
CNC Turret Punch Basics You Should Know
Imagine having the power to shape metal with precision and speed. CNC turret punch machines offer just that, revolutionizing industries…
How do precision metal parts take shape? Punch and die formations play a pivotal role in manufacturing. This article dives into the mechanics of punch movement, various die classifications, and the criteria for selecting the right punch and die. From ensuring perpendicular punch movement for longevity to understanding different die types for specific tasks, the insights offered here will guide you in optimizing your metalworking processes. Expect to learn how to improve quality, safety, and efficiency in die-cutting operations.

The direction of punch movement is critically linked to the lifespan of the punching die. Ideally, the material or semi-finished product should be sheared perpendicularly to the axis of the punch, meaning the workpiece’s punching plane is vertical to the direction of punch movement.
In certain special circumstances where this condition cannot be met, it is still essential to ensure that the center of gravity or the symmetrical center of the sheared profile aligns perpendicularly with the punch axis, as illustrated in Figure 2-5.
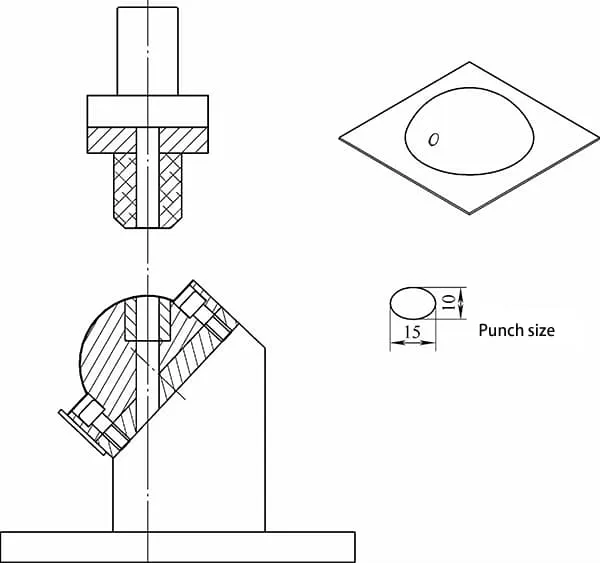
To ensure that the punch remains perpendicular to the die-cutting surface, thereby preventing the punch’s axis from aligning with the movement direction of the press’s ram or upper worktable, one should employ a method utilizing an inclined wedge with a slider or an inclined wedge with rolling bearings and bushings.
In die-cutting molds, the use of an inclined wedge with a slider is more common in punching molds for ring-shaped parts, as illustrated in Figure 2-6. This method is also sometimes used for punching and trimming large drawn cover parts.
The primary function of a punching die is to separate material, and under this premise, there are numerous ways to categorize punching dies.
Based on the nature of the process, punching dies can be divided into blanking dies, piercing dies, cutoff dies, trimming dies, and precision punching dies.
In terms of process combinations, punching dies are classified into single operation dies, compound dies, and progressive dies.
Additionally, there are other classification methods, such as by guidance method, material retention method, and the materials used for male and female dies.
In this book, we classify according to the method of part ejection, a straightforward and comprehensive approach to analyze different types of mold features. On this basis, punching dies can be categorized as follows:
1) Standard die with bottom part ejection.
2) Standard die with top part ejection.
3) Inverted compound die.
4) Inverted die with top scrap ejection.
5) Scrap stripping die, which removes scrap by trimming, commonly used in progressive dies.
6) Progressive die.
7) Simplified progressive die.
8) Rotary shearing die, which can be further divided into roll shearing dies and swing shearing dies.
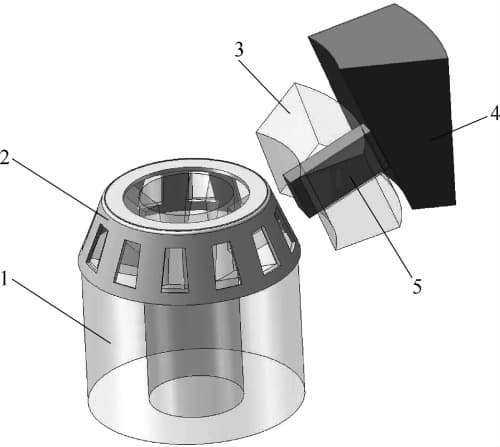
1-Die 2-Workpiece 3-Slide 4-Inclined Collar 5-Punch
Selecting the right punch and die is a crucial step that determines the manufacturing costs, lifespan, and operation method of the die; it affects not only the quality and unit cost of the product but also the personal safety of the operator, hence a decision that requires careful consideration.
Based on the analysis of the characteristics of punch and die sets, the following considerations should be made when choosing the operation method for a punch and die:
1) For workpieces with no holes and no high flatness requirements, a bottom discharge blanking die, such as for deep-drawn or bent parts, is recommended. This type of die has a simple structure, long lifespan, high safety factor, and is more convenient to operate and maintain than other dies.
2) For workpieces requiring high precision in the spacing between holes or between holes and the outline, an inverted discharge piercing compound die should be selected.
3) For workpieces with holes where size precision is not highly demanded, a simple step die or an inverted discharge piercing compound die can be chosen.
4) For workpieces where precision in the spacing between holes is critical but the precision relative to the outline is not, a simple progressive die is suitable.
5) For workpieces with narrow lugs and holes in the middle, a flying scrap removal die or a top discharge blanking die should be used, rather than a bottom discharge blanking die, to prevent narrow lugs from clogging the die cavity and increasing the load on the punch, potentially causing the punch to bend or creating an uneven gap between the punch and die.
6) For workpieces with many small holes or where the absolute distance between holes is less than 6mm, a progressive die should be considered.
7) For narrow, long workpieces with two maximum sides that are straight and parallel to the feed direction, a slitting die or progressive die should be prioritized. This approach can eliminate the punching force required for the two long sides, enhance the strength of the die, significantly increase the die’s lifespan, and ensure higher workpiece quality and precision.
8) For punching scrap from leftover material, a single-operation die such as a top discharge blanking die, bottom discharge blanking die, or compound die can be used. These dies generally do not require guide posts and bushings, allowing for greater adaptability to irregular materials. When guide posts are necessary, bushings must be installed to prevent material from getting caught in the gap and causing accidents.
9) The cutting edge of a disc shear is a pair of rollers that are adjusted to accommodate changes in material diameter. Thus, the disc shear is a highly versatile material separation die. When the cutting diameter D is ≥350mm, a disc shear can replace a trimming die, saving a significant amount of die material and reducing the time to produce a blanking die, thereby shortening the production cycle.
10) Swivel shears have a complex structure and are difficult to design and manufacture; they are suitable for large-scale production with good processing conditions, especially if the previous process involves deep drawing.
11) The type of die should be determined based on the size, shape, and complexity of the workpiece. Generally, large workpieces use single-operation dies, while smaller, more complex shapes often employ compound or progressive dies.
12) The choice of punch and die operation method should also be based on production volume. For small-scale production, dies should be straightforward and low-cost, favoring single-operation dies; for large-scale production, where the cost of the die is a smaller proportion of the punching cost, compound or progressive dies may be used.






