Comprehensive Laser Welding Tutorial for Beginners
Imagine having the power to join metals with pinpoint precision, creating strong, clean welds that look like they were crafted…

Laser welding is a high-precision joining technique that utilizes focused, high-energy laser beams to fuse materials, particularly metals, with exceptional accuracy and efficiency. This advanced process is renowned for producing robust welds while minimizing thermal distortion in adjacent areas. The success of laser welding operations hinges on the precise control of critical parameters, primarily the thickness of the workpiece and the welding speed. These variables are meticulously optimized to ensure maximum weld strength and integrity while enhancing operational productivity.
A comprehensive laser welding thickness and speed chart serves as an indispensable reference tool for welding technicians and manufacturing engineers. It provides crucial data for selecting optimal welding parameters based on material characteristics, joint configuration, and specific application requirements. By fine-tuning key variables such as laser power, beam mode (continuous or pulsed), focal point position, and welding speed, operators can precisely control the weld penetration depth, bead geometry, and overall weld quality. The unique nature of laser welding facilitates a high aspect ratio (depth-to-width) in the weld profile, resulting in a narrow, deep penetration weld with a minimal heat-affected zone (HAZ). This localized energy input preserves the mechanical properties and microstructure of the base material, maintaining the structural integrity of the welded components.
Furthermore, modern laser welding systems often incorporate real-time monitoring and adaptive control features, allowing for dynamic adjustment of welding parameters to compensate for variations in material properties or joint fit-up. This advanced capability, coupled with the inherent flexibility of laser welding, enables the process to be effectively applied across a wide range of industries, from automotive and aerospace to electronics and medical device manufacturing.
Laser welding is a precision joining technique that offers high-speed, high-quality welds for various metal thicknesses. The relationship between laser power, material thickness, and welding speed is crucial for achieving optimal results. Here’s a comprehensive chart detailing these parameters for common materials:
| Material | 1000 watts | 1500 watts | 2000 Watts |
|---|---|---|---|
| SUS (stainless steel) | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| Fe (iron) | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| AI (aluminum) | 0.5mm-2mm | 0.5mm-3mm | 0.5mm-4mm |
| Cu (brass) | 0.5mm-3mm | 0.5mm-6mm | 0.5mm-8mm |
| Galvanized sheet | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| Carbon steel | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| Stainless Steel | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 26 | 800 | 5 | 2 |
| 1.5mm | 500 | 340 | 750 | 5 | 2 |
| 2mm | 1000 | 600 | 800 | 5 | 2 |
| 2.5mm | 1000 | 730 | 700 | 5 | 2 |
| 3mm | 1000 | 860 | 720 | 5 | 3 |
| Aluminum | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 480 | 700 | 20 | 1 |
| 1.5mm | 1000 | 560 | 800 | 20 | 1 |
| 2mm | 1000 | 780 | 800 | 20 | 2 |
| 2.5mm | 1000 | 920 | 800 | 20 | 2 |
| 3mm | 1500 | 1150 | 800 | 20 | 2 |
| Brass | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 1000 | 900 | 600 | 30 | 3 |
| 1.5mm | 1500 | 1100 | 600 | 30 | 4 |
| 2mm | 1500 | 1350 | 500 | 30 | 4 |
| 2.5mm | 2000 | 1600 | 500 | 30 | 5 |
| 3mm | 2000 | 1850 | 500 | 30 | 6 |
| Copper | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 1000 | 650 | 600 | 30 | 0 |
| 1.5mm | 1000 | 850 | 600 | 30 | 0 |
| 2mm | 1500 | 1100 | 500 | 30 | 0 |
| 2.5mm | 1500 | 1400 | 500 | 30 | 0 |
| 3mm | 2000 | 1750 | 500 | 30 | 0 |
| Mild Steel | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 300 | 500 | 20 | 0 |
| 1.5mm | 500 | 370 | 500 | 20 | 0 |
| 2mm | 500 | 480 | 600 | 20 | 1 |
| 2.5mm | 1000 | 600 | 600 | 20 | 1 |
| 3mm | 1000 | 760 | 700 | 20 | 2 |
| Galvanized sheet | Laser Power(W) | Power(W) | Speed(mm/s) | Frequency(kHz) | Focus(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 320 | 600 | 20 | 0 |
| 1.5mm | 500 | 460 | 600 | 20 | 1 |
| 2mm | 1000 | 600 | 500 | 20 | 2 |
| 2.5mm | 1000 | 800 | 700 | 20 | 3 |
| 3mm | 1000 | 960 | 650 | 20 | 3 |
Laser welding has revolutionized industrial joining techniques, offering high-speed precision and the ability to join a variety of materials.

Laser welding is an advanced, high-energy beam fusion technique that utilizes a focused laser beam to create precise, high-quality joints. This process concentrates intense electromagnetic radiation onto a small area, typically 0.2-13 mm in diameter, generating localized temperatures exceeding 10,000°C. The beam’s energy is rapidly absorbed by the workpiece materials, causing instantaneous melting and, upon cooling, fusion of the joint.
Key Aspects:
Beam Focus: The laser beam is precisely focused using optical systems to achieve power densities of 1-10 MW/cm². This concentration enables deep penetration welding or keyhole welding, allowing for single-pass joints in materials up to 20 mm thick.
Material Interaction: Different materials absorb laser energy at varying efficiencies. For instance, metals like steel and titanium typically have absorption rates of 30-35% for CO₂ lasers and up to 80% for fiber or disk lasers. The absorbed energy creates a vapor-filled keyhole, promoting efficient energy coupling and deep penetration.
Speed and Thickness: Welding speeds can range from 0.5 to 10 m/min, depending on material thickness and laser power. For example, 1 kW of laser power can typically weld 1 mm thick steel at 1 m/min. Thin sheets, such as 0.25 mm (0.01-inch) thick airbag detonator casings, can be welded at speeds up to 50 mm/s (2 inches per second) using pulsed Nd:YAG lasers.
Process Advantages:
Applications: Laser welding is widely used in automotive manufacturing, aerospace, electronics, and medical device industries. It’s particularly suitable for joining thin sections, heat-sensitive components, and materials with high thermal conductivity like aluminum and copper.
When selecting a laser for welding, the choice depends on the material properties, required precision, and production efficiency. Understanding the characteristics of different laser types is crucial for optimizing welding processes.
Continuous Wave (CW) Lasers: Emit a constant, uninterrupted laser beam, ideal for deep penetration welds and high-speed seam welding. They excel in applications involving materials up to and exceeding 0.25-inch (6.35 mm) thickness. CW lasers are particularly effective for high-volume production and materials with high thermal conductivity.
Pulsed Lasers: Emit laser energy in controlled bursts, allowing precise management of heat input and weld depth in thin or heat-sensitive materials. This pulsing action minimizes the heat-affected zone (HAZ), making them suitable for micro-welding applications in electronics and medical device manufacturing.
Common Laser Types in Industrial Welding:
Fiber Laser: Renowned for its versatility, energy efficiency, and superior beam quality. Fiber lasers offer high wall-plug efficiency (up to 50%) and are particularly adept at fine welding and high-speed applications. They excel in welding reflective materials like aluminum and copper, which are challenging for other laser types.
CO2 Laser: While traditional in thick material welding, CO2 lasers are being increasingly replaced by fiber lasers in many applications. However, they still offer advantages in deep penetration welding of materials over 0.5 inches (12.7 mm) thick and are effective for non-metallic materials like plastics and organic composites.
Nd:YAG Laser: Offers a balance between the characteristics of fiber and CO2 lasers. It’s particularly useful for spot welding and applications requiring high peak power. Modern disk lasers, an evolution of Nd:YAG technology, provide improved beam quality and efficiency.
Diode Laser: Known for its compact size and high efficiency, diode lasers are gaining popularity in automotive and other high-volume manufacturing sectors. They offer excellent energy absorption in metals, making them suitable for welding aluminum alloys and galvanized steels.
The selection of the appropriate laser type should consider factors such as material properties, joint design, production volume, and specific application requirements to ensure optimal weld quality and process efficiency.
When engaging in laser welding, one must take into account both the nature of the materials being joined and the varying thicknesses they present. These aspects are crucial in determining the appropriate laser welding parameters.
The interaction between laser energy and various metals and alloys is a crucial determinant in the efficiency and quality of laser welding processes. Different materials exhibit distinct optical and thermal properties that significantly influence their laser energy absorption characteristics, directly impacting weldability and joint integrity.
Stainless steel, with its favorable combination of chromium content and surface oxide layer, demonstrates excellent laser energy absorption properties across a wide range of wavelengths. This makes it particularly well-suited for laser welding applications, allowing for high-speed, precise, and low-distortion welds in industries such as automotive and aerospace manufacturing.
Conversely, highly reflective materials like aluminum and copper present unique challenges in laser welding due to their high thermal conductivity and low absorption coefficients. To overcome these obstacles, specific laser types such as high-power fiber lasers or green lasers (operating at wavelengths around 515 nm) are employed. These lasers offer improved coupling efficiency, enabling effective welding of these materials. Additionally, techniques like surface preparation (e.g., mechanical abrasion or chemical etching) can be utilized to enhance laser energy absorption.
The introduction of material additives can significantly alter the absorption characteristics and overall welding process. For example:
The thickness of the material directly affects the required laser power:
| Material Thickness | Approximate Laser Power |
|---|---|
| < 1.0 mm | Low Power |
| 1.0 mm – 5.0 mm | Medium Power |
| > 5.0 mm | High Power |
It’s important to adjust the laser’s parameters, such as the swing width and welding speed, to match the specific thickness range for optimal results.
The selection of laser welding parameters is critical to achieving high-quality joins with the requisite strength and precision. These parameters include laser power, welding speed, focus position, and shielding gas flow, all of which must be carefully optimized to suit the specific material properties, joint configuration, and thickness being welded.
Laser Power Settings
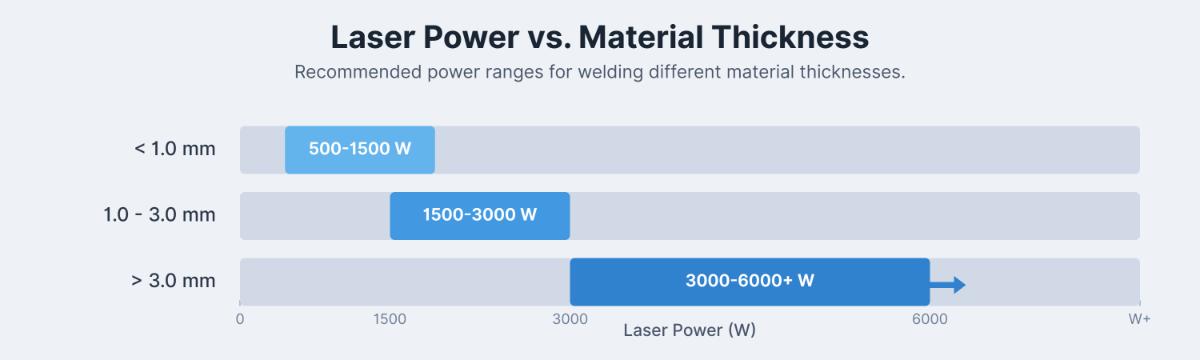
Laser power directly influences penetration depth and weld bead characteristics. The following guidelines serve as initial reference points:
Fine-tuning power settings is crucial for preventing burn-through in thin materials or insufficient penetration in thicker sections. For instance, welding 1.5 mm stainless steel might require approximately 2000 W for optimal results.
Welding Speed
Welding speed must be calibrated to ensure consistent fusion and minimize heat-affected zone (HAZ):
Example: For 2 mm mild steel, a speed of 3-4 m/min often yields good results when paired with appropriate power settings.
Focus Position
The focus position significantly impacts weld bead geometry and overall welding quality:
For structural steel like S235JR, adjusting the focal position by ±1 mm can alter the depth-to-width ratio by up to 20%, affecting mechanical properties and appearance.
Shielding Gas
Proper shielding gas selection and flow rate are essential for protecting the weld pool and achieving desired metallurgical properties:
By meticulously optimizing these parameters through systematic testing and analysis, laser welding can consistently produce high-strength, precision joins with minimal thermal distortion and a narrow HAZ. Advanced process monitoring and control systems can further enhance weld quality and repeatability in industrial applications.