in this zone is critical, as it ensures that the plastic is adequately melted through both mechanical shear and thermal conduction. The transition zone is crucial for achieving a homogenous melt.
Metering Zone
The metering zone is the final section of the screw, where the fully melted plastic is conveyed forward in a homogeneous state, ready for injection into the mold. This zone typically has a constant channel depth and root diameter. The design of the metering zone is essential for ensuring uniform melt quality and consistent injection pressure.
Design Considerations
Several key design parameters influence the performance of an injection molding screw:
- Length-to-Diameter Ratio (L/D Ratio): This ratio, typically ranging from 20:1 to 30:1, affects the time available for melting and mixing the plastic. A higher L/D ratio generally improves melt homogeneity and process stability.
- Screw Diameter: The diameter affects both injection pressure and shot size, with larger diameters offering greater shot volumes and smaller diameters achieving higher pressures, ideal for thin-walled parts.
- Compression Ratio: This ratio, defined as the volume change from the feed zone to the metering zone, is crucial for proper melting. It typically ranges from 2:1 to 3:1, depending on the material being processed.
Latest Developments
Recent advancements in injection molding screw design focus on enhancing melt quality and throughput. Innovations include:
- Customized Screw Profiles: Tailoring screw designs to specific materials and applications to improve processing efficiency and part quality.
- Advanced Materials: Using high-performance materials for screws and barrels to withstand higher temperatures and pressures, thus extending service life and reducing wear.
- Enhanced Mixing Sections: Incorporating specialized mixing sections within the screw to achieve better melt homogeneity, crucial for processing materials with additives or colorants.
Types of Injection Molding Screws
General-purpose Injection Screws
General-purpose injection screws (GPS) are versatile tools designed to process a wide range of plastic materials in injection molding operations. They can handle common thermoplastics such as polypropylene (PP), polyethylene (PE), nylon, polyethylene terephthalate (PET), and polycarbonate (PC).
Characteristics and Applications
- Characteristics: GPS typically have a standard design that accommodates various materials. They feature a balanced length-to-diameter ratio and a moderate compression ratio.
- Applications: These screws are ideal for molding operations where frequent material changes are required, as their design allows flexibility across different plastic types.
Advantages and Limitations
- Advantages: GPS are flexible and can be used with various materials, making them suitable for facilities that need to switch between different plastics frequently.
- Limitations: While versatile, they may not provide the highest quality or productivity compared to screws designed for specific materials.
High-compression Screws
High-compression screws are designed to provide intense mechanical shear and pressure, which is essential for processing tough materials or achieving high-quality melts.
Characteristics and Applications
- Characteristics: These screws have a high compression ratio and special designs to boost shear and pressure during melting.
- Applications: Suitable for materials that require high shear rates for proper melting, such as certain engineering plastics and high-viscosity polymers.
Advantages and Limitations
- Advantages: Enhanced melt quality and improved part strength due to better homogenization of the material.
- Limitations: May not be suitable for materials sensitive to high shear, as excessive shear can degrade some plastics.
Low-compression Screws
Low-compression screws are designed for materials that require gentle processing, minimizing the risk of degradation due to shear and heat.
Characteristics and Applications
- Characteristics: These screws have a lower compression ratio and are designed to apply less mechanical shear during the melting process.
- Applications: Ideal for processing heat-sensitive materials or those that degrade easily under high shear conditions, such as certain thermoplastic elastomers and soft plastics.
Advantages and Limitations
- Advantages: They reduce the risk of material degradation and enhance the quality of parts made from sensitive plastics.
- Limitations: May not achieve the same melt homogeneity as high-compression screws, potentially affecting part strength and consistency.
Barrier Screws
Barrier screws are designed to enhance melt quality and throughput by incorporating barrier flights that separate the solid and molten plastic.
Characteristics and Applications
- Characteristics: These screws have barrier sections that enhance melting by ensuring a more uniform melt. They are particularly effective for challenging materials that require precise melting conditions.
- Applications: Used in applications requiring high-quality melts and efficient processing, often in advanced manufacturing setups.
Advantages and Limitations
- Advantages: Improved melt quality and higher production rates due to better separation and mixing of the material.
- Limitations: More complex design tailored to specific materials, potentially increasing initial setup costs.
Drum-type Mixing Screws
Drum-type mixing screws are specialized for enhancing the mixing of additives, colorants, and fillers into the plastic melt.
Characteristics and Applications
- Characteristics: These screws feature mixing sections designed to achieve thorough blending of additives, ensuring consistent distribution throughout the melt.
- Applications: Ideal for applications requiring precise color mixing or the incorporation of additives, such as in the production of aesthetically critical parts or functional composites.
Advantages and Limitations
- Advantages: They offer superior mixing, ensuring uniform color and additive distribution, which is vital for consistent part quality.
- Limitations: Not suitable for all materials, particularly those that do not require extensive mixing.
Screw Design and Applications
Technical Specifications of Injection Molding Screws
Injection molding screws are designed with specific technical parameters that directly impact their performance and suitability for different applications. Understanding these specifications is crucial for optimizing the injection molding process.
Length-to-Diameter Ratio (L/D Ratio)
The L/D ratio is a fundamental design parameter that influences the melting and mixing efficiency of the screw. It is defined as the ratio of the screw’s length to its diameter. Commonly, the L/D ratio ranges from 20:1 to 30:1.
- Impact on Performance: A higher L/D ratio provides more time for the plastic material to melt and homogenize, resulting in better melt quality. This is particularly important for materials that require thorough mixing.
- Application Considerations: Longer screws are typically used for processes requiring high melt quality and stability, while shorter screws may be preferred for faster cycle times.
Compression Ratio
The compression ratio is the measure of the change in channel depth from the feed zone to the metering zone. Typically, it ranges between 2:1 and 3:1.
- Impact on Performance: A higher compression ratio generates more shear and pressure, enhancing the melting process. This is essential for tough materials that need high shear rates for proper melting.
- Application Considerations: Screws with higher compression ratios are suitable for engineering plastics and high-viscosity polymers, while lower compression ratios are better for heat-sensitive materials.
Screw Diameter
The diameter of the screw affects both the injection pressure and the shot size, with larger diameters providing greater shot volumes suitable for large parts, and smaller diameters achieving higher pressures, ideal for thin-walled parts.
Detailed Designs of Injection Molding Screws
Injection molding screws come in various designs tailored to specific applications and material characteristics. Understanding these designs helps in selecting the right screw for your process.
General-Purpose Screws (GPS)
General-purpose screws are versatile and designed to work with a wide range of materials, making them adaptable to various operations.
- Design Features: Balanced L/D ratio and moderate compression ratio to handle common thermoplastics like PP, PE, nylon, PET, and PC.
- Applications: Ideal for facilities with frequent material changes, providing versatility across different plastic types.
High-Compression Screws
High-compression screws are designed for materials that need intense mechanical shear and pressure.
- Design Features: High compression ratio and special designs to boost shear and pressure during melting.
- Applications: Suitable for tough materials such as engineering plastics and high-viscosity polymers.
Low-Compression Screws
Low-compression screws cater to materials that require gentle processing to avoid degradation.
- Design Features: Lower compression ratio to apply less mechanical shear during melting.
- Applications: Ideal for heat-sensitive materials and thermoplastic elastomers.
Barrier Screws
Barrier screws enhance melt quality and throughput through barrier flights that separate solid and molten plastic.
- Design Features: Barrier sections ensure uniform melting, crucial for challenging materials.
- Applications: Used in advanced manufacturing setups requiring high-quality melts.
Drum-Type Mixing Screws
Drum-type mixing screws specialize in blending additives, colorants, and fillers into the plastic melt.
- Design Features: Mixing sections for thorough blending, ensuring consistent distribution throughout the melt.
- Applications: Ideal for precise color mixing and incorporation of additives, essential for aesthetically critical parts.
Application Considerations
Selecting the right screw design involves considering several factors related to the material and production requirements.
Material Compatibility
Different materials have unique processing characteristics, and the screw design must accommodate these differences.
- Thermoplastics: General-purpose screws offer flexibility, while high-compression screws may be needed for tougher materials.
- Heat-Sensitive Materials: Low-compression screws prevent degradation, maintaining material integrity.
Production Requirements
The choice of screw also depends on the specific needs of the production process.
- High-Quality Parts: Screws with higher compression ratios and advanced designs ensure better melt quality and part strength.
- Efficiency: Barrier screws and drum-type mixing screws enhance throughput and mixing efficiency, crucial for high-volume production.
Comparative Analysis of Screw Types
A comparative analysis helps in understanding the strengths and limitations of different screw types.
- General-Purpose Screws: Versatile but may not optimize part quality for specific materials.
- High-Compression Screws: Excellent for tough materials but may degrade sensitive plastics.
- Low-Compression Screws: Ideal for sensitive materials but may not achieve optimal melt homogeneity.
- Barrier Screws: Provide high-quality melts but require precise design tailored to specific materials.
- Drum-Type Mixing Screws: Superior mixing but not suitable for all materials.
Use Cases and Best Practices
Understanding use cases and best practices for screw design ensures optimal performance in injection molding.
- Material-Specific Applications: Tailor screw designs to the specific material being processed to achieve the best results.
- Regular Maintenance: Regular cleaning and inspection prevent premature wear and maintain performance.
- Process Optimization: Adjusting operational parameters such as screw speed and back pressure enhances plasticization quality and product integrity.
Case Studies and Specific Examples
Case studies provide practical insights into the application of different screw designs.
- Example 1: Using high-compression screws for processing high-viscosity polymers in automotive parts manufacturing.
- Example 2: Implementing drum-type mixing screws for precise color blending in consumer electronics production.
- Example 3: Leveraging barrier screws for efficient processing of engineering plastics in medical device manufacturing.
Choosing the Right Screw for Your Injection Molding Process
Factors to Consider
Choosing the right screw for your injection molding process is crucial for achieving optimal performance, efficiency, and part quality.
Material Compatibility
The type of plastic material being processed significantly influences screw selection, as different materials have unique melting and flow characteristics that require specific screw designs.
- Thermoplastics: Common materials such as polypropylene (PP), polyethylene (PE), and nylon typically work well with general-purpose screws. However, materials like polycarbonate (PC) and polyethylene terephthalate (PET) may require customized screws to prevent degradation and ensure uniform melting.
- Heat-Sensitive Materials: Plastics that degrade under high shear or temperature, such as certain thermoplastic elastomers, benefit from low-compression screws to minimize mechanical stress and thermal exposure.
Production Requirements
The production scale and part specifications also play a crucial role in determining the appropriate screw design.
- High-Quality Parts: For superior part strength and finish, high-compression or barrier screws are preferred because they enhance melt quality and homogenization.
- Cycle Time and Efficiency: In high-volume production environments, screws that enhance throughput and reduce cycle times, such as barrier screws and drum-type mixing screws, are advantageous. These screws improve material flow and mixing, leading to faster processing.
Comparative Analysis of Screw Types
A detailed comparison of different screw types can help identify the best fit for specific injection molding applications.
General-Purpose Screws (GPS)
- Strengths: Versatility in handling various materials, making them suitable for facilities with frequent material changes.
- Limitations: May not provide the highest part quality or productivity for specific materials, as they lack specialized features for enhanced processing.
High-Compression Screws
- Strengths: Excellent for processing tough materials and achieving high-quality melts. They provide intense mechanical shear and pressure, which is beneficial for engineering plastics and high-viscosity polymers.
- Limitations: Not suitable for heat-sensitive materials, as excessive shear can lead to degradation.
Low-Compression Screws
- Strengths: Ideal for processing heat-sensitive materials and minimizing the risk of degradation. They apply less mechanical shear and are gentle on the material.
- Limitations: May not achieve the same level of melt homogeneity as high-compression screws, potentially affecting part strength and consistency.
Barrier Screws
- Strengths: Provide superior melt quality and higher production rates by effectively separating and mixing the material. They are suitable for challenging materials requiring precise melting conditions.
- Limitations: More complex design tailored to specific materials, which can increase initial setup costs.
Drum-Type Mixing Screws
- Strengths: Excellent for blending additives, colorants, and fillers into the plastic melt. They ensure uniform distribution and are crucial for applications requiring precise color mixing or additive incorporation.
- Limitations: Not suitable for all materials, particularly those that do not require extensive mixing.
Use Cases and Best Practices
Using best practices and understanding specific use cases can optimize screw selection and performance.
Material-Specific Applications
Tailoring the screw design to the specific material being processed is essential for achieving optimal results. For example, using high-compression screws for high-viscosity polymers ensures better melt quality, while low-compression screws are better suited for thermoplastic elastomers.
Regular Maintenance
Maintaining injection molding screws through regular cleaning and inspection prevents premature wear and maintains consistent performance. This practice helps avoid defects and prolongs the service life of the screws.
Process Optimization
Adjusting parameters like screw speed, back pressure, and barrel temperature can improve plasticization quality and product integrity. Fine-tuning these settings based on the screw design and material characteristics ensures efficient and stable production.
Case Studies and Specific Examples
Practical examples highlight the effective application of different screw designs in various industries.
- Automotive Parts Manufacturing: High-compression screws are used to process high-viscosity polymers, resulting in parts with superior mechanical properties and dimensional accuracy.
- Consumer Electronics Production: Drum-type mixing screws facilitate precise color blending, ensuring aesthetically consistent and high-quality components.
- Medical Device Manufacturing: Barrier screws are employed for processing engineering plastics, achieving high melt quality and meeting stringent regulatory standards for medical applications.
Optimizing Your Injection Molding Process
Optimizing process parameters is crucial for producing high-quality injection molded products while keeping production costs and cycle times low. Key parameters to focus on include:
- Injection Speed and Melt Temperature: The speed at which molten plastic is injected must be optimal to prevent defects and ensure complete mold filling, while proper melt temperature ensures uniform flow and prevents issues like incomplete filling or thermal degradation.
- Injection Pressure: Adequate injection pressure is essential for achieving precise part dimensions and avoiding defects like short shots.
- Cooling Time: Optimizing cooling time reduces cycle time and prevents warping and shrinkage.
- Packing Pressure: Proper packing pressure ensures dimensional stability and reduces voids in the molded part.
Optimizing Mold Design
A well-designed mold is fundamental to efficient and high-quality injection molding. Key considerations include:
- Cooling Channels: Properly designed cooling channels ensure uniform cooling and reduce cycle times. Techniques such as conformal cooling, which uses 3D-printed cooling channels that conform to the mold’s geometry, can significantly enhance cooling efficiency.
- Gate Location: Optimal gate location minimizes flow path length, reduces pressure drop, and ensures even filling of the mold cavity.
- Parting Line Design: A well-designed parting line prevents flash (excess plastic) and ensures easy ejection of the part.
Improving Cooling and Packing Phases
Efficient cooling and packing phases are critical for maintaining part quality and reducing cycle time. Key strategies include:
- Cooling Rate: Controlling the cooling rate helps prevent internal stresses and warping.
- Packing Time: Proper packing time compensates for material shrinkage and ensures consistent part dimensions.
- Uniform Cooling: Ensuring uniform cooling throughout the part avoids differential shrinkage and warping.
Employing Advanced Computational Techniques
Advanced computational techniques can significantly enhance the optimization of injection molding processes:
- Backpropagation Neural Networks: These can model and predict optimal process parameters based on historical data and real-time inputs.
- Genetic Algorithms: These can optimize complex process parameters by simulating natural selection to find the best combination of variables.
Role of Injection Molding Screws
Injection molding screws play a vital role in the plasticizing and injection phases. Key considerations for optimizing screw performance include:
- Stable Melt Cushion: Maintaining a consistent melt cushion ensures uniform pressure and prevents short shots.
- Decompression Settings: Proper decompression settings prevent melt flow back into the screw, reducing pressure fluctuations and improving process stability.
Additional Strategies for Process Optimization
Design for Manufacturability (DfM)
Designing parts with manufacturability in mind can greatly improve the molding process. Key considerations include maintaining consistent wall thickness to reduce warping and understanding material shrinkage rates to ensure accurate part dimensions.
Sample Creation and Mold Testing
Creating sample parts and conducting thorough mold testing before full-scale production helps identify potential issues early, saving time and resources. This proactive approach allows for adjustments to mold design or process parameters to achieve optimal results.
Process Control and Monitoring
Implementing robust process control and monitoring systems ensures that optimal conditions are maintained during production. Techniques such as automated Design of Experiments (DOE) help determine a robust processing window and correct the process if it drifts out of control.
Parallel Motion and Cycle Time Reduction
Using parallel motion techniques, such as performing peripheral operations while the mold is opening, can reduce cycle times and enhance productivity by allowing simultaneous operations.
Frequently Asked Questions
Below are answers to some frequently asked questions:
What are the different types of screws used in injection molding machines?
Injection molding machines utilize various types of screws, each designed to optimize specific aspects of the molding process. The primary types include:
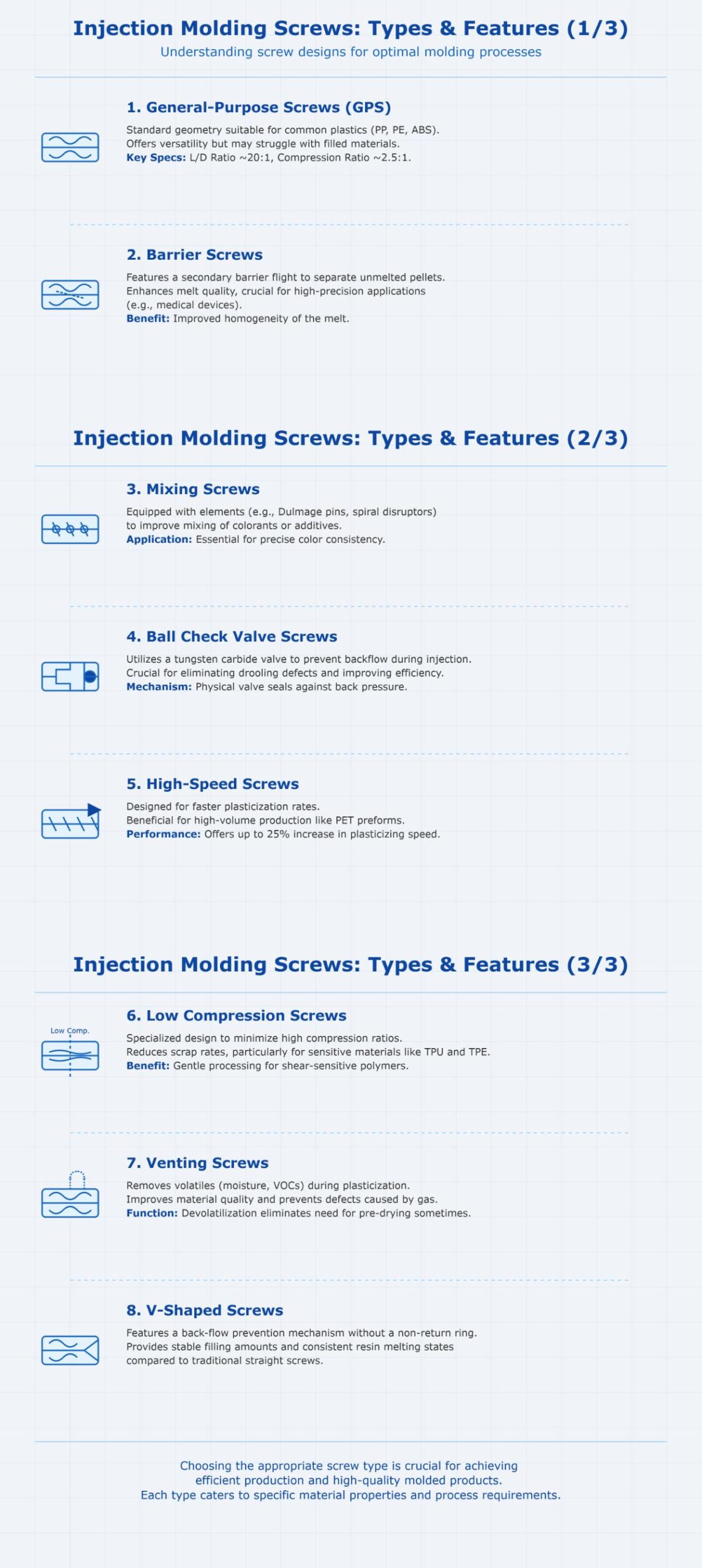
- General-Purpose Screws (GPS): These screws feature a standard geometry with an L/D ratio of around 20:1 and a compression ratio of 2.5:1, making them suitable for common plastics like PP, PE, and ABS. They offer versatility but may not perform optimally with filled materials.
- Barrier Screws: Characterized by a secondary barrier flight that separates unmelted pellets, enhancing melt quality. These are often used in high-precision applications such as medical devices.
- Mixing Screws: Equipped with elements like Dulmage pins and spiral disruptors to improve the mixing of colorants or additives, essential for applications requiring precise color consistency.
- Ball Check Valve Screws: These screws utilize a tungsten carbide valve to prevent backflow during injection, crucial for eliminating drooling defects and improving efficiency.
- High-Speed Screws: Designed for faster plasticization rates, beneficial for producing PET preforms, offering up to a 25% increase in plasticizing speed.
- Low Compression Screws: Specialized to reduce scrap rates in materials like TPU and TPE by minimizing high compression ratios.
- Venting Screws: These screws remove volatiles such as moisture and VOCs, improving material quality and preventing defects.
- V-Shaped Screws: These feature a back-flow prevention mechanism without a non-return ring, providing stable filling amounts and resin melting states compared to traditional straight screws.
Choosing the appropriate screw type is crucial for achieving efficient production and high-quality molded products. Each type caters to specific material properties and process requirements.
How do I choose the right screw for my injection molding process?
To choose the right screw for your injection molding process, you need to consider several key factors:
- Material Type: Different materials require specific screw designs. General-purpose screws are suitable for materials like polypropylene (PP) and polyethylene (PE), while materials such as polycarbonate (PC) may need specialized screws to prevent overheating.
- Part Requirements: Consider the size and weight of the parts being molded. The shot size and part dimensions must align with the screw’s capacity. Smaller screws provide higher injection pressures but limit shot size.
- Screw Geometry: Pay attention to the length-to-diameter (L/D) ratio and compression ratio. A higher L/D ratio can improve melt quality, while the compression ratio impacts shear heat and uniformity.
- Production Requirements: Assess the production demands, such as cycle times and throughput. Custom screws can optimize the melting process for specific materials, enhancing efficiency and reducing wear.
- Consultation: Engage with screw manufacturers and material vendors to determine the optimal design for your specific needs.
By evaluating these factors, you can select a screw that optimizes your injection molding process for efficiency and quality.
What factors influence the selection of an injection molding screw?
Several factors influence the selection of an injection molding screw. Firstly, the type and properties of the material being processed are crucial. Material viscosity and thermal sensitivity determine the required screw size and design, as high-viscosity materials need larger screws, and heat-sensitive materials require shorter metering sections to avoid decomposition.
Screw geometry and design are also important. The length-to-diameter (L/D) ratio affects plasticization and rigidity, with typical ratios ranging from 20:1 to 30:1. The compression ratio, which impacts how the material is compressed and melted, typically falls between 2 and 3. The screw zones (feed, compression, and metering) must work harmoniously to ensure efficient material conveyance and melting.
Additionally, screw size and capacity must match the shot volume and injection pressure requirements. Larger diameter screws offer higher shot volumes but may compromise injection pressure for thin-walled parts. Proper material residence time is essential to prevent degradation.
Specific screw types, such as general-purpose, barrier, and mixing screws, are chosen based on application needs. Lastly, machine specifications and production requirements, including part design, complexity, and desired cycle time, are critical in selecting the appropriate screw for efficient and high-quality injection molding.
Can I use the same screw for different materials?
Yes, you can use the same screw for different materials, but it is not always ideal. General-purpose screws are designed to handle a variety of standard plastics, such as polypropylene (PP), polyethylene (PE), and nylon. They offer flexibility and adaptability, making them suitable for facilities that process multiple materials. However, using a general-purpose screw might not provide the optimal results for all materials.
Specialized materials like polycarbonate (PC), polyamide (PA), and polyvinyl chloride (PVC) often require specific screw designs to achieve the best molding outcomes. For example, barrier screws are preferred for engineering plastics due to their ability to control melt temperature, while low compression screws are better for materials like TPU/TPE to minimize scrap rates. Using a screw that is not tailored to the specific material can lead to reduced part quality and productivity, highlighting the importance of selecting screws based on material characteristics such as melt viscosity, thermal stability, and the presence of fillers or additives.
How does screw design impact the quality of the molded product?
Screw design significantly impacts the quality of the molded product in injection molding. The design affects the melting and mixing efficiency of the material, which is crucial for producing consistent and high-quality parts. A well-designed screw ensures uniform melting, reducing issues such as weak weld lines, part failures, and warping.
For example, general-purpose screws are versatile but may not provide optimal mixing or meet specific material processing needs. In contrast, specialized screws, like barrier screws, offer better melt uniformity and reduce material degradation, leading to superior product quality. Additionally, the screw’s design influences the cycle time and production efficiency. Optimized screws can reduce cycle times and reject rates, enhancing
Material compatibility is another critical factor. Screws tailored for specific materials, such as polycarbonate or nylon, prevent overheating and degradation, ensuring the final product’s reliability. Thus, selecting the right screw design for the specific material and process requirements is essential for achieving high-quality injection molded products.
What are common maintenance tips for injection molding screws?
Common maintenance tips for injection molding screws include several essential practices to ensure optimal performance and longevity. Firstly, always preheat the injection molding machine adequately before starting operations to avoid thermal shock and reduce wear. For smaller barrels, maintain the temperature for at least 15 minutes after reaching the preset value, and extend this to 30 minutes for larger barrels.
Ensure material compatibility with the screw, especially when processing corrosive or abrasive materials such as PVC or glass fiber-reinforced plastics. Switch to more stable materials like HDPE immediately after processing such materials to avoid corrosion.
Prevent foreign matter from entering the hopper by using magnetic separators, especially when processing recycled materials, to prevent metal contamination.
Manage operating temperatures carefully, avoiding lower temperature limits that can increase torque and wear on the screw. Use low screw speeds when processing at lower temperatures to minimize mechanical stress.
Regularly clean and purge the barrel and screw when switching materials to prevent contamination and material degradation. Avoid mixing incompatible materials, which can react and cause damage.
Prevent screw idling and slipping to reduce unnecessary wear. Conduct regular inspections for signs of wear and replace components as needed.
Ensure proper lubrication of moving parts and maintain the cooling system by regularly cleaning cooling channels and inspecting components to prevent overheating.
By following these guidelines, manufacturers can extend the lifespan of injection molding screws, reduce maintenance costs, and ensure consistent product quality.