
Manual Correction: Techniques for Thin & Thick Steel Plates, and Profiles
Have you ever wondered why sheet metal parts sometimes don’t fit together perfectly? This article explores the fascinating world of…
How does steel transform from being just a robust material to a high-performance marvel? The key lies in surface heat treatment techniques. This article explores methods like induction hardening, flame hardening, and laser hardening, each offering unique advantages in enhancing steel’s surface properties. Readers will gain insights into the processes and benefits of these advanced treatments, learning how they optimize steel for various industrial applications. Dive in to understand the science behind these transformations and their impact on material performance.

Machine components such as gears and shafts, which operate under complex stress conditions, require different properties at their surface and core due to the varying stresses they endure. Traditional heat treatment methods often fall short of meeting this requirement. Surface heat treatment technologies are employed to overcome this limitation.
There are two main types of surface heat treatments: surface hardening, which alters the microstructure without changing the chemical composition of the surface, and surface chemical heat treatment, which modifies both the microstructure and the chemical composition of the surface.
Surface hardening of steel is a heat treatment process that involves rapidly heating the workpiece’s surface to austenitize it, followed by swift cooling to achieve a martensitic layer on the surface. Gears, cams, and various shaft parts operate under fluctuating loads and withstand friction and impact, with their surfaces enduring higher stress than their cores.
Therefore, the surface must possess high strength, hardness, and wear resistance, while the core should retain adequate strength, sufficient plasticity, and toughness. Surface hardening techniques can fulfill these requirements of a hard exterior with a tough interior. Depending on the heating method, the process can be categorized into induction hardening, flame hardening, and laser hardening.
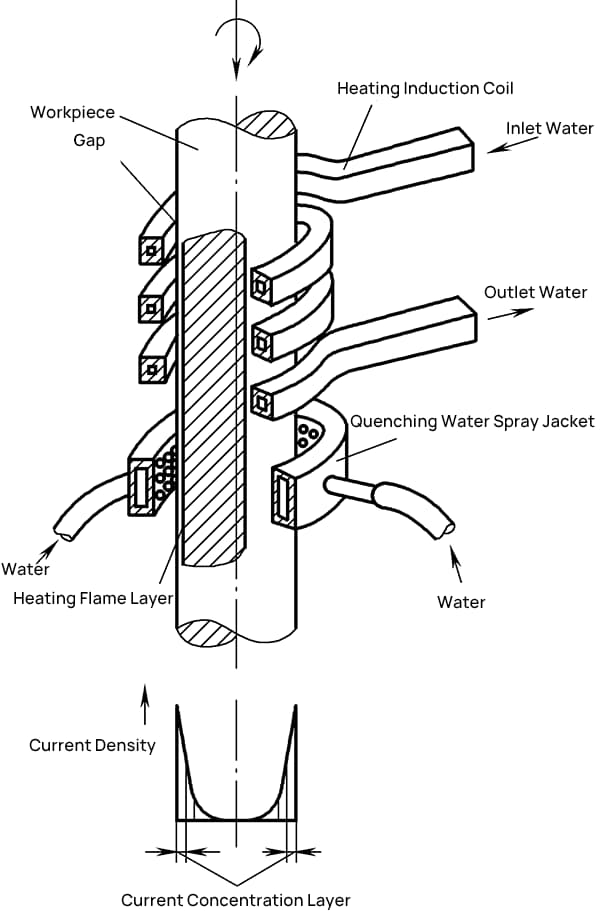
Induction hardening utilizes the principle of electromagnetic induction to generate a high-density induced current on the surface of a workpiece, rapidly heating it to the austenitic state before swiftly cooling to obtain a martensitic structure, as illustrated in Figure 1-40.
The depth of the hardened layer achieved by induction hardening depends primarily on the frequency of the current; the higher the frequency, the shallower the hardened layer. In production, different current frequencies are selected based on the size of the part and the required depth of the hardened layer. Induction hardening can be categorized into three types based on the frequency of the current:
High-frequency induction hardening typically operates at current frequencies of 80 to 1000 kHz, producing a surface-hardened layer of 0.5 to 2 mm, mainly used for the surface hardening of medium and small modulus gears and small shafts.
Medium-frequency induction hardening, with common current frequencies of 2500 to 8000 Hz, can achieve a 3 to 6 mm surface-hardened layer, primarily used for parts requiring deeper hardened layers, such as engine crankshafts, large modulus gears, and larger shafts.
Power frequency induction hardening operates at a standard current frequency of 50 Hz, capable of achieving a 10 to 15 mm surface-hardened layer, mainly used for the through heating of large diameter steel materials and the surface hardening of large workpieces requiring deep hardened layers.
Induction hardening offers rapid heating speeds, high production efficiency, minimal workpiece distortion, and high-quality hardening, making it suitable for mass production.
The depth of the hardened layer is easily controlled, facilitating mechanization and automation. It is primarily used for medium carbon structural steel or medium carbon low alloy structural steel with a carbon mass fraction of 0.4% to 0.5%, but also applicable to high carbon tool steels and cast iron parts. However, induction hardening equipment is complex and costly, and is not suitable for small batch production or parts with irregular shapes.
Flame hardening utilizes a high-temperature flame, generated from oxy-acetylene or other combustible gases, to rapidly heat the surface of a workpiece before quenching it with water. This surface hardening technique is straightforward, convenient, and cost-effective, yet controlling the heating temperature can be challenging, often leading to overheating and inconsistent hardening quality.
Typically, the hardened layer achieved through flame hardening measures between 2 to 6 mm in depth, making it suitable for single pieces or small batches and for the surface hardening of large shafts and gears with a high module.
Laser hardening involves scanning the surface of a workpiece with a laser beam, rapidly austenitizing the surface. When the laser beam moves away from the surface, the substrate metal absorbs a significant amount of heat, causing the surface to cool rapidly and harden.
This method is convenient and flexible, and it can utilize the reflection of the laser to harden complex shapes, including corners, grooves, blind holes, and the sidewalls of deep holes. The hardened layer from laser hardening typically ranges from 0.3 to 0.5 mm in depth, resulting in an extremely fine martensitic structure with high hardness and excellent wear resistance.
Surface chemical heat treatment of steel involves placing the workpiece in a chemical medium containing certain active atoms. By heating, these atoms diffuse into the surface layer of the workpiece to a certain depth, altering its chemical composition and microstructure, thereby obtaining different properties from the core through this heat treatment process.
After chemical heat treatment, the steel surface can achieve higher hardness, wear resistance, and fatigue strength than surface quenching, while the core retains good plasticity and toughness, as well as higher strength. Appropriate chemical heat treatments can also impart special properties such as reduced friction, wear resistance, and corrosion resistance to the steel surface, making this process increasingly widespread in application.
Depending on the diffusing element, surface chemical heat treatments of steel can be categorized into carburizing, nitriding, carbonitriding, boriding, and metalizing, with carburizing, nitriding, and carbonitriding being the most common.
Carburizing involves placing low carbon steel workpieces into a carburizing medium and heating them to 900-950°C to enable the diffusion of active carbon atoms into the steel surface, changing the surface layer’s microstructure and properties. There are three main methods of carburizing: solid, liquid, and gas, with gas carburizing being the most widely used in production.
In gas carburizing, workpieces are placed in a sealed high-temperature furnace with a gaseous carburizing medium, typically using agents like kerosene or natural gas, and heated to approximately 920-950°C. The carburizing process is controllable, resulting in a high-quality carburized layer with good mechanical properties, high productivity, and favorable working conditions.
Carburizing is often applied to critical parts made of low carbon or low alloy steels, such as gears, piston pins, and shafts. After carburizing, the surface layer’s carbon content reaches 0.85%-1.05% by mass.
Following quenching and low-temperature tempering, the surface microstructure consists of fine needle-like high-carbon martensite and carbides, offering high hardness and wear resistance, whereas the core microstructure features low-carbon martensite or bainite, ensuring adequate strength and good toughness.
Nitriding is a chemical heat treatment process that introduces nitrogen into the steel surface to form a nitrogen-enriched hardening layer. This treatment significantly improves the surface hardness, wear resistance, fatigue strength, and corrosion resistance of the workpiece. Nitriding can be divided into gas and ion nitriding, with gas nitriding being more common.
It involves introducing ammonia gas into a sealed nitriding furnace heated to nitriding temperatures, where it decomposes to release active nitrogen atoms that are absorbed and diffused by the steel surface to form a nitrided layer, typically 0.3-0.5mm thick.
The steel is usually preconditioned by quenching and tempering to improve machinability and achieve a uniform tempered sorbite structure, ensuring high strength and toughness.
Suitable steels for nitriding include structural steel, tool steel, and stainless steel, particularly when alloyed with elements like Cr, Mo, Al, Ti, and V for enhanced surface hardness, wear resistance, fatigue resistance, and corrosion resistance, while maintaining good mechanical properties in the core.
For complex shapes or precision parts, stress-relief annealing is performed after precision machining and before nitriding to minimize deformation during nitriding.
Compared to carburizing, nitrided steel parts have higher surface hardness, wear resistance, thermal stability, fatigue strength, and lower notch sensitivity. Also, a dense nitride film formed on the steel surface after nitriding provides excellent corrosion resistance. Moreover, because the nitriding temperature is low, the workpiece does not require further heat treatment after nitriding, resulting in minimal deformation.
Carbonitriding is the simultaneous diffusion of carbon and nitrogen into the steel surface. The most widely used method in production is gas carbonitriding, aiming to improve fatigue strength, surface hardness, and wear resistance using a mixture of carburizing and nitriding gases.
Based on temperature, carbonitriding can be divided into high, medium, and low temperature, with medium and low-temperature gas carbonitriding being commonly used in production.
Medium-temperature gas carbonitriding involves placing the workpiece in a sealed furnace, heating it to 820-860°C, and introducing kerosene or carburizing gas along with ammonia.
The thickness of the carbonitrided layer is typically 0.5-0.8mm, followed by quenching and low-temperature tempering. The workpiece benefits from the advantages of both carburizing and nitriding, mainly used for small, complex-shaped, wear-resistant parts requiring minimal deformation.
Low-temperature gas carbonitriding is primarily a nitrogen-carbon diffusion process, heating the workpiece to 500-570°C in an atmosphere containing active carbon and nitrogen atoms, forming a carbonitrided layer with a typical thickness of 0.2-0.5mm. Generally, no further heat treatment is needed after carbonitriding, allowing for immediate use.
The workpiece’s surface hardness is high without being brittle, and due to the low treatment temperature and short duration, deformation is minimal. This makes it widely applicable to carbon steel, alloy steel, and cast iron materials, suitable for various tools, molds, and some shaft parts.







