Comprehensive Guide to Sheet Metal Forming Processes and Equipment
Imagine a world without the sleek curves of a car’s body or the precise angles of an airplane wing—such is…
Imagine you’re standing in front of a high-powered punch press, ready to transform a sheet of stainless steel into the precise part your project demands. But there’s a crucial element that could make or break your operation: the cutting force calculation. Understanding how to accurately determine this force is essential not only for efficiency but also for ensuring the quality of your finished product. In this guide, we’ll delve into the complexities of calculating cutting force, addressing key factors like material thickness, shear strength, and tensile properties. Whether you’re grappling with stainless steel or experimenting with aluminum, you’ll discover how to adjust calculations for optimal results. Are you ready to master the art of sheet metal cutting force? Let’s dive in and solve this engineering puzzle together.
Shear strength is an essential property that measures a material’s ability to resist forces that cause it to slide across a plane. Unlike tensile strength, which assesses how a material withstands being pulled apart, shear strength evaluates its capacity to endure forces pushing in opposite directions. This property is vital in operations like cutting and punching, where materials face such forces.
Material thickness, the distance between the two opposite surfaces of a sheet or plate, is a straightforward yet vital parameter that significantly impacts cutting force requirements. The thicker the material, the more force is needed to shear it, as the force required increases linearly with thickness, demanding precise calculations for accuracy.
Tensile strength measures the maximum tensile stress a material can withstand before failing. It is used alongside shear strength for calculating cutting forces, with shear strength being about 80% of tensile strength for most metals, though this can vary by material.
Shear strength is crucial for determining the cutting force needed in sheet metal operations. The basic equation for calculating cutting force is: Cutting Force (F) = L × t × S, where L is the total cut length, t is the material thickness, and S is the shear strength. This calculation helps predict the force necessary to cut through materials accurately, ensuring machinery can handle the load efficiently without risk. Understanding shear strength aids in optimizing cutting processes, reducing tool wear, and enhancing cut quality. Accurate shear strength data, derived from tensile strength measurements, is vital for selecting suitable tools and machines, ensuring efficient, cost-effective, and safe operations.
The cutting force formula is a crucial tool in determining the power needed for efficient sheet metal operations. It helps ensure that machinery is capable of handling the task at hand. The formula is expressed as:
This formula indicates that the cutting force depends on three main factors: the shear strength of the material, the thickness of the material, and the length of the cut. Understanding each of these components is essential for accurate force calculations.
Shear strength measures a material’s resistance to forces that might cause it to slide or shear. It’s usually a fraction of the material’s tensile strength—about 50% for aluminum and up to 90% for stainless steel. Knowing the specific shear strength values for different materials is vital for precise calculations.
Material thickness is straightforward yet significantly impacts the required cutting force; thicker materials demand more force to cut through. Accurate measurement of thickness is crucial as it directly influences the force calculation.
The length of the cut is crucial because longer cuts require more force due to the increased area being sheared. This aspect needs careful consideration, especially in operations involving extensive cutting lengths.
Applying the cutting force formula involves a systematic approach to ensure accurate calculations and optimal machinery selection.
Determine Material Properties: Gather data on the tensile and shear strength of the material. This information forms the basis of the formula.
Measure Material Thickness: Accurately measure the thickness of the sheet metal. This measurement must be precise as it significantly influences the force calculation.
Calculate Cutting Length: Determine the total length of the cut required. This involves considering the design and specifications of the metal sheet or part.
Compute Cutting Force: Use the cutting force formula by substituting the values for shear strength, material thickness, and length of cut. This computation provides the force necessary for the operation.
Select Suitable Machinery: Based on the calculated force, choose machinery that can handle the required load. This ensures efficient operation and prevents equipment overload.
To see the formula in action, let’s explore examples with different materials, like aluminum and stainless steel, highlighting how their unique properties affect the cutting force needed.
These calculations demonstrate how varying material properties and specifications influence the required cutting force, providing a practical guide for engineers and tool designers. By understanding and applying the cutting force formula correctly, professionals can ensure precise and efficient sheet metal operations, optimizing their manufacturing processes.
Material-specific adjustments are crucial for accurate force calculations in sheet metal cutting, as they account for the unique properties of different materials, particularly their shear strength relative to tensile strength.
Shear strength is typically a fraction of tensile strength, and this fraction varies significantly among different metals. For example, aluminum’s shear strength is about 50% of its tensile strength, while stainless steel’s is around 90%.
To adjust force calculations for material properties, follow these steps:
The differences in shear strength between aluminum and steel highlight the importance of material-specific adjustments. Aluminum requires less force for cutting due to its lower shear strength compared to steel. Stainless steel, with its higher shear strength, demands more force, affecting tool selection and efficiency.
The cutting angle or blade rake also impacts cutting force. A well-optimized angle can reduce the required force, so engineers should use shear force calculators that consider these angles for more precise estimates.
By understanding and applying these principles, professionals can ensure precise and efficient sheet metal cutting operations, optimizing machinery use and enhancing production quality.
Calculating cutting force for sheet metal processes is complex, and errors often occur due to various factors. A common mistake is inaccurately estimating shear strength. Shear strength varies significantly across materials and is usually a percentage of tensile strength, like 50% for aluminum and 90% for stainless steel. Misinterpreting or miscalculating material thickness is another common error that directly affects the required cutting force.
The formula for calculating cutting or punching force is:
Where:
Errors can arise from inconsistent units, leading to erroneous calculations and potential equipment damage. Ensure uniformity in units throughout the calculation, converting units as necessary to maintain consistency.
To enhance accuracy, use reliable material data sources for shear strength values. Ensure precise measurement of sheet thickness and perimeter using calipers or digital tools, and apply these measurements consistently in your calculations. Regular inspections and maintenance of machinery are essential to confirm its capability to handle the calculated forces safely.
Utilizing specialized online calculators or software can minimize manual errors and improve precision. Adhering to industry standards and guidelines provides benchmarks and best practices for accurate calculations, ensuring compliance and operational safety. By addressing these common errors and employing solutions, manufacturers can optimize production processes and enhance overall safety in sheet metal operations.
A punch press is a vital tool in sheet metal fabrication, used for cutting, punching, and forming operations. It operates by applying force through a punch to a die, shearing material to the desired shape. Optimizing punch press processes is crucial to enhancing efficiency, reducing costs, and minimizing wear on equipment.
The efficiency of punch press operations largely depends on material properties, such as shear strength and thickness, which help in estimating the required force and selecting the appropriate tool and machine settings.
The design of the punch itself influences efficiency. Optimizing punch shapes to reduce the perimeter can decrease the required force. Regular maintenance, including sharpening, ensures the punch remains effective and reduces the need for excessive force.
Ensuring that the punch press can handle the calculated tonnage (the maximum force it can apply) is vital to avoid overload and potential damage. Selecting a machine with adequate capacity aligned with the operational demands can prevent costly breakdowns and improve productivity.
Adjusting the shear angle is a practical way to reduce the force needed during punching operations. A well-optimized angle lessens resistance, which enhances cutting efficiency and lowers energy consumption.
Choosing materials with lower shear strengths can significantly reduce the required punching force. For example, using aluminum over stainless steel can decrease the force needed, given aluminum’s lower shear strength.
Implementing safety factors in calculations can account for variability in material properties and operational conditions, ensuring that the machinery operates within safe limits. This approach can mitigate the risk of machine overload and extend tool lifespan.
Perform thorough material analysis to understand the tensile and shear strengths. This analysis aids in accurate force estimation, ensuring effective punch press operations.
Utilize CAD software to design optimized punches and dies, focusing on minimizing the perimeter and enhancing cutting efficiency. This design strategy can lead to substantial reductions in required force.
Conduct regular maintenance checks on punch press equipment to detect wear and ensure operational efficiency. Maintenance can prevent unexpected downtime and maintain consistent performance.
By focusing on these techniques and strategies, manufacturers can optimize punch press operations, achieving cost-effective and efficient production while ensuring equipment longevity.
Below are answers to some frequently asked questions:
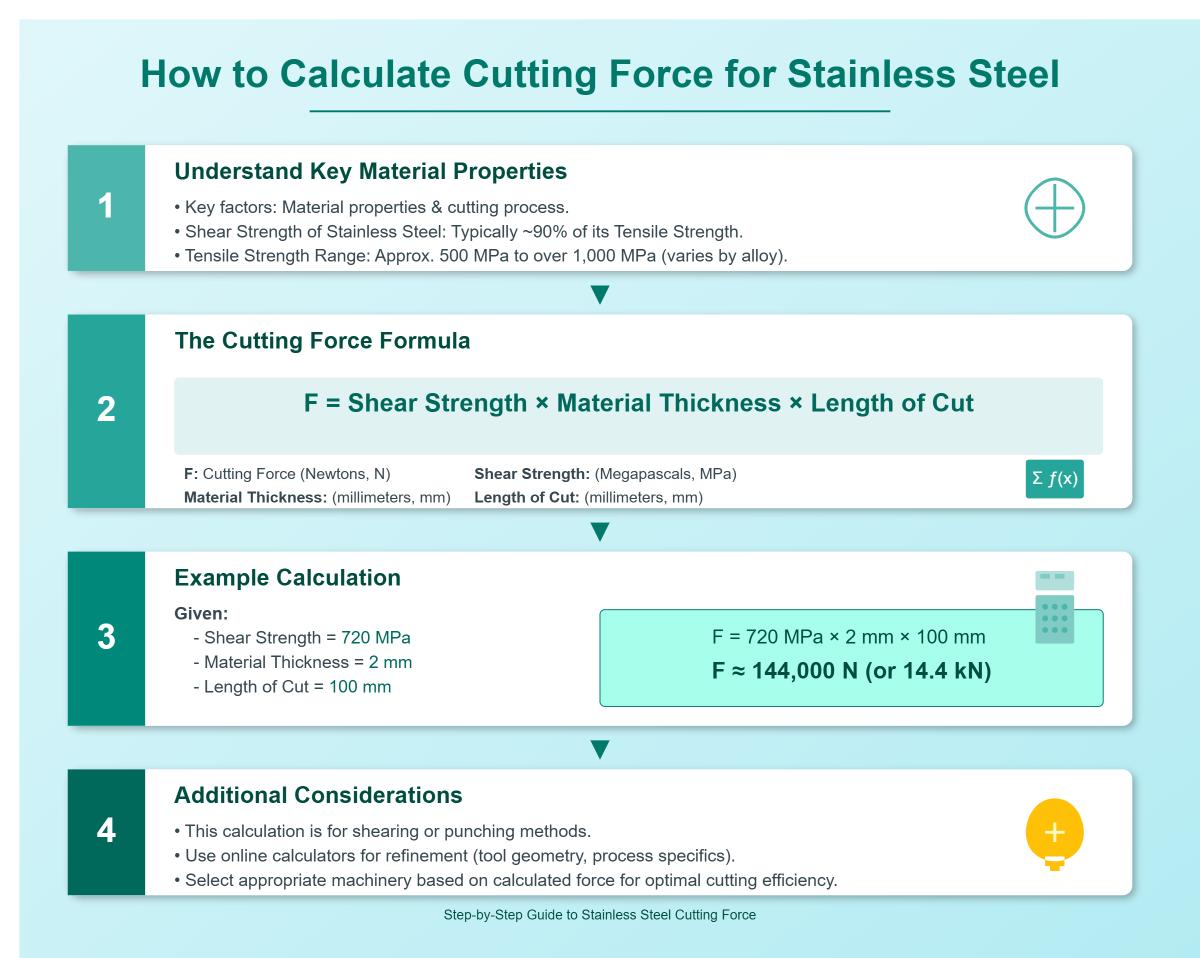
To calculate the cutting force for stainless steel sheet metal, you need to consider key material properties and the cutting process. Stainless steel’s shear strength is typically about 90% of its tensile strength, which ranges from approximately 500 MPa to over 1,000 MPa depending on the alloy. The cutting force can be calculated using the formula: ( F=Shear Strength×Material Thickness×Length of Cut ). For instance, if the shear strength is 720 MPa, the material thickness is 2 mm, and the length of the cut is 100 mm, the cutting force is approximately 144,000 N or 14.4 kN. This calculation considers shearing or punching methods. Using online calculators for specific scenarios can help refine these calculations by adjusting for tool geometry and cutting process specifics. Ensure to select appropriate machinery based on the calculated force for optimal cutting efficiency.
To reduce the required punching force in sheet metal fabrication, several strategies can be employed. First, optimizing tooling design is crucial. Implementing shear angles on punch or die faces can decrease the initial contact area, thereby distributing the force over time and reducing peak force requirements. Stepped punches, which stagger penetration, further help in minimizing force. Additionally, ensuring an optimal die clearance is important, as precise clearance tailored to the material’s thickness and type can lower shear resistance and improve edge quality.
Process modifications also play a role. Techniques such as step piercing and progressive tooling allow operations to be performed incrementally, avoiding the need for simultaneous high-force actions. Using high-performance tool steels maintains edge sharpness and reduces force over time, while proper lubrication minimizes friction during punching.
These techniques collectively contribute to a more efficient punching process, ultimately reducing the force needed for cutting operations.
Material thickness significantly affects the cutting force required in sheet metal fabrication. As thickness increases, the cutting force also increases proportionally. This relationship can be understood through the formula ( F=S×t×L ), where ( F ) is the cutting force, ( S ) is the shear strength of the material, ( t ) is the material thickness, and ( L ) is the length of the cut.
Thicker materials require more force because they have a larger cross-sectional area that resists deformation. This increased resistance means that higher energy is needed to shear through the material. In practical terms, thicker materials demand more robust and higher-capacity cutting machines to avoid tool wear or failure, and they also increase operational costs due to higher energy consumption.
To mitigate the impact of thickness, techniques such as shear angle optimization and step shearing can be employed. These methods help distribute the cutting force over time or across multiple passes, reducing the peak force required.
The relationship between shear angle and cutting efficiency is critical in sheet metal cutting. The shear angle, defined as the angle at which the cutting blade is inclined relative to the material, directly influences the required cutting force and overall efficiency. Increasing the shear angle typically reduces the shear force needed because it decreases the material’s resistance during cutting. This reduction in force can enhance cutting efficiency by making the process easier and less energy-intensive.
However, there are trade-offs. While a larger shear angle can lower the required force, it may also increase the likelihood of material distortion, particularly in narrow strips. Therefore, finding an optimal shear angle, often around 3°, is crucial for balancing force reduction and minimizing distortion.
Material properties, such as thickness and ductility, also affect the optimal shear angle. Thicker or harder materials might necessitate different shear angles to maintain cutting efficiency. Additionally, maintaining sharp cutting tools and adjusting shearing speed can further optimize the cutting process. Overall, careful consideration of the shear angle, combined with material-specific adjustments, can significantly improve cutting efficiency in sheet metal operations.
Material-specific properties significantly influence press machine selection for sheet metal cutting. The key factors include the material’s strength, thickness, hardness, and resistance to wear and tear. Harder materials, like stainless steel, require machines capable of exerting higher cutting forces, thus necessitating robust and durable press machines. Conversely, softer materials like aluminum may allow for lighter machines with lower force requirements. Additionally, the tooling material must be chosen to withstand repeated stresses, with high-speed steel or carbide often preferred for their hardness and durability. Proper material selection ensures optimal machine performance, longevity, and efficiency, while also aligning with safety and regulatory standards. By understanding these material properties, engineers can select press machines that are tailored to specific cutting tasks, enhancing productivity and minimizing operational costs.
Cutting force requirements for aluminum and steel differ significantly due to their distinct material properties. Aluminum, being softer and more malleable, generally requires less cutting force compared to steel. On average, aluminum needs about 30% of the cutting force that steel requires, which results in lower tool wear and machining costs.
Steel, known for its higher hardness and toughness, demands greater cutting force, leading to increased tool wear and higher machining expenses. This difference is crucial for manufacturers as it influences the choice of machinery and tooling. Machines designed to cut aluminum do not need to be as rigid as those for steel, which often require enhanced stiffness and strength to handle the higher cutting forces effectively.
Understanding these differences allows for optimized machining strategies, ensuring productivity and cost-efficiency in metalworking processes.