Argon Welding vs Orbital Welding: What’s the Difference?
In the world of welding, precision and efficiency are paramount. But with various methods available, choosing the right one for…

Welding is a processing method that achieves atomic bonding of workpieces through heating, pressing, or both, with or without filler materials. Therefore, welding is a method of processing that connects separate metal parts into an inseparable whole. Pressure is used to break the oxide film or other adsorption layers on the bonding surface and to cause plastic deformation of the contact surface, thereby expanding the contact area.
When deformation is sufficient, atomic bonding can also be directly formed, resulting in a strong joint; heating locally heats the connection area to a plastic or molten state, stimulating and enhancing the energy of atoms, thereby forming and developing a strong joint through diffusion, crystallization, and recrystallization.
Before welding was widely used, the main method of non-detachable connection was riveting. Compared with riveting, welding has the characteristics of saving metal, high productivity, good compactness, good operating conditions, and easy mechanization and automation. Therefore, welding has now basically replaced riveting.
There are many methods of welding, which can be divided into three main categories: fusion welding, pressure welding, and brazing, based on the characteristics of the welding process.
Fusion welding is a method in which the joint of the workpiece is heated to a molten state without applying pressure to complete the welding. Depending on the heat source, this type of welding method includes gas welding, arc welding, electroslag welding, laser welding, electron beam welding, plasma arc welding, etc.
Pressure welding is a method in which pressure must be applied to the workpiece (with or without heating) during the welding process to complete the welding. Methods that belong to this category include resistance welding, friction welding, ultrasonic welding, cold pressure welding, etc.
Brazing uses a metal material with a lower melting point than the base material as the filler metal. The workpiece and filler metal are heated to a temperature higher than the melting point of the filler metal but lower than the melting point of the base material. The liquid filler metal wets the base material, fills the joint gap, and diffuses with the base material to achieve the connection of the workpieces. Methods that belong to this category include hard brazing and soft brazing.
Welding refers to a processing method that achieves atomic bonding of workpieces by heating, pressurizing, or both, with or without filler materials.
There are many types of metal welding. Based on the physical metallurgy characteristics during welding, it is divided into three main categories: fusion welding, pressure welding, and brazing. Currently, fusion welding is the most widely used.
Fusion welding is a method of welding that uses local heating to heat the joint of the workpieces to a molten state without applying pressure.
Fusion welding is classified according to the type of heat source used: arc welding (using welding arc as the heat source), plasma arc welding (using plasma arc as the heat source), electroslag welding (using the resistance heat of molten slag as the heat source), electron beam welding (using electron beam as the heat source), laser welding (using laser as the heat source), gas welding (using flame as the heat source), etc. Among these, arc welding is the most widely used.
Arc welding is a fusion welding method that uses an arc as the heat source. Common types of arc welding include shielded metal arc welding, submerged arc welding, and gas shielded arc welding.
Shielded metal arc welding is one of the earliest developed and still widely used arc welding methods. It uses a welding rod as both the electrode and filler metal, and the arc generated between the end of the welding rod and the workpiece as the heat source for welding.
During welding, the arc heats the end of the welding rod and the local area of the workpiece to a molten state. The molten end of the welding rod forms droplets that fuse with the molten base material to form a weld pool. As the arc moves forward, the molten metal in the weld pool gradually cools and solidifies to form a weld seam. Figure 1 shows a schematic diagram of the shielded metal arc welding process.
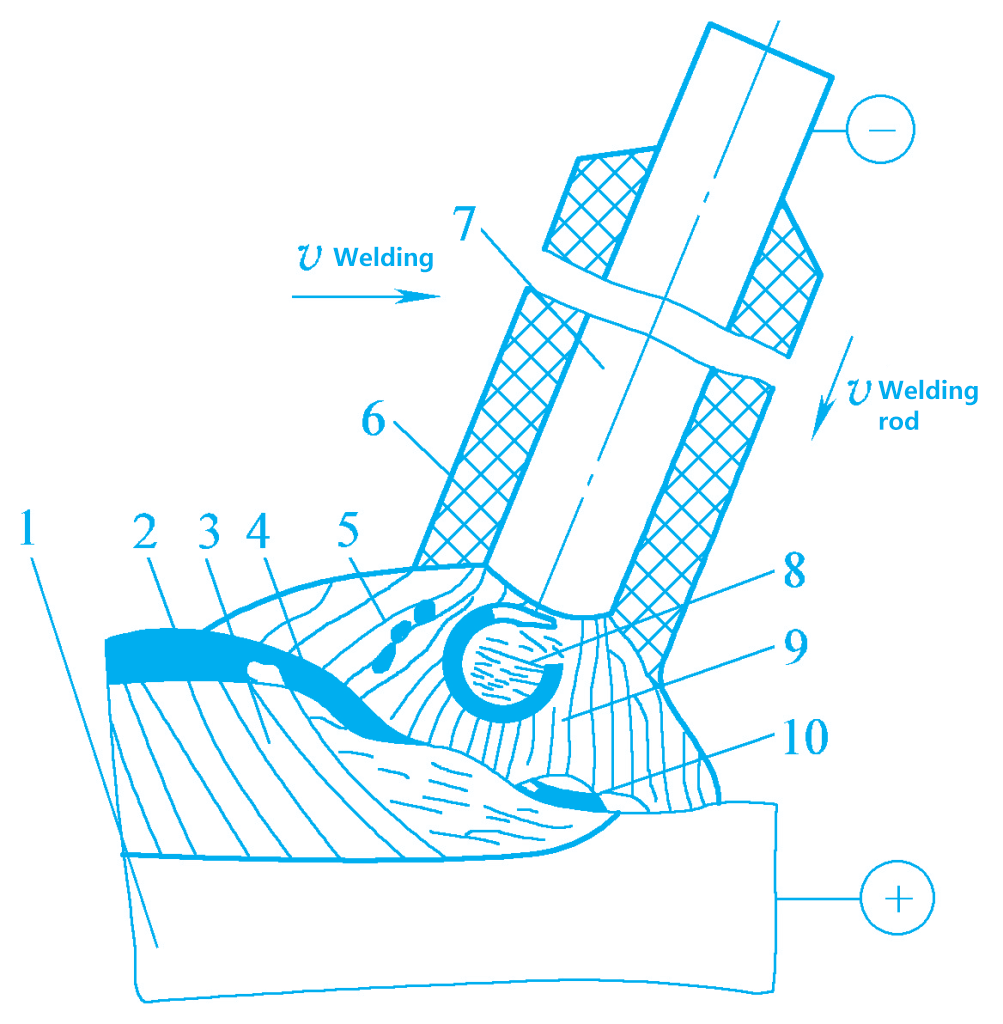
1—Base Metal
2—Slag Shell
3—Weld Seam
4—Molten Slag
5—Protective Gas Layer
6—Welding Rod Coating
7—Welding Core
8—Droplet
9—Arc
10—Weld Pool
The equipment used for manual metal arc welding is simple, the method is easy and flexible, and it has strong adaptability. It can be used for welding in various positions under various conditions. The joint form, weld shape, and length are not limited, but it requires high technical skills from the welder, and the welding quality to some extent depends on the welder’s operational skills.
In addition, manual metal arc welding has poor working conditions and low productivity. It is mainly suitable for single-piece or small batch production and is suitable for welding workpieces with a thickness of 3 to 20mm. Active metals (such as titanium, niobium, etc.) and refractory metals (such as tantalum, molybdenum, etc.) cannot use manual metal arc welding.
Submerged arc welding refers to an arc welding method where the arc burns under a layer of flux. During welding, the arc ignition, wire feeding, and arc movement along the weld seam are automatically completed by the equipment.
The formation process of the submerged arc weld is shown in Figure 2. During welding, the end of the welding wire contacts the workpiece, then the flux funnel is opened, and a layer of flux 30~50mm thick is sprinkled on the welding area of the workpiece. After energizing, the welding wire is retracted upwards to ignite the arc.
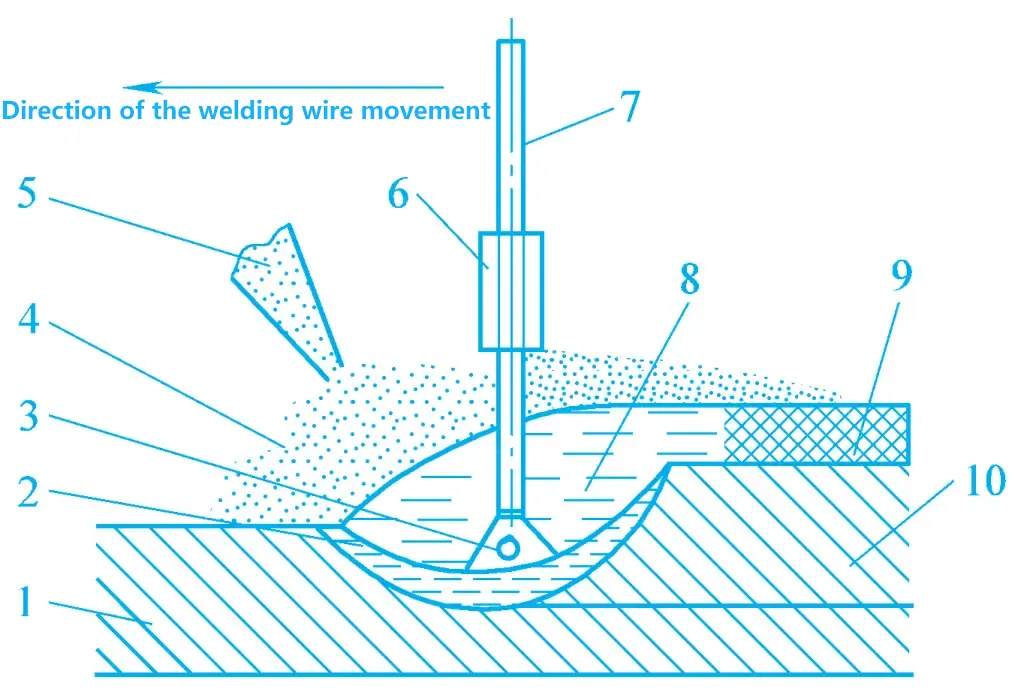
1—Workpiece (Base Material)
2—Molten Pool
3—Droplet
4—Flux
5—Flux Funnel
6—Contact Tip
7—Welding Wire
8—Slag
9—Slag Shell
10—Weld
The arc burning under the flux layer generates heat, which melts the base material and granular flux near the arc to form slag. The high-temperature gas produced pushes the slag aside to form a closed slag bubble. The slag bubble, with its surface tension, effectively prevents air from entering the weld pool and effectively prevents droplets from splashing out. The unmelted flux isolates the arc from the outside air, reducing the loss of arc heat.
As the arc moves forward, it continuously melts the fed welding wire and the base material metal and flux in front of it. The liquid metal behind the weld pool gradually cools and solidifies from the edges to form the weld, and the liquid slag also solidifies to form a slag shell covering the weld surface. The metal at the weld is protected by both the flux layer and the slag bubble, resulting in low heat loss and deep penetration.
Compared with manual metal arc welding, submerged arc welding has the advantages of fast welding speed, high production efficiency, high and stable welding quality, beautiful weld appearance, and good working conditions. However, its disadvantages are high equipment costs and complex process equipment, making it unsuitable for welding complex structures or workpieces with inclined welds.
Therefore, submerged arc welding is mainly used for large batch production, thick (6~60mm) and long straight flat welds or large diameter circular welds. The applicable materials are low carbon steel, low alloy steel, stainless steel, and other metal plates.
Gas shielded welding refers to an arc welding method that uses an external gas as a protective medium. It plays an increasingly important role in the welding of special materials and the automation of the welding process.
Compared with submerged arc welding, its advantages are good visibility of the arc and weld pool, easy operation, no slag, saving a lot of post-weld slag cleaning time in multi-layer welding, and the ability to achieve all-position welding. However, special windproof measures must be taken when working outdoors.
According to the different protective gases used in the welding process, common types include argon arc welding and CO2 gas shielded welding. Argon arc welding uses argon as the protective medium and is divided into non-consumable electrode argon arc welding and consumable electrode argon arc welding based on the different electrodes used.
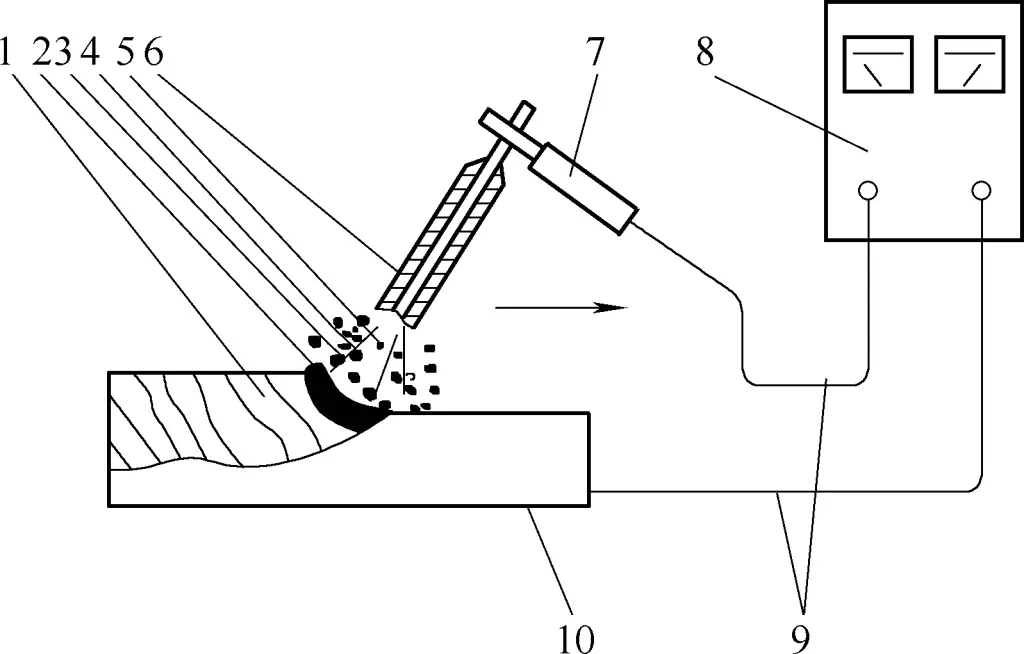
Figure 3 shows a schematic diagram of CO2 gas shielded welding. CO2 gas shielded welding uses CO2 gas (sometimes a mixture of CO2 + O2) as the protective medium. This welding method uses continuously fed welding wire as the electrode, relying on the arc between the welding wire and the workpiece to melt the workpiece metal and the welding wire, forming a weld pool that solidifies into a weld.
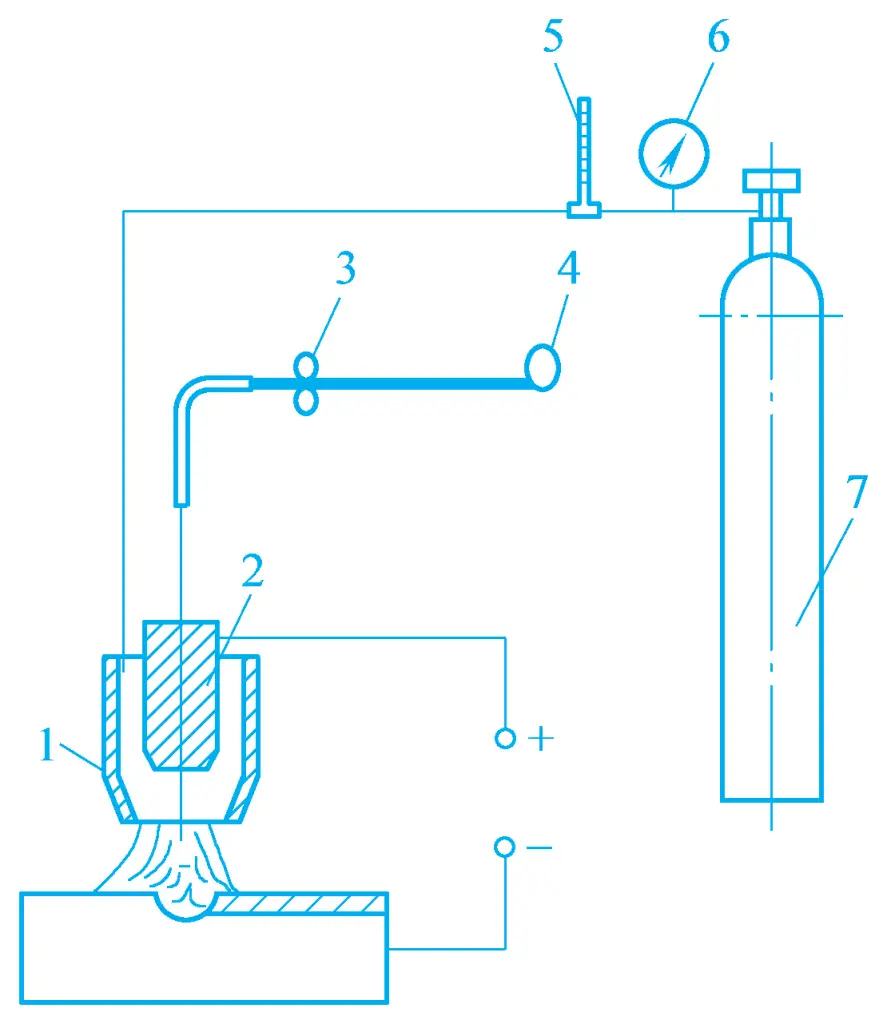
1—Welding Gun Nozzle
2—Contact Tip
3—Wire Feeding Mechanism
4—Wire spool
5—Flow meter
6—Pressure reducer
7—CO 2 gas cylinder
CO 2 gas shielded welding has a fast welding speed, no slag after welding, saving slag cleaning time, thus high productivity; the price of shielding gas is lower than argon; less power consumption, so the cost is lower; due to the concentrated heat of the arc, the molten pool is small, the welding speed is fast, the heat-affected zone of welding is small, the tendency of deformation and cracking is small, and the weld formation is good.
For welding low carbon steel and low alloy steel, this is a high-efficiency, low-cost, and high-quality welding method. Its disadvantages are that it is not suitable for welding non-ferrous metals that are easily oxidized, the weld formation is not smooth and beautiful, the arc light is strong, the droplet spatter is severe, and there is a lot of smoke, so windproof measures need to be taken.
CO 2 gas shielded welding is mainly used for welding low carbon steel and ordinary low alloy structural steel with low strength levels. The maximum thickness of the weldment can reach 50mm (butt joint), and it is widely used in shipbuilding, automobiles, cranes, various tanks, agricultural machinery, and other industrial sectors.
Plasma arc welding is a fusion welding method that uses a plasma arc as the heat source. During welding, shielding gas (argon) is passed around the plasma arc to protect the molten pool and weld from the harmful effects of the air.
Plasma arc welding can be divided into micro-beam plasma arc welding and high-current plasma arc welding according to the welding current. Micro-beam plasma arc welding generally has a welding current of 0.1~30A and can weld metal foils and thin plates with a thickness of 0.025~2.5mm; high-current plasma arc welding generally has a welding current of 100~300A and can weld metals with a thickness of 2.5~12mm.
The characteristics of plasma arc welding are: high energy density of the plasma arc, high arc column temperature, strong penetration ability, and workpieces with a thickness of less than 12mm can be welded through without beveling.
When the current is as low as 0.1A, the plasma arc is still very stable, ensuring good directionality and arc straightness, so it can weld foils and thin plates with a thickness of 0.01~1mm, and the welding speed is fast, productivity is high, weld quality is good, the heat-affected zone of welding is small, and the deformation of the weldment is small. Plasma arc welding equipment is relatively complex, gas consumption is large, it is not suitable for outdoor welding, and its flexibility is not as good as argon arc welding.
Plasma arc welding is suitable for welding various refractory, easily oxidized, and thermally sensitive metal materials, such as tungsten, nickel, titanium, copper, molybdenum, aluminum and its alloys, as well as stainless steel, high-strength steel, etc. It is currently mainly used in chemical, nuclear, electronics, precision instruments, rockets, aviation, and space technology.
Electroslag welding is a fusion welding process that uses the resistance heat generated when current passes through molten slag as the heat source to melt the workpiece locally and the filler metal, cool and solidify to form a weld.
Compared with other fusion welding, electroslag welding has the following characteristics:
In addition to welding carbon steel, alloy steel, and cast iron, electroslag welding can also be used to weld aluminum, magnesium, titanium, and copper alloys. The welding thickness is generally greater than 30mm, and it is currently widely used in industries such as boilers, heavy machinery, and petrochemicals, such as forged-welded and cast-welded structural parts.
Electron beam welding is a fusion welding process that uses the heat generated when an accelerated and focused electron beam bombards the surface of the weldment to locally melt the metal weldment, cool and solidify to form a weld. The weldment can be placed in a vacuum or in a non-vacuum. Electron beam welding performed in a vacuum is called vacuum electron beam welding, and electron beam welding performed in an atmospheric pressure working environment is called non-vacuum electron beam welding.
The characteristics of vacuum electron beam welding are:
At present, vacuum electron beam welding has been widely used in aerospace, nuclear energy, automotive, chemical, electronics, electrical power, machinery manufacturing, and other sectors.
Non-vacuum electron beam welding is to introduce the electron beam generated under high vacuum conditions into an atmospheric pressure working environment to weld the workpiece, so it is also called atmospheric pressure electron beam welding. Its main advantages are: no need for a vacuum chamber, high productivity, low cost, can weld large-sized workpieces, and expand the application range of electron beam welding technology.
Non-vacuum electron beam welding has been widely used in the energy industry (such as various compressor rotors, impeller assemblies, nuclear reactor shells, etc.), aviation industry (such as engine bases, rotor components, etc.), automobile manufacturing (such as gear assemblies, rear axles, transmissions, etc.), as well as in the instrument, chemical, and metal structure manufacturing industries.
Laser welding is a new welding technology developed in the 1970s. It is a fusion welding process that uses focused laser as a heat source for welding. It can achieve welding of materials such as metal foils (thickness less than 0.5mm), films (a few microns to tens of microns), and metal wires (diameter less than 0.6mm).
The characteristics of laser welding are: fast welding speed, small heat-affected zone, small deformation of the welded parts, and the welded materials are not easily oxidized. Compared with electron beam welding, laser welding does not produce X-rays, does not require a vacuum chamber, is easy to observe, and is suitable for welding complex structures and precision parts.
Laser can be reflected, transmitted, and even transmitted through optical fibers, so it can be used for long-distance welding. It can also achieve welding of dissimilar metals for internal wire joints of sealed electron tubes. Currently, laser welding is mainly used for welding small or micro parts in the semiconductor, telecommunications equipment, radio engineering, precision instruments, and instrument departments.
Gas welding is a fusion welding process that uses the heat released by gas combustion for welding. The combustible gases can be acetylene, hydrogen, natural gas, propane, etc. The commonly used flame in gas welding is formed by igniting a gas mixture of acetylene and oxygen in a certain proportion, also known as oxy-acetylene flame. Depending on the volume ratio of acetylene to oxygen, the flame can be classified into three types: carburizing flame, neutral flame, and oxidizing flame.
Carburizing flame contains free carbon, which can compensate for the carbon loss during welding and has a strong reducing effect and certain carburizing effect. Carburizing flame is mainly used for welding high carbon steel, high-speed steel, hard alloys, and other materials with high carbon content, and can also be used for repairing cast iron.
Neutral flame is formed by the complete combustion of oxygen and acetylene (without excess oxygen and acetylene) and has the widest range of applications. It is mainly used for welding low carbon steel, low alloy steel, stainless steel, pure copper, and other materials.
Oxidizing flame has excess oxygen, which oxidizes the metal during welding. Because the oxidizing flame can form a silicon oxide film (containing silicon in the welding wire) on the surface of the molten metal, protecting low melting point metals like zinc and tin from evaporation, it is mainly used for welding brass, bronze, and other materials.
When welding carbon steel, welding wire can be used directly. However, when welding stainless steel, copper alloys, and aluminum alloys, gas welding flux must be used to prevent metal oxidation and eliminate already formed oxides.
The characteristics of gas welding are: the temperature of the gas welding flame is lower than that of arc welding, the heating and cooling speed is slow, the heating area is wide, and the welding deformation is large. However, it does not require electricity, the equipment is simple, and it has strong versatility. Gas welding is suitable for welding thin-walled parts, mainly welding parts with a thickness of about 2mm.
Pressure welding is a welding process that achieves non-detachable joints by heating and applying pressure to make the metal reach a plastic state, causing plastic deformation and recrystallization, and finally bringing the atoms of the two separate surfaces close to the lattice distance. The main types are resistance welding and friction welding.
Resistance welding is a type of pressure welding that uses the resistance heat generated by the current passing through the contact surface of the joint as a heat source. According to the form of electrodes and joints, resistance welding can be divided into spot welding, seam welding, and butt welding.
Spot welding is a type of resistance welding where the workpieces are assembled into lap joints and pressed between two cylindrical electrodes. The resistance heat locally melts the base metal to form a weld nugget. The strength of the spot weld depends on the diameter of the weld nugget, generally d=2t+3mm (t is the thickness of the plate). The quality of the weld nugget depends on the welding current, welding time, electrode pressure, and the cleanliness of the workpiece surface.
Spot welding is mainly used for welding thin stamped parts and steel bars, such as the splicing and assembly of thin sheet shells of automobiles and airplanes, and the production of industrial products like electronic instruments and meters. The applicable thickness range for spot welding is 0.05~6mm, and the applicable materials are stainless steel, copper alloys, titanium alloys, and aluminum-magnesium alloys.
Seam welding is a continuous spot welding process that uses continuously rotating disc electrodes instead of cylindrical electrodes to perform spot welding at very short intervals, resulting in a continuous weld seam with overlapping weld nuggets.
Since the weld nuggets in the seam weld overlap by more than 50%, the sealing performance is good. However, seam welding has a serious shunting phenomenon, and the welding current required for welding the same thickness of workpieces is about 1.5 to 2 times that of spot welding. Therefore, seam welding is only suitable for thin-walled structures with a thickness of less than 3mm that require sealing, such as fuel tanks, small containers, and pipelines.
Butt welding is a type of resistance welding where the workpieces are assembled into butt joints. Butt welding requires the end faces of the workpieces to have the same or similar shape and size to ensure the quality of the welded parts. Butt welding is mainly used for manufacturing closed parts, extending rolled materials, and manufacturing parts from dissimilar materials, such as bicycle rims, rails, and tools.
Friction welding is a type of pressure welding that uses the heat generated by the friction between the surfaces of the workpieces to bring the end faces to a thermoplastic state, and then quickly forges them to complete the welding.
The characteristics of friction welding are:
Brazing is a welding method that uses a filler metal with a melting point lower than that of the workpieces. The filler metal is heated to melt, and the liquid filler metal wets the base material, filling the joint gap and diffusing with the base material to achieve a permanent connection. Depending on the melting point of the filler metal used, brazing can be divided into two categories: hard brazing and soft brazing.
The characteristics of brazing are:
However, the joint strength of brazing is relatively low, its heat resistance is poor, the allowable working temperature is not high, and strict cleaning is required before welding. The cost of filler metal is relatively high. Therefore, brazing is mainly used for welding precision instruments, electrical components, dissimilar metal components, and some complex thin-walled components (such as sandwich structures and automobile radiators). It is also commonly used for welding various wires and hard alloy tools.
Electrode arc welding is an early developed welding method and is still the most widely used welding method today. Its characteristics are simple equipment, low cost, flexible process, and strong adaptability (suitable for various materials, long distances, and irregular welds); however, it has high labor intensity and low efficiency (manual operation and inability to weld continuously).
Their function is to hold the electrode and conduct current.
They are protective equipment to prevent the face and skin from being damaged by arc light and other hazards. Arc masks come in handheld and helmet types.
Such as slag removal hammers and wire brushes for cleaning the surface and slag shell of the weld.
The main equipment for electrode arc welding is the arc welding machine. Arc welding machines can be divided into AC arc welding machines and DC arc welding machines based on the type of welding current they supply.
The AC arc welding machine supplies alternating current for welding. It is a special step-down transformer with the advantages of simple structure, low price, reliable use, low working noise, and easy maintenance. Therefore, AC arc welding machines are often used in welding. Their main disadvantage is that the arc is not stable during welding.
The DC arc welding machine supplies direct current for welding. It has the advantages of stable arc, easy arc initiation, and better welding quality. However, the structure of the DC arc welding generator is complex, noisy, costly, and difficult to maintain.
The composition of the welding rod is shown in Figure 1.
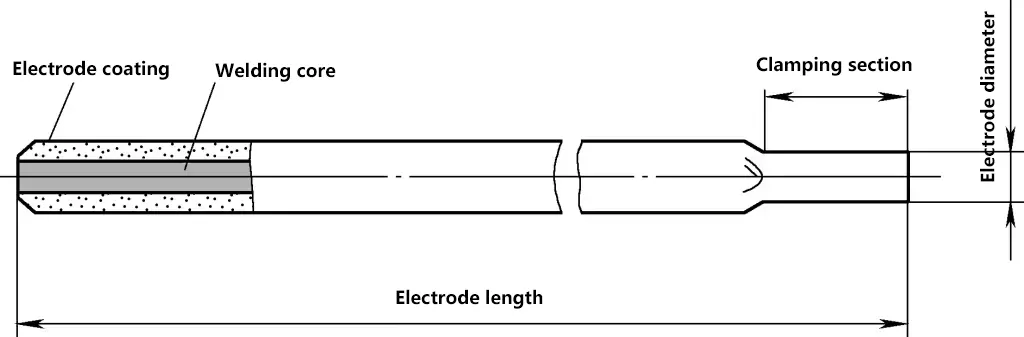
The welding rod used for arc welding, coated with flux, consists of two parts: the core wire and the flux coating.
The core wire is a metal wire of a certain length and diameter (carbon steel, alloy steel, stainless steel, cast iron, copper and copper alloys, aluminum and aluminum alloys, etc.). The core wire has two functions: one is to conduct current and generate an arc, and the other is to melt itself and form a weld with the base material. The diameter of the core wire is generally 2.5mm, 3.2mm, or 4.0mm.
The flux coating is composed of various materials, including arc stabilizers (mainly using easily ionizable compounds of potassium, sodium, and calcium), slag formers (which form slag to cover the surface of the molten pool, preventing atmospheric intrusion and playing a metallurgical role), and gas formers (which decompose to produce gases such as CO and H that surround the arc and molten pool, isolating the atmosphere and protecting the molten droplets and pool).
The main functions of the flux coating are to ensure easy ignition of the arc, maintain stable arc burning, and isolate the air. The flux coating can be acidic or basic.
Welding rods can be classified by their use into structural steel welding rods, heat-resistant steel welding rods, stainless steel welding rods, cast iron welding rods, copper and copper alloy welding rods, aluminum and aluminum alloy welding rods, etc. The welding rod model used in this training is E4303, which belongs to carbon steel welding rods with an acidic, titanium-calcium type flux coating and a diameter of 2.5mm.
The welding circuit is composed of an arc welding machine, welding cables, welding clamps, welding rods, workpieces, and the arc (Figure 2). The arc is ignited using the contact short-circuit method. Under high temperature, the welding rod and workpiece are partially melted to form a molten pool. As the arc moves continuously, the molten pool gradually cools and crystallizes to form a weld.
1—Weld
2—Molten Pool
3—Shielding Gas
4—Arc
5—Molten Droplet
6—Welding Rod
7—Welding Clamp
8—Welding Machine
9—Cable
10—Workpiece
The welding parameters of arc welding with welding rods include the type and polarity of the welding power source, the diameter of the welding rod, the welding current, the arc voltage, the welding speed, the number of welding layers, etc.
Gas welding is a welding method that uses a gas flame as a heat source to melt the base material and filler metal. Acetylene, when burned with pure oxygen, can significantly increase the flame temperature (up to over 3000°C) compared to burning in air.
The oxygen cylinder is a container for storing and transporting high-pressure oxygen. Its volume is 40L, and the maximum storage pressure is 15MPa. According to regulations, the exterior of the oxygen cylinder is painted sky blue and marked with the word “Oxygen” in black paint.
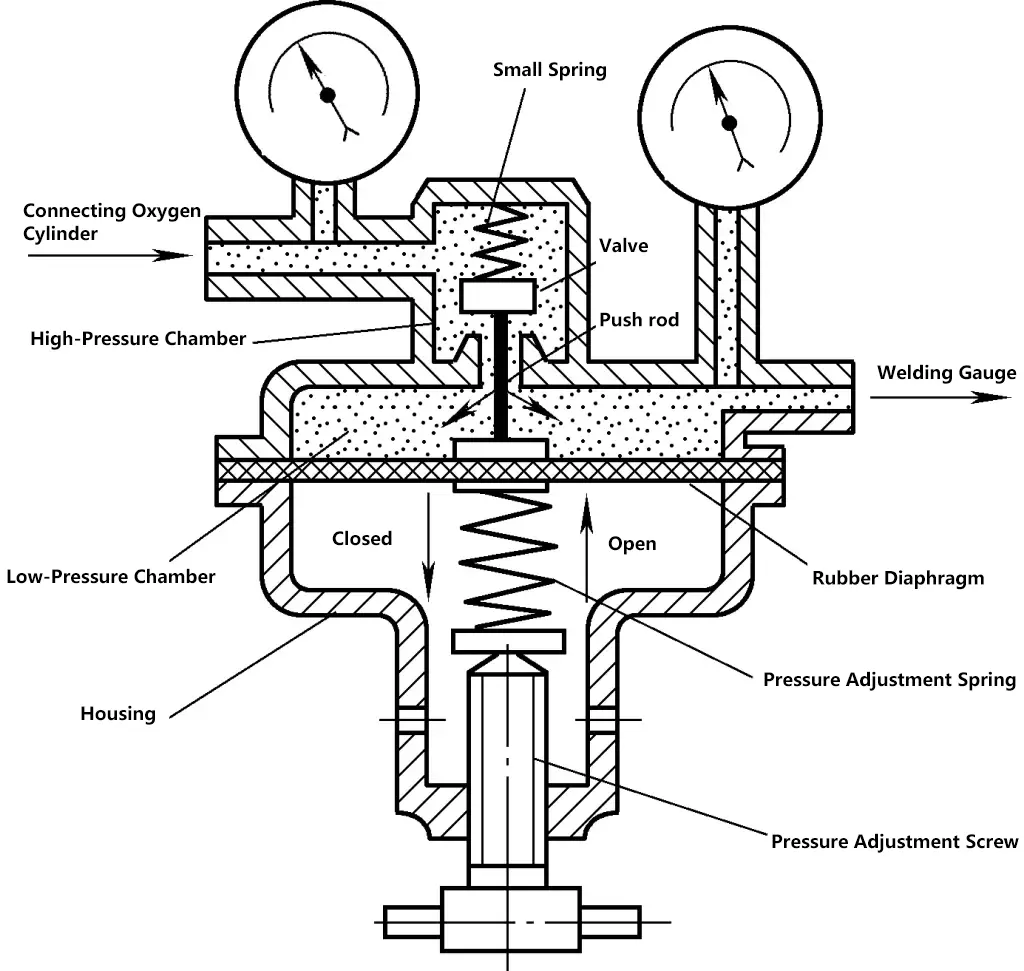
The function of the pressure reducer (Figure 3) is to reduce the high-pressure oxygen from the high-pressure oxygen cylinder to the working pressure required by the welding torch (0.1~0.3MPa) for welding use.
The acetylene cylinder is a container for storing and transporting acetylene. Its shape is similar to that of an oxygen cylinder, but its surface is painted white and marked with the word “Acetylene” in red paint. The acetylene cylinder is filled with porous filler soaked in acetone.
The welding torch (Figure 4) is a tool that mixes acetylene and oxygen in a certain proportion and obtains a stable gas welding flame.
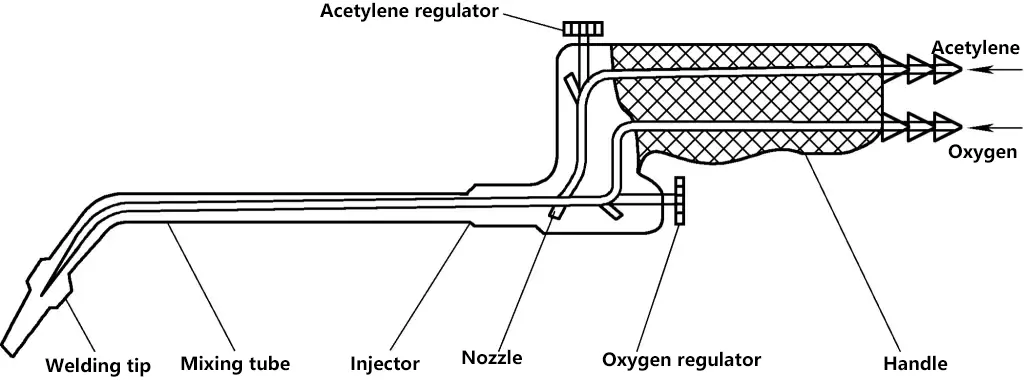
The injector-type welding torch includes acetylene joint, oxygen joint, handle, acetylene valve, oxygen valve, injector tube, mixing tube, nozzle, etc.
Auxiliary tools include cleaning needles, rubber hoses, igniters, wire brushes, slag hammers, files, etc. Protective equipment includes gas welding goggles, work clothes, gloves, work shoes, leg guards, etc.
The flame formed by the combustion of oxygen and acetylene is called an oxy-acetylene flame. By adjusting the oxygen valve and acetylene valve, the mixing ratio of oxygen and acetylene can be changed to obtain three different flames: neutral flame, oxidizing flame, and carburizing flame, as shown in Figure 5.
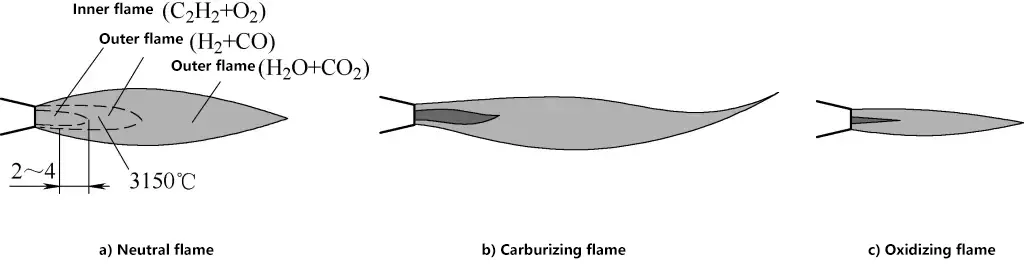
When the volume ratio of oxygen to acetylene is 1~1.2, the resulting flame is called a neutral flame, also known as a normal flame. The neutral flame is commonly used in welding and is used for welding low carbon steel, medium carbon steel, alloy steel, pure copper, aluminum alloy, and other materials.
When the volume ratio of oxygen to acetylene is less than 1, a carburizing flame is obtained.
When the volume ratio of oxygen to acetylene is greater than 1.2, an oxidizing flame is formed.
During gas welding, the welding torch is generally held in the right hand, with the thumb on the acetylene switch and the index finger on the oxygen switch, to facilitate adjusting the gas flow at any time. The other three fingers hold the handle of the welding torch, and the left hand holds the welding rod. The basic operations of gas welding include ignition, flame adjustment, welding, and extinguishing the flame.
When igniting, first slightly open the oxygen valve, then open the acetylene valve, and ignite the flame with an open flame (such as an electronic gun or low-voltage electric spark). The flame at this time is a carburizing flame, then gradually open the oxygen valve to adjust the carburizing flame to a neutral flame. If you continue to increase the oxygen (or reduce the acetylene), you can obtain an oxidizing flame.
When the welding is completed and the flame needs to be extinguished, the acetylene valve should be closed first, and then the oxygen valve should be closed to prevent backfire and reduce smoke.
To obtain high-quality and aesthetically pleasing welds and control the heat of the molten pool, the welding torch and welding rod should move in a uniform and coordinated manner, that is, longitudinal movement along the seam of the workpiece, transverse swinging of the welding torch along the weld seam, and vertical feeding of the welding rod with up and down movement, as shown in Figure 6.
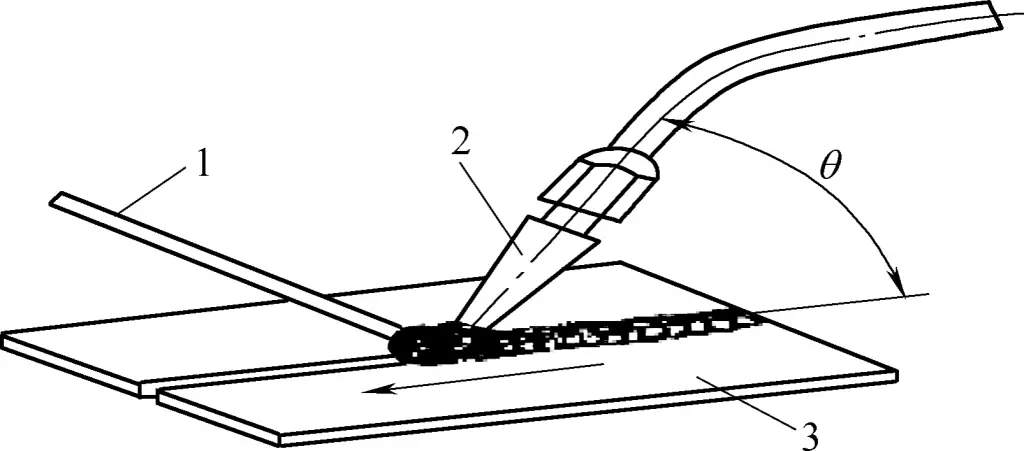
1—Welding Rod
2—Welding Torch
3—Weldment
When welding to the end of the weld seam, due to poor heat dissipation conditions at the end, the angle between the welding torch and the weldment should be reduced (20°~30°), while increasing the welding speed and adding more welding wire to prevent the molten pool from expanding and causing burn-through.
Gas cutting is a method that uses the thermal energy of a gas flame to preheat the workpiece to a certain temperature, then sprays a high-speed cutting oxygen stream to burn it and release heat to achieve cutting. It is fundamentally different from gas welding, which melts the metal, whereas gas cutting burns the metal in pure oxygen.
The ignition point of the metal material must be lower than its melting point. The melting point of the metal oxides produced by combustion should be lower than the melting point of the metal itself. A large amount of heat is released when the metal burns, and the metal itself should have low thermal conductivity. Only metal materials that meet these conditions can be gas cut, such as cast iron. High alloy steel, copper, aluminum, etc., are difficult to gas cut.
In gas cutting, the cutting torch replaces the welding torch, and the other equipment is the same as gas welding. The shape and structure of the cutting torch are shown in Figure 7.
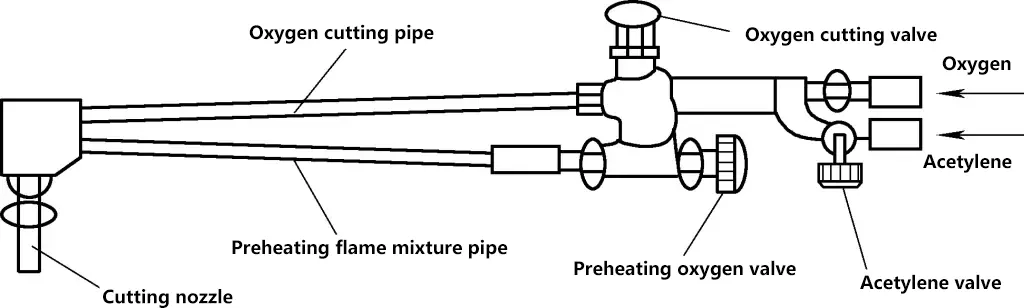
During gas cutting, the metal near the cut is first preheated to the ignition point (about 1300°C, yellow-white in color) with an oxy-acetylene flame, then the cutting oxygen valve on the cutting torch is opened, and the high-pressure oxygen jet causes the high-temperature metal to burn immediately. The resulting oxides (i.e., iron oxide, in molten state) are simultaneously blown away by the oxygen stream, as shown in Figure 8.
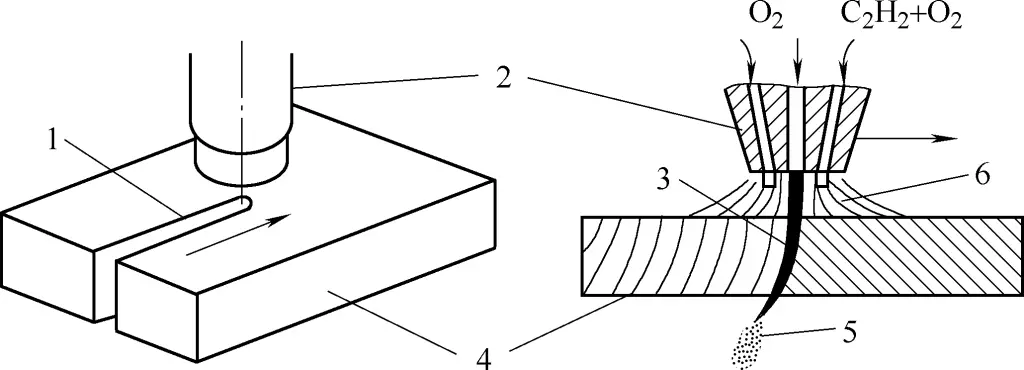
1—Cut
2—Cutting Nozzle
3—Oxygen Stream
4—Workpiece
5—Oxides
6—Preheating Flame
The arc welding method that uses an external gas as the arc medium and protects the arc and molten pool is called gas shielded arc welding. The commonly used shielding gases are argon and CO2.
Gas shielded arc welding that uses argon as the shielding gas is called argon arc welding.
Argon gas is uniformly sprayed from the nozzle of the argon arc welding gun, forming a continuous and closed airflow around the arc and molten pool to expel air and protect the welding wire and molten pool from contact with air.
Since argon is an inert gas, it does not chemically react with liquid metal and does not dissolve in metal. At the same time, the argon gas flow has a certain cooling and compressing effect on the arc, so the energy of the argon arc is relatively concentrated, and the heating speed is fast. Therefore, the weld quality of argon arc welding is relatively high.
Argon is an inert gas that can effectively protect liquid metal from oxidation; the arc heat is concentrated, the heat-affected zone is small, and the deformation of the weldment is small; the operation is visible and intuitive, easy; the arc is stable, with little spatter, dense weld seam, good mechanical properties and corrosion resistance, no slag on the surface, and beautiful weld seam appearance; easy to achieve mechanization and automation.
Argon arc welding is a high-quality welding method with many advantages, and it is widely used in industries such as shipbuilding, aviation, aerospace, chemical, machinery, and electronics.
However, argon arc welding equipment is complex, and the welding cost is relatively high. It is mainly used for welding some valuable metals, such as high alloy steel, titanium alloy, stainless steel, aluminum and copper alloys, and some rare metals.
This section should introduce the existing equipment, process, and key operating points based on the actual equipment in the training site.
Typical Workpiece: Argon arc welding operation of stainless steel.
Gas shielded welding using CO2 as the shielding gas is called CO2 gas shielded welding. It can generally be divided into semi-automatic welding and automatic welding.
It is a type of consumable electrode gas shielded welding that uses an arc generated between the welding wire and the workpiece to melt the metal. CO2 gas flows uniformly through the space around the welding wire and the molten weld seam, isolating the oxygen in the air from the weld seam, thus protecting the weld seam.
CO2 gas is inexpensive, and compared to arc welding, it has high production efficiency (no need to clean slag or change electrodes), and lower welding costs; during welding, the current density is high, the arc heat utilization rate is high, no need to clean slag after welding, and productivity is high; the arc heat is concentrated, the heated area of the weldment is small, deformation is small, the weld seam has good crack resistance, and the welding quality is high, with open arc welding.