SAE AISI 1527 Steel: Technical Properties and Uses
What makes SAE AISI 1527 steel a preferred choice in various industries? This article delves into the intriguing world of…
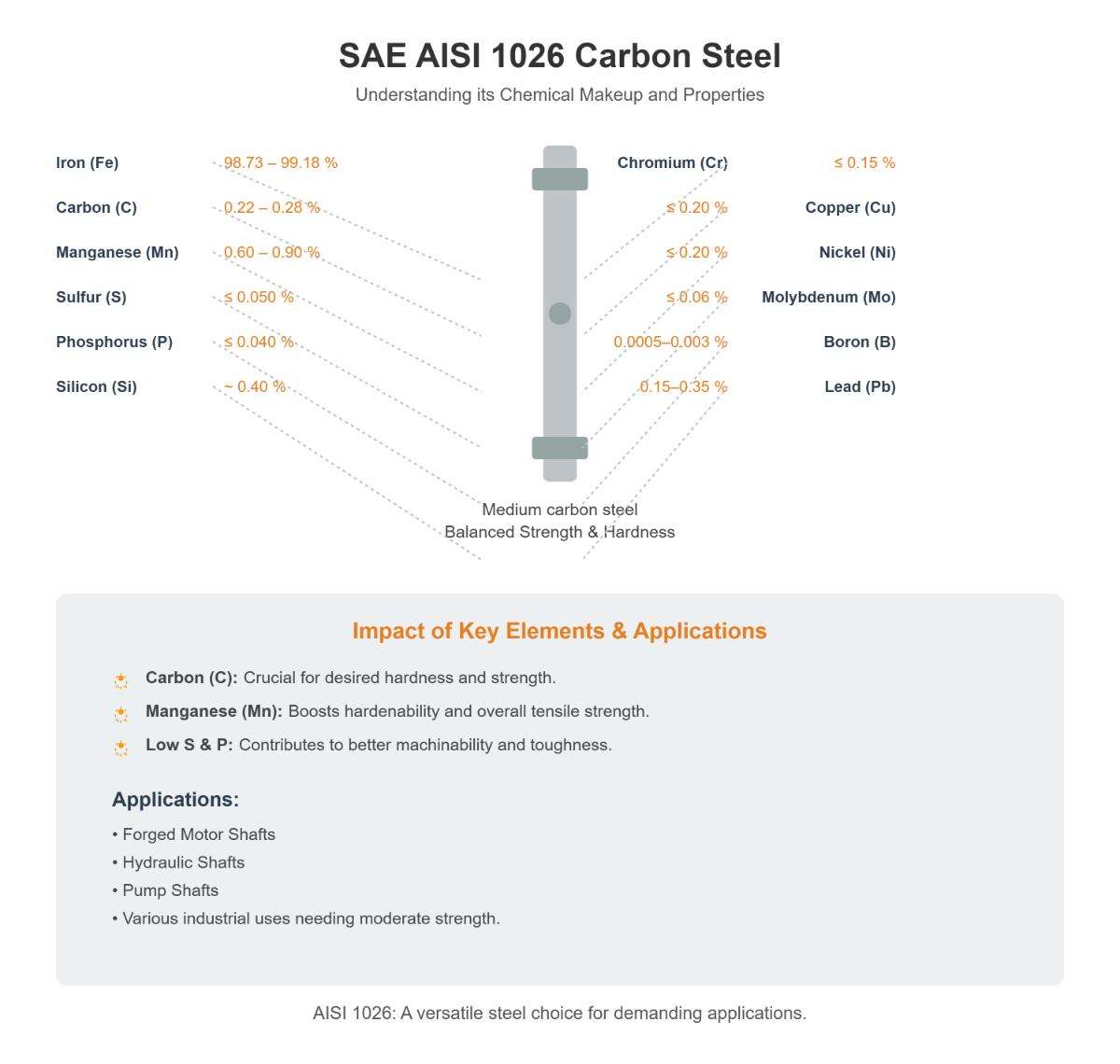
Imagine a material that strikes the perfect balance between strength and versatility, making it an indispensable choice in various engineering applications. SAE AISI 1026 carbon steel is precisely that material, known for its robust mechanical properties and adaptability. This guide delves into the intricate details of SAE AISI 1026, exploring its chemical composition, mechanical properties, and diverse applications. Whether you’re curious about its elemental makeup, such as carbon and manganese content, or how its tensile strength and hardness make it suitable for motor shafts and hydraulic components, this comprehensive overview will provide the insights you need. Ready to uncover what makes SAE AISI 1026 a cornerstone in the world of carbon steels? Let’s dive in and explore its remarkable properties and uses.
SAE AISI 1026 carbon steel, also known as UNS G10260, is a low to mild carbon non-alloy steel that is widely recognized for its versatility and mechanical properties. It can be easily formed into wrought products. This steel is utilized across multiple industries due to its favorable mechanical properties and versatility.
The SAE (Society of Automotive Engineers) and AISI (American Iron and Steel Institute) designation system is used to classify this steel. The “10” in 1026 denotes plain carbon steel, and the “26” refers to its carbon content. This classification allows engineers and manufacturers to easily determine the steel’s properties and suitable applications.
SAE AISI 1026 carbon steel plays a crucial role in various sectors such as automotive, appliance, and construction. Its combination of strength, machinability, and formability makes it a popular choice for a wide range of components, from forged motor shafts to machinery parts. This steel’s consistent properties and compliance with industry standards ensure reliable performance in diverse industrial applications.
The chemical composition of a material details the types and quantities of chemical elements it contains. In the case of SAE AISI 1026 carbon steel, understanding its chemical composition is crucial as it directly influences the steel’s strength, durability, and heat resistance. Each element plays a specific role in determining the steel’s behavior during manufacturing processes, such as forging, machining, and welding, as well as its performance in end – use applications.
Carbon is the main alloying element in SAE AISI 1026 carbon steel, with a content ranging from 0.220% to 0.280%. This medium carbon content gives the steel a balanced combination of hardness, strength, and ductility. As the carbon content increases, the steel becomes harder and stronger but less ductile. The medium carbon range in 1026 steel allows it to be heat – treated effectively to achieve the desired mechanical properties for various applications.
Manganese, present at 0.60% to 0.90%, enhances the steel’s strength, toughness, and hardenability. It also helps in counteracting the brittleness caused by sulfur. By forming manganese sulfide (MnS) instead of iron sulfide (FeS), it prevents the formation of low – melting – point compounds that can cause cracking during hot working processes.
Phosphorus is considered an impurity element, and its content is typically limited to ≤ 0.030 – 0.040%. High levels of phosphorus can reduce the steel’s toughness and ductility. By keeping the phosphorus content low, the steel maintains good mechanical properties, especially in applications where impact resistance is required.
Sulfur is also an impurity, with a content of ≤ 0.035 – 0.050%. Low sulfur content improves machinability, but too much sulfur can make the steel brittle. In some cases, slightly higher sulfur levels may be tolerated to enhance machinability, but careful control is necessary to avoid negative effects on the steel’s toughness.
Iron, comprising 98.73% to 99.18%, acts as the base metal and provides the steel’s fundamental structure.
Mechanical properties refer to how materials behave under different types of load and stress. For SAE AISI 1026 carbon steel, these properties include tensile strength, yield strength, elongation, hardness, ductility, toughness, elastic and shear moduli, Poisson’s ratio, and machinability. These attributes are crucial in determining the steel’s suitability for different applications.
Tensile strength is the maximum stress a material can endure while being stretched before it breaks. For SAE AISI 1026 carbon steel, this strength ranges from 490 MPa (71,100 psi) to 550 MPa (80,000 psi), depending on how it is processed. This high tensile strength makes the steel suitable for applications that require resistance to breaking under tension.
Yield strength is the stress level at which a material begins to deform permanently. For AISI 1026 carbon steel, the yield strength is around 415 MPa (60,200 psi) in a hot-formed condition and can reach up to 470 MPa (68,000 psi) when cold drawn. This property is essential for applications where the material must maintain its shape under load.
Elongation measures how much a material can stretch before breaking. AISI 1026 carbon steel has an elongation at break of about 15% over a 50 mm gauge length, indicating good ductility for forming processes.
Hardness indicates a material’s resistance to deformation, particularly indentation. AISI 1026 carbon steel has a Brinell hardness of around 143 HB, equivalent to 78 on the Rockwell B scale and 149 on the Vickers scale. This moderate hardness allows for effective machining and forming.
Ductility and toughness are key properties for materials under dynamic loads. AISI 1026 carbon steel shows good ductility with an elongation of about 15% and a reduction of area around 40%, meaning it can undergo significant deformation and absorb energy without fracturing.
The modulus of elasticity (Young’s modulus) for AISI 1026 carbon steel typically ranges from 190 to 210 GPa (27.5 to 30.5 × 10^6 psi). This property measures the steel’s stiffness and ability to resist deformation under load. The shear modulus, approximately 73 to 80 GPa (11.6 × 10^6 psi), reflects the material’s response to shear stress. These moduli are consistent with common steels and indicate good structural performance.
Poisson’s ratio for AISI 1026 carbon steel ranges between 0.27 and 0.30. This dimensionless number describes the ratio of lateral strain to axial strain when the material is stretched. A typical Poisson’s ratio for steels, it indicates balanced deformation characteristics under load.
Machinability refers to the ease with which a material can be cut into a desired shape with acceptable surface finish and tool life. AISI 1026 carbon steel has a machinability rating of about 75% relative to AISI 1212 steel, which is considered 100%. The machinability improves with cold drawing processes, which refine the grain structure and increase hardness, making it suitable for various machining operations.
Understanding the thermal properties of SAE AISI 1026 carbon steel is essential for assessing its performance under different temperature conditions. These properties determine how the material responds to temperature changes, affecting its dimensional stability, heat transfer capabilities, and overall mechanical behavior. For instance, the coefficient of thermal expansion indicates how much the material will expand or contract with temperature fluctuations, which is crucial for applications involving tight tolerances. Thermal conductivity, on the other hand, affects how efficiently the material can transfer heat, impacting its suitability for heat exchangers or engine components.
The density of SAE AISI 1026 carbon steel is approximately 7.85 g/cm³ (0.284 lb/in³). This value is typical for low to medium carbon steels and helps calculate weight, load-bearing capabilities, and thermal inertia in engineering applications.
The elastic modulus, also known as Young’s modulus, for AISI 1026 carbon steel ranges from 190 to 210 GPa (27.5 to 30.5 × 10^6 psi). This property measures the material’s stiffness and resistance to elastic deformation under load. It is a critical factor in determining the steel’s behavior under mechanical stress and its suitability for structural applications.
Thermal conductivity of AISI 1026 carbon steel is about 51.9 W/m·K (360 BTU·in/hr·ft²·°F) at 0°C. This property shows the steel’s ability to conduct heat, which is important for heat exchangers and during thermal processing like forging and heat treatment.
The specific heat capacity of AISI 1026 carbon steel is around 0.486 J/g·°C (0.116 BTU/lb·°F) at temperatures above 100°C. This value is crucial for processes involving significant temperature changes. Additionally, the linear thermal expansion coefficient ranges from approximately 12.1 µm/m°C (6.72 µin/in°F) at lower temperatures to about 14.4 µm/m°C (8.00 µin/in°F) at higher temperatures, important for maintaining dimensional accuracy under thermal cycling.
The melting point of AISI 1026 steel is around 1460°C (2670°F), with a latent heat of fusion of 250 J/g. These values are essential for processes involving melting, such as casting and welding, and they define the upper thermal limits for the material’s usage.
AISI 1026 steel is typically forged between approximately 1230°C to 900°C (2250°F down to 1650°F). Forging within this temperature range ensures good workability and prevents overheating, which could degrade the material’s mechanical properties.
Heat treatment optimizes the mechanical properties of AISI 1026 steel. Normalizing at 900-925°C refines the microstructure and relieves internal stresses. Carburizing and surface hardening at 760-790°C, followed by quenching, achieve desired hardness and mechanical properties. Tempering at 170-210°C relieves residual stresses without significantly reducing hardness.
The moderate thermal expansion of AISI 1026 steel requires careful consideration in design to prevent thermal stress or distortion during temperature fluctuations. This property is particularly important in applications involving high-temperature operations or frequent thermal cycling, where maintaining dimensional stability is critical.
The thermal properties of SAE AISI 1026 carbon steel make it suitable for applications requiring moderate thermal conductivity and expansion. Its ability to be forged and heat treated within specific temperature ranges allows for tailored mechanical properties, making it ideal for components such as shafts, machinery parts, and other critical structural elements. The steel’s thermal characteristics must be integrated into design and processing decisions to ensure optimal performance and durability.
SAE AISI 1026 carbon steel is extensively used in the automotive and mechanical sectors due to its favorable mechanical properties.
Motor shafts need materials that balance strength, toughness, and fatigue resistance. AISI 1026 is ideal for this application because it provides a good tensile strength of approximately 490 MPa and a yield strength of around 415 MPa. These properties ensure that the motor shafts can withstand the stresses of rotation and load without failing prematurely.
The toughness and machinability of AISI 1026 make it suitable for hydraulic shafts, which need to be precisely machined and durable. The steel’s composition allows for excellent performance in these demanding applications.
Similar to hydraulic shafts, pump shafts benefit from the strength and durability of AISI 1026. The steel’s ability to be machined into precise dimensions and its resistance to wear and fatigue make it a preferred material for manufacturing pump shafts.
AISI 1026 is highly suitable for forging processes, which involve shaping metal using localized compressive forces.
The steel can be forged at high temperatures ranging from 1230°C to 900°C, allowing it to be shaped into complex forms while maintaining strength.
Forged components made from AISI 1026 are often used in applications that require enhanced toughness and fatigue resistance. Common examples include gears, couplings, and axles. These parts benefit from the steel’s ability to be formed into intricate shapes without compromising strength.
AISI 1026’s machinability and formability make it a popular choice in general engineering and construction applications.
The steel is used to manufacture various engineering components such as brackets, supports, and general machinery parts. These applications take advantage of the material’s moderate strength and good finishing characteristics, which are essential for reliable performance in structural applications.
In construction, AISI 1026 is employed in the production of structural components that require a balance of strength and ductility. This includes elements like supports and brackets, which benefit from the steel’s ease of welding and forming.
AISI 1026 can undergo various heat treatment processes to enhance its properties for specific applications.
The steel can be carburized and heat treated to increase surface hardness while maintaining a tough core. This makes it suitable for parts subjected to wear and impact, such as gears and shafts in automotive and industrial machinery. The higher manganese content in AISI 1026 improves its hardenability, making these treatments more effective.
The weldability of AISI 1026 expands its use in assembled structures and repair applications.
The steel is weldable using all standard fusion welding methods. Low-carbon electrodes are preferred to minimize the risk of cracking during the welding process. This is particularly beneficial for applications involving extensive welding, ensuring the final assembly remains strong and durable.
SAE AISI 1026 carbon steel is known for its good machinability, making it a preferred choice for various industrial applications. Its machinability rating is about 75% compared to AISI 1212 steel, which is considered 100% machinable. This rating indicates that while AISI 1026 offers good machinability, it is not the highest among carbon steels.
The machinability of AISI 1026 carbon steel is significantly influenced by its condition and heat treatment processes. In its as-forged or normalized condition, AISI 1026 offers good machinability. Normalizing, which involves heating the steel to a specific temperature and then air cooling, can improve the uniformity of the microstructure and enhance machinability. This process is particularly beneficial for complex shapes, as it helps in achieving a consistent and optimal hardness. Additionally, cold drawing refines the steel’s microstructure and reduces residual stresses, thereby improving machinability. Cold-drawn AISI 1026 steel bars, rods, and wires exhibit better machinability compared to their hot-rolled counterparts.
Heat treatments like carburizing and case hardening, followed by tempering, can impact machinability. These treatments are usually performed after initial machining, as they increase surface hardness, which can lead to higher tool wear and cutting forces during machining.
The hardness of AISI 1026 steel plays a critical role in its machinability. With a typical Brinell hardness of around 143, AISI 1026 is easier to machine than higher carbon steels. This hardness provides a good balance between ease of machining and mechanical strength. However, higher hardness resulting from quenching or case hardening can reduce machinability due to increased tool wear and higher cutting forces.
AISI 1026 carbon steel can be machined using conventional cutting tools, such as high-speed steel (HSS) or carbide tools. Optimal cutting speeds and feeds should be used to maximize tool life and achieve a good surface finish. The stable microstructure of AISI 1026 in the as-forged or normalized state facilitates consistent machining performance. This steel grade tends to produce consistent chips and a good surface finish when machined under recommended parameters, making it suitable for manufacturing precision components like shafts and mechanical parts. The good weldability of AISI 1026 complements its machinability. It can be welded with low-carbon electrodes, which helps in fabricating components that require both machining and welding without compromising on material integrity.
When machining AISI 1026 carbon steel, several practical considerations should be kept in mind:
By understanding and applying these considerations, manufacturers can effectively machine AISI 1026 carbon steel to produce high-quality components with consistent performance.
Forging is a manufacturing process that shapes metal using localized compressive forces. For SAE AISI 1026 carbon steel, this method is highly effective due to its balanced mechanical properties and moderate carbon content.
For SAE AISI 1026 carbon steel, forge at 2250°F (1230°C) initially and finish at 1650°F (900°C). This temperature range ensures the material remains ductile, minimizing the risk of cracking while maintaining adequate strength.
Post-forging heat treatments are crucial for optimizing the mechanical properties and ensuring the longevity of forged components.
By adhering to these forging process parameters and recommendations, manufacturers can achieve optimal mechanical performance and manufacturability for SAE AISI 1026 carbon steel components.
SAE AISI 1026 carbon steel has good weldability and is compatible with standard commercial welding processes like gas welding and arc welding. This versatility allows fabricators to pick the most suitable method for their applications without major limitations.
To achieve optimal weld quality, use low – carbon welding electrodes. They reduce the risk of weld cracking and ensure better fusion with the base metal.
The chemical composition of SAE AISI 1026, especially its carbon and manganese content, affects its weldability. The carbon content is up to 0.28%. This relatively low carbon amount helps prevent excessive hardening. The manganese content ranges from 0.60% to 0.90%. Manganese enhances hardenability while still allowing for effective welding. Together, they maintain a balance that keeps the heat – affected zone (HAZ) from becoming overly hard and brittle.
Post – weld heat treatments can reduce residual stresses and improve toughness in the welded area. A stress – relief treatment like tempering at around 170 – 210°C can be applied after welding. Normalizing before welding is beneficial, especially for parts with complex shapes or varying microstructures from prior forging.
SAE AISI 1026 carbon steel suits various fusion welding methods such as Shielded Metal Arc Welding (SMAW), Gas Metal Arc Welding (GMAW), and Gas Tungsten Arc Welding (GTAW). These methods create strong and reliable joints when the right electrodes and parameters are used. The choice of method depends on the application’s specific requirements.
Besides welding, brazing, soldering, and mechanical joining techniques can be used for SAE AISI 1026 steel. Brazing and soldering are suitable for lighter – duty or non – structural joints. They offer advantages like lower processing temperatures and reduced thermal distortion. Mechanical joining methods, such as bolting, riveting, and adhesive bonding, are useful when disassembly or maintenance is expected. The choice of method depends on design requirements and service conditions.
The carbon equivalent (CE) of SAE AISI 1026 is relatively low. This generally means preheating isn’t needed for thin sections. But for thicker sections or highly restrained joints, preheating may be necessary to prevent cracking. Preheating controls the cooling rate and reduces thermal stresses.
The manganese in SAE AISI 1026 can increase hardness in the HAZ if the material cools rapidly after welding. Controlled cooling or post – weld heat treatment can reduce this effect, improving the ductility and toughness of the welded region.
Before welding, clean the steel surface vigorously. Remove rust, oil, and scale to ensure better weld penetration and fusion. A clean surface leads to higher – quality welds with fewer inclusions and porosity.
SAE AISI 1026 carbon steel is recognized by various global standards, which helps in cross-referencing and selecting suitable materials for different applications.
SAE AISI 1026 is a medium carbon steel with approximately 0.26% carbon content, widely used in North America.
In the UNS, the equivalent material designation for SAE AISI 1026 is G10260. The UNS system is commonly used in North America to ensure consistency in material specifications across different industries.
Several ASTM standards cover the chemical compositions and mechanical properties compatible with SAE AISI 1026 carbon steel, including ASTM A29 for steel bars, ASTM A273 for seamless and welded pipes, ASTM A510 for wire rods and coarse round wire, ASTM A519 for seamless mechanical tubing, ASTM A545 for steel forgings for piping components, and ASTM A576 for hot-wrought special quality steel bars.
The Japanese equivalent for SAE AISI 1026 is S45C. While not directly stated, S45C is commonly cross-referenced in the industry due to its similar chemical composition and properties.
In the German DIN standards, the equivalent material is C45. This medium carbon steel grade has comparable carbon and manganese content, making it a suitable alternative for applications requiring similar properties.
The chemical composition of SAE AISI 1026 carbon steel includes:
This composition ensures a balance of strength and ductility with moderate hardenability, making it versatile for various industrial applications.
This variant of SAE AISI 1026 is strain-hardened by cold working, enhancing its tensile strength to approximately 550 MPa and hardness to around 160 Brinell. This process also slightly improves fatigue strength and yield strength.
AISI 1018 has a lower carbon content (~0.18%), resulting in lower strength and hardness but offering better weldability and ductility. It is used where high machinability and formability are required.
With carbon content up to 0.45%, AISI 1045 has higher strength and hardness but lower ductility. It is preferred for applications requiring greater wear resistance or strength.
SAE 1026 can be used as a core material for carburizing processes, benefiting from its manganese content, which enhances hardenability and surface hardness after carburizing and heat treatment.
| Property | SAE AISI 1026 (Annealed) | Cold Drawn 1026 | Typical Range for Medium Carbon Steels |
|---|---|---|---|
| Carbon Content | 0.22-0.28% | Same | 0.20-0.30% |
| Ultimate Tensile Strength | ~490 MPa (71100 psi) | ~550 MPa (80,000 psi) | 400-600 MPa |
| Yield Strength | ~415 MPa (60200 psi) | ~470 MPa (68,000 psi) | 300-500 MPa |
| Elongation at Break | ~15% | ~17% | 10-25% |
| Hardness (Brinell) | ~143 | ~160 | 120-180 BHN |
| Modulus of Elasticity | ~205 GPa (29,700 ksi) | Slightly reduced (~190 GPa) | ~200 GPa |
| Density | ~7.85 g/cm³ | Same | ~7.85 g/cm³ |
These properties make SAE AISI 1026 compatible with other medium carbon steels used in structural, mechanical, and automotive applications, ensuring reliability and performance.
SAE AISI 1026 and its equivalents are commonly used in:
The equivalents in ASTM and international standards provide a robust foundation for material selection in engineering applications requiring medium carbon steel with balanced properties.
Below are answers to some frequently asked questions:
SAE AISI 1026 carbon steel is a medium carbon steel with a chemical composition designed to balance strength, hardness, and machinability. The primary elements in its composition are:
This composition ensures that AISI 1026 carbon steel has moderate hardness and strength, making it suitable for applications such as forged motor shafts, hydraulic shafts, and pump shafts. The carbon content provides the necessary hardness and strength, while manganese improves hardenability and tensile strength. The low sulfur and phosphorus content enhances machinability and toughness, making AISI 1026 a versatile choice for various industrial applications.
AISI 1026 steel exhibits a balanced range of mechanical properties suitable for various applications. Its ultimate tensile strength is approximately 490 MPa (71,100 psi), while the yield strength is about 415 MPa (60,200 psi). This indicates the steel can endure moderate tensile loads. The Brinell hardness of AISI 1026 is around 143 HB, reflecting its moderate hardness level, which allows for good machinability without brittleness. The steel also shows good ductility, with an elongation at break of about 15% and a reduction of area around 40%, indicating it can be efficiently cold-worked and shaped without fracture. The modulus of elasticity is typically 205 GPa (29,700 ksi), and the shear modulus is about 80 GPa (11,600 ksi), which are standard values for steels, indicating good stiffness and elastic behavior. These mechanical properties make AISI 1026 steel a versatile material for components like motor shafts, hydraulic shafts, and pump shafts, where moderate strength and good machinability are essential.
SAE AISI 1026 carbon steel is a versatile material used in various industries due to its favorable mechanical properties, workability, and cost-effectiveness. Typical applications of AISI 1026 include the production of forged motor shafts, hydraulic shafts, and pump shafts, where its strength and toughness are essential. It is also widely used in machinery parts manufacturing because of its good machinability and mechanical strength, especially when cold drawn for applications requiring dimensional accuracy.
Additionally, AISI 1026 is employed in carburizing processes for parts needing increased core hardness. Its high manganese content enhances its hardenability, making it suitable for both carburized and uncarburized conditions in engineering and construction applications. The steel can be used in both hot-worked and cold-worked conditions, offering flexibility in manufacturing processes. With good weldability and machinability, AISI 1026 is a preferred material for a broad range of products across multiple industries.
AISI 1026 steel is forged within a temperature range of 2250°F (1230°C) to 1650°F (900°C). Forging usually starts near the upper limit (2250°F/1230°C) and continues as the steel cools to about 1650°F (900°C). The finishing temperature depends on factors like part complexity, reduction rates, and required grain structure refinement. After forging, normalizing at 1650–1700°F (900–925°C) is applied to refine the grain structure. Optional stress – relieving annealing can be done, though it’s less common. Surface hardening methods like carburizing or oil quenching from 1400–1450°F (760–790°C) followed by tempering at 340–410°F (170–210°C) can enhance wear resistance.
AISI 1026 carbon steel is weldable due to its low carbon content, typically ranging from 0.22% to 0.28%. This makes it suitable for various welding techniques, including MIG, TIG, and arc welding. The recommended approach involves using low-carbon electrodes to maintain weld consistency and quality.
MIG welding is effective for high-speed, continuous processes, offering good penetration and minimal distortion. TIG welding provides precise control, ideal for applications requiring high-quality finishes and minimal porosity. Arc welding (SMAW) offers versatility and portability, suitable for both shop and field applications.
Preheating is generally not necessary, though it might be required for thicker sections to prevent cracking. Post-weld treatments are typically unnecessary since AISI 1026 does not undergo significant hardness changes after welding. This steel’s weldability, combined with its excellent machinability and formability, makes it a versatile material for various fabrication processes.
SAE AISI 1026 carbon steel has a machinability rating of approximately 75% relative to AISI 1212 steel, indicating good but not exceptional machinability. Its machinability is generally good in the as – forged or normalized condition. Cold drawing can enhance machinability by improving hardness and tensile strength, leading to better chip formation and surface finish. Heat treatments like normalizing at 900–925°C can homogenize the microstructure and improve machinability, especially for complex shapes. With a tensile strength of around 490 MPa, yield strength of about 415 MPa, and a typical hardness of 143 HB, it balances machinability and durability well, making it suitable for precision machining in various industrial applications.