Welding Cleanup Tips: Pre and Post-Process Essentials
Ever struggled with welding cleanup? This essential guide breaks down pre- and post-weld cleaning techniques to ensure your welds are…
Imagine a world where the integrity of welded structures could be compromised simply because the post-weld treatment wasn’t up to par. This is where the critical process of Post Weld Heat Treatment (PWHT) steps in. If you’ve ever wondered how industries ensure the durability and safety of their welded components, you’re in the right place. PWHT is a pivotal process that affects material properties, mitigates residual stresses, and ensures compliance with stringent standards like those outlined in ASME Section VIII Division 1. In this comprehensive guide, we’ll delve deep into the nuances of PWHT requirements, exploring how material thickness impacts procedures, the various methods available, and their applications across different industries. Ready to uncover the intricacies of PWHT and its crucial role in industrial applications? Let’s dive in.
Post Weld Heat Treatment (PWHT) is a thermal process used after welding to relieve stresses, improve mechanical properties, and ensure structural integrity. It involves heating a welded component to a specific temperature, holding it at that temperature for a predetermined period, followed by controlled cooling. This process mitigates the adverse effects of welding, such as residual stresses and potential microstructural changes, which can compromise the performance and longevity of the welded joint.
PWHT is especially important in industries where equipment faces extreme conditions or strict safety standards, such as oil and gas, petrochemicals, power generation, and aerospace. The primary reasons for performing PWHT include:
Residual stresses from welding can cause distortion, cracking, and reduced fatigue life, compromising the structural integrity of the welded component. These stresses result from the rapid thermal expansion and contraction of the material. By applying PWHT, these residual stresses are effectively reduced, minimizing the risk of such defects and enhancing the performance and longevity of the welded structure.
PWHT plays a crucial role in optimizing the mechanical properties of welded joints. The benefits include:
Stress corrosion cracking (SCC) is a severe form of corrosion that occurs under the combined influence of tensile stress and a corrosive environment. PWHT helps in mitigating the risk of SCC by:
Different PWHT methods are employed based on the specific requirements of the welded component and the material involved. The most common types include:
Post heating involves heating the welded area immediately after welding to a temperature just below the material’s transformation temperature. This method is particularly effective in preventing hydrogen-induced cracking by allowing hydrogen to diffuse out of the weld metal.
Stress relieving is a widely used PWHT method that involves heating the welded component to a temperature typically ranging from 550°C to 650°C (1022°F to 1202°F) and holding it for a specified duration. This process reduces residual stresses without significantly altering the microstructure of the material.
Normalizing heats the welded component above its transformation range and then cools it in air, refining the grain structure and improving mechanical properties.
The necessity and parameters for PWHT depend on various factors, including:
ASME Section VIII Division 1 is a key part of the ASME Boiler and Pressure Vessel Code (BPVC) that sets guidelines for designing, fabricating, inspecting, testing, and certifying pressure vessels. These standards ensure the safety, reliability, and efficiency of pressure vessels used in various industries, including oil and gas, chemical processing, and power generation.
Post Weld Heat Treatment (PWHT) is mandated by ASME Section VIII Division 1 for certain materials and thicknesses to mitigate residual stresses and ensure the structural integrity of pressure vessels. The requirements for PWHT are detailed in various tables within the code, such as UCS-56 for carbon and low alloy steels.
Materials are categorized by P-Numbers and Group Numbers as per ASME Section IX. This classification helps in determining the specific PWHT requirements for each material type. For example, carbon steels and low alloy steels have different PWHT temperature and holding time requirements compared to high alloy steels and nonferrous materials. The time and temperature for PWHT are specified in the ASME code and must be adhered to strictly. Carbon steels typically require heating to around 1100°F (593°C) and holding for a specified duration depending on the material thickness. The tables in ASME Section VIII Division 1 provide the minimum time and temperature criteria that must be met.
Certain exemptions and special cases are considered under ASME Section VIII Division 1:
To comply with ASME Section VIII Division 1, pressure vessels must go through a detailed certification process to meet all standards. This process includes:
The certification process involves several key steps:
Compliance with ASME Section VIII Division 1 ensures that pressure vessels are safe, reliable, and capable of withstanding the demanding conditions in which they operate. Understanding and adhering to these standards is essential for manufacturers and engineers involved in the design and fabrication of pressure vessels.
Material thickness refers to the measurement of the distance between two surfaces of a material, usually in inches or millimeters. In welding, this parameter is crucial as it significantly influences the thermal and mechanical behavior of the material during and after the welding process.
Thicker materials require more heat input to achieve proper fusion, leading to higher residual stresses which can cause distortion, cracking, and other integrity issues in the welded structure. Understanding this relationship is essential for ensuring the quality and durability of the weld.
Thicker materials retain heat longer and distribute it less evenly than thinner materials. This characteristic necessitates specific PWHT procedures to ensure that the entire thickness of the material is treated uniformly. The goal is to avoid temperature gradients that could lead to uneven stress relief or incomplete microstructural transformation.
Residual stresses are more pronounced in thicker materials due to the higher volume of material undergoing thermal cycles. PWHT helps in reducing these stresses by allowing the material to relax and redistribute internal forces. Additionally, PWHT can aid in refining the microstructure of the welded zone, which is particularly critical in high-strength and alloy steels.
For thin sections up to 1 inch, PWHT is generally not required unless specified by industry standards or specific service conditions. However, PWHT may still be beneficial for certain materials to enhance mechanical properties or prevent corrosion.
PWHT is typically recommended for medium-thickness sections. The process helps in reducing residual stresses and improving the microstructure, ensuring better mechanical properties and structural integrity. The holding time and temperature for PWHT are dictated by the material type and the specific requirements of the application.
Thick sections almost always require PWHT due to the substantial residual stresses generated, which can lead to significant integrity issues if not properly treated. Industry codes, such as ASME Section VIII, specify PWHT for components over a certain thickness to ensure safety and performance. The PWHT process for thick sections involves precise control of heating and cooling rates to avoid thermal shock and ensure uniform treatment.
The energy and time required for PWHT increase with material thickness. Thicker sections need longer heating and holding times to ensure that the entire material volume reaches the desired temperature. This consideration is crucial for planning and executing PWHT in industrial settings.
Maintaining precise temperature control is essential during PWHT. Overheating or underheating can lead to suboptimal stress relief or even damage the material. For thick sections, achieving uniform temperature throughout the material can be challenging, necessitating advanced monitoring and control systems.
Industry standards provide detailed guidelines on PWHT procedures based on material thickness to ensure safety and performance. Compliance with these standards is mandatory for certification and safe operation of pressure vessels and other critical components.
Material thickness plays a critical role in determining the PWHT requirements and procedures. Understanding how thickness influences the thermal and mechanical behavior of materials during PWHT is essential for achieving desired outcomes and ensuring the reliability and safety of welded structures.
Residual stress in welded materials arises from the rapid heating and cooling cycles during welding. When the weld and adjacent base metal heat up and cool down quickly, uneven expansion and contraction occur, leading to internal stresses. These stresses can significantly impact the structural integrity and performance of the welded component, potentially causing problems such as distortion, cracking, and reduced fatigue life.
Post Weld Heat Treatment (PWHT) plays a crucial role in reducing residual stress in welded materials. By applying controlled heating and cooling cycles, PWHT allows the material to undergo stress relaxation and changes in the material’s internal structure, which help mitigate the adverse effects of residual stress. The primary mechanism of stress relief during PWHT involves the reduction of yield strength at elevated temperatures. As the material is heated, its yield strength decreases, allowing the internal stresses to redistribute and equalize. This process helps to reduce peak stresses, improve dimensional stability, and enhance structural integrity.
To effectively reduce residual stress through PWHT, several techniques and best practices can be employed. A key aspect of PWHT is the controlled heating and cooling of the welded component. This process typically involves gradually increasing the temperature to avoid thermal shock and ensure uniform heating, holding the material at a specific soaking temperature for a predetermined period, and controlled cooling to prevent the reintroduction of thermal stresses.
The selection of the appropriate PWHT temperature is critical for effective stress reduction. The temperature must be high enough to allow stress relief but low enough to prevent adverse changes in the material’s internal structure. Typical PWHT temperatures for common materials include 550°C to 650°C (1022°F to 1202°F) for carbon steels and similar ranges for low alloy steels, though specific temperatures may vary based on alloy composition. Stainless steels often require lower temperatures to avoid sensitization and other detrimental effects.
The soaking time during PWHT is determined by the thickness of the material and the degree of residual stress present. A general guideline is to hold the material at the soaking temperature for 1 hour per 25mm of thickness. However, specific soaking times may vary based on material properties and industry standards.
Ensuring uniform heating throughout the material is essential to achieve consistent stress reduction. Techniques such as furnace heating, localized heating with induction coils, or resistance heating blankets are commonly used to achieve uniform temperature distribution.
Monitoring and verifying the PWHT process is crucial to ensure it effectively reduces residual stress. This can be done through temperature monitoring using thermocouples and temperature recorders to track the heating and cooling cycles, and residual stress measurement techniques such as X-ray diffraction, hole-drilling, or ultrasonic methods to measure residual stress before and after PWHT.
The effectiveness of PWHT in reducing residual stress can vary based on the material being treated. For example, quenched and tempered (Q&T) steels require careful control of PWHT temperature to avoid altering the tempered martensitic structure. High alloy steels may need specific PWHT parameters to prevent the formation of undesirable phases or sensitization, while nonferrous materials often have different PWHT requirements compared to ferrous materials, necessitating tailored procedures.
By understanding and applying the appropriate PWHT techniques and best practices, it is possible to effectively reduce residual stresses in welded materials, thereby enhancing the structural integrity and performance of welded components.
Post Weld Heat Treatment (PWHT) methods are diverse and tailored to meet specific requirements based on material type, component size, and desired outcomes. Each method has its own pros and cons, so it’s important to choose the right technique for the job.
Furnace heating is a widely used PWHT method that provides uniform heating and controlled cooling, making it ideal for large components or multiple parts. This method ensures consistent temperature distribution and minimizes thermal shock and residual stresses.
Localized heating targets specific weld zones using heating pads, torches, or electrical resistance.
Induction heating uses electromagnetic induction to heat the material, offering precise and consistent heat application.
Resistance heating uses electrically heated ceramic pads to provide uniform heating, suitable for various materials.
To assist in selecting the most appropriate PWHT method, the following comparison highlights the key advantages and limitations of each technique:
| Method | Advantages | Limitations |
|---|---|---|
| Furnace | Uniform heating, ideal for large components | High energy costs, space requirements |
| Localized | Efficient for specific areas, cost-effective | Risk of uneven heating, limited to certain geometries |
| Induction | Fast, precise, energy-efficient | Limited to magnetic materials |
| Resistance | Versatile, can reach high temperatures | Requires direct contact, cost of equipment |
Choosing the right PWHT method requires considering several factors for the best results:
By understanding the distinct characteristics and applications of each PWHT method, engineers and technicians can make informed decisions to optimize the performance and integrity of welded components.
Post Weld Heat Treatment (PWHT) is critical for maintaining the integrity and reliability of pressure vessels and piping systems used in various industries. These components are subject to high pressure and temperature conditions, making them susceptible to stress-related failures. PWHT helps mitigate these risks by:
In the oil and gas sector, PWHT is extensively used to ensure the safety and reliability of pressure vessels and pipelines. For example:
In the petrochemical industry, PWHT is vital for components exposed to aggressive chemicals and high temperatures:
The aerospace industry relies on PWHT to ensure the reliability and performance of critical components:
Different industries have specific requirements for PWHT based on the materials used and the operational conditions. Here is a comparative analysis of PWHT methods in key industries:
When selecting a PWHT method, several factors must be considered:
Understanding the specific needs of each industry and the factors influencing PWHT selection helps engineers treat welded components effectively, enhancing their performance and longevity in demanding applications.
Below are answers to some frequently asked questions:
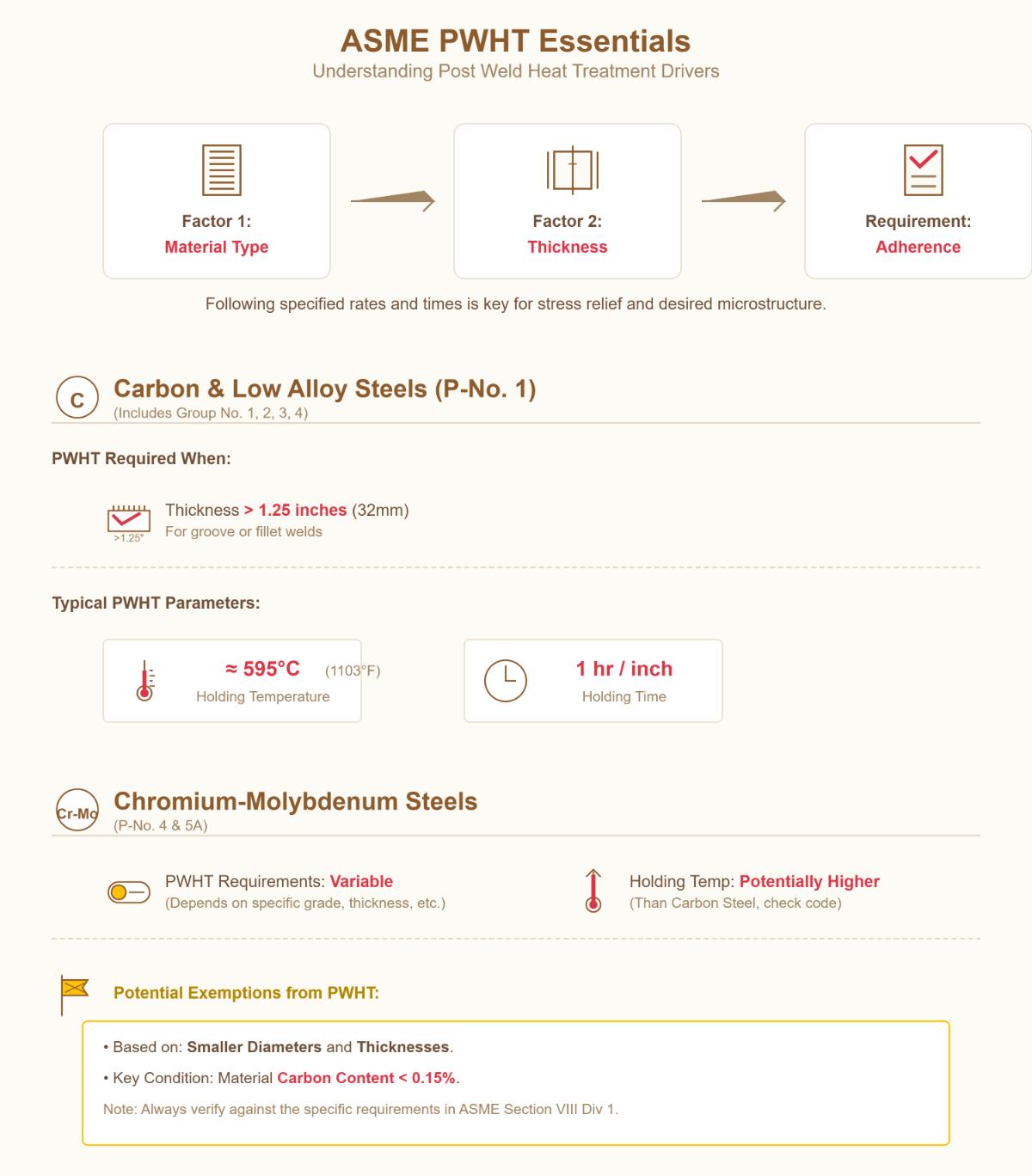
ASME Section VIII Division 1 specifies Post Weld Heat Treatment (PWHT) requirements based on the type of material and its thickness. For carbon and low alloy steels (e.g., P-No. 1, Gr-No. 1, 2, 3, 4), PWHT is mandatory for certain weld configurations, such as groove welds or fillet welds where thickness exceeds 1.25 inches. The process typically involves heating the weld area to around 595°C (1103°F) and holding it for 1 hour per inch of thickness. For chromium-molybdenum steels (e.g., P-No. 4 and P-No. 5A), PWHT requirements vary, with exemptions for smaller diameters and thicknesses, provided the carbon content is below 0.15%. The holding temperature for these steels can be higher, depending on the chromium content. It is crucial to adhere to the specified heating rates, holding times, and cooling rates to ensure compliance and achieve the desired stress relief and microstructural modifications.
Post-weld heat treatment (PWHT) significantly affects the material properties of weldments. Primarily, PWHT helps in relieving residual stresses that develop during welding, which can enhance the toughness and ductility of the material. By altering the microstructure, PWHT can refine grain sizes and promote phase transformations that improve mechanical properties. For instance, in high-strength steels, PWHT can facilitate the formation of acicular ferrite, which enhances toughness. However, it can sometimes lead to a slight reduction in yield and tensile strength due to the formation of less desirable phases.
Additionally, PWHT improves corrosion resistance by relieving stresses that could lead to stress corrosion cracking and refining microstructures. This is particularly beneficial for stainless steels and high-strength alloys. The effectiveness of PWHT depends on precise control of temperature, holding time, and cooling rates. Incorrect procedures can negatively impact material properties, highlighting the importance of adhering to proper PWHT protocols. Understanding these effects is crucial for optimizing the reliability and performance of welded structures across various industries.
Post Weld Heat Treatment (PWHT) is widely used in various industries to enhance the mechanical properties of welded components. Its primary applications include reducing residual stresses, improving material strength and toughness, and preventing defects such as hydrogen-induced cracking (HIC) and stress corrosion cracking (SCC).
Typical applications of PWHT can be found in the oil and gas industry, where it ensures the integrity of pipelines and equipment exposed to high temperatures and pressures. In the petrochemical industry, PWHT is essential for maintaining the durability and safety of equipment operating under harsh conditions. The aerospace industry employs PWHT to improve the mechanical properties of welded components to withstand extreme conditions. Lastly, in the nuclear industry, PWHT is critical for maintaining the safety and structural integrity of reactors and other critical components by mitigating residual stresses.
During Post Weld Heat Treatment (PWHT), adherence to safety standards is crucial to ensure both the quality and safety of the process. Key safety standards include:
By following these standards, industries can ensure that PWHT is performed safely, effectively, and in compliance with regulatory requirements.
Choosing the right Post Weld Heat Treatment (PWHT) method for your project involves considering several key factors to ensure optimal results. Firstly, assess the type of material being welded. For example, carbon and low alloy steels typically require PWHT for thicker sections to reduce residual stresses, while stainless steels may only need it under specific conditions, such as when joining dissimilar metals.
Next, adhere to industry standards and codes, such as the ASME Boiler and Pressure Vessel Codes, which provide detailed guidelines on PWHT temperature and time requirements based on material classification. Consider the weld geometry and thickness, as thicker welds usually necessitate PWHT, whereas thinner sections might be exempt.
The application environment also plays a crucial role; high-temperature applications may require PWHT to prevent creep and enhance long-term performance, while low-temperature environments might focus on stress relief to avoid cracking.
Common challenges in Post Weld Heat Treatment (PWHT) include time and cost, equipment limitations, distortion and warping, delayed cracking, environmental concerns, and material properties alteration.
Time and cost can be significant due to the need for specialized equipment and skilled personnel. To mitigate this, employing efficient heating methods like induction heating and optimizing equipment usage can be beneficial. Equipment limitations may arise due to size, geometry, or material constraints, which can be addressed by using localized heating techniques to focus on specific weld zones without compromising structural integrity.
Distortion and warping are common due to heating and cooling cycles, which can be controlled by managing heating and cooling rates and ensuring uniform heating. Delayed cracking can occur, making defects harder to detect; therefore, thorough inspections using non-destructive testing (NDT) post-PWHT are essential.
Environmental concerns are related to the high energy consumption of PWHT, which can be mitigated by minimizing treatment cycles and using energy-efficient methods. Material properties can also be altered during PWHT, particularly in high-strength steels. Selecting materials less susceptible to changes and adjusting welding techniques can help maintain desired mechanical properties.
By understanding these challenges and implementing tailored solutions, industries can effectively maximize the benefits of PWHT while minimizing its drawbacks.