4Cr13 vs 3Cr13 Steel: What’s the Difference?
When it comes to choosing the right steel for your needs, the subtle differences between alloys can make a significant…
In the world of metal surface hardening, two techniques stand out: nitriding and carburizing. Both processes offer unique advantages and drawbacks, making the choice between them anything but straightforward. Have you ever wondered which method would give your components the edge in high-speed applications, or how the costs stack up against each other? This article dives deep into the nuances of nitriding and carburizing, comparing their performance, durability, and cost-effectiveness. By the end, you’ll have a clear understanding of which technique best suits your needs, whether you’re in gear manufacturing, bearing production, or any other field requiring robust, hardened surfaces. Ready to uncover the details that could transform your operations? Let’s delve in.
Surface hardening is a process that increases the hardness and wear resistance of a metal’s surface while keeping its inner core tough and flexible. This combination is especially useful for components like gears, shafts, and bearings that face high stress and wear.
Surface hardening processes involve the diffusion of elements like carbon or nitrogen into the surface of a metal, typically steel, to form a hard, wear-resistant layer. This layer provides increased durability and performance, making surface hardening essential in industries where components experience significant mechanical stress and friction.
Several surface hardening techniques are commonly used, each with its own specific applications and benefits. Among these, nitriding and carburizing are two of the most widely used methods.
Nitriding involves diffusing nitrogen atoms into the steel surface at lower temperatures (500°C to 600°C). This process does not require quenching and is highly effective for alloy steels containing elements like chromium and molybdenum. The result is a hard, wear-resistant surface layer enriched with nitrides, which provides excellent fatigue and corrosion resistance.
Carburizing heats low-carbon steel in a carbon-rich environment at high temperatures (850°C to 950°C), allowing carbon atoms to penetrate the surface. This process requires quenching to achieve the desired hardness and is typically followed by tempering to relieve stresses. Carburizing is particularly suited for creating deep case depths, making it ideal for components that need high wear resistance and can endure heavy loads.
Carburizing is conducted at higher temperatures and generally takes longer compared to nitriding. The carburizing process requires several to dozens of hours and includes quenching and tempering stages. On the other hand, nitriding is performed at lower temperatures and, although it can be lengthy (ranging from dozens to hundreds of hours), it does not require quenching, making the process simpler and reducing thermal distortion.
Carburizing creates a surface hardness of 58-64 HRC, ideal for heavy-load wear resistance. Nitriding, on the other hand, results in an even harder surface (600-1200 HV) with superior fatigue resistance and lubricity.
Carburizing improves fatigue strength by creating a deep hardened layer, which is particularly effective against wear-related fatigue. However, it generally offers poor corrosion resistance. Conversely, nitriding enhances fatigue strength, especially in high-cycle fatigue scenarios, and provides better corrosion resistance due to the formation of a dense nitride layer.
Carburizing is suitable for low-carbon steels and is commonly used for gears, shafts, and other heavily loaded parts. Nitriding is ideal for alloy steels and is often applied to precision components such as molds and high-speed gears.
Nitriding is a surface hardening process that enhances the wear resistance and fatigue strength of metal components by introducing nitrogen into the surface layer. This process typically occurs at temperatures between 500 – 525°C, which helps maintain the dimensional stability of the parts without significant distortion.
The nitriding process can be performed using different methods, including gaseous nitriding with ammonia or plasma/ion nitriding. In both cases, nitrogen atoms diffuse into the surface of the metal, forming hard nitrides such as iron nitrides. This results in a hardened surface layer with enhanced properties.
Carburizing is another surface hardening process that involves the diffusion of carbon into the surface of low-carbon steel components. This process is typically carried out at higher temperatures, around 900°C. The high temperature facilitates the diffusion of carbon atoms into the metal surface. This results in a hard, wear-resistant layer.
Carburizing is usually performed in a carbon-rich environment, such as a gas or vacuum furnace. The high temperature enables the carbon atoms to diffuse into the metal surface, creating a hardened layer.
Nitriding is done at lower temperatures (500 – 525°C), so it causes little distortion. Carburizing is at higher temperatures (around 900°C), and quenching can lead to significant distortion.
Nitriding can achieve high surface hardness levels between 600-1200 HV, due to the formation of nitrides. However, the case depth is relatively shallow, typically ranging from 0.02 mm to 0.5 mm. Carburizing produces a deeper hardened layer, with case depths ranging from 0.1 mm to several millimeters, and results in surface hardness levels of around 60-63 HRC.
Nitriding is well-suited for components that require high wear resistance and fatigue strength, such as precision gears and guides, which benefit from minimal distortion and high dimensional accuracy. Carburizing is ideal for parts subjected to heavy loads and abrasive wear, such as large gears and bearings, where a deeper hardened layer and high surface hardness are essential for performance.
Nitriding is a surface treatment process that diffuses nitrogen into a metal’s surface, typically steel, to improve its hardness and wear resistance. The process operates at relatively low temperatures, ranging from 500°C to 600°C, which helps maintain the dimensional stability of the treated parts.
In nitriding, nitrogen atoms are introduced to the metal surface using ammonia gas or nitrogen ion plasma. These nitrogen atoms then diffuse into the metal, reacting with elements like aluminum, chromium, and molybdenum to form hard nitrides. These nitrides significantly increase the surface hardness, resulting in improved wear resistance and fatigue strength.
Nitriding offers several benefits, including high surface hardness (600-1200 HV), minimal distortion due to low processing temperatures, and enhanced corrosion resistance, making it ideal for parts in harsh environments.
Carburizing is another metal surface treatment that involves the diffusion of carbon into the surface layer of low-carbon steel components. This process is conducted at higher temperatures, typically around 850°C to 950°C, which allows for deeper carbon penetration and a robust hardened layer.
During carburizing, components are heated in a carbon-rich environment, allowing carbon atoms to diffuse into the metal’s surface. When these parts are quenched, a hard, wear-resistant martensitic structure forms. The quenching process rapidly cools the parts, creating a hard and wear-resistant surface.
Carburizing provides several benefits, including deep case depths (0.1 mm to several millimeters), high surface hardness (60-63 HRC), and improved fatigue strength, making the components ideal for high-stress environments.
Nitriding, conducted at lower temperatures (500°C to 600°C), minimizes distortion and maintains dimensional stability. It results in high surface hardness but shallower case depths. Carburizing, performed at higher temperatures (850°C to 950°C), can cause distortion but achieves deeper case depths and high surface hardness. Nitriding suits precision gears and molds, while carburizing is ideal for large gears and bearings handling heavy loads.
Nitriding occurs at lower temperatures than those required for steel phase transformation. This characteristic minimizes distortion and dimensional changes, making it highly beneficial for precision components where tight tolerances are crucial.
Nitriding achieves high surface hardness, usually between 600 and 1200 HV. Hard nitrides like Fe₃N and CrN form during nitriding, increasing the wear-resistance of the components.
The nitrided layer shows superior thermal resistance because of the stable nitrides formed during the process. This property makes nitriding advantageous for components used in high-temperature applications.
Nitriding, particularly ion nitriding, allows easy masking of areas that don’t need hardening, enabling selective treatment of specific component areas.
Compared to carburizing, nitriding usually results in shallower case depths, generally up to 1 mm. This may limit its use in applications that require a thick hardened layer.
Nitriding cycles are often lengthy, with a single cycle typically taking around 48 hours. The long processing time can increase production lead times and costs.
Nitriding often requires alloyed steels, which are more expensive than the materials commonly used for carburizing. This can drive up the cost of the manufacturing process. The higher base material cost can be a significant factor, especially in large-scale production where material expenses constitute a substantial portion of the total cost.
Carburizing can achieve significantly deeper case depths, often several millimeters. This makes it suitable for heavy-duty applications where a thick, hardened layer is needed to withstand high loads and abrasive wear.
The deeper hardened layer provided by carburizing offers excellent resistance to wear-related fatigue. Components under heavy loads benefit from this enhanced fatigue resistance.
For basic components, especially when using lower-alloy steels, carburizing can be more cost-effective. The lower material cost and potentially shorter processing times (compared to nitriding in some cases) contribute to its cost-efficiency.
Carburizing requires high temperatures that can alter component dimensions, often necessitating additional machining to meet specifications.
The high temperatures used in carburizing can cause distortion of the components. To correct these dimensional inaccuracies, additional grinding operations are often necessary.
Certain carburizing methods, such as cyaniding, use toxic substances. Special handling precautions must be taken when using these methods, which can add complexity and cost to the process.
Carburizing is a surface hardening process where low-carbon steel is heated in a carbon-rich environment, typically at temperatures ranging from 850°C to 950°C. In this process, carbon atoms penetrate the steel surface, boosting its carbon content and creating a tough, wear-resistant outer layer. The carburized components are then quenched and tempered to achieve the desired hardness and microstructure.
Nitriding involves the diffusion of nitrogen atoms into the surface of alloy steels at lower temperatures (500°C to 600°C). The nitrogen reacts with alloying elements like aluminum, chromium, and molybdenum to form hard nitrides. This process does not require subsequent quenching, making it a single-step treatment that results in a hard, wear-resistant surface with minimal distortion, especially beneficial for high-precision parts.
Both nitriding and carburizing significantly enhance gear durability by improving surface hardness and wear resistance. Carburizing is preferred for applications requiring deep case depths and robust resistance against abrasive wear, making it suitable for heavy-duty gears. Nitriding excels in high-speed environments where superior surface hardness and fatigue strength are crucial, making it ideal for precision gears in aerospace and automotive industries.
Knowing these differences helps in choosing the right surface hardening process to boost the performance and durability of metal parts in different industries.
In gear manufacturing, both nitriding and carburizing are essential for improving gear performance and durability. Nitriding is often employed for precision gears that require high surface hardness and minimal distortion. This process ensures that gears maintain their dimensional accuracy, which is critical for high-speed applications such as aerospace and automotive industries. Conversely, carburizing is preferred for larger gears subjected to heavy loads and abrasive conditions. The deeper case depth provided by carburizing offers superior wear resistance, making it ideal for industrial gears in heavy machinery.
Bearings are another critical application where surface hardening processes significantly impact performance. Nitriding is suitable for precision bearings where high surface hardness and fatigue strength are essential. The minimal distortion during nitriding ensures that the bearings maintain their precise dimensions, which is crucial for high-speed and high-precision applications. Carburizing is ideal for large industrial bearings due to its excellent wear resistance.
In the automotive industry, nitriding enhances the performance and durability of engine components like crankshafts and camshafts by providing high surface hardness and fatigue strength. Moreover, the process’s low temperature minimizes thermal distortion, ensuring that the components maintain their precise geometries. Carburizing is often used for components like transmission gears and differential gears, where deep case hardening is necessary to withstand the heavy loads and high torque conditions experienced during operation.
The aerospace industry demands components with exceptional performance characteristics, and both nitriding and carburizing are employed to meet these requirements. Nitriding is particularly valuable for aerospace components that require high surface hardness, fatigue strength, and corrosion resistance, such as landing gear and turbine blades. The minimal distortion during nitriding ensures that these components maintain their precise dimensions, which is critical for their performance. Carburizing is used for components that require deep hardening and can tolerate some dimensional changes, such as certain structural parts and fasteners.
Nitriding, performed at lower temperatures (500°C to 600°C), generally uses less energy than carburizing, which requires higher temperatures (around 900°C). This difference in energy requirements can impact the
While nitriding may have higher initial setup costs due to the need for more expensive alloy steels and longer processing times, it can offer long-term savings through reduced distortion and the elimination of additional heat treatment steps. Carburizing can be more cost-effective for large-scale production runs due to its use of lower-cost base materials and shorter processing times. However, the potential for dimensional distortion and the need for additional post-treatment machining can add to the overall costs.
Below are answers to some frequently asked questions:
Nitriding and carburizing are both surface hardening processes, but they offer distinct advantages and disadvantages.
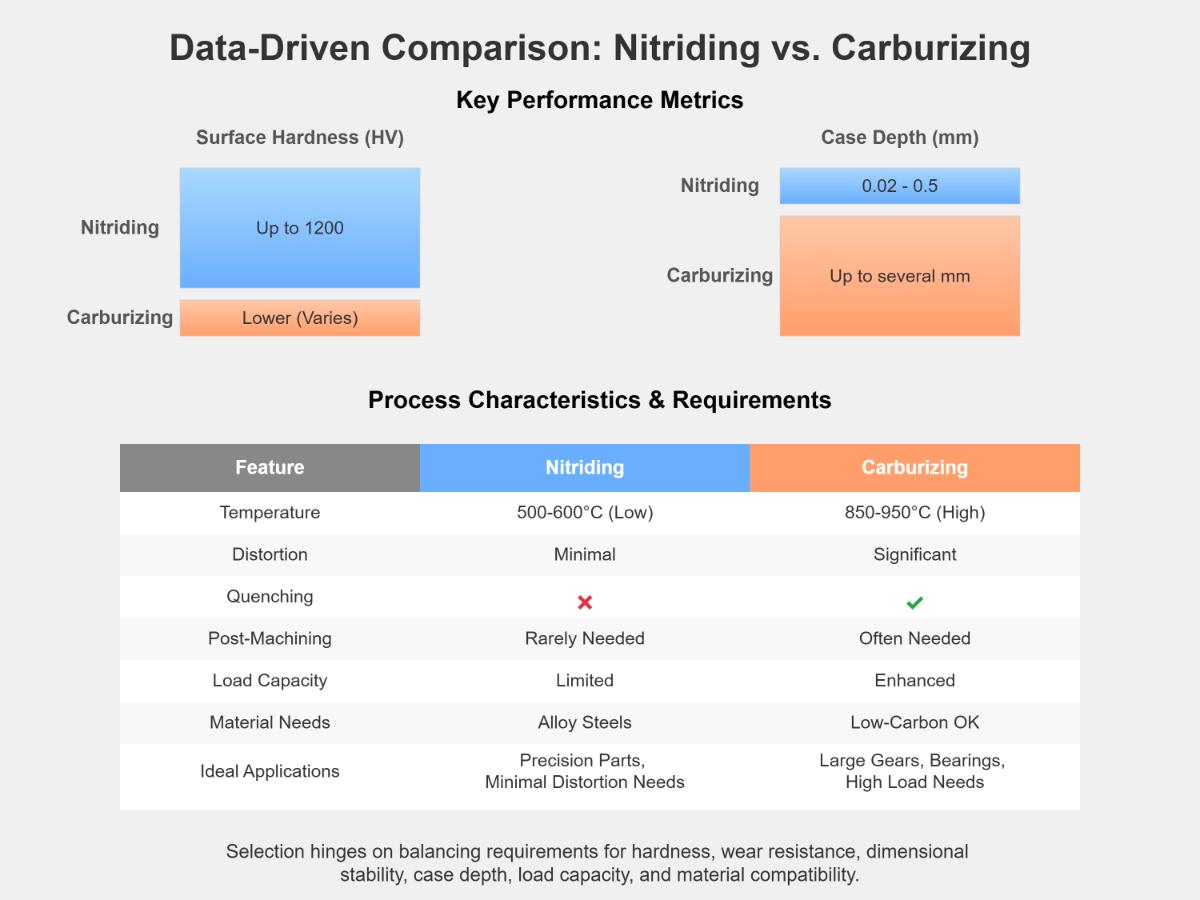
Nitriding, which involves diffusing nitrogen into the surface of steel at low temperatures (500°C – 600°C), provides high surface hardness (up to 1200 HV) and excellent wear and corrosion resistance without the need for quenching, minimizing distortion. However, it produces a relatively shallow case depth (0.02 mm – 0.5 mm) and requires specific alloying elements, making it suitable for precision components but limiting its load-bearing capacity.
Carburizing, on the other hand, diffuses carbon into the steel at higher temperatures (850°C – 950°C), resulting in deeper case depths (up to several millimeters) and enhanced load-bearing capacity, ideal for large gears and bearings. While it is cost-effective and can treat low-carbon steels, the high temperatures can cause significant part distortion, necessitating post-treatment machining and quenching, which adds complexity.
The choice between nitriding and carburizing depends on the specific application requirements, such as desired hardness, case depth, material compatibility, and dimensional stability.
For high-speed applications, nitriding is generally the better choice due to its ability to achieve high surface hardness and enhanced fatigue strength with minimal distortion. This process forms a uniform nitrided layer, which is particularly beneficial for components like gears and transmission parts that experience high-cycle fatigue. Nitriding’s lower processing temperatures and specialized furnaces help maintain dimensional stability, crucial for high-speed operations.
On the other hand, carburizing is advantageous when deeper case depths are necessary to handle substantial loads and abrasive wear. It is commonly used for components subjected to heavy loads and requiring excellent wear resistance. However, the higher temperatures and additional post-processing treatments involved in carburizing can introduce more significant distortions, making it less ideal for high-speed applications where precision is critical.
When comparing the costs of nitriding and carburizing, several factors come into play. Nitriding generally incurs higher costs due to longer cycle times (ranging from 20 to 100 hours) and the necessity for batch processing. Additionally, nitriding often uses high alloy steels, which are more expensive but enhance the properties achieved through the process.
On the other hand, carburizing is typically less costly, especially for high-volume productions, because it has faster processing times. Carburizing uses lower alloy steels, which are generally less expensive than the high alloy steels required for nitriding. However, the specific method of carburizing (e.g., gas, liquid, or solid) can influence the cost.
When choosing between nitriding and carburizing, several key factors must be considered to ensure the process aligns with specific application requirements.
First, consider the application requirements: nitriding is ideal for components needing high surface hardness and wear resistance with minimal distortion, making it suitable for precision parts. Carburizing, on the other hand, is better for components under heavy loads due to its ability to create deeper hardened layers and enhance fatigue strength.
Material compatibility is crucial: nitriding is typically used for alloy steels containing elements like chromium and aluminum, while carburizing is suited for low-carbon steels and low-carbon alloy steels.
Distortion tolerance is another factor: nitriding operates at lower temperatures (500°C to 600°C) and does not require quenching, thus minimizing distortion. Carburizing requires higher temperatures (850°C to 950°C) and subsequent quenching, which can lead to greater distortion.
Cost considerations also play a role: nitriding generally has higher operational costs and longer processing times but offers superior wear resistance and corrosion protection. Carburizing is more cost-effective in terms of setup and processing time but involves additional steps like quenching and tempering.
Lastly, environmental considerations should be assessed: nitriding provides better corrosion resistance compared to carburizing, which may be important depending on the component’s operating environment.
Yes, there are specific industry standards for these processes. For nitriding, the DIN 50190 – 3 standard is relevant, which focuses on determining nitriding hardness depth by analyzing hardness curves. Although specific industry – wide standards for carburizing are not as well – documented, both nitriding and carburizing adhere to common quality control measures like microhardness testing to measure case depth and surface hardness. These standards ensure the quality and consistency of the surface – hardening processes.