12C27 vs 8Cr13MoV: Which Steel Reigns Supreme for Knives?
When it comes to crafting the perfect knife, the choice of steel is paramount. Among the myriad options available, 12C27…

Wire rope is made by twisting many high-strength carbon steel wires with diameters ranging from 0.3 to 3mm into strands, and then twisting several strands around a core to form the rope. There are many types of wire ropes, which can be divided into different categories according to different methods.
According to the different twisting methods, it can be divided into four types: left lay, right lay, left alternate lay, and right alternate lay. Right alternate lay wire ropes are commonly used in lifting operations.
According to the different core materials, it can be divided into three types: hemp core, asbestos core, and metal core. Hemp core wire ropes, which are impregnated with lubricating oil, are commonly used in lifting operations to reduce friction between the strands and wires and to prevent corrosion.
According to the different number of strands and wires, it can be divided into three types: 6×19, 6×37, and 6×61. The most commonly used in lifting operations are 6×19 and 6×37 wire ropes.
According to the different wire surface treatments, it can be divided into two types: smooth and galvanized. Smooth wire ropes are commonly used in lifting operations.
According to the structure of the wire rope strands, it can be divided into point contact ropes, line contact ropes, and surface contact ropes.
Point contact ropes have the same diameter of steel wires in each layer, but different helix pitches, so the wires cross each other to form point contacts. The contact stress is very high during operation, making the wires prone to wear and breakage, but their manufacturing process is simple.
Line contact ropes have steel wires of different thicknesses within the strand, with thin wires placed in the grooves of thicker wires, creating a line contact state between the thick and thin wires. Because the contact stress of line contact wire ropes is smaller, the lifespan of the wire rope is longer, and at the same time, flexibility is increased.
Due to the dense line contact of the steel wire rope, the same diameter of steel wire rope has a greater breaking tension. The unidirectional twist steel wire rope with the same diameter of steel wires inside the strand also belongs to the line contact type.
The strands of the face contact rope have a special shape, using profiled section steel wires, which contact each other in a planar manner. Its advantages are a smooth surface, good corrosion resistance and wear resistance, and it can withstand larger lateral forces; however, it is expensive, so it is only used in special occasions.
For general lifting operations, 6×19 and 6×37 steel wire ropes from GB/T8918-1996 “Steel Wire Ropes” can be used, and their specifications are shown in Table 1 and Table 2.
Table 1 Breaking tension of steel wire rope
| Diameter | Tensile strength of steel wire rope /MPa | |||||
| Steel wire rope /mm | Steel wire /mm | 1400 | 1550 | 1700 | 1850 | 2000 |
| Total breaking tension of steel wire /kN | ||||||
| 6.2 | 0.4 | 20.00 | 22.10 | 24.30 | 26.40 | 28.60 |
| 7.7 | 0.5 | 31.30 | 34.60 | 38.00 | 41.30 | 44.70 |
| 9.3 | 0.6 | 45.10 | 49.60 | 54.70 | 59.60 | 64.40 |
| 11.0 | 0.7 | 61.30 | 67.90 | 74.50 | 81.10 | 87.70 |
| 12.5 | 0.8 | 80.10 | 88.70 | 97.30 | 105.50 | 114.50 |
| 14.0 | 0.9 | 101.00 | 112.00 | 123.00 | 134.00 | 114.50 |
| 15.5 | 1.0 | 125.00 | 138.50 | 152.00 | 165.50 | 178.50 |
| 17.0 | 1.1 | 151.50 | 167.50 | 184.00 | 200.00 | 216.50 |
| 18.5 | 1.2 | 180.00 | 199.50 | 219.00 | 238.00 | 257.50 |
| 20.0 | 1.3 | 21150 | 234.00 | 257.00 | 279.50 | 302.00 |
| 21.5 | 1.4 | 245.50 | 271.50 | 298.00 | 324.00 | 350.50 |
| 23.0 | 1.5 | 281.50 | 312.00 | 342.00 | 372.00 | 402.50 |
| 24.5 | 1.6 | 320.50 | 355.00 | 389.00 | 423.50 | 458.00 |
| 26.0 | 1.7 | 362.00 | 400.50 | 439.50 | 478.00 | 517.00 |
| 28.0 | 1.8 | 405.50 | 499.00 | 492.50 | 536.00 | 579.50 |
| 31.0 | 2.0 | 501.00 | 554.50 | 608.50 | 662.00 | 715.50 |
| 34.0 | 2.2 | 606.00 | 671.00 | 736.00 | 801.00 | — |
| 37.0 | 2.4 | 721.50 | 798.50 | 876.00 | 953.50 | — |
| 40.0 | 2.6 | 846.50 | 937.50 | 1025.00 | 1115.00 | — |
Table 2 Breaking tension of steel wire rope
| Diameter | Tensile strength of steel wire rope /MPa | |||||
| Steel wire rope /mm | Steel wire /mm | 1400 | 1550 | 1700 | 1850 | 2000 |
| Total breaking tension of steel wire /kN | ||||||
| 8.7 | 0.4 | 39.00 | 43.20 | 47.30 | 51.50 | 55.70 |
| 11.0 | 0.5 | 60.00 | 67.50 | 74.00 | 80.60 | 87.10 |
| 13.0 | 0.6 | 87.80 | 97.20 | 106.50 | 116.00 | 125.00 |
| 15.0 | 0.7 | 119.50 | 132.00 | 145.00 | 157.50 | 170.50 |
| 17.5 | 0.8 | 156.00 | 172.50 | 189.50 | 206.00 | 223.00 |
| 19.5 | 0.9 | 197.50 | 218.50 | 239.50 | 261.00 | 282.00 |
| 21.5 | 1.0 | 243.50 | 270.00 | 296.00 | 322.00 | 348.50 |
| 24.0 | 1.1 | 295.00 | 326.50 | 358.00 | 390.00 | 421.50 |
| 26.0 | 1.2 | 351.00 | 388.50 | 426.50 | 464.00 | 501.50 |
| 28.0 | 1.3 | 412.00 | 456.50 | 500.50 | 544.50 | 589.00 |
| 30.0 | 1.4 | 478.00 | 529.00 | 580.50 | 631.50 | 683.00 |
| 32.5 | 1.5 | 548.50 | 607.50 | 666.50 | 725.00 | 784.00 |
| 34.5 | 1.6 | 624.50 | 691.50 | 758.00 | 825.00 | 892.00 |
| 36.5 | 1.7 | 705.00 | 780.50 | 856.00 | 931.50 | 1005.00 |
| 39.0 | 1.8 | 790.00 | 875.00 | 959.50 | 1040.00 | 1125.00 |
| 43.0 | 2.0 | 975.50 | 1080.00 | 1185.00 | 1285.00 | 1390.00 |
| 47.5 | 2.2 | 1180.00 | 1305.00 | 1430.00 | 1560.00 | — |
| 52.0 | 2.4 | 1405.00 | 1555.00 | 1705.00 | 1855.00 | — |
| 56.0 | 2.6 | 1645.00 | 1825.00 | 2000.00 | 2175.00 | — |
The steel wire ropes currently used on cranes are mainly of the common type structure, ropes 6×19 and ropes 6×37.
According to the national standard “Round Strand Steel Wire Ropes” (GB1102-74), the marking method for steel wire ropes is as follows:
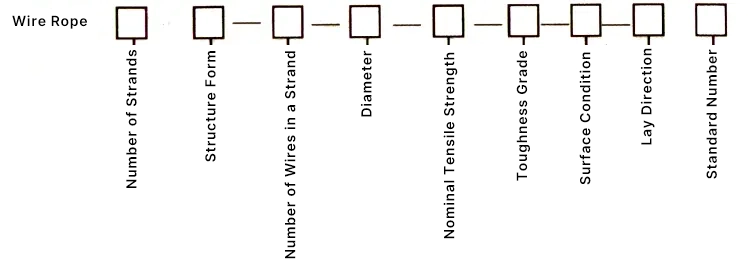
For example, the steel wire rope 6×37-15.0-170-I one zinc-coated-right lay GB1102-74
This indicates that the round strand wire rope is made of 6 strands, with a point contact structure, 37 wires per strand, a fiber core, a wire rope diameter of 15.0mm, made of I grade zinc-coated steel wire with a nominal tensile strength of 1700MPa, and the lay of the wire rope is right regular lay.
When wire ropes have the same diameter, the lower the nominal tensile strength, the more wires per strand, and the finer the diameter of the wires, the better the flexibility of the rope, but the wire rope is more prone to wear. Conversely, the thicker the wire diameter within each strand, the worse the flexibility of the wire rope, but the more resistant it is to wear.
Therefore, different types of wire ropes have different ranges of use. Based on the actual needs of lifting and rigging operations, the selection of wire ropes can generally consider the following principles:
Wire ropes with the same lay direction have a smoother surface, are softer, and have good resistance to bending fatigue, making them more durable; however, the downside is that the strands tend to loosen at the broken end of the rope, causing rotation when suspending heavy objects, and are prone to curling and twisting, so they should not be used alone in lifting operations. Alternating lay wire ropes are commonly used in lifting operations.
The maximum tensile force that a wire rope of a certain specification can withstand has a certain limit. Exceeding this limit, the wire rope will be damaged or broken, so it is necessary to calculate the stress on the wire rope during work.
The breaking tensile force of the wire rope can be found in Tables 1 and 2. Considering the uneven force on each wire due to the twisting of the wire rope, the breaking tensile force of the entire wire rope should be calculated as follows:
SP =ΨΣSi
Where
However, in the work site, there is generally a lack of graphical data, and precise calculations are not required. In this case, other related formulas (for data estimation only, not standard formulas) can be used to estimate the breaking tensile force of the wire rope.
To ensure the safety of lifting operations, the permissible tensile force of the wire rope is only a fraction of its breaking tensile force. The ratio of breaking tensile force to permissible tensile force is the safety factor. The following Table 3 lists the safety factors for wire ropes of different uses.
Table 3 Safety Factor of Wire Rope
| Usage | Safety Factor | Usage | Safety Factor |
| Used as guy ropes and towing ropes | 3.5 | Mechanically driven lifting equipment | 5-6 |
| Manually driven lifting equipment | 4.5 | Used as lifting slings (without bending) | 6-7 |
| Used as binding lifting slings | 8 to 10 | Used for passenger elevators | 14 |
P = SP / K
In the formula
When a wire rope is damaged to a certain extent, it must be scrapped according to regulations. The scrapping standards are as follows:
1. The rope should be scrapped when the number of wire breaks within any one pitch (also called lay, referring to the axial length of any strand winding around once) exceeds the number specified in Table 4. The rope should also be scrapped if the number of wire breaks is not many but increases rapidly.
2. The rope should be scrapped when the wear or corrosion of the wire rope reaches or exceeds 40% of the original wire diameter. If it is within 40%, it should be downgraded according to Table 5. When the entire surface of the wire rope is corroded to the extent that the pitted surface is easily visible to the naked eye, it should be scrapped.
Table 4 Wire Rope Scrap Wire Break Count
| Safety Factor K | Structural Form | |||
| 6 ×19 | 6 ×37 | |||
| Alternate Lay | Regular Lay | Alternate Lay | Regular Lay | |
| <6 | 12 | 6 | 22 | 11 |
| 6~7 | 14 | 7 | 26 | 13 |
| >7 | 16 | 8 | 30 | 15 |
Table 5 Reduction Coefficient
| Wire Surface Wear or Corrosion Amount (%) | Reduction Coefficient (%) | Wire Surface Wear or Corrosion Inspection (%) | Reduction Coefficient (%) |
| 10 | 85 | 25 | 60 |
| 15 | 75 | 30-40 | 50 |
| 20 | 70 | >40 | O |
3. Wire ropes that have been burnt or affected by localized electric arcs should be scrapped.
4. Wire ropes should be scrapped if they are flattened, deformed, have strands or wires protruding, cage-like distortions, localized increase in rope diameter, kinks, or bends.
5. Wire ropes should be scrapped if the core is damaged, resulting in a significant reduction in rope diameter (reaching 7%).
6. For wire ropes used to lift hot metals or hazardous materials, the number of broken wires for scrapping should be half that of general lifting machinery wire ropes, including the reduction due to wire surface wear or corrosion.
1. Wire ropes must be correctly uncoiled. To avoid twisting and weakening the wire rope during uncoiling, it must be tightly secured to prevent loosening when cut.
2. Wire ropes must not be overloaded, should not work under impact loads, and the working speed should be stable.
3. When binding or lifting objects, wire ropes should avoid direct contact with sharp edges and corners of objects, and should be cushioned with wood blocks, burlap, or other padding materials at the contact points.
4. Contact between wire ropes and electrical wires is strictly prohibited to avoid damage or electric shock. Insulation measures should be taken when near high-temperature objects.
5. Wire ropes should avoid twisting during use, and if twisted, they should be straightened immediately. The number of bends should be minimized during use, and reverse bending should be avoided as much as possible.
6. When wire ropes are used with drums or pulleys, the diameter of the drum or pulley should be at least 16 times larger than the diameter of the wire rope. Do not thread through a damaged pulley to avoid wearing the wire rope or causing the rope to slip out of the pulley, resulting in an accident.
7. When wire ropes pass through pulleys, the diameter of the pulley groove should be 1 to 2.5mm larger than the diameter of the wire rope. If the diameter of the pulley groove is too large, the rope is easily flattened; if too small, the rope is easily worn.
8. Wire ropes should be protected from wear, corrosion, or other physical and chemical conditions that cause performance degradation. Wire ropes used for lifting molten and incandescent metals should have measures to prevent high-temperature damage.
9. Before use, select the steel wire rope with the appropriate diameter according to the usage situation; during use, frequently check its load capacity and damage condition; after use, maintain it in time and store it correctly.
The inspection of steel wire ropes can be divided into routine inspection, periodic inspection, and special inspection. Routine inspection is self-inspection; periodic inspection can be determined to be monthly or annual based on the type of equipment, usage rate, environment, and the results of the last inspection. The inspection content and requirements for steel wire ropes are shown in Table 6 below.
The specific inspection methods are as follows:
Count the number of broken wires within one lay length, including both external and internal broken wires. Even if there are 2 breaks on the same wire, they should be counted as 2 broken wires. If the broken part of the wire exceeds half of its own radius, it should be treated as a broken wire.
(1) During inspection, pay attention to the location of the broken wires (such as how far from the end) and the concentration of broken wires to determine the method of treatment.
(2) Pay attention to the location and shape of the broken wires, that is, whether the break occurs at the protruding part of the strand or in the valley. The cause of the broken wires can be determined based on their shape.
Table 6 Inspection Parts of Steel Wire Rope
| Items | Routine Inspection | Periodic and Special Inspection | |
| Running Rope | Steel wire ropes for hoisting, luffing, and towing of cranes | Observe the entire steel wire rope at a slow speed, paying special attention to the following parts: 1. The end fixed part 2. The part passing through the pulley | In addition to a comprehensive inspection at a slow speed, pay special attention to the following parts: 1. The fixed connection part on the drum 2. The rope wound on the drum 3. Through the steel wire rope of the pulley 4. Steel wire rope at the balance wheel 5. Other fixed connection parts |
| Steel wire rope for cable cranes | In addition to the parts that can usually be observed, pay special attention to the end fixing parts | Careful inspection of the entire length | |
| Static rope | Guy rope | In addition to the parts that can usually be observed, pay special attention to the end fixing parts | Careful inspection of the entire length |
| Binding rope | In addition to observing the entire length, pay special attention to the following parts: 1. Knotted part 2. Connection part with the lifting gear | ||
Wear inspection mainly involves the state of wear and the measurement of diameter.
There are two types of wear states: concentric wear and eccentric wear. Eccentric wear of steel wire ropes mostly occurs in situations where there is not much movement of the rope, the lifting gear is heavy, and there are large changes in tension. For example, the lifting rope of an electromagnetic sucker crane is prone to this kind of wear. Eccentric wear and concentric wear both reduce the strength of the steel wire rope.
There are two types of corrosion: external corrosion and internal corrosion.
Inspection of external corrosion and internal corrosion: visual inspection of rust and pitting on the steel wire rope, and the state of wire relaxation. Internal corrosion is not easy to inspect.
Internal corrosion is not easy to inspect. If the diameter of the steel wire rope is thin (≤20mm), it can be bent by hand for inspection; if the diameter is larger, internal inspection can be conducted using a wire rope splice. After inspection, the steel wire rope should be restored to its original state, taking care not to damage the core, and lubricating grease should be applied.
The wire rope should not be knotted, nor should it have significant wave deformation.
Welding damage should be treated as broken wires.
According to tests, a well-lubricated wire rope can withstand 48,500 cycles of fatigue testing and repeated bending with 10% of the total number of wires broken within one lay, whereas the same specification of wire rope without lubrication only lasts for 22,500 cycles, highlighting the importance of lubrication.