
Metal Machinability: Properties & Processes
Have you ever wondered how the material of a metal part affects its manufacturability? This article explores the intricate relationship…
What if you could weld metals with precision and efficiency that traditional methods can’t match? Laser welding offers exactly that. This article explores key parameters like power, focal length, and speed, crucial for optimizing laser welding processes. Discover how adjusting these variables impacts weld quality and performance, ensuring stronger, more reliable joints. By the end, you’ll understand how to fine-tune your laser welding setup for the best results.

The operation of laser welding machines is flexible and widely applicable, making them highly sought after in industrial processing. Laser welding is commonly used for welding metal materials. The laser welding machine irradiates the metal surface with a high-intensity laser beam, causing the metal to melt and then cool and solidify.
Compared to traditional welding machines, laser welding machines offer superior processing quality, minimal deformation, and doubled efficiency.
To achieve better welding results, reduce heat impact, and ensure strength and hardness, we will use the example of the 1500W laser welding machine to introduce the factors that affect the outcome of laser welding.
The thickness of the material determines the power of the laser welding machine required. During the laser welding process, if the output power is either too high or too low, it will affect the depth of fusion.
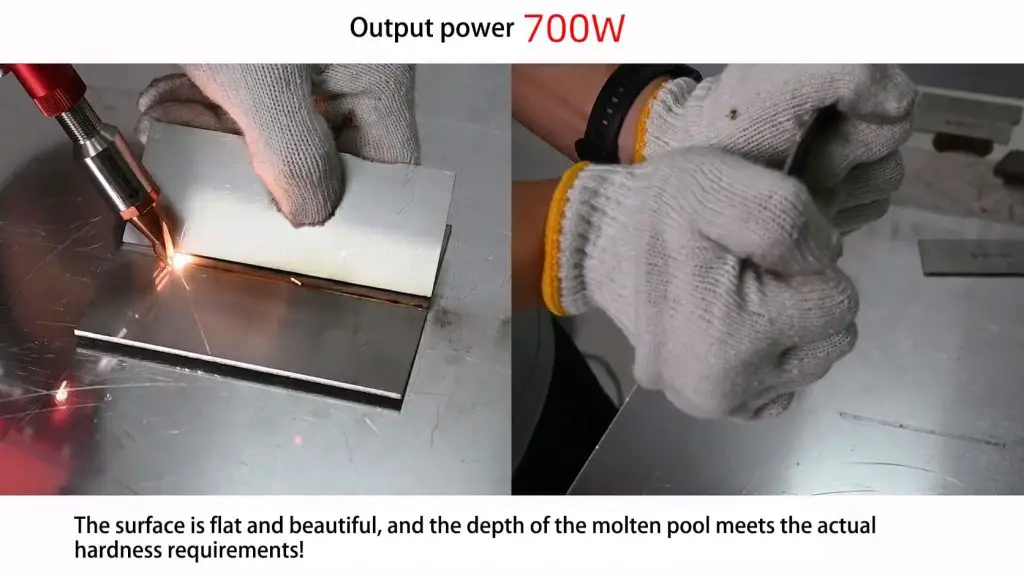
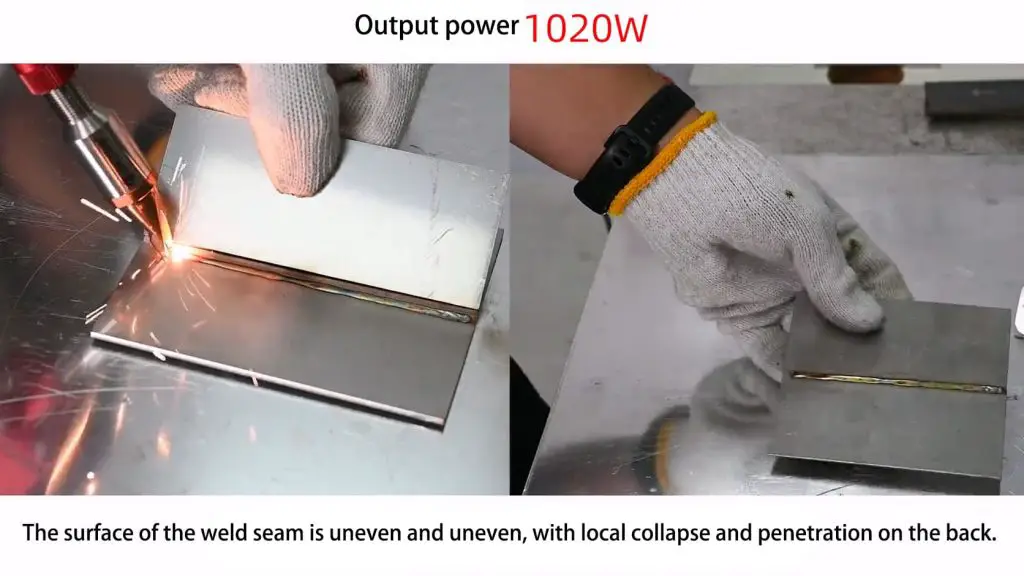
As can be seen from the above image, the output power greatly affects the thickness of the sheet, not only impacting the appearance quality but also affecting the mechanical properties of our welding process. Therefore, during the debugging process, it is recommended to first confirm the effective power range for better parameter adjustment.
The focal length refers to the distance from the material surface to the smallest spot of the focused laser beam during welding. Because the laser focus is the center of the light spot, if the power density is too high, it is easy to evaporate into a hole. Away from the laser focus, the power density distribution is relatively uniform.
Therefore, during the welding process, we need to change the distance from the focus to the material surface (also known as defocus) to achieve better welding results. The size of the defocus can change the power density and light spot, which has a certain impact on the welding quality.
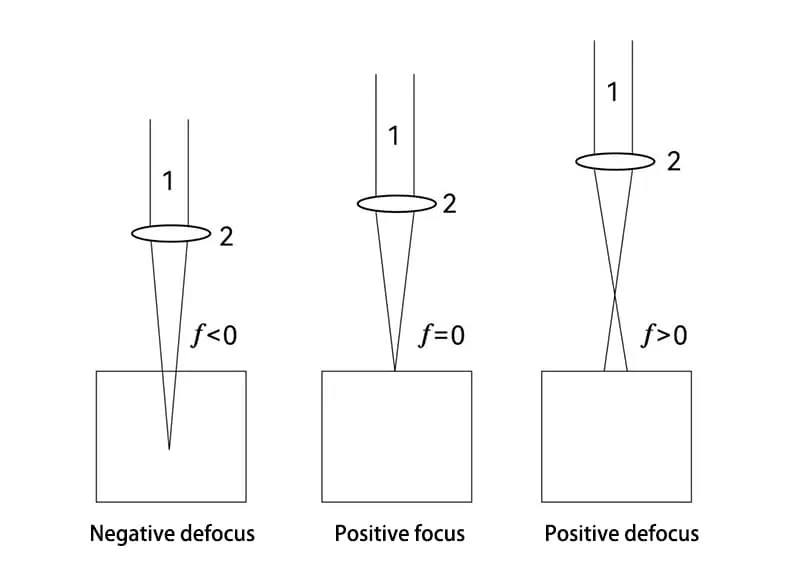
Defocus is divided into positive defocus and negative defocus. When positive defocus is used, the fusion depth is reduced, the fusion width slightly increases, and the welding spatter is reduced. When negative defocus is used, the fusion depth increases, the fusion width slightly increases, and the welding spatter decreases.
When the defocus F=0 (in focus), the laser power density increases, and there will be spatter during welding. In actual applications, when welding thin plates, the fusion depth is small, so it is suitable to use positive defocus.
When the fusion depth is larger, negative defocus is used (if the defocus is too far, the effect will not be obvious and the energy is more likely to disperse).
The width refers to the specified width formed by the laser beam reflecting back and forth at a certain speed on the reflecting mirror at a specific rotation angle. When the width is small, concentrated, and high-density laser energy can be obtained. When the width is large, a larger area of laser energy can be obtained.

The width of the weld seam directly affects the performance of the weld seam and causes certain changes in the depth-to-width ratio. At a constant speed and oscillation frequency, when the width is reduced, the weld seam width and the heat-affected area on the material surface decrease, the fusion depth increases, and the welding performance is stable.
When the width increases, the weld seam width and the heat-affected area on the material surface increase, the energy distribution is not concentrated, and the fusion depth decreases. For thicker materials, the better the depth-to-width ratio, the better the performance of the weld seam.

Frequency mainly affects the appearance and quality of the weld seam. When the speed is constant, if the laser frequency is reduced, the overlap rate of the welding points decreases, and the surface of the weld seam is relatively rough. If the laser frequency is too high, slag or penetration problems are likely to occur.
During the welding process, according to the processing materials and welding requirements, an appropriate welding frequency can be selected to ensure a certain overlap rate, and the weld seam will be smoother and cleaner.

Using the Artizono handheld laser welding machine as an example, when the oscillation frequency is 20Hz, the weld seam shape is neat and the penetration effect of the weld seam is shallow. An appropriate oscillation frequency can achieve good welding results.
During the welding process, if there are no specific requirements for appearance and performance, using our company’s laser welding machine, we suggest adjusting the frequency range to 14Hz-20Hz.

In terms of speed, high-speed welding will make the fusion depth shallower. Generally, when welding thin plates or materials with better performance, it is recommended to use high-speed welding, and vice versa.
During the welding process, speed will also affect the aesthetics of the weld seam. Low-speed welding is prone to sagging, while high-speed welding can cause uneven weld seams.
In addition, the effect of laser welding is also affected by various factors such as gas, material absorption rate, and waveform. In actual welding cases, we can flexibly adjust the main parameters of laser welding according to processing needs and conduct multiple trials to achieve better welding results.
Parts and components manufactured using laser welding technology not only meet the excellent performance requirements of applications but also significantly improve production efficiency.
Compared to traditional welding technology, although the initial investment cost of laser welding is higher, the effect of its welding cannot be ignored. The gradual maturity of laser welding technology will bring more possibilities for innovation and upgrading in the industrial sector.







