
Rolling and Bending Angles, Channels, and Pipes
Have you seen those huge metal pipes and tanks in factories? They start as flat sheets! Roll bending is the…
How do seamless and welded pipes differ in applications and benefits? From fluid transportation to structural components, each type has unique strengths. This article explores the classifications and technical specifications of pipe materials, helping you understand their role in various industries. Learn about the diverse production methods, cross-sectional shapes, and material properties that define seamless and welded pipes, ensuring optimal choices for your engineering needs. Dive in to discover how these essential components enhance efficiency and performance in manufacturing and beyond.

Compared with solid steel materials such as steel pipes and round steel, at the same bending and torsional strength, it is lighter in weight, making it an economical section steel. Moreover, manufacturing ring-shaped parts with steel pipes can improve material utilization, simplify manufacturing processes, and save materials and processing time, such as rolling bearing rings, jack sleeves, etc., which are now widely manufactured with steel pipes.
Steel pipes are also indispensable materials for various conventional weapons, such as gun barrels and cannon barrels, which are made of steel pipes. Therefore, pipe forming parts are increasingly used in some frame structure components of agricultural machinery, construction machinery, automotive industry, and national defense industry products.
There are many types of pipe fittings, and the common classification methods are as follows.
(1) Seamless pipe
Seamless pipe is a type of long steel material with a hollow section and no seams around the perimeter. Steel pipes have a hollow section and are extensively used as pipelines for transporting fluids, such as pipelines for transporting oil, natural gas, gas, water, and certain solid materials, etc.
Depending on different designs and uses, seamless steel pipes used in agricultural machinery generally include structural seamless steel pipes (GB/T8162-2008), cold-drawn or cold-rolled precision seamless steel pipes (GB3639-2009), and special-shaped seamless steel pipes.
Seamless steel pipes are used for general structures and mechanical structures. Cold-drawn or cold-rolled precision seamless steel pipes are used for mechanical structures and hydraulic equipment with high dimensional accuracy and good surface smoothness. Special-shaped seamless steel pipes refer to seamless steel pipes of other sectional shapes besides round pipes.
Depending on the different sizes of steel pipe cross-sections, they can be divided into equal wall thickness special-shaped seamless steel pipes (code D), unequal wall thickness special-shaped seamless steel pipes (code BD), and variable diameter special-shaped seamless steel pipes (code BJ). Special-shaped seamless steel pipes are widely used in various structural parts, tools, and mechanical parts. Compared to round pipes, special-shaped pipes generally have larger moments of inertia and section modulus, greater bending and torsion resistance, can significantly reduce structural weight, and save steel.
(2) Welded pipe
Welded steel pipe, also known as welded pipe, is a steel pipe made by welding after the steel plate or steel strip is rolled and formed. The production process of welded steel pipe is simple, with high production efficiency, many varieties and specifications, and less investment in equipment, but its strength is generally lower than that of seamless steel pipes.
Since the 1930s, with the rapid development of high-quality strip continuous rolling production and the progress of welding and inspection technology, the quality of welds has been continuously improved, the varieties and specifications of welded steel pipes have been increasing, and they have replaced seamless steel pipes in more and more fields.
1) According to the process, it can be divided into arc welded pipe, resistance welded pipe (high frequency, low frequency), gas welded pipe, and furnace welded pipe.
2) According to the weld seam, it can be divided into straight seam welded pipe and spiral welded pipe.
The production process of straight seam welded pipe is simple, with high production efficiency, low cost, and rapid development. The strength of spiral welded pipes is generally higher than that of straight seam welded pipes, which can produce larger diameter welded pipes with narrower billets, and can also produce welded pipes of different diameters with billets of the same width.
However, compared with straight seam pipes of the same length, the weld length increases by 30% to 100%, and the production speed is lower. Therefore, welded pipes with smaller diameters mostly use straight seam welding, while large diameter welded pipes mostly use spiral welding.
Steel pipes can be divided into simple cross-section steel pipes and complex cross-section steel pipes according to different cross-sectional shapes.
(1) Simple cross-section steel pipe
Simple cross-section steel pipes include round steel pipes, square steel pipes, elliptical steel pipes, triangular steel pipes, hexagonal steel pipes, diamond steel pipes, octagonal steel pipes, semicircular steel rounds, and other shaped steel pipes. Figures 4-6 show common pipe cross-sectional shapes.
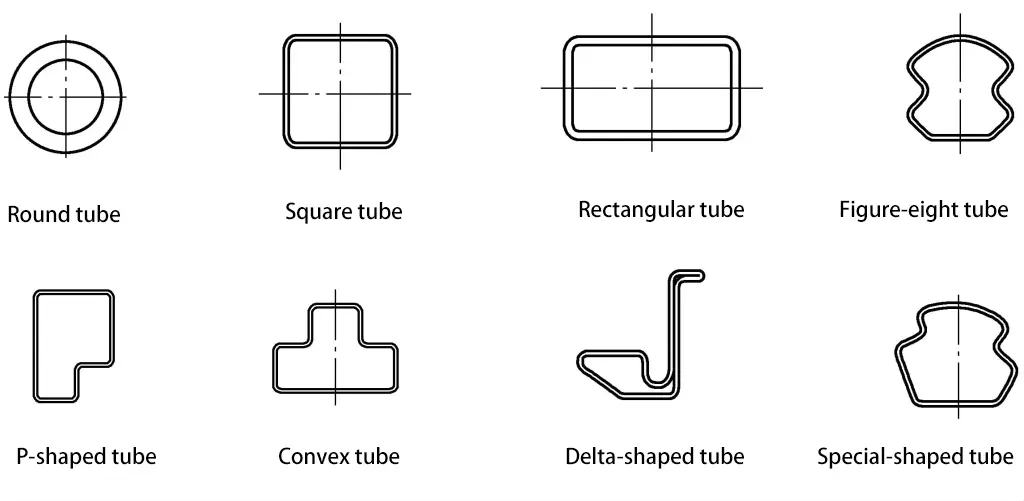
Because under the condition of equal circumference, the circular area is the largest, using round pipes can transport more fluid. In addition, the circular cross-section is more uniformly stressed when subjected to internal or external radial pressure, therefore, the vast majority of steel pipes are round pipes.
However, circular tubes also have certain limitations, such as under the condition of plane bending, circular tubes are not as strong in bending resistance as square and rectangular tubes, which are often used in the frames of agricultural machinery, steel-wood furniture, etc. According to different uses, other cross-sectional shapes of special-shaped steel pipes are also needed.
(2) Complex section steel pipe
Complex section steel pipes include unequal hexagonal steel pipes, five-petal plum-shaped steel pipes, double convex steel pipes, double concave steel pipes, seed-shaped steel pipes, conical steel pipes, corrugated steel pipes, shell steel pipes, and other shaped steel pipes.
Pipe materials can be divided into thin-walled steel pipes and thick-walled steel pipes according to different wall thicknesses. For pipe fittings on agricultural machinery, those with a thickness ≤2mm are referred to as thin-walled fittings, and those with a thickness of 2~6mm are referred to as thick-walled fittings.
Pipe materials can be divided into pipes for pipelines, pipes for thermal equipment, pipes for the machinery industry, pipes for petroleum geological drilling, pipes for containers, pipes for the chemical industry, pipes for special purposes, etc., according to different uses.
Pipe materials can be divided into cast steel fittings, cast iron fittings, stainless steel fittings, plastic fittings, PVC fittings, rubber fittings, graphite fittings, etc., according to different materials of the fittings.
To ensure the forming quality of pipe fittings, bending parts have certain requirements for the mechanical properties and dimensional accuracy of the pipe material. Different equipment and different parts have different requirements for pipe materials. The following is an explanation of the technical requirements for forming materials based on the actual situation of bending pipes at China YTO Group Corporation (hereinafter referred to as YTO Company).
The bending equipment used by YTO Company is a CNC automatic numerical control bending machine. In order for the automatic numerical control bending machine to be able to produce normally, reduce the inconsistency of pipe fittings caused by factors such as bending springback, and reduce the amount of later correction work, the internal procurement standards used by the company were determined based on the national standard for structural cold-formed steel. This is referred to as precision tube procurement. The specific requirements are as follows:
1) The chemical composition and mechanical properties of carbon structural steel shall comply with the provisions of GB/T700-2006; the chemical composition and mechanical properties of low-alloy structural steel shall comply with GB/T1591-2008. The main mechanical properties of commonly used precision tube materials are shown in Table 4-1.
Table 4-1 Main mechanical properties of commonly used precision tube materials
| Material grade | Tensile strength R m / (N/mm²) | Yield strength σ s / (N/mm²) | Elongation δ/% |
| Q215 | 335~450 | 215~340 | ≥31 |
| Q235 | 375~500 | 235~375 | ≥26 |
| Q255 | 410~550 | 255~415 | ≥24 |
| Q275 | 490~630 | 275~475 | ≥20 |
| Q345 | 470 ~630 | 345~475 | ≥21 |
| Q390 | 490~650 | 390 ~ 490 | ≥19 |
| Q420 | 520~680 | 420~510 | ≥18 |
| Q460 | 550~720 | 460~540 | ≥17 |
Note: Compared with GB/T700—2006 and GB/T1591—2008, the mechanical properties of precision tubes have increased the specification for the upper limit of material yield strength.
2) The allowable deviation of the external dimensions of commonly used cold-formed hollow section steel and the fluctuation amount of batch external dimensions are shown in Table 4-2.
Table 4-2 Allowable deviation of external dimensions and fluctuation amount of batch external dimensions for commonly used cold-formed hollow section steel
| Project | Dimensions and Tolerances /mm | ||||||
| Edge Length | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
| Permissible Deviation | ±0.2 | ±0.2 | ±0. 25 | ±0.25 | ±0.25 | ±0.3 | ±0.3 |
| Batch Size Fluctuation | 0.2 | 0.2 | 0.25 | 0. 25 | 0.25 | 0.3 | 0.3 |
| Edge Length | 90 | 100 | 110 | 120 | 130 | — | — |
| Permissible Deviation | ±0.3 | ±0.4 | ±0.4 | ±0. 4 | ±0. 45 | — | — |
| Batch Size Fluctuation | 0.3 | 0.4 | 0.4 | 0.4 | 0.45 | — | — |
Note: Compared with GB/T6728—2002 and GB/T6725—2008, the external dimensions of precision tubes have improved the dimensional accuracy of allowable deviations and increased the tolerance requirements for batch size fluctuations.
3) The allowable deviation for the wall thickness dimensions of precision tubes is shown in Table 4-3.
Table 4-3 Allowable Deviation for Wall Thickness Dimensions of Precision Tubes
| Project | Dimensions and Precision /mm | ||||
| Wall Thickness t | 2 | 3 | 4 | 5 | 6 |
| Permissible Deviation | ±0.1 | ±0.1 | ±0.15 | ±0.15 | ±0.2 |
4) The allowable angle between adjacent planes of rectangular and square hollow precision tube steels is 90°±45’.
5) For the cross-sectional flatness of precision tubes, convexity is principally allowed, with the convexity being less than 0.6% of the side length; if there is concavity, then the concavity must not exceed 0.5% of the side length, and for side lengths greater than 100mm, the minimum concavity is 0.4mm.
6) The bending per meter of precision tubes must be less than 1mm, and the total bending must be less than 0.15% of the total length.
7) The deviation of the weld bead position a (see Figure 4-7) in precision welded tubes must be less than 6mm.
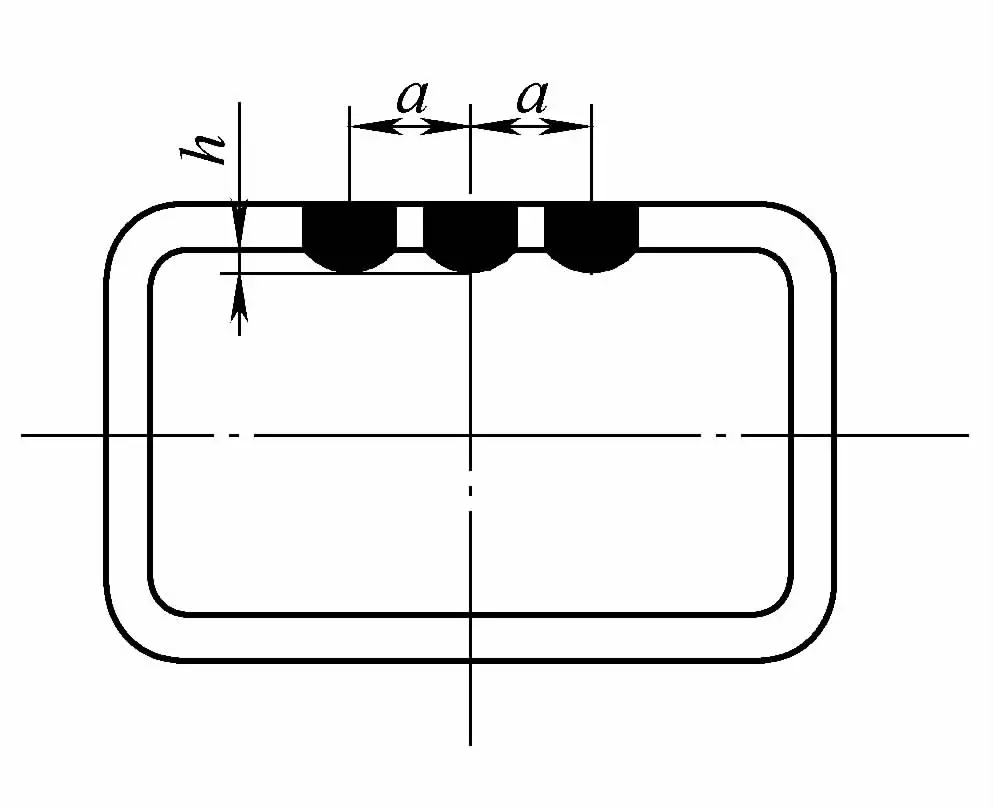
8) The inner height h of the weld bead in precision welded tubes (see Figure 4-7) is specified in Table 4-4.
Table 4-4 Inner Height of Weld Bead in Precision Welded Tubes
| Project | Dimensions and Precision /mm | ||
| Wall Thickness t | t≤4 | 4<t<8 | t≥8 |
| Height h | ≤2mm | ≤4mm | ≤5mm |
9) Steel tubes must have steel grade and standard code markings, and the quality of the steel tubes must meet the requirements of the corresponding technical standards for steel tubes.
Steel pipe materials shall be quality accepted according to the quality certificate or quality assurance certificate. The quality certificate or quality assurance certificate should indicate the steel grade, chemical composition, and mechanical properties.







