How to Weld Brass to Aluminum: A Beginner’s Step-by-Step Guide
Imagine the satisfaction of successfully joining two dissimilar metals like brass and aluminum. It might seem like a daunting task,…
Welding brass to carbon steel may seem like a daunting task, but with the right techniques and preparation, you can achieve strong, reliable joints. Whether you’re an experienced welder or looking to expand your skill set, understanding the nuances of these two distinct metals is essential. In this comprehensive guide, we’ll walk you through the step-by-step process of welding brass to carbon steel. You’ll learn about the properties of each material, the importance of surface preparation, and the best welding techniques to use. By the end, you’ll be equipped with the knowledge to tackle this challenging but rewarding task with confidence. Ready to dive in and master the art of welding brass to carbon steel? Let’s get started!
The process of welding brass to carbon steel plays a vital role in many industries, combining the strengths of two distinct materials to create versatile and durable solutions. This technique leverages the robustness of carbon steel with the corrosion resistance and aesthetic appeal of brass, making it essential in fields like plumbing, construction, and manufacturing.
In plumbing and HVAC systems, welding brass to carbon steel is used to create durable and corrosion-resistant joints. Brass resists water corrosion, making it ideal for fittings and valves, while carbon steel adds strength to pipes and supports.
Welding brass to carbon steel is valuable in architecture and decoration, creating components like handrails and fixtures that are both durable and visually appealing. The combination of these metals allows for innovative and robust designs in both structural and decorative applications.
In the electrical and electronics industry, welding brass to carbon steel is crucial for manufacturing components that require both electrical conductivity and mechanical strength. The conductivity of brass and the strength of carbon steel make them perfect for connectors, terminals, and other electronic components.
Understanding the importance and applications of welding brass to carbon steel is crucial for professionals in the metalworking and engineering fields. The following sections will delve deeper into the properties of these materials, the preparation required for welding, and the techniques to achieve successful welds.
Brass is an alloy mainly made of copper and zinc, often in a 60:40 proportion. This alloy is known for its attractive golden appearance, excellent corrosion resistance, and good machinability. The properties of brass can vary significantly based on the specific ratio of copper to zinc and the inclusion of other elements such as lead, aluminum, or tin, which can be added to enhance certain characteristics.
Brass is defined by its key components:
Additional characteristics of brass include:
Brass is widely used in various industries due to its versatile properties. Common applications include plumbing valves, fittings, and pipes because of its corrosion resistance and low friction. It is also used in electrical components like terminals, connectors, and switches because of its excellent electrical conductivity. Additionally, brass is popular in decorative items such as musical instruments, jewelry, and architectural hardware for its aesthetic appeal.
Carbon steel is made of iron and up to 2.1% carbon. It is known for its high strength, toughness, and versatility. The properties of carbon steel can be altered by varying the carbon content and adding other alloying elements like manganese, silicon, and chromium.
Carbon steel is categorized based on its carbon content:
Additional characteristics of carbon steel include:
Carbon steel is extensively used in construction, manufacturing, and other heavy industries. Common applications include structural beams, columns, and reinforcement bars due to its high strength and durability. It is also used in machinery for gears, shafts, and machine parts because of its wear resistance and toughness. Additionally, carbon steel is used in tools like cutting tools, knives, and dies for its hardness and ability to maintain a sharp edge.
A key difference is their melting points: brass melts at a lower temperature, around 900 to 940°C, while carbon steel melts at around 1425 to 1540°C. This difference in melting points can pose challenges during welding, as the heat applied must be carefully controlled to avoid melting the brass while ensuring a strong bond with the carbon steel.
Welding brass to carbon steel requires careful consideration of their thermal and mechanical properties:
Understanding these material properties and compatibility considerations is crucial for achieving successful and durable welds when joining brass to carbon steel.
Proper surface preparation is crucial for achieving high-quality welds when joining brass to carbon steel. This process involves several steps to ensure the surfaces are clean and ready for welding.
Surface preparation is vital for several reasons:
To prepare for welding brass to carbon steel, gather the following tools and materials:
Welding involves high temperatures and potentially harmful fumes, so it is essential to prioritize safety:
By following these preparation steps and safety precautions, you can set the stage for a successful welding process when joining brass to carbon steel.
When welding brass to carbon steel, selecting the appropriate welding process is critical to ensure a strong, durable bond. The differences in melting points and thermal conductivity between brass and carbon steel necessitate careful consideration of the welding technique. The main processes suitable for this application include TIG welding, MIG welding, brazing, and soldering.
TIG welding is often the preferred method for welding brass to carbon steel due to its precision and control over heat input. This process uses a non-consumable tungsten electrode to produce the weld. Silicon bronze filler rods are typically used in TIG welding. These rods are zinc-free, which helps to minimize the release of harmful zinc fumes and ensures a strong weld. Argon or helium-rich mixtures with argon are used as shielding gases to protect the weld area from contamination and to reduce zinc evaporation from the brass.
Preheat the brass to 200-300°F (94-149°C) to prevent cracking and warping. Maintaining lower current settings and a consistent welding speed is essential to control the heat input and avoid defects.
MIG welding can also be employed for joining brass to carbon steel, especially for thicker materials. This process uses a continuous wire that acts as both the electrode and filler material. Copper-based filler wires are commonly used in MIG welding for this application. Argon or a mixture of argon and helium is used to protect the weld pool from atmospheric contamination.
It is crucial to set the MIG welder to a low heat setting and maintain a short arc length. This approach helps to control the heat input and prevent overheating the brass, which could lead to defects.
Brazing is a suitable technique for joining brass to carbon steel, using a filler metal with a lower melting point than the base metals. This method is effective in preserving the structural integrity of both materials. Phosphorus-bearing copper alloys or silver-based filler metals are commonly used in brazing. These fillers provide excellent flow and adhesion properties.
Applying flux is essential. It prevents oxidation and ensures the smooth flow of the filler metal. An oxy-acetylene torch with a reducing flame is typically used for heating the materials to the brazing temperature.
Soldering is another technique for joining brass to carbon steel, particularly for small-scale or delicate applications. It involves using a filler metal with an even lower melting point than brazing alloys. While soldering is effective for low-stress applications, it generally does not provide the necessary strength for mechanical applications involving brass and carbon steel.
A safe and organized workspace is essential for successful welding. Ensure your work area is well-ventilated, free from flammable materials, and equipped with all necessary tools within easy reach.
Proper surface preparation is key to high-quality welds.
Choosing the right filler metal ensures a strong and durable weld.
Proper equipment setup is essential for precision and control.
Executing the welding process requires careful technique and control.
Post-weld treatments are necessary to enhance the weld’s quality and longevity.
Brass’s lower melting point can cause zinc evaporation, weakening the weld and creating porosity. This requires careful control during the welding process to ensure a strong joint.
The differing thermal conductivities of brass and carbon steel can cause uneven heat distribution during welding. This disparity can lead to thermal stresses and potential deformation, making effective heat management crucial.
Brass contains zinc, which has a relatively low boiling point. During welding, zinc can evaporate, releasing toxic fumes and weakening the weld. Proper ventilation and the use of appropriate filler metals can help mitigate this issue.
Visual inspection, the first step in assessing weld quality, involves checking for visible defects like cracks, porosity, and undercuts. This method is straightforward but requires a trained eye to identify subtle issues that might compromise the weld’s integrity.
Non-destructive testing methods, such as X-ray and ultrasonic testing, are essential for detecting internal defects that are not visible to the naked eye. These techniques provide a detailed view of the weld’s internal structure, ensuring that there are no hidden flaws that could affect the joint’s strength and durability.
Ensuring welds meet specified standards and tolerances is critical for quality control, with precision in dimensions, alignment, and consistency indicating high-quality welds. Regular calibration of welding equipment and adherence to welding procedures are necessary to maintain these standards.
Both pre-weld and post-weld heat treatments play a significant role in preventing defects. Preheating brass before welding can reduce the risk of thermal shock and cracking. Post-weld heat treatment can relieve residual stresses and improve the mechanical properties of the weld.
Proper ventilation is essential to manage toxic fumes from welding brass, especially due to zinc evaporation. Ensuring adequate airflow and using fume extraction systems can protect welders’ health and maintain a safe working environment.
Adhering to industry standards and specifications for welding brass to carbon steel is essential for quality assurance. These standards provide guidelines on material properties, welding procedures, and inspection criteria to ensure that welds are safe, reliable, and fit for their intended applications. Regular training and certification for welders, along with periodic audits of welding processes, help in maintaining compliance and achieving high-quality welds.
Welding brass to carbon steel can present several challenges because of their different properties. Recognizing these defects early can help in implementing corrective measures.
Porosity is a common defect caused by trapped gas bubbles within the weld, weakening the joint and potentially leading to failures.
Cracking, especially in the heat-affected zone (HAZ), often results from thermal stresses caused by rapid cooling or improper welding techniques.
Incomplete fusion happens when the weld metal doesn’t properly bond with the base metals, often due to insufficient heat or incorrect technique.
To prevent zinc evaporation, which can cause porosity and toxic fumes, use lower heat settings, maintain a consistent welding speed, and shield the weld area with gases like argon.
Excessive heat can damage brass, while insufficient heat can result in weak joints.
Ensure the metals are free from contaminants before welding.
Employ appropriate shielding gases to protect the weld from atmospheric contamination.
Post-weld heat treatment can alleviate residual stresses and improve the weld’s mechanical properties.
Regular inspection ensures the weld quality and helps in identifying any defects early.
By addressing these common issues and adjusting techniques accordingly, welders can improve the quality and durability of welds between brass and carbon steel.
Below are answers to some frequently asked questions:
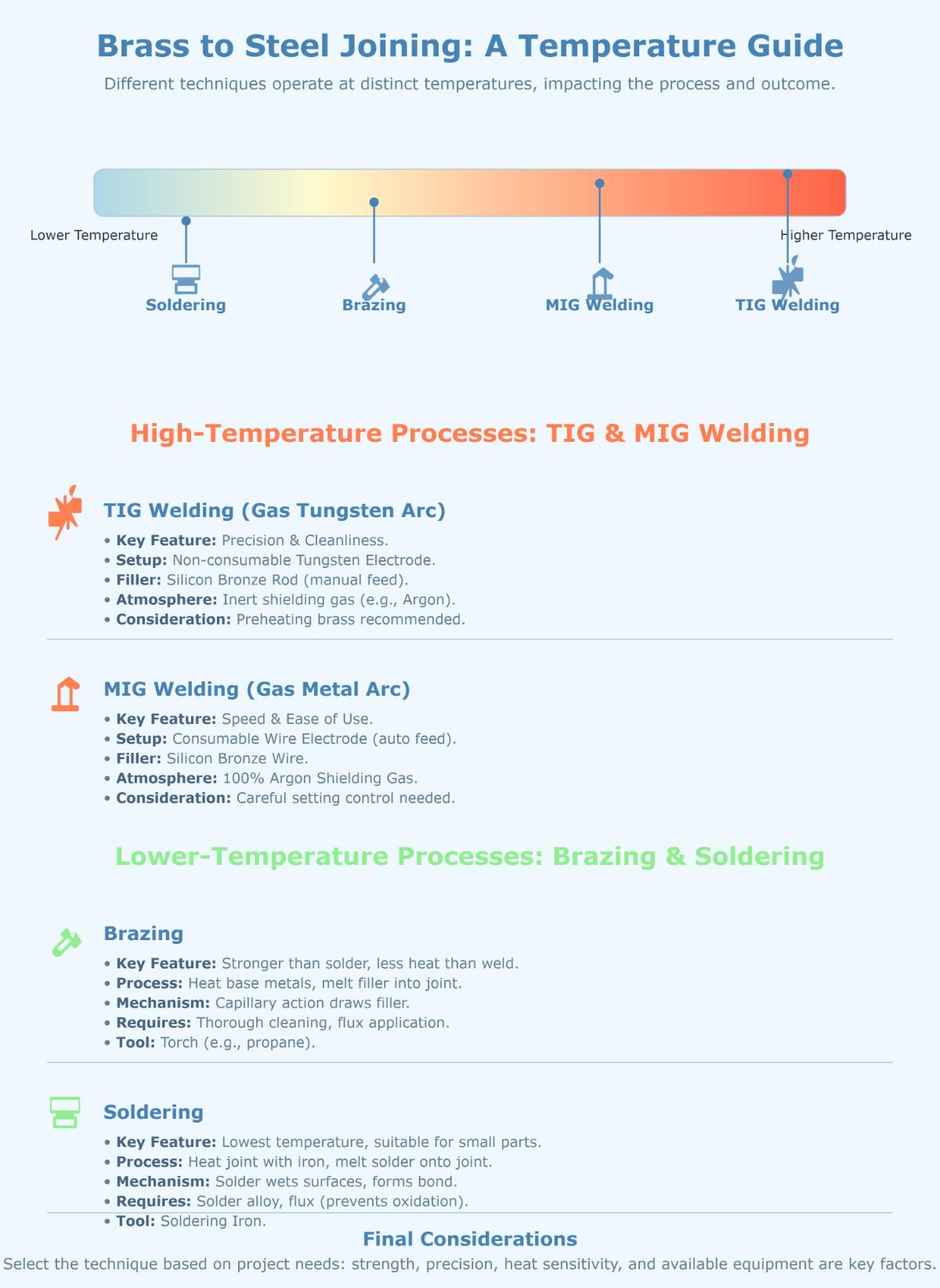
Welding brass to carbon steel can be achieved using several techniques, each suited to different applications and requirements. The primary methods include TIG welding, MIG welding, brazing, and soldering.
TIG welding provides precision and clean welds, ideal for intricate joints. It uses a tungsten electrode and a silicon bronze filler rod to minimize zinc fumes and ensure strong welds. Preheating the brass to 200-300°F can prevent cracking.
MIG welding is faster and more user-friendly, using a silicon bronze wire and 100% argon shielding gas. It requires careful adjustment of settings to prevent overheating and ensure strong bonds.
Brazing operates at lower temperatures, reducing zinc evaporation and thermal distortion. It involves thorough surface cleaning, flux application, and heating the joint with a propane torch to allow the filler metal to flow by capillary action.
Soldering, suitable for small-scale applications, occurs at even lower temperatures than brazing. It involves using a soldering iron with a suitable solder and flux to prevent oxidation.
Each technique has its advantages and considerations, and the choice depends on the specific requirements of the welding project.
To prepare surfaces for welding brass to carbon steel, thorough cleaning and proper alignment are essential to achieve a strong, defect-free weld. Start by removing contaminants such as oil, grease, rust, and oxidation from both materials. For brass, use acetone or a degreaser along with a wire brush to clean the surface. For carbon steel, a wire brush can remove mill scale and rust, while sandpaper (80 to 110-grit) smooths out rough edges and removes old paint.
Next, ensure the edges of both metals are well-prepared by shaping and aligning them correctly. Preheating is crucial: brass should be preheated to 200-300°F to prevent cracking, while carbon steel, especially if it has more than 0.3% carbon content, should also be preheated to reduce thermal shock.
Proper alignment and clamping of the workpieces are necessary to maintain their position during welding. Ensure your workspace is well-ventilated to avoid inhaling toxic fumes, and wear appropriate personal protective equipment (PPE) such as welding goggles, gloves, and a flame-resistant jacket. These steps will help you prepare the surfaces effectively, setting the stage for a successful weld.
The best filler metals for welding brass to carbon steel are primarily selected based on their ability to accommodate the different thermal expansion rates and melting points of the two metals.
Choosing the right filler metal involves considering factors such as thermal expansion compatibility, corrosion resistance, and the specific requirements of the welding or brazing process.
To prevent common welding defects when welding brass to carbon steel, follow these best practices:
By adhering to these guidelines, you can minimize defects and achieve high-quality welds when joining brass to carbon steel.
When welding brass to carbon steel, it is crucial to follow specific safety precautions to ensure a safe and effective process. Firstly, wear appropriate personal protective equipment (PPE) including safety glasses, a welding helmet with auto-darkening feature, heat-resistant gloves, flame-resistant clothing, and steel-toed boots with heat-resistant soles. Additionally, use a respirator to avoid inhaling toxic fumes, particularly zinc oxide, which can cause metal fume fever.
Ensure the work environment is safe by providing proper ventilation to prevent the buildup of harmful fumes and maintaining a clean, fire-safe area with readily available fire extinguishers. To avoid electrical hazards, keep the welding area dry and use rubber boots or an insulated platform if necessary.
Preparation of the materials is also essential. Clean both brass and steel surfaces thoroughly to remove contaminants. Preheat the materials: steel to prevent cracking and brass to 200-300°F (94-149°C) to avoid warping. Choose zinc-free filler metals, such as silicon bronze, to reduce zinc evaporation and ensure a strong weld.
For the welding process, TIG welding is recommended for better control, though MIG welding can be used with careful adjustments. Use Argon or helium-rich shielding gases to minimize zinc evaporation and protect the weld from contamination. Maintain precise temperature control to prevent defects like porosity or cracking.
By adhering to these precautions, you can safely and effectively weld brass to carbon steel.
Welded brass to carbon steel is commonly used in various applications where the distinct properties of both metals are beneficial. These applications include mechanical components and hardware, where the durability and corrosion resistance of brass complement the structural strength of carbon steel. In plumbing and pipe fittings, brass-carbon steel joints are valued for their resistance to corrosion and durability in environments involving water or chemicals. Automotive and machinery parts benefit from the thermal conductivity and strength provided by this combination, especially in engine mounts and other critical components. Additionally, decorative and architectural features utilize the aesthetic appeal of brass with the structural integrity of carbon steel, enhancing both appearance and functionality. In industrial equipment, welded brass to carbon steel is used in heavy-duty machinery where specific thermal or electrical properties are required alongside robust structural support. These applications demonstrate the versatility and practicality of combining brass and carbon steel in various industries.