Comprehensive Guide to Metal Surface Pretreatment Technologies
Imagine a world where the durability and performance of metal structures hinge on a crucial but often overlooked process: surface…

Surface treatment is the process of changing the condition and properties of the surface of parts using cutting-edge technologies at the intersection of physics, chemistry, metallurgy, and heat treatment to optimize the combination with the core material, in order to meet predetermined performance requirements.
Surface treatment artificially forms a layer on the surface of the substrate material that has different mechanical, physical, and chemical properties from the substrate, with the aim of meeting the product’s requirements for corrosion resistance, wear resistance, decoration, or other special functions.
Depending on the purpose of the surface treatment, surface treatment technologies can be divided into surface strengthening treatment, surface decorative treatment, surface anti-corrosion treatment, and surface repair treatment. Common surface treatment methods include thermal spraying, shot peening, sandblasting, surface rolling, ion plating, laser surface strengthening, polishing, general electroplating, special electroplating, steel oxidation, steel phosphating, aluminum anodic oxidation and coloring treatment, painting and plastic spraying, etc.
Shot peening, also known as shot blasting strengthening, is one of the effective methods to reduce part fatigue and improve life. Shot peening strengthening is a process where countless small spherical media called steel shots are continuously sprayed at high speed and hammered onto the surface of the part, thereby producing a residual compressive stress layer on the surface.
Because when each steel shot strikes the metal part, it acts like a mini mallet hammering the surface, creating small indentations or depressions. To form these depressions, the metal surface layer must undergo stretching.
The grains compressed beneath the surface attempt to restore the surface to its original shape, thereby generating a hemisphere under a high compression force. Countless depressions overlap to form a uniform layer of residual compressive stress. Ultimately, the part is greatly improved in fatigue strength and its working life is extended under the protection of the compressive stress layer.
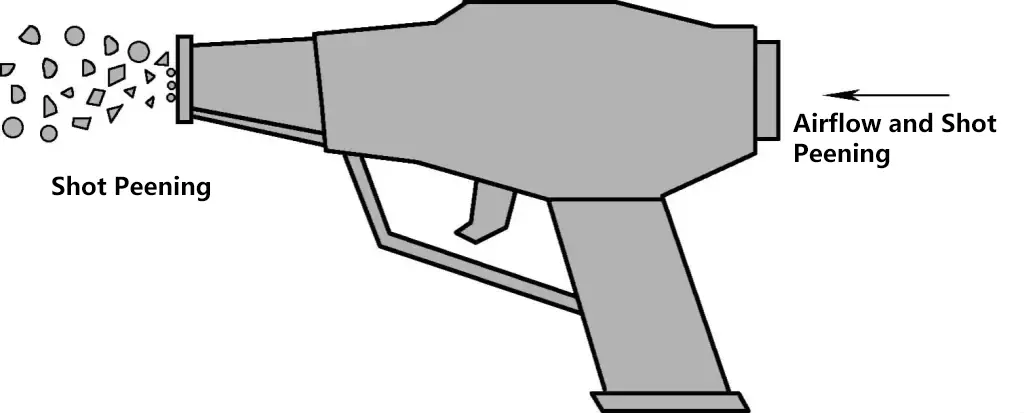
The equipment used for shot peening is a shot peening machine, as shown in Figure 1.

The methods of shot peening usually include manual and mechanical shot peening, as shown in Figures 2 and 3.
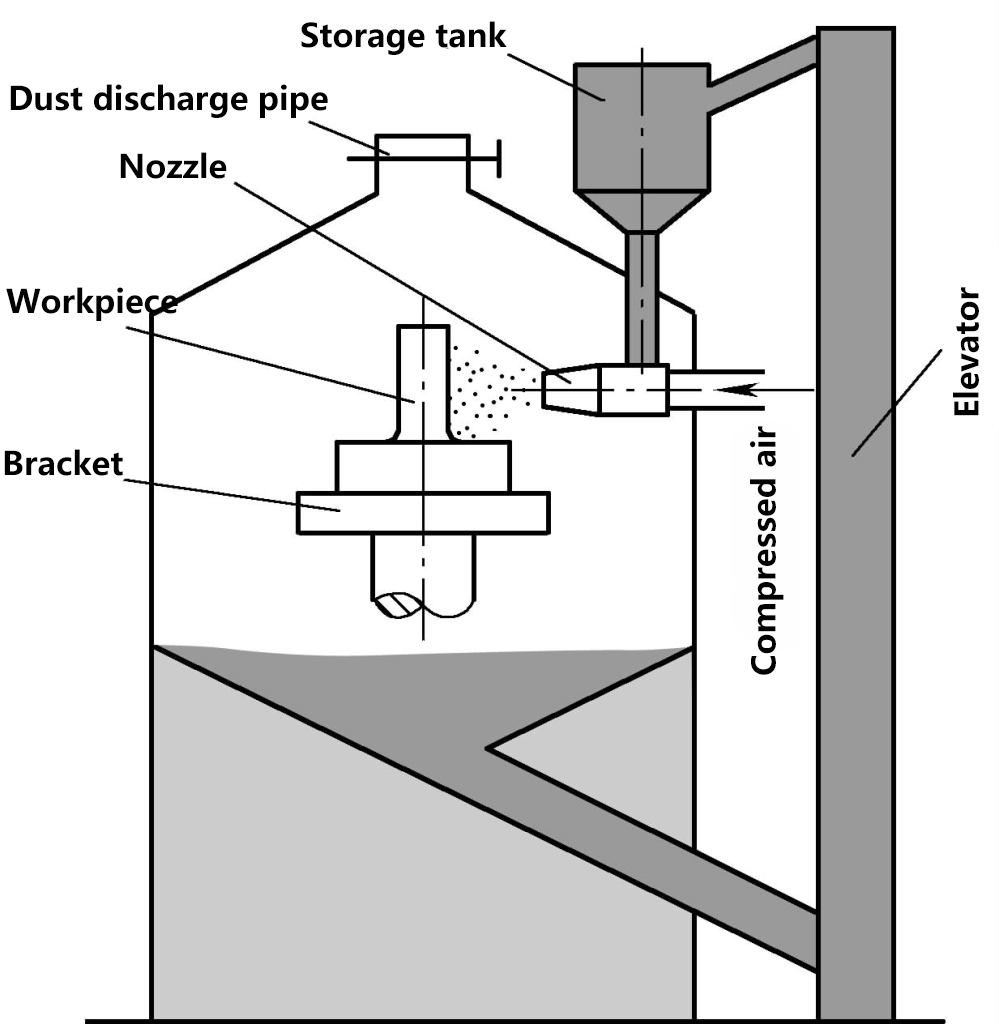
The media commonly used for shot peening are sand grains or metal shots with a diameter of 0.5 to 2mm, with the sand material often being Al₂O₃ or SiO₂. The effect of surface treatment is related to the size of the shot, the speed of the shot, and the duration. Shot peening is used to improve part strength, wear resistance, fatigue strength, and corrosion resistance, as well as for surface matte finishing, deoxidation, and elimination of residual stress in castings, forgings, and weldments.
Shot peening is a widely adopted surface strengthening process in factories, with simple equipment, low cost, no restrictions on the shape and position of the workpiece, convenient operation, but a poor working environment.
Both shot peening and sandblasting use high-pressure air or compressed air as the power to blow it towards the surface of the workpiece at high speed to achieve a cleaning effect, but the choice of medium is different, and so are the effects, as shown in Figure 4.
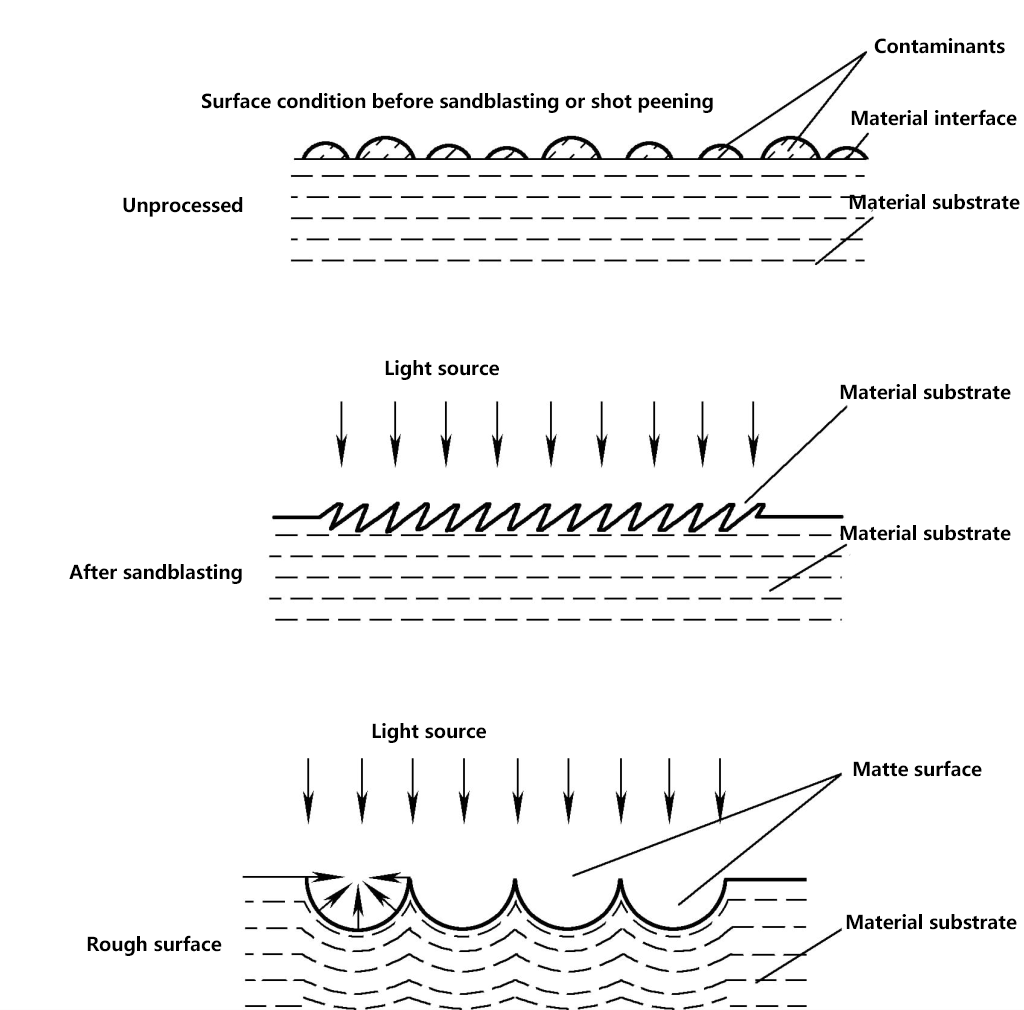
Sandblasting is the process of using mechanical or purified compressed air to strongly spray sand flow towards the surface of metal products, utilizing the strong impact of the sand flow to remove dirt on it, achieving cleaning or decorative purposes.
The main uses of sandblasting include:

Electroplating can cover materials or parts with a relatively uniform and dense coating layer that has good adhesion, to change its surface characteristics and appearance, achieving the purpose of material protection or decoration. Besides making products beautiful and durable, electroplating can also obtain special functions, such as improving the corrosion resistance, wear resistance, heat resistance, reflectivity, conductivity, lubricity, surface hardness of metal products, and repairing worn parts dimensions and surface defects.
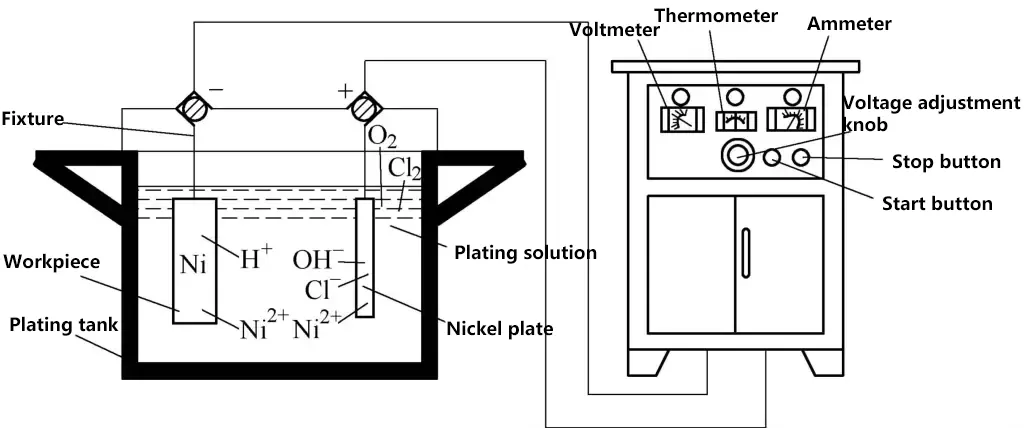
For example, gold plating on semiconductor devices can achieve very low contact resistance; tin plating on electronic components can achieve good solderability; chrome plating on piston rings and shafts can achieve high wear resistance; as well as copper plating to prevent local carburization, and tin plating to prevent local nitriding. The general electroplating process flow is shown in Figure 6.

Currently, widely used electroplating processes include copper plating, nickel plating, chrome plating, zinc plating, silver plating, gold plating, etc. Taking nickel plating as an example: the metal parts are immersed in a solution of metal salt (NiSO₄) as the cathode, with a nickel plate as the anode, and after connecting to a direct current power source, a metal nickel plating layer will be deposited on the workpiece, the working principle is shown in Figure 7.
Zinc plating on steel parts mainly serves as corrosion protection, accounting for 1/3 to 1/2 of all electroplated parts, making it the largest production volume among all types of plating. Zinc plating has the advantages of low cost, good corrosion resistance, and aesthetics, and is widely used in light industry, electromechanical, agricultural machinery, and defense industries.
Cadmium plating on steel parts, in marine and humid hot atmospheric environments, provides better protective performance than zinc plating. Parts in the aviation, maritime, and electronics industries mostly use cadmium plating. However, cadmium salts are toxic and cause severe environmental pollution, limiting the application of cadmium plating.
The corrosion products of tin are harmless to humans and easy to solder, making tin plating widely used in food can packaging, drinking utensils, tableware, and the electronics industry.
Copper plating is often used as an intermediate layer for other coatings to improve the adhesion between the surface coating and the base metal. In the power industry, copper-plated iron wire can also be used to replace pure copper conductors to reduce the consumption of copper.
Nickel plating has a wide range of applications, used for both protective decoration and functionality. The former is mainly used for protective decorative coatings on parts of bicycles, watches, household appliances, hardware products, automobiles, cameras, etc., while the latter is mainly used for the repair electroplating of products prone to wear.
Chrome can maintain its luster for a long time in the atmosphere, does not react in alkali solutions, nitric acid, sulfuric acid, and many organic acids. Chrome plating has high hardness, excellent wear resistance, and a lower friction coefficient, thus it is commonly used for protective decorative coatings to prevent the base metal from rusting, and also often used to improve the wear resistance of products.
Brush plating does not use a plating bath. The rotating workpiece is connected to the negative electrode of a direct current source, the plating pen is connected to the positive electrode, and the front end of the plating pen is wrapped with degreased cotton. The plating solution poured is soaked in the degreased cotton sleeve. Under the action of the electric field, the metal cations in the plating solution gain electrons on the surface of the workpiece (cathode) and deposit on the surface, forming an electroplating layer, as shown in figure 8.
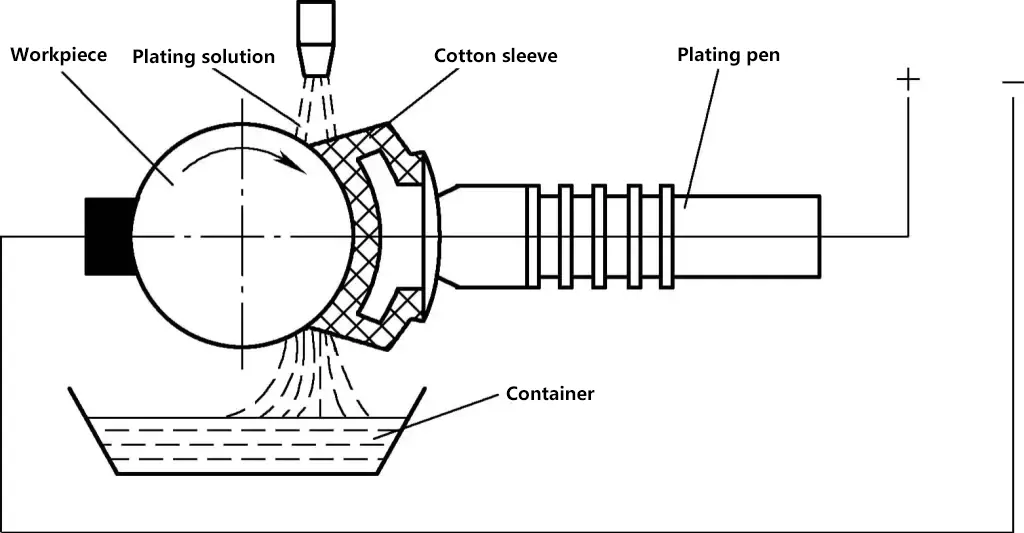
The thickness of the brush plating layer can reach 0.01 to 0.5mm, with good quality, high bonding strength, and faster speed than tank plating. Brush plating equipment is simple, operation is flexible, and it can be used for local electroplating and field operations.
Non-metal electroplating refers to the electroplating of non-metal products such as plastics, glass, ceramics, and fibers. The key process of non-metal electroplating is surface metallization, which generates a conductive layer on the non-metal substrate to facilitate electroplating. Methods of surface metallization include chemical plating, spraying, and brushing. Non-metal electroplating is mainly used for certain decorative parts of automobiles and aircraft, as well as for shielding electronic instruments and carbon fibers.
Chemical plating technology is a metal deposition process that occurs under the catalytic action of metals, through controllable redox reactions. Compared with electroplating, chemical plating technology has the characteristics of uniform coating, small pinholes, no need for direct current power supply equipment, the ability to deposit on non-conductors, and certain special properties.
Additionally, due to the low waste liquid discharge, minimal environmental pollution, and lower cost of chemical plating technology, it has gradually replaced electroplating in many fields, becoming an environmentally friendly surface treatment process. Currently, chemical plating technology is widely used in industries such as electronics, valve manufacturing, machinery, petrochemical, automotive, and aerospace.
Characteristics of chemical plating:
Oxidation is a material protection technique that involves heating steel parts in air or directly immersing them in a concentrated oxidizing solution to produce an extremely thin Fe₃O₄ film on their surface, also known as bluing or blackening.
The process flow of steel oxidation is: chemical degreasing → flowing hot water wash → flowing cold water wash → first oxidation → second oxidation → flowing cold water wash → flowing hot water wash → supplementary treatment → flowing cold water wash → flowing hot water wash → blowing dry or drying → inspection → oil immersion → storage.
Immersing steel workpieces in a solution mainly composed of phosphates, causing the surface to deposit and form a water-insoluble crystalline phosphate conversion film, is known as phosphating treatment. Common phosphating treatment solutions are manganese iron phosphate and zinc phosphate solutions. The thickness of the phosphating film after treatment is generally 1~5μm, and its corrosion resistance is 2~10 times that of oxidation treatment.
The phosphating film has strong adhesion to the substrate, good corrosion resistance, and high insulation performance. It has good corrosion resistance in the atmosphere, oils, benzene, and toluene, and has excellent absorption for oil, wax, pigments, and paint, making it suitable as a paint primer.
However, the strength and hardness of the phosphating film itself are relatively low, with a certain brittleness. When the steel material is deformed significantly, fine cracks may appear, and it is not impact-resistant, with poor corrosion resistance in acid, alkali, seawater, and steam. After phosphating treatment, surface painting or oil immersion can significantly improve corrosion resistance.
The equipment required for phosphating treatment is simple, easy to operate, low in cost, and high in productivity. It can be used as a protective layer for steel material parts in general mechanical equipment, as well as a lubrication and protective layer for various weapons.
Coating refers to the process of covering metal and non-metal surfaces with a protective or decorative layer. Common coating processes are shown in Table 1.
Table 1 Common Coating Processes
| Serial number | Painting Methods | Content | Features | Application Range |
| 1 | Brushing | Manually brushing with various brushes | Saves material and labor, but physically demanding | Any shape of workpiece, almost any paint |
| 2 | Automatic Dip Coating | The workpiece is automatically dipped into the paint tank by the movement of the chain on the overhead conveyor | Saves labor and material, high productivity, but large amount of solvent evaporation from the paint tank, strict fire protection requirements | Large-scale assembly line production |
| 3 | Manual Spraying (including High-pressure Airless Spraying) Using compressed air, the spray gun atomizes the paint and sprays it onto the surface of the workpiece to form a film | Uniform paint film, good quality, but large waste of paint | Suitable for workpieces of various shapes, especially for large-area workpieces | Flow Coating |
| 4 | The workpiece is placed on a workbench, and the paint liquid is sprayed onto the workpiece using a circulating pump | High work efficiency, low loss of paint liquid, suitable for assembly line operations | Suitable for large batches of single workpiece primer coating | Curtain Coating |
| 5 | The workpiece passes under a continuously flowing curtain of paint liquid for coating | High work efficiency, low loss of paint liquid, suitable for assembly line operations, but cannot coat the vertical surface of the workpiece | Suitable for batch production, and only need to coat a single side of large workpieces | Fluidized Bed Coating |
| 6 | Fluidized bed coating | Using powder coating in a certain air pressure to present a “boiling” state, it fuses and cools on the surface of the preheated workpiece slightly above its melting point to form a film | The coating thickness is large, and the coating speed is fast | Suitable for large, differently shaped workpieces |
| 7 | Roller coating | Using roller coating machinery for roller coating | Can use higher viscosity coatings, the film thickness is uniform, conducive to mechanization, automated production | Suitable for flat panel coating |
In production applications, the more commonly used coating processes are high-pressure airless spraying and electrostatic spraying.
High-pressure airless spraying uses low pressure (0.4~0.6N/mm²) compressed air to drive a high-pressure pump, pressurizing the coating to 10~20N/mm², and then spraying it through a special nozzle of a high-pressure spray gun to form a coating, as shown in Figure 9.
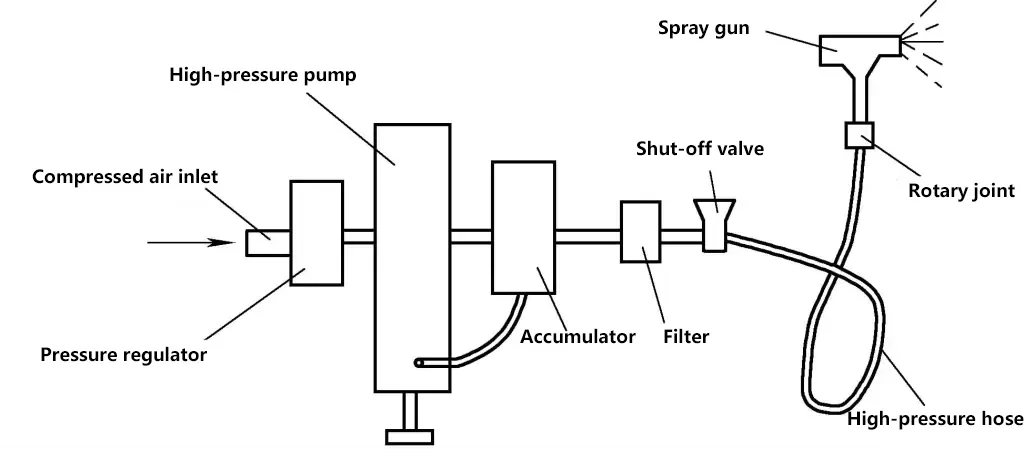
The characteristics of high-pressure airless spraying are:
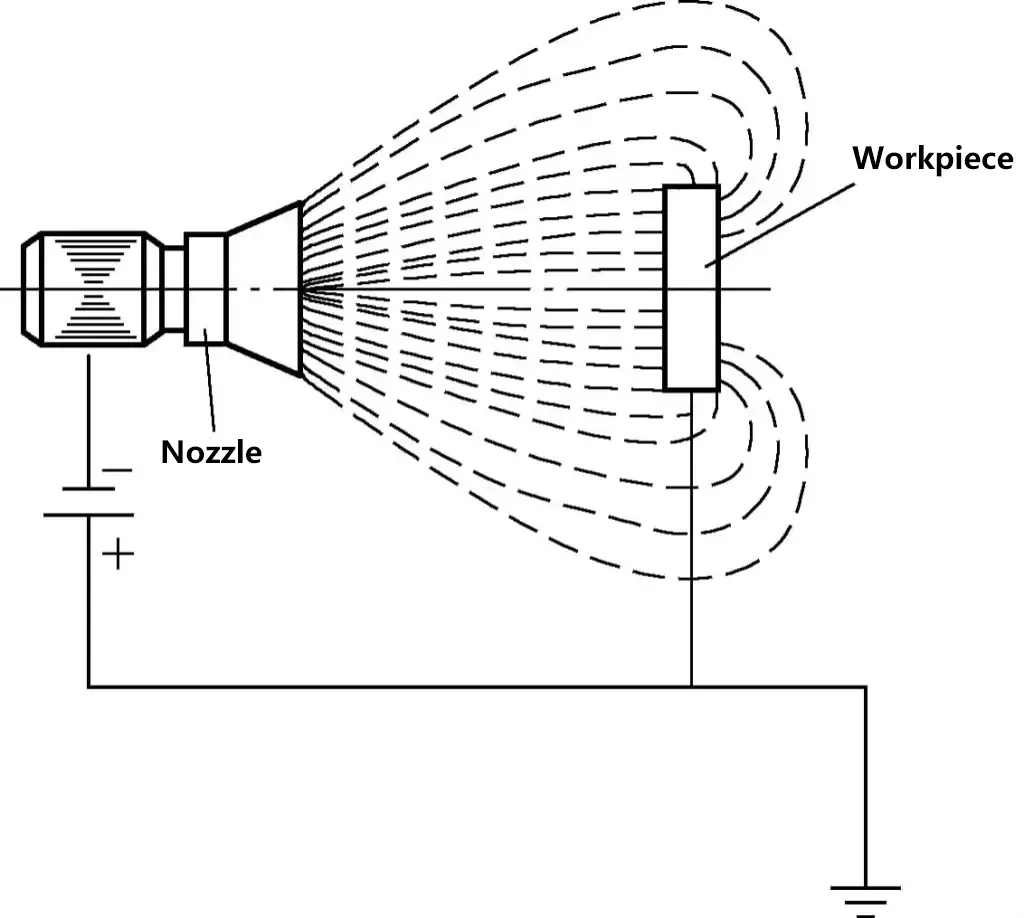
Electrostatic spraying is a spraying method that uses a high-voltage electrostatic field to make negatively charged paint particles move in the opposite direction of the electric field and adsorb the paint particles on the surface of the workpiece, as shown in Figure 10. Electrostatic spraying equipment consists of a spray gun, spray cup, and electrostatic spraying high-voltage power supply, etc.
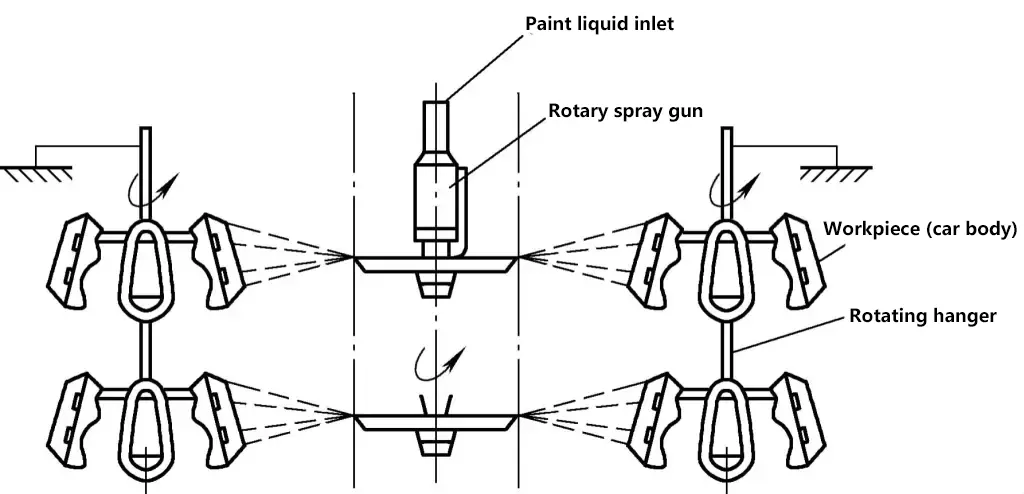
Electrostatic spraying has higher productivity and better film quality than ordinary spraying, commonly used in the automatic production lines of mass-produced automobiles, bicycles, and electromechanical equipment. Figure 11 shows a schematic diagram of electrostatic spraying of a car body.
Polishing is a processing method for finishing the surface of parts, generally only achieving a smooth surface, and cannot improve or even maintain the original processing accuracy. Depending on the pre-processing condition, the surface roughness value Ra after polishing can reach 0.008~1.6μm.
Polishing can be divided into mechanical polishing, chemical polishing, and electrochemical polishing.
Using a high-speed rotating flexible polishing wheel and extremely fine abrasives to roll and micro-cut the surface of the workpiece to achieve polishing. The polishing wheel is made of multiple layers of canvas, felt, or leather, used for polishing larger parts. The common wheel polishing operation process is shown in Figure 12.
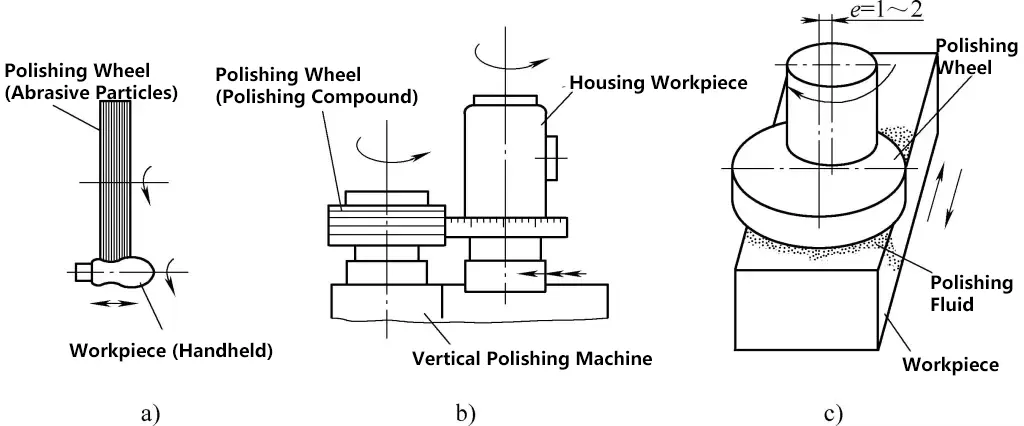
a) Handheld polishing
b) Vertical polishing
c) Horizontal polishing
Workpieces, abrasives, and polishing liquid are loaded into a vibrating box. Through the vibration of the box, workpieces rub against each other and the abrasives. Combined with the chemical action of the polishing liquid, oil, rust on the surface of the workpieces are removed, and peaks are ground off, thereby obtaining a smooth surface.
The characteristics of vibratory polishing are as follows:
Immersing metal parts in a specially made chemical solution, and using the phenomenon that the raised parts of the metal surface dissolve faster than the recessed parts to achieve surface polishing of the parts is called chemical polishing. The advantage of chemical polishing is that the equipment is simple, and it can process parts with relatively complex shapes.
Disadvantages of chemical polishing:
Electrochemical polishing, also known as electrolytic polishing, is a process where the workpiece to be polished serves as the anode, an insoluble metal serves as the cathode, both electrodes are simultaneously immersed in an electrolytic cell, and direct current is applied to produce selective anodic dissolution, thereby achieving surface polishing of the workpiece.
Electrochemical polishing is similar to chemical polishing, the difference being that direct current is also applied, the workpiece is connected to the anode, anodic dissolution occurs, and polishing is also achieved by utilizing the phenomenon that the raised parts of the metal surface dissolve faster than the recessed parts.
Advantages of electrolytic polishing:
Burnishing is a pressure finishing process that utilizes the cold plasticity characteristics of metals at room temperature. A certain pressure is applied to the workpiece surface with a burnishing tool, causing plastic flow of the surface metal to fill into the original residual low valleys, thereby reducing the surface roughness of the workpiece.
Due to the plastic deformation of the burnished surface metal, the surface structure is cold hardened and the grains are refined, forming a dense fibrous structure and creating a residual stress layer, improving the strength and surface hardness of the workpiece, thereby improving the wear resistance, corrosion resistance, and mating quality of the workpiece. Burnishing is a non-cutting plastic processing method.
The advantages of burnishing are as follows:
Burnishing is the process of squeezing a steel ball or other shaped burnishing tool, which is slightly larger in diameter than the aperture, through the machined inner hole of the workpiece at room temperature to obtain an accurate, smooth, and strengthened surface, as shown in Figure 13.
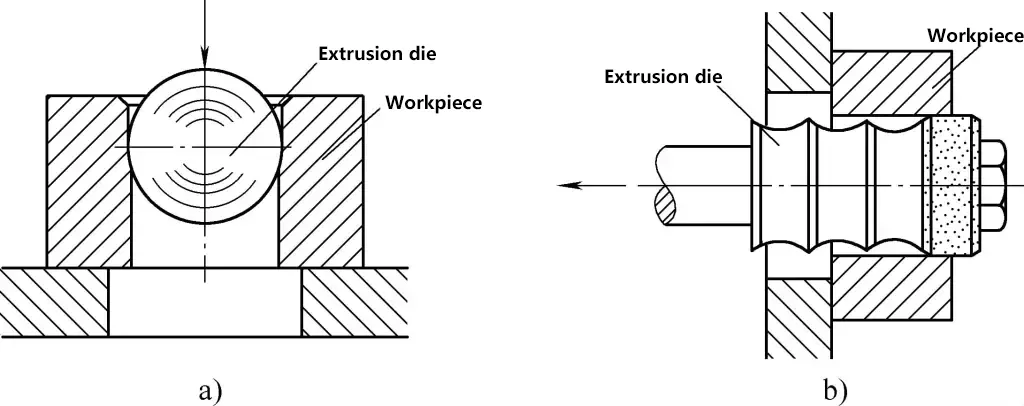
a) Steel ball burnishing
b) Burnishing with tools of other shapes
The burnishing allowance is generally 0.07~0.015mm. After burnishing, the dimensional tolerance grade can reach IT5~IT7, and the surface roughness value Ra can reach 0.025~0.8μm. Burnishing is generally carried out on a press or a drawing bench.
Thermal spraying involves heating metal or non-metal materials to a molten state and continuously blowing them onto the surface of the workpiece with compressed gas to form a coating that is firmly bonded to the substrate, thereby endowing the surface layer of the workpiece with the required physical and chemical properties.
Thermal spraying technology creates a special working surface on the surface of ordinary materials, achieving a series of functions such as corrosion protection, wear resistance, friction reduction, high temperature resistance, oxidation resistance, thermal insulation, electrical insulation, electrical conductivity, and microwave radiation protection, with the goal of saving materials and energy. The special working surface is called a coating, and the method of making the coating is referred to as thermal spraying, as shown in Figure 14.
The characteristics of thermal spraying are as follows:
The objects of thermal spraying can range from small, such as 10mm inner holes, to large, such as bridges and iron towers; it can be done indoors or in the field; it can be applied to the entire surface or locally.
During spraying, the substrate can be kept at a low temperature, resulting in very little stress deformation of the workpiece.
The weight of the material sprayed per hour ranges from several kilograms to several tens of kilograms, resulting in high productivity.
The applications of thermal spraying are as follows:
Mainly used for anti-corrosion spraying of large water gate steel gates, paper machine drying cylinders, underground steel structures in coal mines, high-voltage transmission towers, TV station antennas, large steel bridges, large tanks and pipelines in chemical plants.
By spraying worn parts for repair, or pre-spraying wear-resistant materials on parts prone to wear, such as fan main shafts, blast furnace tuyeres, automobile crankshafts, machine tool spindles, machine tool guide rails, diesel engine cylinder liners, oilfield drill rods, and blades of agricultural machinery.
By spraying, certain special properties of the surface layer can be obtained, such as high temperature resistance, thermal insulation, electrical conductivity, insulation, radiation protection, etc., which are widely used in aerospace, atomic energy, and other sectors.
Common thermal spraying techniques include flame spraying, arc spraying, plasma spraying, etc.
Using a flame as the heat source, metal and non-metal materials are heated to a molten state and propelled by a high-speed airflow to form a mist stream, which is sprayed onto the substrate. The tiny molten particles that strike the substrate undergo plastic deformation and form a layered deposited coating. This process is known as flame spraying, as shown in Figure 15. The flame spraying gun is shown in Figure 16.
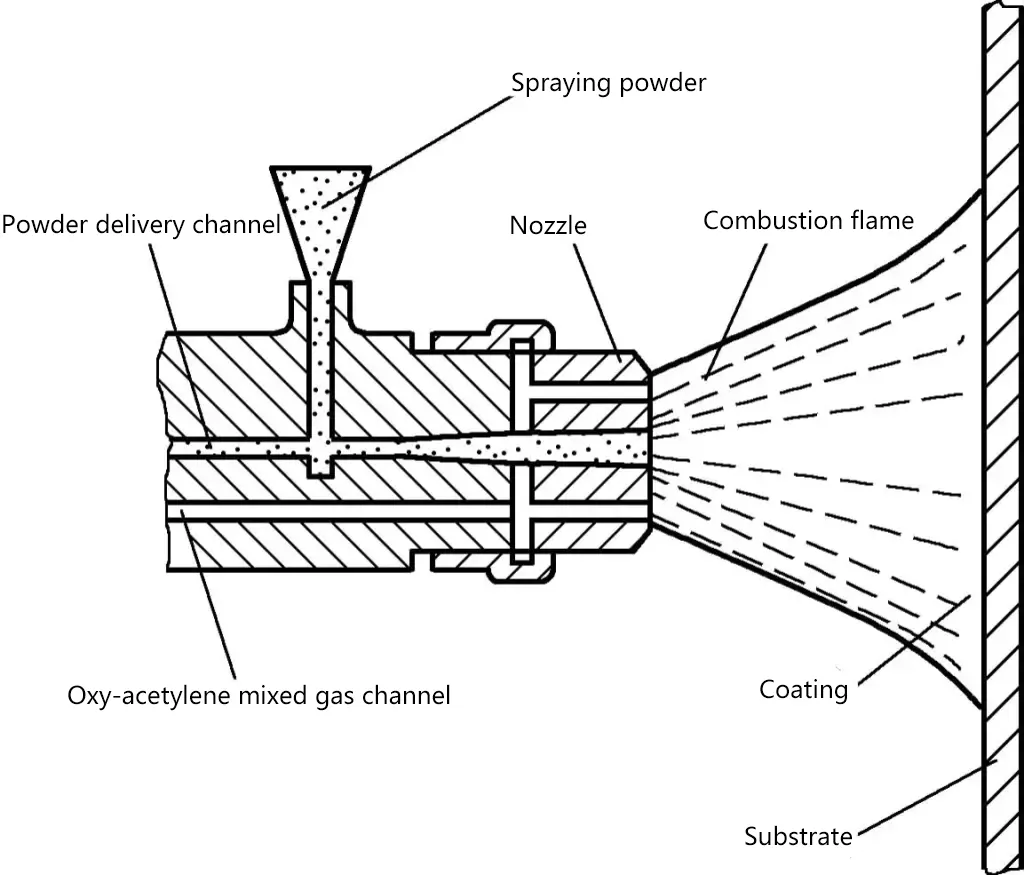

Common flame spraying methods include oxy-acetylene flame powder spraying and oxy-acetylene flame wire spraying. Oxy-acetylene flame powder spraying uses simple equipment and can be performed on-site, suitable for equipment maintenance.
Arc spraying is a technique that uses an electric arc burning between two continuously fed metal wires to melt the metal, atomizes the molten metal with a high-speed airflow, and accelerates the atomized metal particles to spray them onto the workpiece to form a coating, as shown in Figure 17. Arc spraying is the most commonly used thermal spraying method in practical engineering applications such as corrosion protection, wear resistance, and repair of steel structures and mechanical parts.
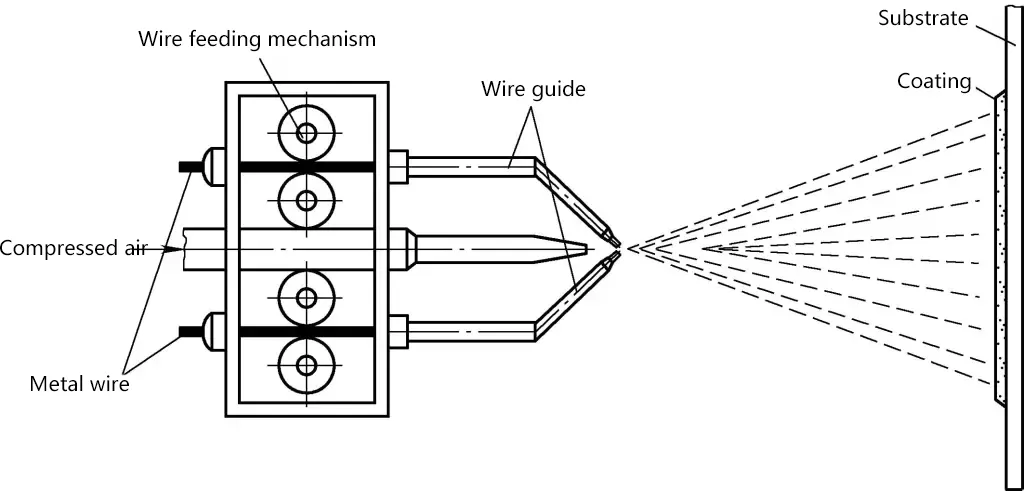
The characteristics of arc spraying are as follows:
Based on different corrosion environments and specific working characteristics, through reasonable coating design, the corrosion resistance life of the current long-lasting corrosion protection coating system of arc spraying has reached more than 50 years, which is 2-3 times that of hot-dip galvanizing and 2-3 times that of FRP coating.
The arc spraying layer and the substrate are combined by embedding and micro-metallurgical bonding, showing a higher bonding strength, which is three times that of flame spraying and the highest among all anti-corrosion coatings.
Compared with oxy-acetylene flame spraying, arc spraying introduces dual wires, increasing the single machine productivity by 3-4 times.
Arc spraying heats the wire material by electric arc heating, which has a high melting temperature and uniform melting, resulting in dense spraying and stable coating quality without affecting the thermal stress of the workpiece; while oxy-acetylene flame spraying uses flame heating, which has a low melting temperature of the wire material, and there are hidden dangers such as oxidation and carbonization, affecting the coating quality.
During the processing, lifting, transportation, and installation of steel structures, the coating is prone to damage and scratches. Arc spraying technology can be used for repairs, ensuring the integrity and effectiveness of the corrosion protection system.
Arc spraying technology can select corresponding corrosion-resistant materials according to different corrosion environments, and the process system has universal adaptability.
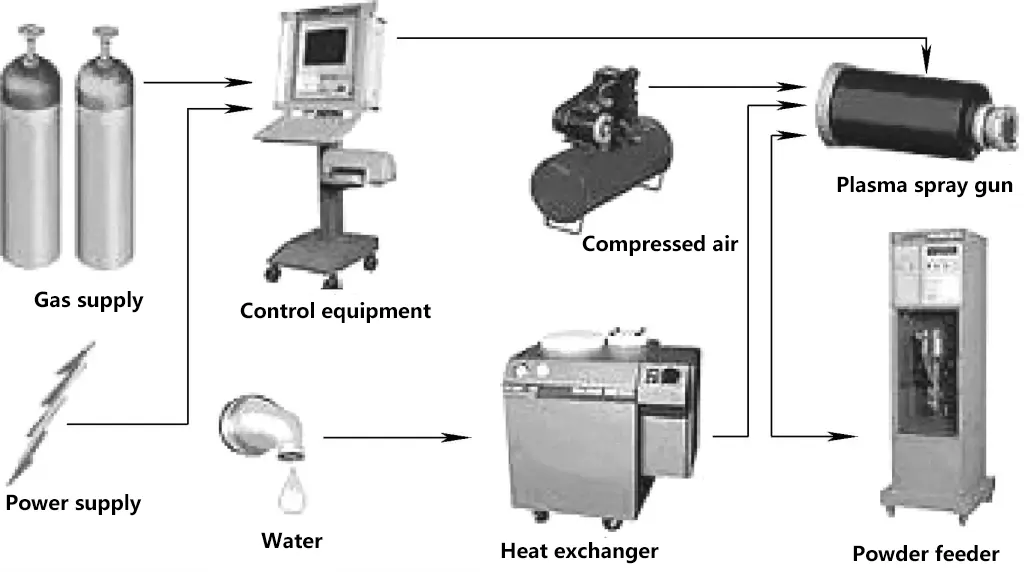
Plasma spraying is a method that uses a plasma jet to heat the spraying material to a molten or near-molten state and deposits it on the surface of the product to form a protective layer. Its equipment is shown in Figure 18, and the working principle is shown in Figure 19.

Plasma spraying technology is a new type of versatile precision spraying method that has been vigorously developed after flame spraying. It has the following characteristics:
Plasma-sprayed coatings are dense in structure, with low oxide content and porosity. The bonding between the coating and the substrate is primarily mechanical, but micro-zone bonding and physical bonding can also occur, resulting in higher bonding strength of the coating.
The spray materials are widely applicable, ranging from low-melting-point aluminum alloys to high-melting-point zirconia. The coatings have high bonding strength, low porosity, few oxide inclusions, high equipment control precision, and can be used to prepare fine coatings.