Understanding Weld Lines in Injection Molding: Causes, Prevention, and Solutions
Imagine meticulously designing an intricate plastic part only to find unsightly lines marring its surface after production. These imperfections, known…
Imagine the intricate dance of molten metal and intense heat, creating the bonds that hold structures together. In the world of welding, understanding the weld fusion zone and the heat affected zone is crucial for anyone looking to master the craft. These two zones, though often discussed together, play distinct roles in the integrity and performance of welded joints.
In this guide, we’ll delve into the differences between the weld fusion zone and the heat affected zone, exploring how heat input affects their sizes and properties. By comparing these zones, we’ll uncover the secrets to achieving optimal weld quality and durability. Ready to uncover the mysteries of welding zones and elevate your skills? Let’s dive in.
Welding is a technique used to join metals by melting and fusing them together. During welding, the heat generated affects the metal around the weld area, creating distinct zones that influence the overall properties and quality of the weld. Two primary zones of interest are the Weld Fusion Zone and the Heat Affected Zone (HAZ). Understanding these zones is essential for ensuring optimal weld quality and performance.
The Weld Fusion Zone is where the actual fusion of metals occurs. In this zone, the base metals are melted and often mixed with filler materials to create a joint. This complete melting and subsequent solidification form a new, unified structure. The characteristics of the Weld Fusion Zone differ significantly from the base metal due to the melting and resolidification process.
The base metals and any filler material are entirely melted in this zone, and upon cooling, the molten material solidifies to form a new microstructure. Consequently, the mechanical properties, such as strength and toughness, can vary from those of the base metal due to changes in grain structure and composition.
The Heat Affected Zone is adjacent to the Weld Fusion Zone and experiences high temperatures during the welding process, but does not melt. Instead, the metal’s structure and grain size are altered due to thermal exposure. The extent and nature of these changes depend on several factors, including the base material and the welding process used.
Understanding how welding affects different zones of metal is crucial for ensuring high-quality welds. The distinctions between the Weld Fusion Zone and the Heat Affected Zone are important for several reasons:
The Weld Fusion Zone undergoes complete melting and solidification, resulting in a new microstructure. In contrast, the Heat Affected Zone experiences thermal effects without melting, leading to changes in the metal’s structure and grain size.
Similarly, the properties in the Weld Fusion Zone, such as strength and toughness, can vary significantly from the base metal. The Heat Affected Zone may exhibit reduced strength and increased susceptibility to defects.
The Weld Fusion Zone directly impacts the strength and durability of the weld. Conversely, the Heat Affected Zone can be a weak point due to altered properties, influencing the overall performance of the weld. Understanding these welding zones and their characteristics is essential for optimizing welding processes and ensuring high-quality, durable welds. By controlling factors such as heat input and material selection, it is possible to manage the properties of both the Weld Fusion Zone and the Heat Affected Zone effectively.
The Weld Fusion Zone (FZ) is where the actual joining of metals takes place through melting and solidification. This zone encompasses both the base metal and any filler material used, which melt together to form a cohesive weld bead. The fusion zone is distinct from the Heat Affected Zone (HAZ), which undergoes thermal changes without melting.
The primary characteristics of the Weld Fusion Zone include complete melting, solidification, and the formation of a new microstructure that differs from both the base metal and the HAZ.
The Weld Fusion Zone is vital to the integrity and performance of the welded joint because its mechanical properties, like tensile strength and toughness, determine the weld’s overall strength and durability. Proper management of this zone helps prevent common welding defects such as cracking, porosity, and incomplete fusion. Controlling the heat input during welding is essential to ensure a high-quality fusion zone with desirable microstructural characteristics.
The microstructure of the Weld Fusion Zone significantly affects the material properties of the weld. The fusion zone usually has a dendritic crystalline structure due to the way it solidifies from the molten state. Depending on the materials involved, the fusion zone can contain various metallic phases such as ferritic, austenitic, or martensitic phases in steels. The grain size in the fusion zone is influenced by the cooling rate; rapid cooling generally leads to finer grains, which can enhance the mechanical properties.
The fusion zone often has different mechanical properties compared to the base metal, which can include either increased or decreased tensile strength, depending on the welding process and materials used. The toughness of the fusion zone can vary, with some welds being more brittle due to rapid cooling and others maintaining good impact resistance. The chemical composition of the fusion zone, influenced by the filler material and base metal, affects its corrosion resistance.
The fusion zone can be further subdivided into specific regions based on thermal exposure and microstructural changes:
Understanding these subdivisions helps in managing the welding process to achieve optimal weld quality.
Defects in the Weld Fusion Zone can compromise the integrity of the weld. Common defects include cracking, porosity, incomplete fusion, and micro-segregation. Proper welding techniques and heat management are essential to minimize these defects and ensure a strong, durable weld.
Effective heat control is crucial for maintaining the quality of the fusion zone, influenced by factors such as the welding process, parameters like travel speed and current, and the cooling rate. By optimizing these factors, welders can achieve a fusion zone with desirable microstructural and material properties, ensuring the overall quality and performance of the welded joint.
The Heat Affected Zone (HAZ) is the area next to the weld fusion zone that is exposed to high temperatures during welding but does not melt. This exposure leads to changes in the metal’s microstructure and properties.
The size and properties of the HAZ are directly affected by the heat input during the welding process.
The thermal cycles experienced by the HAZ during welding lead to significant microstructural changes, which in turn affect the material properties.
Managing the HAZ is crucial for the performance and durability of welded joints, and involves controlling heat input, cooling rates, and selecting suitable welding techniques.
Recent advancements in welding technology have focused on better understanding and managing the HAZ to improve weld quality and performance.
Fusion welding is a process where metals are joined by melting their edges and fusing them together. This technique is fundamental in various industrial applications, including construction, manufacturing, and aerospace. Fusion welding creates a homogeneous joint by melting both the base metals and any filler material, resulting in a solidified weld bead.
Fusion welding encompasses several distinct methods, each with unique characteristics and applications:
Oxy-fuel welding uses a flame from burning oxygen and acetylene gas. It’s great for welding thin materials and detailed work because of its precise heat control.
Electric arc welding processes are popular in many industries for their efficiency and versatility. Key types include:
Fusion welding plays a crucial role in forming the Weld Fusion Zone (WFZ) and the Heat Affected Zone (HAZ):
The Weld Fusion Zone (WFZ) is where the base metal and filler material melt and fuse, undergoing significant changes that affect the weld’s properties. Adjacent to it, the Heat Affected Zone (HAZ) experiences high temperatures without melting, altering the metal’s microstructure and properties.
Fusion welding is often compared to resistance and solid-state welding. Resistance welding joins metals through pressure and electrical current, without melting. Solid-state welding, like friction welding, joins metals without melting by using mechanical forces and friction-generated heat, preserving the base material’s properties better but may not suit all applications.
The Weld Fusion Zone (WFZ) is where the base metal melts and solidifies during welding, creating the weld bead or seam. This zone experiences complete melting and re-solidification, resulting in a new microstructure distinct from the original base metal.
The Heat Affected Zone (HAZ) surrounds the Weld Fusion Zone and is subjected to high temperatures during welding, but it does not melt. Instead, the metal in this zone undergoes changes in microstructure and properties due to thermal exposure.
Heat input during welding affects how much the base metal heats up, which in turn influences the HAZ’s width and microstructural changes.
Effective management of heat input is essential to control the size and properties of the HAZ and achieve high-quality welds. Several techniques and parameters can be adjusted to optimize heat input during welding.
Implementing best practices for controlling heat input is crucial for achieving optimal weld quality and performance. Here are some key recommendations:
Effective heat input management is essential for controlling the HAZ and ensuring high-quality, durable welds. By optimizing welding parameters, selecting appropriate processes, and employing techniques like preheating and post-weld heat treatment, welders can achieve desirable microstructural and material properties, enhancing the overall performance of welded joints.
Welding can significantly alter the material properties of metals because of the thermal cycles involved. These changes are most pronounced in the Weld Fusion Zone (WFZ) and the Heat-Affected Zone (HAZ).
In the Weld Fusion Zone, the metal completely melts and solidifies, creating a new microstructure. This zone often has properties distinct from the base metal due to these processes.
The Heat-Affected Zone does not melt but undergoes significant changes due to the heat from the welding process. These changes can impact the mechanical and physical properties of the material.
Several techniques can help preserve the material properties in both the WFZ and HAZ:
By understanding and managing the material properties in the WFZ and HAZ, welders can optimize the welding process to achieve high-quality, durable welds suitable for various industrial applications.
Below are answers to some frequently asked questions:
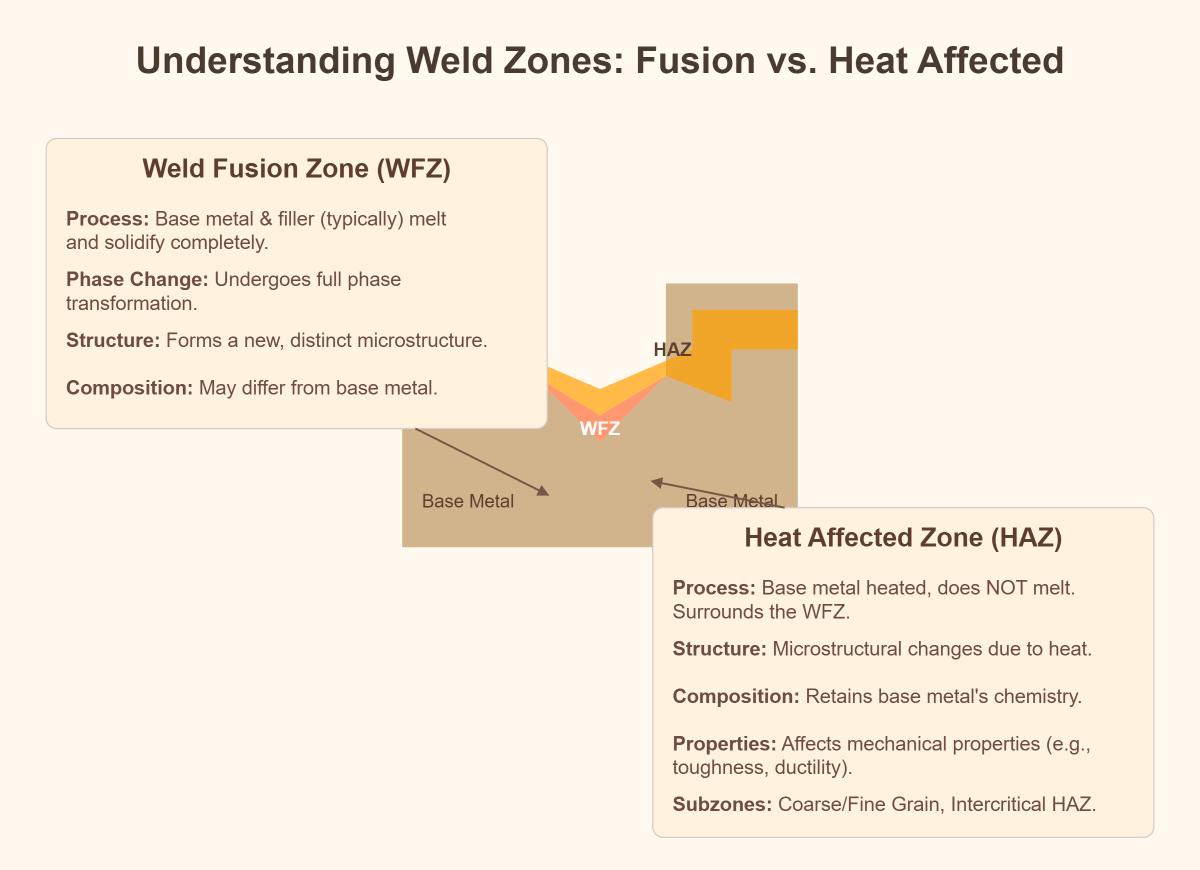
The weld fusion zone and the heat affected zone (HAZ) are two distinct areas in welding, each with unique characteristics and roles. The weld fusion zone is the region where the base metal and filler material melt and solidify, forming a new microstructure. This zone undergoes a complete phase change, resulting in a distinct microstructure that may differ from the base metal. The weld fusion zone typically contains filler material, except in autogenous welding, leading to potential differences in chemical composition compared to the base metal.
In contrast, the heat affected zone (HAZ) surrounds the weld fusion zone and experiences significant thermal effects without melting. The HAZ consists solely of the base material, retaining its chemical composition but undergoing microstructural changes due to the heat generated during welding. These changes can affect mechanical properties such as toughness and ductility. The HAZ can be further divided into subzones, including coarse grain HAZ, fine grain HAZ, and intercritical or subcritical HAZ, each characterized by different thermal histories and microstructural transformations.
Heat input directly affects the size of the Heat Affected Zone (HAZ) in welding. Higher heat input results in greater energy delivered to the base material, causing slower cooling rates. This slower cooling allows the heat to penetrate further into the base metal, expanding the width of the HAZ. Conversely, lower heat input leads to faster cooling and a smaller HAZ because the heat does not diffuse as widely before dissipating.
The formula for calculating heat input is:
Heat Input (kJ/mm)=(Voltage×Current×60)/(1000×Travel Speed)
Thus, increasing voltage or current, or decreasing travel speed, raises the heat input.
Additionally, the microstructure within the HAZ is influenced by heat input. Higher heat input can cause grain coarsening due to prolonged exposure to elevated temperatures, reducing toughness. Phase transformations are also affected; for instance, rapid cooling from low heat input can form hard but brittle martensite in steels, whereas slower cooling from high heat input may produce softer, tougher microstructures but risk grain coarsening.
The weld fusion zone (FZ) is the area in a welded joint where the base metals have melted and solidified. This zone experiences significant material property changes due to the intense thermal cycle it undergoes. The primary change is the complete melting and resolidification of the metal, leading to a newly formed microstructure. During this process, a crystalline structure is created, which can vary depending on factors such as heat input, cooling rate, and alloy composition. Improper heat control can lead to the formation of undesirable phases like brittle martensite or coarse grains, which can weaken the weld.
Micro-segregation can occur during solidification, causing uneven distribution of alloying elements and potentially leading to localized weaknesses or brittleness. Additionally, phase changes, such as the development of various iron phases in steels, can influence the fusion zone’s hardness, toughness, and ductility.
Mechanically, the fusion zone typically exhibits higher hardness due to rapid cooling and the formation of hard phases. However, toughness and ductility may be reduced if coarse grains or brittle phases form. Residual stresses are also common due to the intense thermal gradients, which can affect fatigue life and susceptibility to cracking. Proper control of welding parameters, such as heat input, travel speed, and shielding gas, is essential to optimize the properties of the fusion zone and avoid defects that could compromise the welded joint’s integrity.
To minimize the adverse effects on the Heat Affected Zone (HAZ), several strategies can be employed:
By implementing these strategies, one can effectively minimize the adverse effects on the HAZ, ensuring better weld quality and performance.
Ensuring high-quality welds involves a combination of selecting appropriate welding processes, maintaining equipment, and adhering to best practices.
First, choosing the right welding process is crucial. TIG welding (GTAW) is known for its precision and control, making it ideal for high-quality welds, especially in thin metals. MIG welding (GMAW) is suitable for thicker metals and offers faster speeds, although it may produce more spatter. Shielded Metal Arc Welding (SMAW) is versatile but requires skilled operators to avoid defects.
Proper equipment maintenance is essential. Ensure all tools are calibrated and in good condition. Using the correct shielding gas prevents atmospheric contamination, particularly in TIG and MIG welding.
Material preparation is vital for preventing defects. Clean both base metal and filler material thoroughly to avoid porosity and inclusions. Preheating the metal can reduce thermal stress.
Consistent welding techniques are important for uniform penetration and minimal defects. Adjust welding parameters based on material type and thickness to optimize results.
Safety protocols must be followed, including wearing PPE and ensuring adequate ventilation to avoid inhaling fumes.
By adhering to these practices, welders can achieve high-quality, durable welds.
Different welding processes vary in terms of heat input and the size of the Heat Affected Zone (HAZ), impacting the weld quality and material properties. Shielded Metal Arc Welding (SMAW) and Flux-Cored Arc Welding (FCAW) typically produce higher heat input due to the nature of their electrodes and flux, resulting in larger HAZs. This larger HAZ can lead to significant changes in the microstructure and mechanical properties of the base metal, potentially causing weaknesses near the weld. Oxyacetylene welding, with its high heat output and broad flame width, creates the widest HAZ, increasing the risk of distortion and weakening.
Conversely, Gas Metal Arc Welding (GMAW/MIG) and Gas Tungsten Arc Welding (GTAW/TIG) generally deliver lower heat input. MIG’s thinner electrode diameter and TIG’s precise control contribute to smaller HAZs, minimizing alterations to the base metal microstructure and preserving its mechanical properties. Plasma cutting and laser cutting, while primarily used for cutting, exhibit similar thermal considerations. Plasma cutting produces an intermediate-sized HAZ, while laser cutting generates a very small HAZ due to highly localized heat input.