
Machining Difficult Materials: Expert Tips and Techniques
Imagine trying to carve a sculpture from a diamond. Machining difficult materials, like titanium and Inconel, presents similar challenges in…
Dry machining, a process that eliminates the need for coolant, is revolutionizing the industry. This article explains the benefits, challenges, and applications of dry machining. Learn how this technique not only cuts costs but also promotes sustainability in manufacturing. Dive in to discover practical insights and expert tips on implementing dry machining in your operations.

In cutting processes, the addition of cutting fluid plays a good role in reducing cutting temperature, chip breaking, and chip removal, but it also has many drawbacks. For example, maintaining a large cutting fluid circulation system requires a lot of funds; at the same time, it is necessary to periodically add preservatives and replace cutting fluid, which also increases many costs.
Moreover, due to the harmful substances in cutting fluids, which pose a threat to workers’ health, the use of cutting fluids is also restricted. As a result, dry cutting technology has emerged. As a new technology, dry cutting has some new problems and many vague understandings that need to be clarified.
To this end, Michigan Technological University (MTU) in the United States conducted extensive surveys and comparative cutting experiments, deeply analyzing and studying the effects of using cutting fluids on workers’ health, tool life, cutting forces and torques, and processing quality, to improve people’s understanding of dry cutting as a new technology.
The extensive survey research conducted by MTU believes that the use of cutting fluids will deteriorate the production environment, and long-term exposure can lead to skin diseases and bronchitis, posing a threat to workers’ health and safety.
Therefore, many countries have stipulated strict environmental health standards. For example, the U.S. Environmental Protection Agency (EPA) has specified that the allowable content of harmful substances in the air should be reduced from the original 5.0mg/m³ to 0.5mg/m³.
Moreover, the allowable particle (PM) diameter of harmful substances in the air has decreased from the original 10μm to 2.5μm. To meet this standard, high-precision cutting fluid filtration devices and air purification equipment are needed, which will greatly increase manufacturing costs. From this point of view, it far exceeds the advantages brought by the use of cutting fluids.
It is generally believed that adding cutting fluid can improve tool life. However, cutting experiments conducted by MTU under cutting speed conditions of v=130m/min have shown that: when cutting with cutting fluid, due to the discontinuity of the addition process and the unevenness of cooling, the tool undergoes irregular alternating cold and hot changes, which easily causes cracks in the tool tip, leading to tool damage and greatly reducing tool life.
MTU conducted more than 100 drilling tests, with aluminum alloys (Al304 and Al390) as the processing materials, using uncoated carbide drills, and selecting cutting parameters typically used in drilling. The results showed that compared to wet cutting with cutting fluid, dry cutting without cutting fluid increased the surface roughness value of the inner hole by two times.
Therefore, for parts with high requirements for inner hole surface roughness, dry cutting should be avoided as much as possible. However, in comparative cutting tests of boring aluminum alloys, it was found that under the same processing conditions, the surface roughness of the inner hole had almost no relation to whether cutting fluid was added or not.
Drilling tests conducted by MTU (under the same conditions as above) showed that adding cutting fluid can significantly reduce the cutting force and torque acting on the drill, especially for closed-type cutting processes. Cutting tests for thread tapping, deep hole broaching, sawing, etc., also fully confirmed this point.
Similarly, the results of comparative cutting tests for boring aluminum alloys proved that under the same processing conditions, whether cutting fluid was added or not, the cutting force and torque acting on the boring tool remained basically unchanged.
MTU conducted cutting temperature measurements at different time periods and at different axial and radial positions during inner hole boring tests, and performed corresponding finite element analysis of cutting temperatures.
The results showed that not adding cutting fluid would increase the cutting temperature at different positions of the inner hole, thus enlarging the inner hole dimensions. Therefore, for processing parts with high requirements for inner hole dimensional accuracy, there is indeed a question of whether to add cutting fluid.
The extensive research conducted by MTU was done under conditions of adding cutting fluid and completely dry cutting. If an appropriate amount of cutting fluid is used with a suitable technical method for closed-type cutting processes, the dimensional accuracy, surface roughness, cutting force and torque, and other indicators of the processed workpiece are significantly better than those under conditions with cutting fluid added.
For example, in drilling, the current experiments using air cooling or near-dry cooling methods through the hollow drill rod to the drilling area of the workpiece show better results than conditions with cutting fluid added.
Based on the above aspects, it is believed that for non-closed cutting processes with low requirements for part dimensional accuracy and surface roughness, dry cutting can be fully adopted.
For non-closed and closed cutting processes with high requirements for dimensional accuracy and surface roughness, a series of technical measures need to be taken, such as increasing spindle speed and reducing feed rate, which will inevitably increase production costs.
However, after calculation and analysis, these costs are just about equivalent to the costs saved by eliminating cutting fluid. Combined with the adoption of the latest manufacturing technologies, such as using new tool materials and adopting high-speed cutting technology, these can completely replace conventional processing technologies. Therefore, dry cutting processing has very good development prospects.
Currently, most machine part processing, especially processing on highly automated CNC machines, machining centers, and automated lines, mostly uses cutting fluid. The main functions of cutting fluid are chip removal, reducing cutting temperature, and lubrication.
However, with the increasing emphasis on environmental protection and awareness of sustainable development, processing methods that use large amounts of cutting fluid in cutting operations have been subject to various restrictions.
The pollution from cutting fluids can cause harm to the surrounding environment and operators. Cleaning the adhesions formed by cutting fluids on parts and cutting surfaces not only causes “secondary pollution” but also increases production costs.
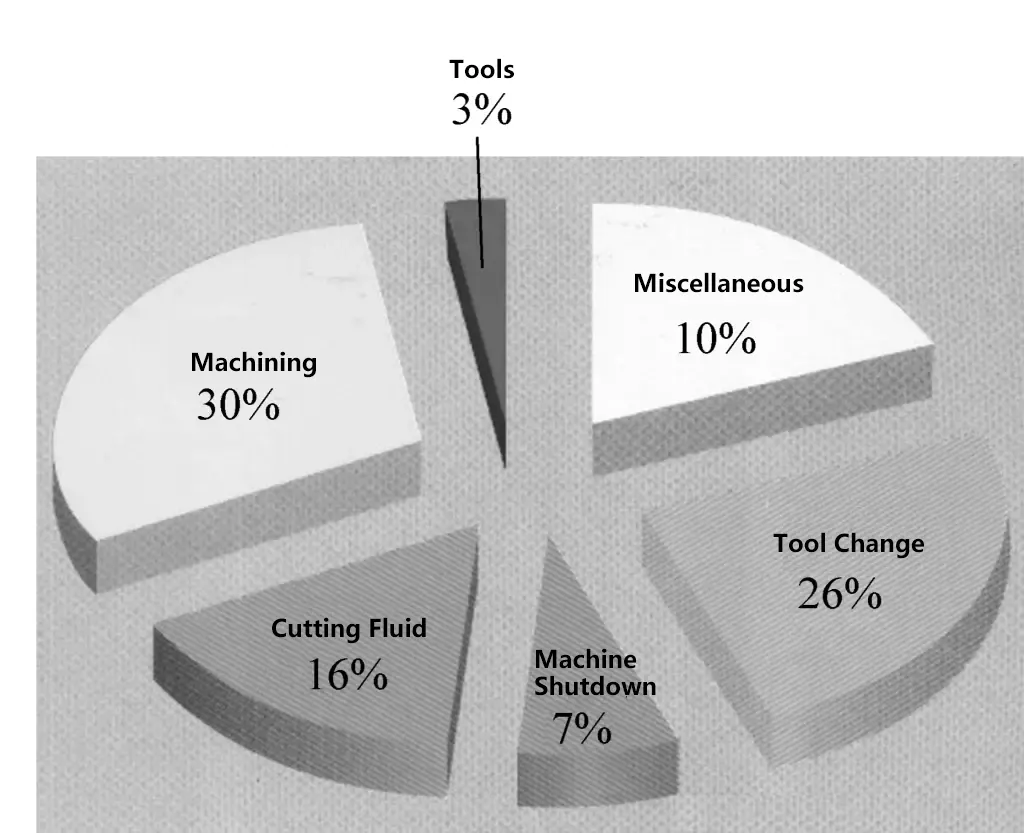
Studies by German VDMA and the Japan Society for Precision Engineering show that the cost of cutting fluids in cutting processes accounts for about 13% to 17% of the total production processing costs, while tool costs usually only account for 2% to 4% of the total cost, as shown in Figure 1.
Dry cutting processing, simply put, is a processing method that does not use any cutting fluid during the cutting process. Since the day metal cutting technology was born, there have been both dry cutting and wet cutting methods. Therefore, the dry cutting method is not new in principle and has been applied in production for a relatively long time (such as dry milling of cast iron).
However, its connotation is very different from before, because dry cutting processing here is no longer limited to the processing of cast iron materials and traditional natural methods, but through the establishment of new theories and new processes, it aims to adopt dry cutting processing for all materials processing and all processing methods.
Dry cutting is not simply stopping the use of cutting fluids, but to ensure high efficiency, high product quality, high tool life, and reliability of the cutting process while stopping or minimizing the use of cutting fluids. This requires replacing the role of cutting fluids in traditional cutting with high-performance dry cutting tools, machine tools, and auxiliary facilities to achieve true dry cutting processing.
Dry cutting processing involves various aspects such as tool materials, tool coatings, tool geometric structures, processing machines, cutting parameters, processing methods, etc. It is the intersection and integration of manufacturing technology with materials technology and disciplines such as information, electronics, and management.
Dry cutting means eliminating the adverse effects of cutting fluids in cutting processes such as turning, milling, drilling, and boring, greatly saving processing costs and protecting the ecological environment.
Currently, industrially developed countries such as Europe and Japan attach great importance to the development and application of dry cutting technology. According to statistics, in European industry, about 10% to 15% of processing has already adopted dry cutting processes.
The manufacturing industry in the 21st century has increasingly high requirements for green environmental protection. As a green manufacturing process, dry cutting technology has important significance for saving resources, environmental protection, and cost reduction. With the deepening of research on machine tool technology, tool technology, and related processes, dry cutting technology will certainly become the main technical means of metal cutting and be widely applied.
At present, the scope of dry cutting processing is still relatively limited, but its in-depth research and widespread application have become a hot topic in the field of processing.
Israeli experts believe that dry cutting “is still a very complex field today, it’s not as simple as turning off the cooling cutting fluid and then ordering another tool.” In recent years, while developing high-speed cutting processes, the mechanical manufacturing industry in industrially developed countries is exploring new processes for dry cutting using existing tool materials.
Meaningful and economically feasible dry cutting processing should be based on careful analysis of specific boundary conditions and mastery of complex factors affecting dry cutting processing, providing the necessary data and information for the design of dry cutting process systems.
Due to the absence of cutting fluid, it completely eliminates a series of negative effects caused by the use of cutting fluid in cutting processes. Compared with wet cutting, dry cutting has the following characteristics:
Due to these characteristics, dry cutting has become one of the hot topics in clean manufacturing process research and has been successfully applied in turning, milling, drilling, and boring operations.
Compared to wet cutting under the same conditions, dry cutting also has the following disadvantages:







