Casting vs Welding: What’s the Difference?
Have you ever wondered why certain metal parts are created by pouring molten material into a mold, while others are…

Cast iron welding is mainly applied in the following areas:
(1) Welding repair of casting defects
(2) Welding repair of damaged cast iron parts
(3) Part production
Cast iron is an iron-carbon alloy with w(C) > 2%.
1. Based on the state and form of carbon in cast iron, it can be divided into white cast iron, grey cast iron, malleable cast iron, ductile iron, and compacted graphite iron.
2. In white cast iron, most of the carbon exists as cementite (Fe3C). The fracture surface appears white, hence the name white cast iron. It is rarely used in mechanical manufacturing, primarily for rolls and the like.
3. In grey cast iron, malleable cast iron, ductile iron, and compacted graphite iron, carbon mostly exists in the form of graphite, with a portion in pearlite.
4. Currently, grey cast iron has the widest application, followed by ductile iron. The graphitization annealing treatment for malleable cast iron is lengthy and costly, hence in many cases, it is gradually replaced by ductile iron. Compacted graphite iron is still in the early stage of promotion and application.
Cast iron (excluding white cast iron) can be regarded as carbon steel with severe inclusions — graphite. Its performance mainly depends on the shape, size, quantity, and distribution characteristics of the graphite, while the matrix structure also has a certain influence.
The state of carbon in cast iron and its matrix structure are determined by the cooling rate (wall thickness) of the casting and its chemical composition.
About Cast Iron:
1. The forms of graphite in the four types of cast iron are different:
Gray cast iron: Ferrite matrix + flake graphite
Malleable cast iron: Ferrite matrix + nodular graphite
Ductile cast iron: Ferrite matrix + spherical graphite
Compacted graphite iron: Ferrite matrix + vermicular graphite
2. Due to the different forms of graphite, the weakening effect on the matrix properties varies, resulting in significant differences in the mechanical properties of the four types of cast iron.
3. Cast iron has much lower plasticity and toughness compared to steel.
4. In production, changing the matrix structure of gray cast iron primarily involves altering the amount of pearlite to improve its hardness and wear resistance, while the strength, elasticity, plasticity, and toughness of gray cast iron are mainly determined by the graphite.
5. Ductile cast iron can be strengthened or its matrix structure can be altered through alloying or heat treatment to improve its mechanical properties.
The Influence of Casting Wall Thickness (Cooling Rate) and Chemical Composition on Cast Iron Structure:
Mottled cast iron: Carbon exists partly in the form of graphite, similar to gray cast iron, and partly in the form of free cementite, similar to white cast iron, resulting in a mottled appearance in the fracture.
Mechanical properties of gray cast iron
| Grade | σb (MPa) | HBS |
| HT-100 | 100) | 143-229 |
| HT-150 | 150 | 163-229 |
| HT-200 | 200 | 170-241 |
| HT-250 | 250 | 170-241 |
| HT-300 | 300 | 170-241 |
| HT-350 | 350 | 197-269 |
The grades and mechanical properties of ordinary and low alloy ductile iron
| Grade | σs (MPa) | σs (MPa) | σs (MPa) | HBS |
| Not less than | ||||
| QT400-18 | 400 | 250 | 18 | <180 |
| QT450-10 | 450 | 310 | 10 | <217 |
| QT500-7 | 500 | 320 | 7 | 170-230 |
| QT600-3 | 600 | 370 | 3 | 190-270 |
| Q1700-2 | 700 | 420 | 2 | 225-305 |
| QT800-2 | 800 | 480 | 2 | 245-335 |
Meaning of Cast Iron Grades:
HT250:
HT represents gray cast iron; 250 represents the minimum tensile strength of 250 MPa.
QT400-18:
QT represents ductile cast iron; 400 represents the minimum tensile strength of 400 MPa; 18 represents the elongation of 18%.
Gray cast iron is characterized by high carbon content and high sulfur and phosphorus impurities.
There are two main issues with poor weldability: the occurrence of white cast and quench-hardened structure in the weld joint, and the tendency for cracking in the weld joint.
1. Reason for white cast: When welding gray iron, due to the small size of the weld pool and its short existence time, combined with the thermal conductivity within the cast iron, the cooling rate of the weld and the adjacent zone is much higher than the cooling rate of the cast iron in the sand mold. This leads to the formation of a large amount of cementite, resulting in a white cast iron structure.
2. White cast area: Mainly in the weld zone, partially melted zone, and austenite zone.
3. Sulfur, commonly found in gray cast iron, strongly promotes the formation of white cast iron. Phosphorus has little influence on graphitization, but excessive phosphorus can lead to the formation of brittle and hard phosphorus eutectic, thereby reducing the mechanical properties of gray cast iron.

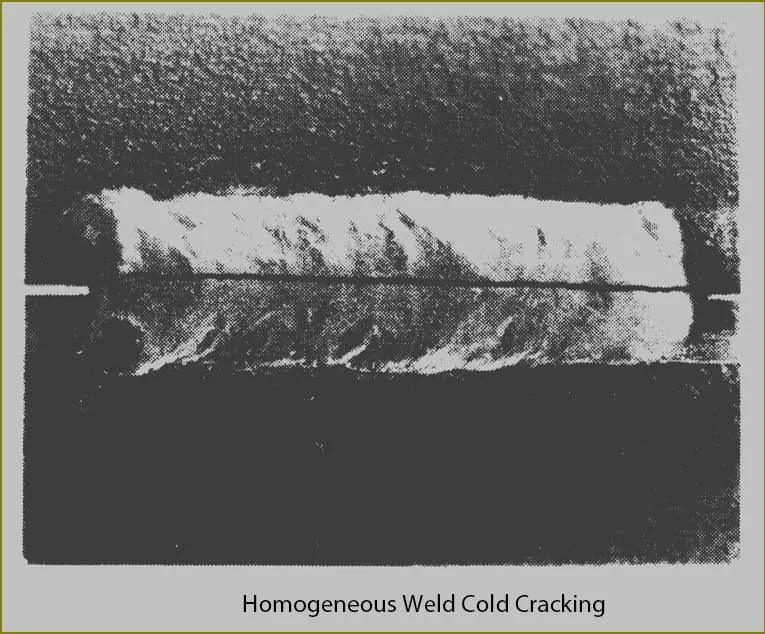
(1) Cold Cracking
1. Cold cracking in the weld joint
This type of cracking is more likely to occur when welding cast iron.
When using dissimilar welding materials to weld, resulting in an austenitic, ferritic, or copper-based weld joint, and adopting a reasonable cold welding process, the weld metal is less prone to cold cracking.
The temperature at which cast iron weld joints crack has been determined to be generally below 400°C. Cracks are often accompanied by audible brittle fracture sounds.
This type of cracking often occurs in long welds or when repairing large cast iron defects with high rigidity.
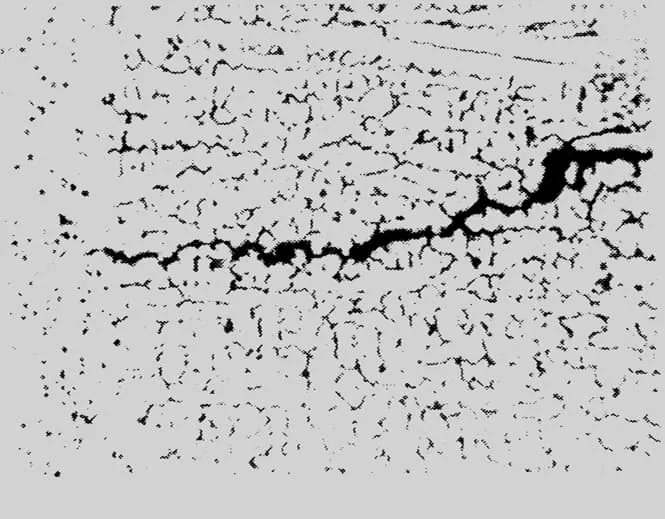
2. Cold cracking in the heat-affected zone
Most cold cracks occur in the heat-affected zone containing a high amount of cementite and martensite (Figure 4-7).
Additionally, when the cast iron part is thin, even minor casting defects (such as gas porosity, slag inclusions) have a significant impact on reducing the effective working cross-section of the weldment. In such cases, cold cracks may occur in the heat-affected zone slightly away from the fusion line.
Employing process measures to reduce stress in the weld joint and prevent the formation of cementite and martensite in the weld joint can help prevent the occurrence of cold cracks, such as preheating before welding.

(2) Hot Cracking
1. Welding gray cast iron, especially with dissimilar weld joints, has a higher sensitivity to solidification cracking:
When welding cast iron, the weld joint is not sensitive to hot cracking. However, when using low-carbon steel electrodes and nickel-based cast iron electrodes for cold welding, the weld joint is more prone to solidification cracks, which are a type of hot cracking.
When welding cast iron with low-carbon steel electrodes, the first layer of weld is susceptible to hot cracking, often hidden in the lower part of the weld and not easily detectable from the weld surface.
When welding cast iron with nickel-based cast iron electrodes, the weld joint is more sensitive to hot cracking.
2. Prevention: In production, measures primarily focus on reducing welding stresses, altering the alloy system of the weld joint, and limiting the inclusion of impurities from the base material into the weld joint.
(1) Arc Welding and Semi-Hot Welding
Preheat the entire weldment or the localized area with defects to a temperature of 600-700°C (dark red), and then perform the repair welding. This process, followed by slow cooling, is known as “hot welding.”
Preheating in the temperature range of 300-400°C is referred to as “semi-hot welding.”
Welding Electrodes for Hot Welding and Semi-Hot Welding:
There are two types of electrodes: cast iron core graphite cast iron electrodes (Z248) and steel core graphite cast iron electrodes (Z208).
“Z248” is mainly used for repairing defects in thick and large castings, often made by the user.
“Z208” electrodes have a low-carbon steel core (H08) coated with a high-graphite content flux, resulting in a cast iron type weld. They can be produced by most professional electrode manufacturers.
Notation of Cast Iron Welding Electrode Grades:
The prefix “z” indicates a cast iron welding electrode.
The first digit in the grade represents the major chemical composition type of the weld metal, as listed in the accompanying table.
The second digit represents different grades within the same major chemical composition type of the weld metal, ranging from 0 to 9 (10 grades).
The third digit represents the flux type and welding current.
| Grade | Weld seam metal primarily consists of the following chemical compositions |
| Z1XX | Carbon steel or high vanadium steel |
| Z2XX | Cast iron (including ductile iron) |
| Z3XX | Pure nickel |
| Z4XX | Nickel iron |
| Z5XX | Nickel copper |
| Z6XX | Copper iron |
| Z7XX | Under development |
2. Hot Welding Process:
(1) Preheating:
For complex castings, it is advisable to use overall preheating, while for simple castings, localized preheating can be used.
Overall preheating is typically done by heating the entire casting using a ground furnace or a brick-lined open furnace, while localized preheating can be achieved using gas or oxy-acetylene flame.
(2) Pre-weld Cleaning:
If there is oil contamination at the defect location of the casting, it can be removed by heating with an oxy-acetylene flame. Then, based on the nature of the defect, tools such as hand grinder, chisel, or air chisel can be used for further preparation. When preparing the groove, it should be chiseled or ground until there are no defects, and the resulting groove should have a smooth bottom and slightly wider opening to facilitate the welding operation and ensure welding quality.
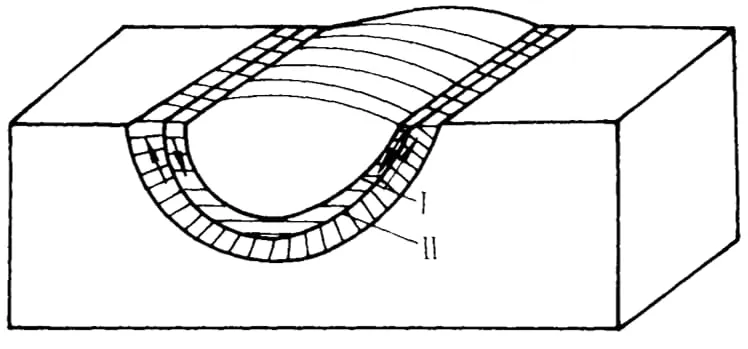
(3) Shaping:
In order to prevent the loss of molten metal and ensure the desired shape of the weld joint, shaping should be done at the edges, corners, and penetration defects before welding. The shape and dimensions are illustrated in the diagram below.
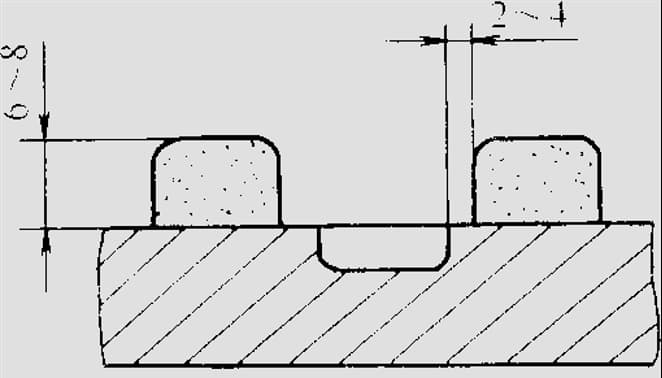
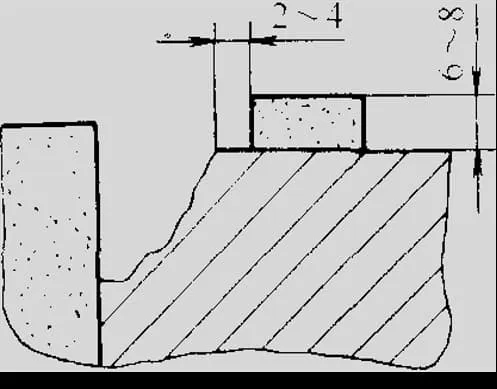
Figure 5.5: Shaping for hot welding repair in different defect areas
Shaping material can be a mixture of molding sand and water glass or yellow clay. It is recommended to place high-temperature resistant graphite pieces (usually made from discarded graphite electrodes) on the inner wall to prevent the shaping material from melting or collapsing due to heat. Drying of the shaping material should be done prior to welding.
(4) Welding:
During welding, in order to maintain the preheating temperature and shorten the high-temperature working time, it is preferable to use high current, long arc, and continuous welding to complete the process in the shortest possible time.
Using an appropriate long arc will facilitate the melting of the flux and the transition of graphite into the weld joint.
Arc welding is suitable for repairing large defects in medium-thick (>10mm) castings. For thin-walled castings below 8mm, it is not recommended due to the risk of burn-through.
(5) Post-weld Slow Cooling: It is common to cover the welded area with insulating materials (such as asbestos) and allow it to cool naturally with the furnace.
3. Semi-Hot Welding Process:
In order to reduce the preheating temperature and improve working conditions, it has been found in practice that by enhancing the graphitization capability of the weld joint and using overall or localized preheating at 300-400°C, satisfactory results can be achieved in the welding of castings with lower rigidity.
Semi-hot welding is often employed when the stress at the repair area of the casting is relatively low. Generally, “Z208” or “Z248” cast iron electrodes can be used.
The semi-hot welding process is similar to the hot welding process, involving high current, long arc, continuous welding, and post-weld insulation and slow cooling.
Arc semi-hot welding is only suitable for cases where the rigidity of the repair area is small or the shape of the casting is relatively simple.
(B) Gas Welding:
Gas welding is well-suited for repairing thin-walled castings.
In general, gas welding is primarily used for repairing defects in thin-walled components with lower rigidity.
For thin-walled components with higher rigidity, to reduce welding stresses and prevent cracking, it is recommended to use gas welding with overall preheating of the component. The preheating temperature should be around 600-700°C, followed by slow cooling measures after welding.
1. Gas Welding Consumables:
The carbon and silicon content in the welding wire should be slightly higher than that used in hot welding. Generally, in gas welding (equivalent to localized preheating), the total w(C+Si) content in the weld joint is about 7%.
The unified grade for gas welding flux used in welding cast iron in China is “CJ201.”
2. Gas Welding Process for Gray Cast Iron:
1) Prior to gas welding, the casting should be cleaned.
2) Select a larger size welding torch and welding nozzle based on the thickness of the casting to improve flame efficiency and increase heating speed. The gas welding flame should generally be neutral or slightly carburizing, and not oxidizing.
3) Try to maintain a horizontal position during welding.
4) The castings can cool naturally after gas welding.
5) For smaller castings, when defects are located at edges and areas with lower rigidity, the cold welding method can be used.
6) When defects are located in the center of the casting, the joint has higher rigidity, or the casting has a complex shape, the cold welding method may not yield good results. In such cases, the hot welding method with a preheating temperature of 600-700°C or the “heating to reduce stress area” method should be used.
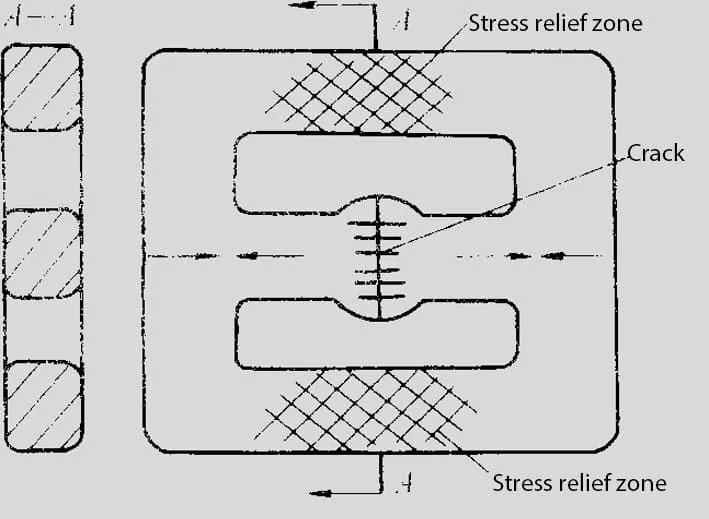
Heating to reduce stress area method:
This method, also known as “symmetrical heating welding,” is commonly used for gas welding of cast iron. Before welding, a specific area on the casting is selected where heating can reduce the stress in the joint. This area is known as the “stress reduction zone,” which is typically located in the region that hinders expansion and contraction during welding. During welding, the stress reduction zone is heated to a certain temperature (usually around 600-700°C, but not below 450°C).
The key to heating the stress reduction zone is selecting the appropriate area.
How to choose the range of the “heating to reduce stress area”:
a. The stress reduction zone is generally located in the region that hinders expansion and contraction during welding and reduces the stress in the joint when heated.
b. It should also be ensured that the deformation in that area does not adversely affect other parts of the casting.
c. Depending on the condition and requirements of the casting, one or multiple stress reduction zones can be chosen.
Note 1: Due to the longer heating time and larger heated area during gas welding, as well as higher welding thermal stress, it is more prone to cold cracking when repairing defects with higher rigidity compared to arc welding.
Note 2: The method of heating to reduce stress area is not suitable for all-position welding of castings.
(3) Arc Cold Welding for Cast Iron Type Weld Joints:
Under cold welding conditions, there are two approaches to address the problem of white mouth defects:
Further enhance the graphitization capability of the weld joint.
Increase the heat input during welding, such as using large-diameter electrodes, high currents, and continuous welding, to slow down the cooling rate of the weld joint.
Arc Cold Welding Electrodes:
Currently, the grades for cold welding electrodes for homogeneous weld joints are also “Z208” and “Z248.” However, their specific formulations differ slightly from hot welding electrodes, with a total carbon and silicon content in the weld joint of W(C+Si) = 7.5% – 10%.
Key Points of Arc Cold Welding Process for Cast Iron Type Weld Joints:
Use large-diameter electrodes, high currents, and continuous welding.
Utilize direct current reverse polarity power source (alternating current can also be used) for high current, long arc, continuous welding from the center to the edge.
Satisfactory results can be obtained when repairing medium to large defects with relatively low rigidity.
This method has been applied to defect repairs in medium-thickness or thicker weldments in machine tool factories and foundries to some extent.
Arc cold welding for heterogeneous weld joints is a promising welding process.
(1) Materials for Arc Cold Welding of Heterogeneous Weld Joints:
Arc cold welding of heterogeneous weld joints mainly involves adjusting the chemical composition of the weld joint to improve its structure and properties.
Heterogeneous weld joints can be classified into three types: steel-based, copper-based, and nickel-based, based on the nature of the weld metal.
1. Steel-based Weld Joint Arc Cold Welding Electrodes:
(1) Strongly oxidizing cast iron electrodes: Grade EZFe-1 (designation Z100)
Good process performance: Low cost of electrodes, good fusion between the weld metal and base metal, good slag fluidity, and easy slag removal.
– However, due to the poor machinability of the weld metal, these electrodes are only suitable for welding on non-machined surfaces of castings and for repairing defects where a dense weld and high stress resistance are not required.
(2) Carbon steel electrode EZFe-12 (Z122Fe):
– It is a low-carbon steel core iron powder electrode with a titanium-calcium-type coating. A certain amount of low-carbon iron powder is added to the coating.
It has the advantages of abundant sources, low cost, and easy welding operation, and has been applied to some extent in practical production.
(3) High vanadium cast iron electrode EZV (Z116, Z117):
It uses low-carbon steel (H08) as the core and adds a large amount of vanadium iron to the coating, resulting in a high vanadium steel structure in the weld metal.
Weld joints made with high vanadium cast iron electrodes have high strength, good ductility, excellent density, low susceptibility to porosity, and strong crack resistance. Therefore, they are suitable for repairing high-strength gray cast iron and ductile cast iron.
(4) CO2 gas shielded welding wire H08Mn2Si:
The CO2 gas shielded welding wire for welding cast iron has been applied in some automotive and tractor repair shops but is not yet widely used.
2. Nickel-Based Weld Joint Arc Cold Welding Electrodes:
Pure nickel electrodes have the best machinability. In China, there are currently three types of nickel-based electrodes with different alloy contents and performance.
(1) Pure nickel electrode EZNi (Z308):
Suitable for machining. The strength of pure nickel weld joints is similar to that of gray cast iron, and they have good ductility, resulting in excellent resistance to cold cracking. However, nickel is a precious metal, so it should not be used excessively in welding.
(2) Nickel-iron electrode EZNiFe (Z408):
Suitable for cast iron weld joints with high strength requirements. Nickel-iron weld joints have a low linear expansion coefficient and good crack resistance.
Nickel-iron electrodes have better performance than pure nickel electrodes and are the most cost-effective among nickel-based electrodes, making them more widely used in production.
(3) Nickel-copper electrode EZNiCu (Z508):
Also known as Monel electrodes, they are one of the earliest types of cast iron electrodes. Nickel-copper electrodes have the lowest performance among nickel-based electrodes, and they are more expensive than nickel-iron electrodes. They can only be used for repairing cast iron parts with low strength requirements but requiring surface machining. Currently, this type of electrode has been gradually replaced by nickel-iron electrodes.
In cast iron welding, nickel-based electrodes are mostly used for repairing small defects with higher weld joint requirements. When the repair area is large, they are mainly used for the bottom layer of the groove, followed by filling with other cost-effective electrodes to save precious nickel metal and reduce production costs.
3. Copper-Based Weld Joint Arc Cold Welding Electrodes:
Currently, the copper-to-iron ratio in copper-based cast iron electrodes is generally 80:20.
The overall workability of the weld joint is poor and mainly used for defect repair on non-machined surfaces of cast iron parts.
Copper-iron electrodes have a significant color difference from the base metal, making it difficult to use them in applications where color consistency with the base metal is required.
There are several forms of copper-iron electrodes:
(1) Copper core iron powder electrode (Z607): The coating is a low-hydrogen type, and the weld composition is approximately 80% Cu and 20% Fe.
(2) Copper core iron skin electrode (Z616): The weld composition is approximately 80% Cu and 20% Fe.
(3) Austenitic steel-copper electrode: The Cu content in the electrode should be greater than 80% to ensure good crack resistance in the weld joint.
Copper-iron electrodes have good crack resistance and readily available materials. Therefore, they are currently used to some extent in cast iron welding.
(II) Arc Cold Welding Process for Heterogeneous (Non-Cast Iron Type) Weld Joints:
The key points can be summarized as follows: “Ensure proper preparation, use appropriate low welding current, perform short intermittent welding, and immediately peen the weld after welding.”
1. Pre-welding Preparation:
Typically involves removing oil and other impurities from the defect area, carefully observing the condition of the defect (e.g., length of cracks), and preparing appropriate grooves for welding.
Common methods for cleaning castings include mechanical methods using grinding wheels, wire brushes, or chisels, and chemical methods using solvents such as trichloroethylene, caustic soda, gasoline, or acetone.
2. Key Points of Arc Cold Welding:
Use appropriate minimum welding current to ensure stable arc and full penetration.
For arc cold welding of heterogeneous weld joints, employ short intermittent welding, perform peening after welding, and use a dispersed welding technique.
3. Features of Multi-layer Welding Repair Process for Thick and Large Parts
1) Arrange the sequence of multi-layer welding logically.
2) Implement wire planting method when necessary: this method is often used for crack repairs on thick and large weldments (such as large machinery bases) that bear significant work stress.
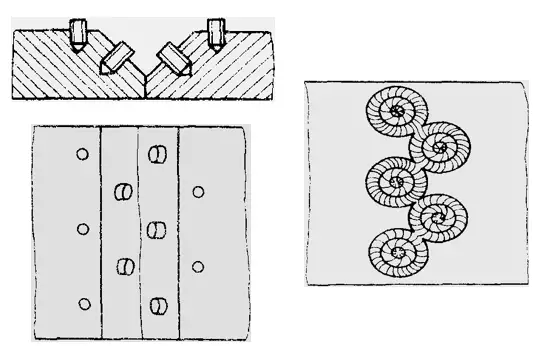
Wire Planting Method in Heterogeneous Weld Cold Welding:
The wire planting method, as shown in figure 4-17, is a technique where a large portion of the stress in the designated area is artificially borne by the planted wire material (low carbon steel), hence preventing peel cracking.
During the welding process, the screw is welded first, followed by the area between the screws. If necessary, to reduce the amount of welding metal and shrinkage stress, a narrow strip of low carbon steel can be inserted in the middle of the weld. This has the additional benefit of improving welding efficiency and saving welding rods. The wire planting method is frequently used for crack repairs on thick and large weldments (like large machine bases) which are subject to substantial work stress.
3. Brazing of Gray Cast Iron:
1. Advantages of brazing gray cast iron:
During brazing, the base metal does not melt, which is advantageous in preventing the occurrence of white cast defects and maintaining good workability of the joint.
Brazing is conducted at lower temperatures, resulting in lower stress in the welded joint. Additionally, the absence of white cast defects in the joint reduces the sensitivity to crack formation. Therefore, brazing methods for cast iron repair have been studied early on.
2. Oxyacetylene flame brazing is commonly used for cast iron in both domestic and international practices.
3. In the past, brass brazing materials were often used for cast iron repair, with a composition of approximately 53%-55% Cu and the remainder being Zn. China has standardized brass brazing materials under the product code “HL103”. Borax can be used as a brazing flux. Brass brazing of cast iron has been applied to some extent in China.
4. Disadvantages of brass brazing:
The strength of the brazed joint is relatively low, typically ranging from 117.6 MPa to 147 MPa.
The brazed area has a distinct golden color, which differs significantly from the base metal. Therefore, while brass brazing may be suitable for some repair shops, it often fails to meet the requirements for high-quality weld repair on new cast iron components.
| Composition of Manganese, Nickel, Copper, Zinc Brazing Alloy (Mass Fraction, %) | |||||
| Cu | Mn | Ni | Sn | Al | Zn |
| 48-50 | 9.5-10.5 | 3.5-4.5 | 0.3-0.7 | 0.2-0.6 | Remained |
| Cast Iron Soldering Flux Composition (Mass Fraction, %) | ||||
| H3BO3 | Li2CO3 | Na2CO3 | NaF | NaCl |
| 40 | 16 | 24 | 5.4 | 14.6 |
5. In recent years, China has developed new manganese-nickel-copper-zinc brazing materials and corresponding fluxes (see table), which have achieved good results in cast iron brazing.
The aforementioned manganese-nickel-copper-zinc brazing materials and fluxes are primarily used to repair minor defects on the processing surface. Unlike arc welding and gas welding, brazing requires the exposure of the metallic luster at the brazing site through mechanical methods, otherwise brazing will not adhere, which could hinder its promotion in cast iron brazing.
IV. Engineering examples of gray cast iron welding repairs
(A) Welding repair of the gray cast iron pulley spokes
As shown below, the gray cast iron pulley spoke “1” is broken, and it is now being repaired using gas welding. If gas welding is directly applied to the break for cold welding, the joint rigidity is high, making it difficult to achieve good welding quality. Therefore, it’s advisable to use the heat reduction zone method for welding. The cast wheel rim is thick and impedes the weld shrinkage during welding, so the heat reduction zone is determined to be area “2”.
1) During welding, first heat area “2” to a certain temperature. As this area heats up, the heated rim will expand outward, and the crack gap at the break will also expand accordingly.
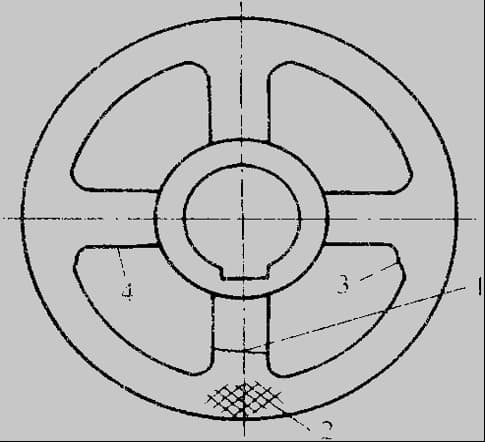
1 – Spoke
2 – Heat Reduction Zone
3.4 – Weak area of the wheel
2) Once the gap expands to a certain degree, swiftly move the flame to heat the break for welding. During the welding process, intermittently heat area “2” to maintain a red-hot state (approximately 600-700°C) to ensure some level of malleability and reduce the restraining effect on area “1”.
3) After welding, continuously heat area “2” with the flame to ensure it shrinks concurrently with the joint. Post-welding, let it cool naturally indoors. As the heat reduction zone lowers the restraining effect of the cast wheel rim, the tendency for joint cracks decreases.
Note:
When using the heat reduction zone method for welding repair, it’s necessary to both reduce stress and ensure the heating deformation does not exceed the permissible range (to prevent new cracking).
In the above pulley welding example, the higher the heating temperature of the stress reduction zone, the larger the gap at the broken spoke and the smaller the stress at the welded joint. However, this can cause excessive expansion of the spoke, which can’t shrink back to its original position. This is equivalent to the welded spoke’s increase in length, not only causing the wheel rim to become out-of-round, but it could also cause excessive stress on adjacent weak points (like areas “3” and “4”), leading to breaks.
1) Ductile cast iron exhibits a higher tendency for white mouth formation and hardening than gray cast iron.
2) Due to the superior strength, plasticity, and toughness of ductile cast iron compared to gray cast iron, the mechanical property requirements for welded joints are correspondingly higher. Often, these requirements must match the parent material of various strength grades of ductile cast iron.
Currently, the most common methods of welding ductile cast iron are gas welding and arc welding.
1) Homogeneous Weld Seam Fusion Process
a. Gas Welding
1) Welding Wire: The welding wire for gas welding of ductile cast iron now comes in two types – lightweight rare earth (cerium) magnesium alloy and yttrium-based heavy rare earth.
2) Flux: For yttrium-based heavy rare earth and rare earth magnesium alloy welding wires for ductile cast iron gas welding, “CJ201” cast iron flux can be used.
3) Applications: The limitation of gas welding is the long welding time and relatively low efficiency. Moreover, it’s challenging to apply on previously machined parts for welding supplementation due to deformation issues. This method is primarily used for repairing minor defects in new castings.
b. Arc Welding
Under welding stress, the weld seam can easily crack. Often, this issue is resolved by using high-temperature pre-heating welding methods at 500-700°C.
Currently, in our country, the widely-used welding rod for ductile cast iron is “Z238”, which features a low-carbon steel core coated with a potent graphitizing agent and a certain amount of spheroidizing agent.
2) Heterogeneous (non-cast iron type) Arc Cold Welding Process
a. Electrode: Heterogeneous ductile cast iron cold welding mainly uses nickel-iron electrodes (EZNiFe-1) and high vanadium electrodes (EZV).
b. Parameters: When welding in low ambient temperatures or with large, thick castings, appropriate pre-heating is necessary, with pre-heating temperatures of 100-200°C. During welding, the welding current should be as low as possible while ensuring weld seam fusion.
c. Applications: Welded joints made with nickel-based electrodes have better machinability than those made with high-vanadium electrodes. They are mainly used for repairing medium and minor defects in machined surfaces; high-vanadium electrodes are primarily used for repairing defects in the non-machined surfaces of ductile cast iron weldments.