Top 10 Laser Cutting Machine Manufacturers in 2024
Laser cutting technology is evolving rapidly, with top manufacturers pushing boundaries to enhance precision and efficiency. Companies like Trumpf, Bystronic,…
What makes one laser cut flawless and another filled with imperfections? In this article, we explore four critical factors influencing laser cutting quality: laser output power, focus position, cutting speed, and auxiliary gas pressure. By understanding and optimizing these elements, you can achieve cleaner cuts, higher precision, and better overall performance in your laser cutting projects. Discover how each factor plays a pivotal role and learn practical tips to enhance your cutting results.

Laser cutting technology offers significant advantages over traditional oxyacetylene and plasma cutting processes. These include faster cutting speeds, narrower kerf widths, smaller heat-affected zones (HAZ), improved perpendicularity of cut edges, and smoother cut surfaces. These benefits contribute to higher precision, reduced material waste, and improved part quality.
The versatility of laser cutting extends to a wide range of materials, making it a preferred method across various industries. Its applications span automotive manufacturing, machinery production, power generation equipment, hardware fabrication, and electrical appliance manufacturing. This widespread adoption is driven by laser cutting’s ability to process diverse materials with high efficiency and precision.
Modern laser cutting machines represent the culmination of integrated technologies, combining advanced optics, precision mechanics, and sophisticated electronics. This synergy of disciplines enables the high performance and accuracy required for demanding industrial applications.
The efficiency and quality of laser cutting are directly influenced by several key factors:
Cutting accuracy is a primary criterion for evaluating the quality of CNC laser cutting machines. To achieve optimal cutting quality, several critical factors must be carefully controlled and optimized:
Each of these factors plays a crucial role in determining the final cut quality and will be analyzed in detail in the following sections, providing insights into their optimization for various materials and cutting scenarios.

The laser cutting machine generates energy through a continuous-wave output laser beam. Both laser power and mode selection significantly influence cutting quality.
In practical operations, operators typically increase the power output to accommodate thicker materials. At higher power levels, the beam mode (the distribution of energy across the beam’s cross-section) becomes increasingly critical.
When operating below maximum power, focusing the beam achieves higher power density, resulting in superior cutting quality. The TEM00 (Transverse Electromagnetic Mode) Gaussian beam profile is often preferred for its concentrated energy distribution and minimal divergence.
It’s important to note that beam modes are not consistent throughout the laser’s effective working life. Several factors can affect mode stability:
Regular monitoring and maintenance of these factors are essential to maintain consistent cutting quality throughout the laser system’s operational lifespan.
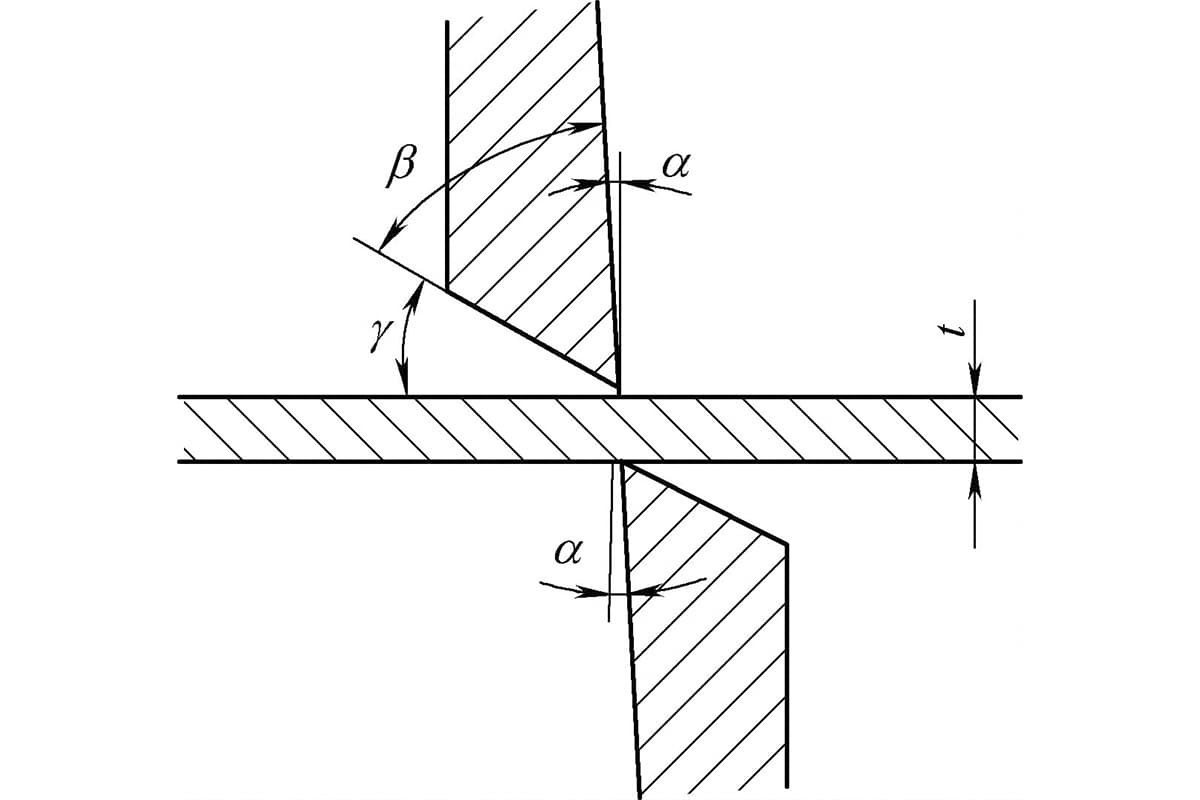
The precise positioning of the focal point relative to the workpiece surface is critical for ensuring optimal cutting quality in laser cutting operations.
Typically, during cutting processes, the focal point is positioned either directly on the workpiece surface or slightly below it. Maintaining a consistent relative position between the focus and the workpiece throughout the entire cutting process is essential for achieving stable and high-quality results.
When the focal position is optimized, several benefits are observed:
In most industrial applications, the laser beam focus is adjusted to be just below the nozzle exit. The standoff distance between the nozzle and the workpiece surface is generally maintained at approximately 1.5mm, though this may vary depending on specific applications and materials.
The spot size of the focused laser beam is directly proportional to the focal length of the focusing lens. This relationship has important implications for different cutting scenarios:
The choice between short and long focal length lenses depends on the specific application, material thickness, and desired cutting characteristics. Operators must consider these factors when optimizing their laser cutting processes for maximum efficiency and quality.
The cutting speed in laser cutting processes is directly proportional to the laser power density. Increasing the power density allows for higher cutting speeds, which can significantly impact productivity and cut quality.
The relationship between cutting speed and material properties is inverse: as the density (specific gravity) and thickness of the material increase, the achievable cutting speed decreases. This correlation is crucial for optimizing cutting parameters for different materials and thicknesses.
Several strategies can be employed to improve cutting speed while maintaining other parameters constant:
It’s important to note that these factors are interrelated, and optimizing cutting speed often requires a holistic approach, considering material properties, desired cut quality, and the specific capabilities of the laser cutting system.
Auxiliary gas plays a crucial role in laser cutting processes, with its pressure being a critical factor in determining cut quality and efficiency. The gas is delivered coaxially with the laser beam, serving multiple purposes:
Gas pressure optimization is essential and varies based on material and cutting parameters:
The optimal gas pressure must be determined through careful experimentation and consideration of factors such as material type, thickness, cutting speed, and desired edge quality. Modern laser cutting systems often feature adaptive gas pressure control to optimize performance across varying cutting conditions.