ERW Pipe vs GI Pipe: A Comprehensive Comparison of Key Differences
When it comes to selecting the right piping for your project, understanding the nuances between different types can save you…
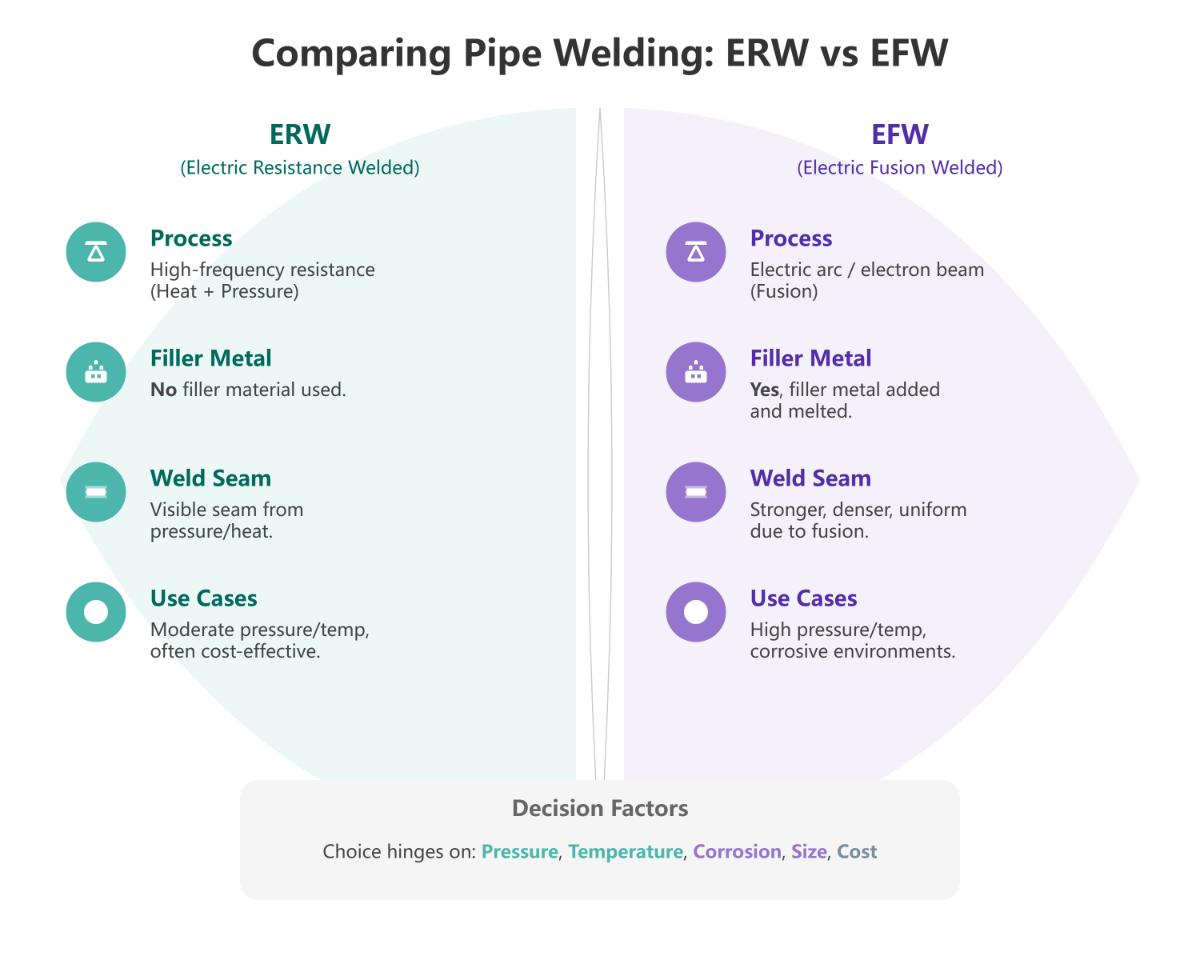
Imagine standing at the crossroads of two different pipe technologies, each with its own unique manufacturing process, strengths, and applications. Welcome to the comparative world of ERW (Electric Resistance Welding) and EFW (Electric Fusion Welding) pipes. If you’ve ever wondered about the main differences between these two types of pipes, their suitability for high-pressure and corrosive environments, or how they are manufactured, you’re in the right place. This article delves into the intricacies of ERW and EFW pipes, exploring their weld seams, heat-affected zones, and performance under various conditions. By the end, you’ll have a clear understanding of which pipe type is best suited for your specific needs, whether in oil and gas, construction, or chemical industries. So, which pipe will emerge as the ideal choice for your next project? Let’s find out.
ERW is a way to join metal. High – frequency electric current is sent through the edges of metal strips that are rolled into a cylinder. The current heats the edges until they can be fused under pressure, without using any filler material. This makes it an efficient and cost – effective method for making pipes.
EFW uses an electric arc. The arc melts both the base metal and a filler material. When they solidify, a strong joint is formed. EFW can handle thicker materials and is great for high – pressure applications. It includes processes like electron beam welding and laser welding.
ERW pipes are made by forming a steel strip into a cylindrical shape and using high-frequency electric current to fuse the edges together under pressure. This creates a weld seam that runs along the length of the pipe. The seam is cleaned and smoothed to match the pipe’s outside diameter, although it remains visible on the inside. ERW welding does not use any filler material, making it a cost-effective and efficient process.
EFW pipes are produced by using an electric arc to melt the base metal along with a filler material. This results in a stronger, more uniform joint compared to ERW pipes. The weld seam in EFW pipes is cleaned and trimmed on both the inside and outside diameters, ensuring a smooth finish. The use of filler material in EFW welding enhances the strength and durability of the weld seam, making it suitable for more demanding applications.
The heat affected zone (HAZ) in ERW pipes is relatively wide due to the high-frequency electric current used during welding. This current can affect a larger area around the weld seam, potentially leading to variations in the metal’s properties such as strength and ductility. These variations might impact the pipe’s performance in applications where uniform material properties are crucial.
EFW pipes have a narrower heat affected zone. The controlled melting and fusion process, which involves both the base metal and filler material, results in better uniformity of the metal properties within the HAZ. This narrower HAZ enhances the pipe’s performance in high-pressure and corrosive environments, reducing the risk of property variations that could compromise the pipe’s integrity.
EFW pipes generally offer higher strength and durability compared to ERW pipes, thanks to the fusion of both base metal and filler material during the EFW process. This makes them ideal for applications in the chemical and petrochemical industries, where strong and durable piping systems are essential. However, ERW pipes are more cost-effective and quicker to produce, making them suitable for large-scale production in industries like automotive and construction.
The choice between ERW and EFW pipes can also depend on material thickness. ERW pipes are typically used for thinner materials due to the efficiency of the welding process, while EFW pipes are better suited for thicker materials required in high-pressure applications.
By understanding the differences in weld seams and heat affected zones between ERW and EFW pipes, users can make informed decisions about the appropriate pipe type for their specific needs.
ERW and EFW pipes exhibit distinct performance characteristics when subjected to varying pressure conditions.
ERW pipes are generally suitable for low to medium-pressure applications, as the high-frequency electric resistance welding process creates a robust seam capable of handling moderate pressure levels effectively. These pipes are commonly used in applications such as water supply systems and transport of non-corrosive fluids.
EFW pipes are designed to withstand higher pressure environments. The electric fusion welding process melts both the base metal and filler material, resulting in a stronger, more uniform weld. This makes EFW pipes ideal for high-pressure applications such as petrochemical and chemical processing industries.
Corrosion resistance is a crucial factor in determining the suitability of pipes for various applications.
ERW pipes, often made from stainless steel, offer good general corrosion resistance, though inconsistencies in the weld seam may affect performance in highly corrosive environments.
EFW pipes offer superior corrosion resistance due to their more uniform and stronger weld seams. The fusion welding process ensures a consistent and dense pipe structure, making EFW pipes more suitable for corrosive environments, such as in chemical processing and offshore drilling applications.
The strength and durability of pipes are paramount for their long – term performance and reliability.
ERW pipes provide adequate strength for low to medium – pressure applications. However, the absence of filler material can sometimes result in a less durable weld compared to EFW pipes. Despite this, ERW pipes are cost – effective for applications where extreme durability is not essential.
EFW pipes are known for their exceptional strength and durability. The electric fusion welding process creates a solid joint by melting both the base metal and filler material, resulting in a pipe that can endure high – pressure and demanding environments. This makes EFW pipes preferable for applications requiring high strength and durability, such as in the petrochemical and chemical industries.
The diameter and wall thickness of pipes significantly influence their performance characteristics.
ERW pipes are typically available in smaller diameters and thinner wall thicknesses. This makes them suitable for applications where material economy is crucial, such as in plumbing and HVAC systems. The thinner walls also contribute to the cost – effectiveness and ease of production of ERW pipes.
EFW pipes are available in larger diameters with thicker wall thicknesses. These dimensions are ideal for high – pressure environments that require robust piping infrastructure. The thicker walls provide additional strength and durability, ensuring reliable performance in demanding applications.
Cost and efficiency considerations play a vital role in the selection of pipe types for various projects.
ERW pipes are generally more cost – effective and faster to produce, making them ideal for large – scale projects where efficiency is crucial. The straightforward welding process, which doesn’t require filler material, reduces both manufacturing costs and production time.
EFW pipes, while initially more expensive due to the complexity of the welding process, offer long – term benefits in terms of durability and performance in demanding environments. The higher upfront cost is justified by the enhanced strength, corrosion resistance, and longevity of EFW pipes in high – pressure and corrosive applications.
ERW pipes are ideal for low to medium pressure applications and are typically used for pipes with thinner walls. Their design and manufacturing process make them less capable of withstanding extremely high pressures compared to EFW pipes.
ERW pipes are widely employed across various industries, particularly in plumbing and HVAC for water supply lines and ventilation systems. Their affordability and ease of installation make them perfect for large construction projects. In the automotive industry, ERW pipes are used in components such as exhaust systems and structural tubing. The aerospace and rail industries also utilize ERW pipes in various non-critical applications where their lower cost and good machinability are advantageous. Additionally, they are used in the electronics industry for cable conduits and in the petroleum and energy sectors for non-corrosive fluid transport.
Common uses include water supply lines in residential and commercial buildings, transport of non-corrosive fluids like air and water in industrial settings, and as structural tubing in scaffolding and furniture.
Designed for high-pressure and high-temperature applications, EFW pipes are perfect for thick-walled pipes, providing the necessary strength and durability for extreme conditions.
The chemical and petrochemical industries, which handle corrosive chemicals and high-pressure processes, heavily rely on EFW pipes for their superior corrosion resistance and strength. In the oil and gas industry, EFW pipes are used in offshore drilling equipment and high-pressure pipelines. The textile and food processing industries also use EFW pipes in applications where hygiene and corrosion resistance are crucial.
EFW pipes are used in pipelines carrying corrosive fluids or gases, high-pressure steam lines in power plants, and critical industrial piping systems that require superior mechanical properties. They can often substitute for seamless pipes in many applications, providing a cost-effective alternative while still meeting high-performance standards.
ERW pipes are generally more cost – effective. Their manufacturing process is simpler and doesn’t require filler materials, which cuts down on production costs. This makes them a top choice for low – to – medium – pressure applications when budget is a major concern. The wide availability of ERW pipe – making machinery also helps keep costs low.
On the other hand, EFW pipes are more expensive. Their complex welding procedures, such as using an electric arc, electron beam, or laser along with filler material, drive up the cost. However, for high – pressure applications, they offer a cost – effective alternative to seamless pipes. Their enhanced durability and strength in demanding environments justify the higher upfront investment.
Understanding the material specifications of ERW and EFW pipes is crucial for choosing the right type for an application.
| Feature | ERW Pipes | EFW Pipes |
|---|---|---|
| Cost | More affordable for low – pressure applications | Costlier but more durable for high – pressure use |
| Manufacturing Process | Joins edges with high – frequency current | Fuses edges using electron beam, laser, or electric arc |
| Strength and Durability | Less strong, suitable for medium – pressure use | Stronger and denser, ideal for high – pressure use |
| Applications | Low – to – medium – pressure applications like water supply | High – pressure and corrosive environments like petrochemicals |
| Standards | ASTM A53, API 5L, ASTM A252 | ASTM A671 for high – pressure applications |
Several industry standards apply to both Electric Resistance Welded (ERW) and Electric Fusion Welded (EFW) pipes, covering aspects like dimensions, mechanical properties, testing, and quality requirements.
ERW pipes are made by rolling steel plates and joining the edges through high-frequency electric resistance welding without filler material. The standards for ERW pipes emphasize seam quality and heat treatment. Since the welds are formed by pressure welding without consumables, it’s crucial to ensure the weld zone toughness matches the base metal properties.
ERW pipes are typically of smaller diameters and thinner wall thicknesses, suitable for low to medium-pressure applications like water supply, HVAC, fire suppression, and automotive industries. Common specifications include ASTM A53 Grade B and ASTM A671. Visual and nondestructive weld seam inspections are required to ensure there is no seam corrosion or defects that could compromise pressure containment.
EFW pipes are made using fusion welding, which often involves consumable electrodes, electron beams, or laser welding. This results in a denser, stronger, and more uniform weld. The standards for EFW pipes emphasize weld fusion integrity, uniformity, and corrosion resistance.
These pipes can accommodate larger diameters and thicker walls, making them suitable for high-pressure, high-temperature, and corrosive environments such as those in the petrochemical, chemical processing, and oil and gas industries. Specifications like ASTM A671 and API 5L outline stringent weld seam quality and pressure ratings. Due to the complex fusion welding method, EFW pipe standards have higher initial tooling and inspection requirements to ensure superior mechanical performance and longevity.
| Feature | ERW Pipe Standards | EFW Pipe Standards |
|---|---|---|
| Welding Method | High-frequency electric resistance welding | Fusion welding with consumable electrodes (electron beam/laser) |
| Common Standards | ASTM A53, ASTM A671, ASTM A252 | ASTM A671, API 5L, ASTM A53 |
| Weld Seam | Pressure welded seam, no filler metal | Fusion weld with filler metal, seam trimmed |
| Diameter/Wall Thickness | Typically smaller diameter, thinner walls | Larger diameter, thicker walls |
| Application Pressure | Typically low to medium pressure | Usually high pressure and high temperature |
| Corrosion Resistance | Moderate, depends on stainless grade/coating | Higher, with corrosion-resistant filler materials |
| Inspection Requirements | Seam inspection, heat treatment for toughness | More stringent fusion weld inspection & heat treatment |
| Typical Industries | Plumbing, HVAC, automotive, fire suppression | Petrochemical, oil & gas, chemical processing |
| Cost Considerations | More cost-effective, simpler production | Higher initial cost, but better strength/durability |
Below are answers to some frequently asked questions:
The main difference between ERW (Electric Resistance Welded) and EFW (Electric Fusion Welded) pipes lies in their welding processes. ERW pipes are produced by rolling a steel plate into a cylindrical shape and welding the edges together using high-frequency electric resistance without adding filler material. This method relies on pressure and heat to fuse the edges, resulting in a visible weld seam formed by pressure and heat alone.
In contrast, EFW pipes are manufactured by heating the edges of the steel plate with an electric arc or electron beam, melting the edges along with filler metal to fuse them together. This process creates a stronger, denser, and more uniform weld seam due to the fusion of molten metals, making EFW pipes suitable for high-pressure, high-temperature, and corrosive environments. The choice between ERW and EFW pipes depends on the specific application requirements regarding pressure, corrosion resistance, pipe size, and cost.
For high-pressure and corrosive environments, EFW (Electric Fusion Welded) pipes are generally the better choice compared to ERW (Electric Resistance Welded) pipes. EFW pipes are manufactured through a process that involves melting the base materials and often adding filler material, resulting in a stronger, more uniform weld seam. This process creates a denser and more robust weld with superior mechanical properties, which allows EFW pipes to withstand higher pressures and stresses.
Moreover, EFW pipes exhibit better corrosion resistance due to the enhanced metallurgical properties of the weld seam, making them more suitable for aggressive chemical exposure. In contrast, ERW pipes, which are joined by high-frequency electric resistance welding without filler metal, are typically designed for low to medium pressure applications and may have potential seam imperfections that limit their performance in highly corrosive or high-pressure environments.
Therefore, for applications requiring high strength, durability, and resistance to corrosion, such as those found in the chemical processing, petrochemical, and oil and gas industries, EFW pipes are the recommended option.
The manufacturing processes for ERW and EFW pipes differ primarily in their welding techniques.
Electric Resistance Welding (ERW) pipes involve a process where steel coils are uncoiled, flattened, and gradually shaped into cylindrical tubes using rollers. A high-frequency current is then applied to the edges of the tube via copper contacts or induction coils, heating them to the fusion temperature. The heated edges are pressed together under force to form a seam without using any filler material. After welding, the pipes undergo sizing to achieve precise diameter and roundness, cutting to specified lengths, and testing to ensure weld integrity.
Electric Fusion Welding (EFW) pipes are manufactured by forming steel sheets into cylindrical shapes. The edges of the sheets are heated to a semi-molten state through electrical resistance. These heated edges are then forced together, extruding molten steel to form a bead along the seam. This process can result in hard spots and localized corrosion, making it less reliable compared to modern ERW methods.
Pipe diameter and wall thickness are critical factors in deciding between ERW (Electric Resistance Welded) and EFW (Electric Fusion Welded) pipes due to differences in their manufacturing processes and performance characteristics.
ERW pipes are typically chosen for smaller to medium diameters (up to around 12 inches or DN 300) and thinner walls. This is because the ERW process efficiently produces pipes with sufficient strength for low to medium-pressure applications. The process involves forming a steel strip into a cylindrical shape and welding the edges using high-frequency electric resistance, which is cost-effective for smaller diameters and thinner walls.
In contrast, EFW pipes are preferred for larger diameters (above 12 inches or DN 350) and thicker walls. The EFW process uses an electric arc or electron beam to fuse the edges of a steel plate, creating a stronger and more uniform weld seam. This makes EFW pipes suitable for high-pressure and corrosive environments, as well as applications requiring higher strength and durability. The ability to handle thicker walls makes EFW pipes ideal for demanding industrial uses such as in the petrochemical and oil and gas industries.
Electric Resistance Welded (ERW) and Electric Fusion Welded (EFW) pipes are utilized across a range of industries due to their distinct properties and manufacturing processes.
ERW pipes are commonly used in the automotive industry for components like exhaust systems and fuel delivery systems, as well as in construction and plumbing for water supply lines and HVAC installations. They are also employed in the energy and oil & gas sectors for transporting non-corrosive fluids and in the aviation and aerospace industries due to their high strength and lightweight characteristics.
EFW pipes, on the other hand, are preferred in the chemical and petrochemical industries for handling corrosive substances and high temperatures. They are extensively used in the oil and gas industry for pipelines requiring high strength and corrosion resistance, and in refineries and LNG terminals for critical applications due to their reliability and ability to withstand extreme conditions. The choice between ERW and EFW pipes largely depends on the specific requirements of the industry, such as pressure levels, corrosion resistance needs, and cost considerations.
Yes, stainless steel pipes are available in both ERW and EFW types. ERW stainless steel pipes are made by rolling a steel plate into a cylinder and welding the edges with high – frequency electric current, without additional metal fillings. They are cost – effective, suitable for low – to – medium pressure and available in smaller diameters (1/2 inch to 24 inches). EFW stainless steel pipes are produced by melting the plate edges and using a fusion method, often with consumable electrodes. They are stronger, ideal for high – pressure and corrosive environments, and can be made in larger diameters (up to 100 inches or more).