8630 Steel vs 4140 Steel: What’s the Difference?
When it comes to selecting the ideal steel for your engineering projects, the choice between 8630 and 4140 steel can…

The method of forming mechanical parts or blanks by using external force to cause plastic deformation of solid metal materials, thereby changing their size, shape, and mechanical properties, is called forging and forming. It mainly includes several processing methods such as free forging, die forging, and sheet metal stamping.
The forging and forming process has the following characteristics:
Forging can compress the loose areas in the billet (such as small cracks and pores). Through recrystallization, coarse grains can be refined, increasing the density of the metal structure, thereby improving the mechanical properties of the parts.
The shape and size of forged parts are close to those of the final parts. Compared with the forming method of directly cutting steel, it not only saves metal materials but also reduces machining time.
For example, the production rate of hexagonal screws formed by die forging is 50 times that of cutting.
Forgings can be produced in small batches (such as free forging) or in large quantities (die forging), so forging production is widely used for important blanks.
The disadvantages of forging and forming are: the dimensional accuracy, shape accuracy, and surface quality of commonly used free forgings are relatively low; the mold costs for upset forging and hammer die forging are high, and the processing equipment is also relatively expensive; compared with casting, it is difficult to produce blanks with both complex external shapes and complex internal cavities.
The ease with which metal materials undergo plastic deformation under external force to obtain high-quality blanks or parts represents the quality of the metal’s forgeability. Only metals with good forgeability are suitable for forming by plastic deformation. The quality of forgeability is comprehensively evaluated by the metal’s plasticity and deformation resistance.
Plasticity reflects the ability of metal to undergo plastic deformation; deformation resistance reflects the ease of plastic deformation of the metal. High plasticity means the metal is less likely to crack during deformation; low deformation resistance means lower energy consumption during metal deformation. If a metal material has both high plasticity and low deformation resistance, it has good forgeability.
Free forging is a forging and forming method in which heated metal billets are plastically deformed between the upper and lower anvils under the action of impact or pressure using general equipment and simple general tools to obtain forgings with the required shape, size, and properties.
Since only part of the surface metal is restricted when the billet deforms between the upper and lower anvils of the equipment, and the rest of the metal can flow freely, it is called free forging. The shape and size of the forgings are mainly guaranteed by the operator’s skills. Table 1 shows the names, definitions, and applications of the basic processes of free forging.
Table 1 Names, definitions, and applications of basic free forging processes
| Process name | Definition | Illustration | Operating procedures | Application | |
| Upsetting | Upsetting | The process of reducing the height and increasing the cross-sectional area of the billet | 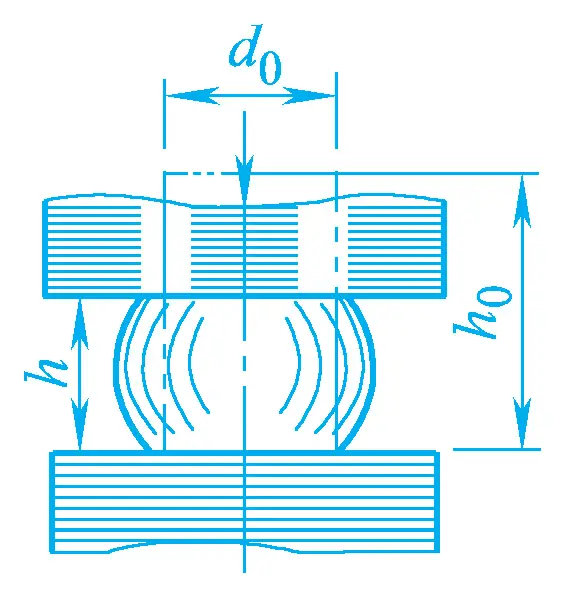 | 1. The ratio of the original height to the diameter of the billet should be ≤2.5, otherwise it will bend during upsetting. 2. The heating of the upsetting part should be uniform. 3. The upsetting surface should be perpendicular to the axis. 4. The billet should be continuously rotated during forging to ensure uniform deformation. | 1. Forging of workpieces with small height and large cross-sectional area, such as gears, discs, impellers, etc. 2. As a preparatory process before punching. 3. Increase the forging ratio for subsequent drawing out. |
| Local upsetting. | The process of upsetting a part of the billet. | 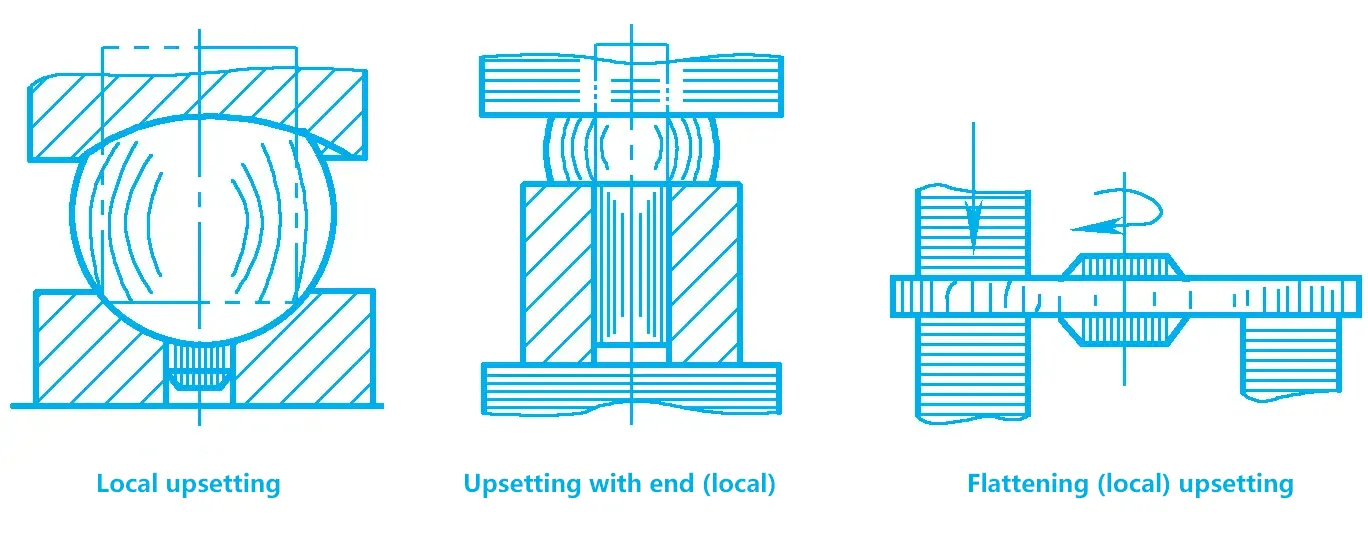 | |||
| Drawing out. | Drawing out. | The process of reducing the cross-sectional area of the billet and increasing its length. | 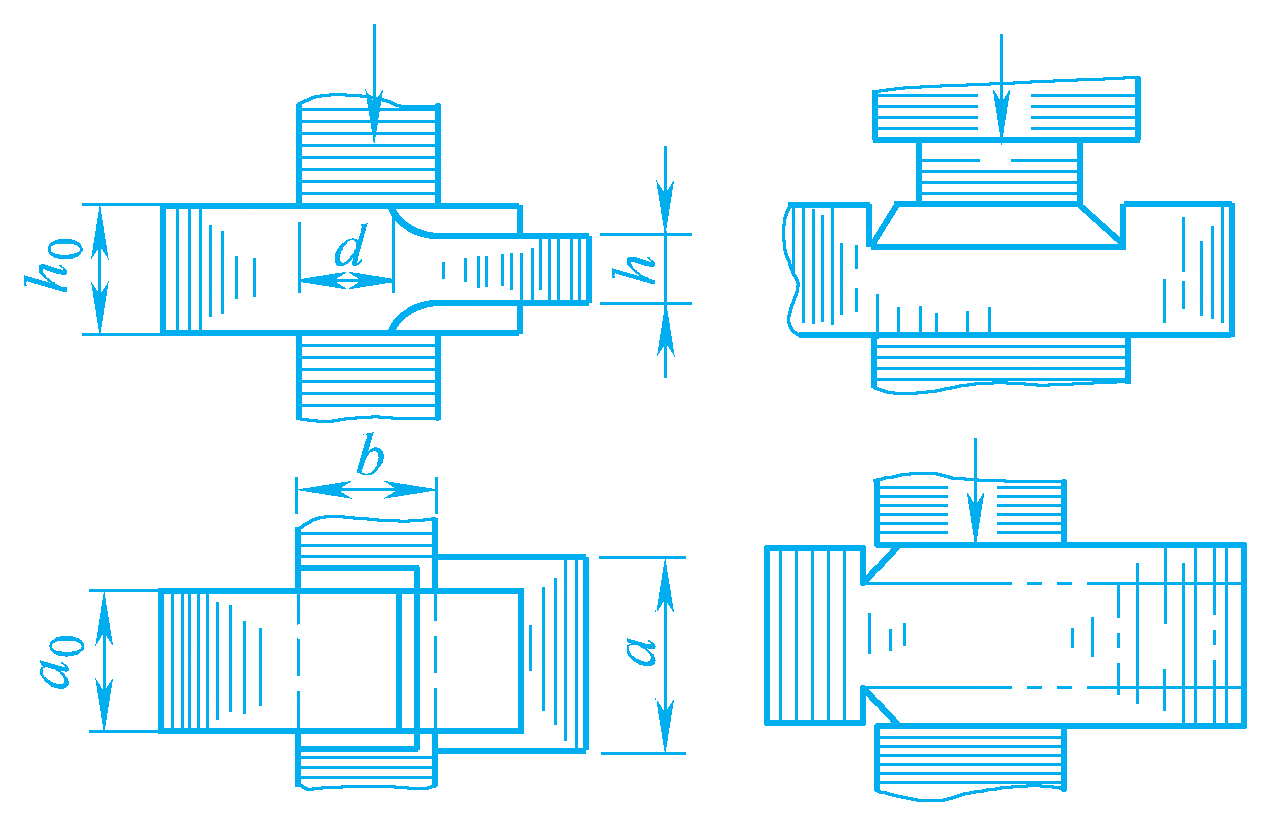 | 1. The drawing out surface l=(0.4~0.8)b. 2. The billet should be continuously turned (90° each time) during drawing out. | 1. Forging of workpieces with small cross-sectional area and long length, such as shafts, rods, crankshafts, etc. 2. Forging of hollow parts, such as gun barrels, turbine main shafts, rings, and sleeves. 3. Alternating with upsetting to achieve a greater forging ratio. |
| Drawing out with a mandrel. | The process of reducing the wall thickness and outer diameter of a hollow billet and increasing its length. | 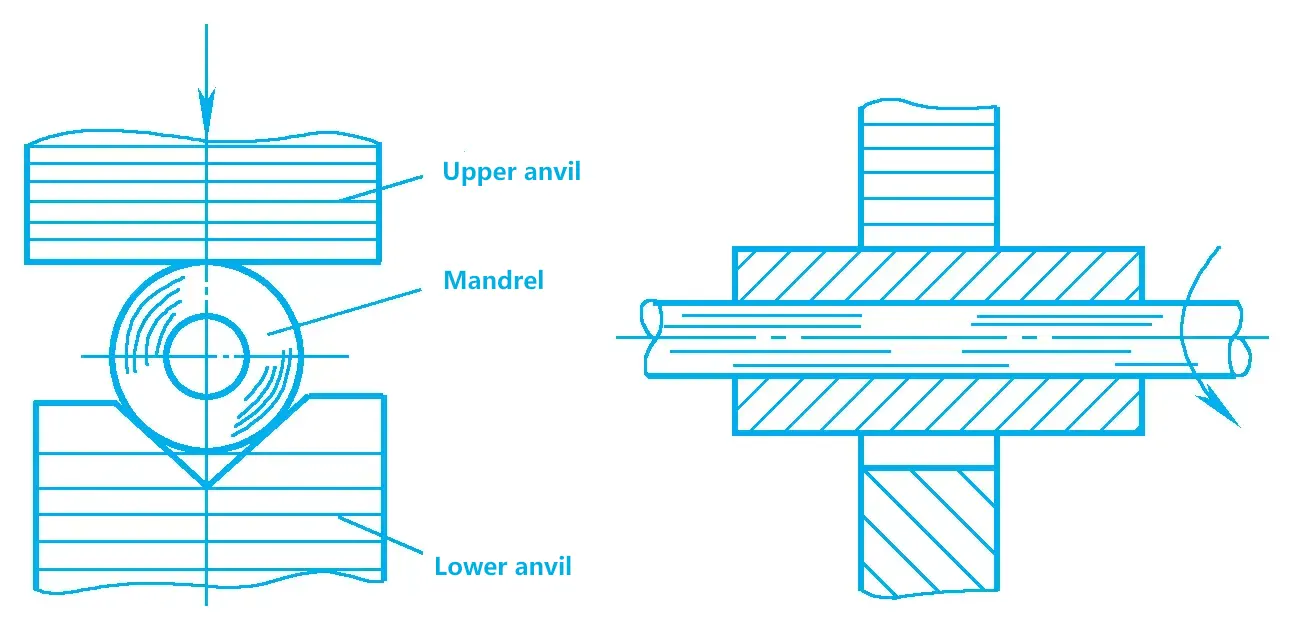 | |||
| Punching. | Punching with a solid punch. | Punching through holes or blind holes in the billet. | 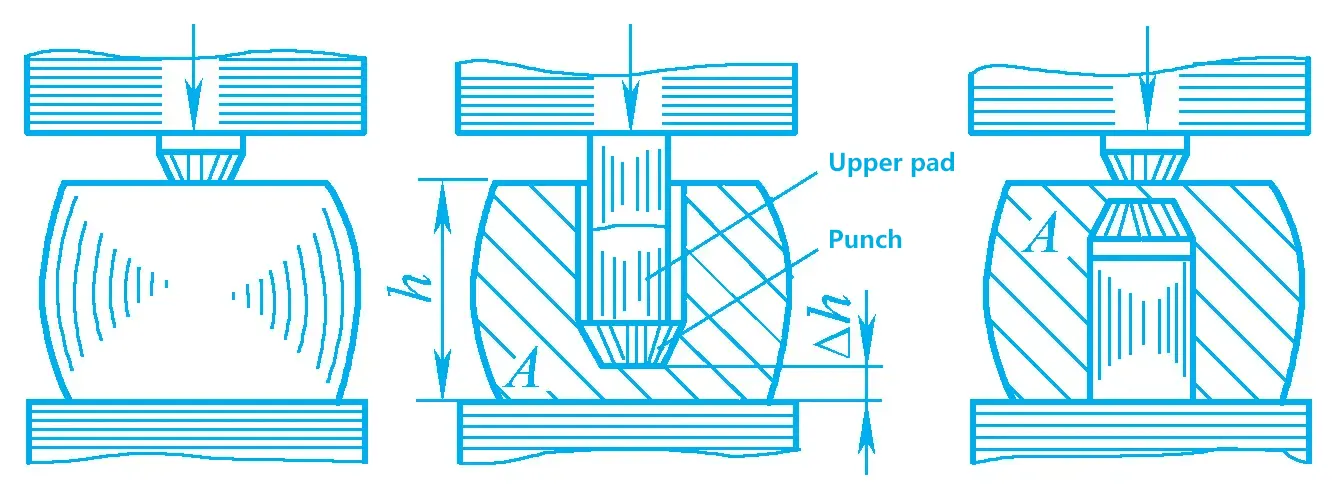 | 1. The surface to be punched should be flattened first. 2. Δh = (15% to 20%) h, for large holes Δh ≥ 100 to 160mm 3. For holes with d<450mm, use a solid punch; for holes with d≥450mm, use a hollow punch. 4. Holes with d<25mm are not punched. | 1. Forging of hollow parts, such as gear blanks, rings, and sleeves. 2. For large workpieces with high quality requirements, such as the shafts of large steam turbines, a hollow punch can be used to remove the lighter central part. |
| Punching with a hollow punch. | 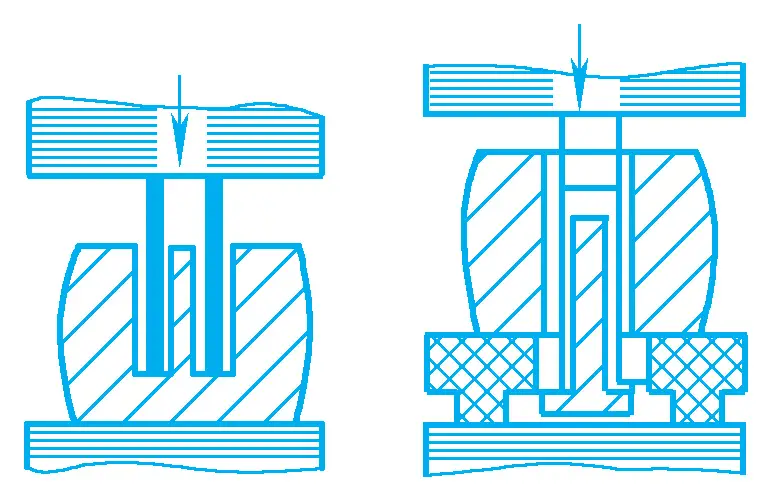 | ||||
| Sheet metal punching. | 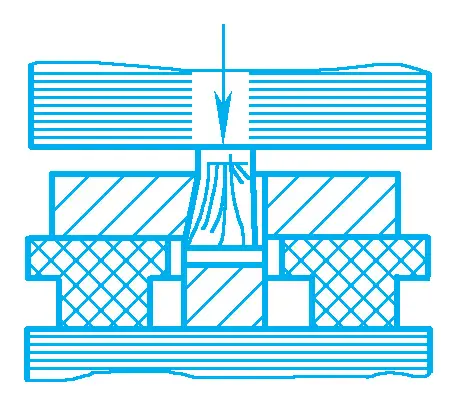 | ||||
| Reaming | Reaming on the mandrel | The process of using a mandrel instead of a lower anvil to reduce the wall thickness of a hollow blank and increase its inner and outer diameters | 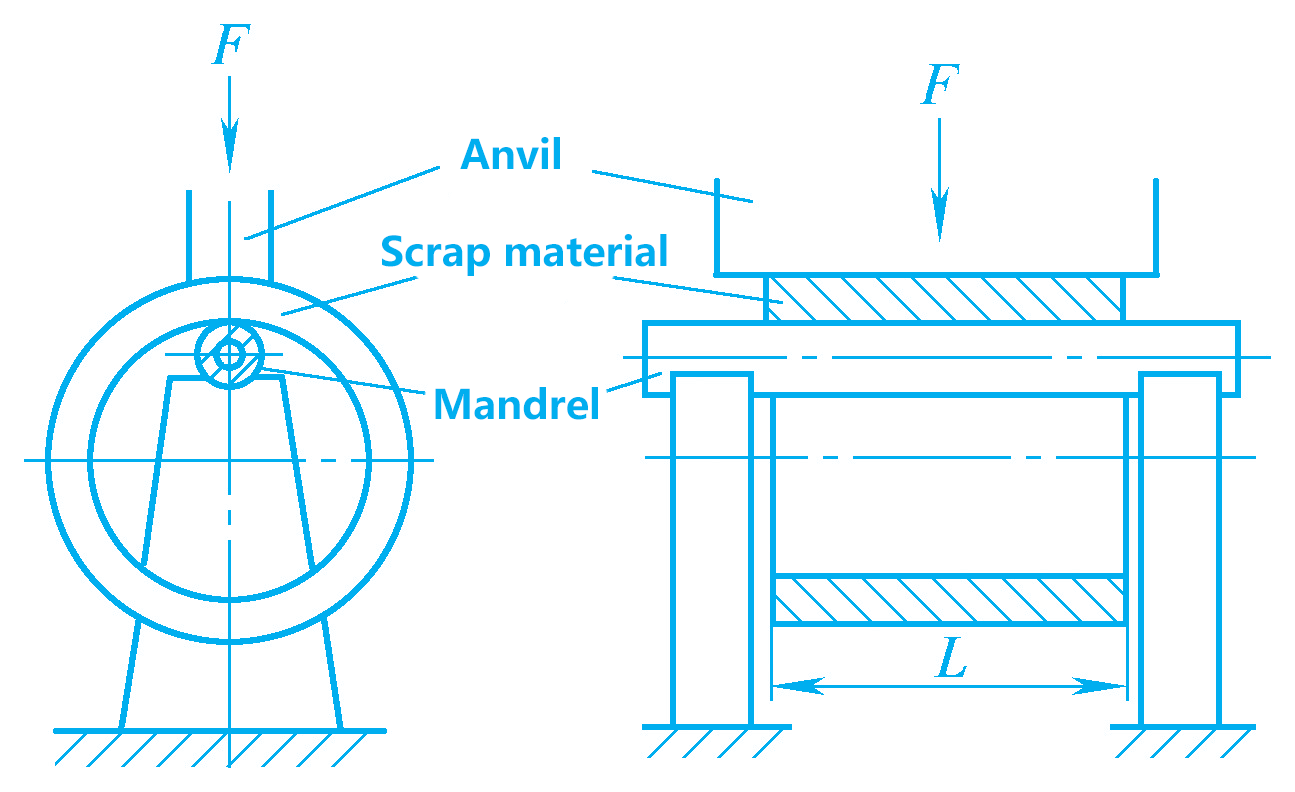 | When reaming on the mandrel, the diameter of the mandrel d’ ≥ 0.35L (L is the length of the hole) and the mandrel must be smooth | Large ring |
The tools used in free forging are simple, highly versatile, have a short production preparation cycle, and are very flexible, so they are widely used, especially suitable for single-piece and small-batch production of forgings.
For large workpieces that bear large loads and have high mechanical performance requirements (such as large connecting rods, turbine main shafts, multi-throw crankshafts, etc.), their blanks are obtained by free forging. Therefore, free forging occupies an important position in heavy machinery manufacturing.
However, free forging requires high technical skills from the operators, has low productivity, high labor intensity, and the forgings have simple shapes, low precision, and large machining allowances.
Free forging mainly includes manual free forging and machine free forging. Currently, machine free forging is mainly used in production. According to the nature of the force exerted by the forging equipment on the blank, machine free forging is divided into hammer free forging and press free forging.
Hammer free forging uses impact force to cause plastic deformation of the metal, and is used for small and medium-sized forgings; press free forging uses pressure to cause plastic deformation of the metal, and is used for large forgings.
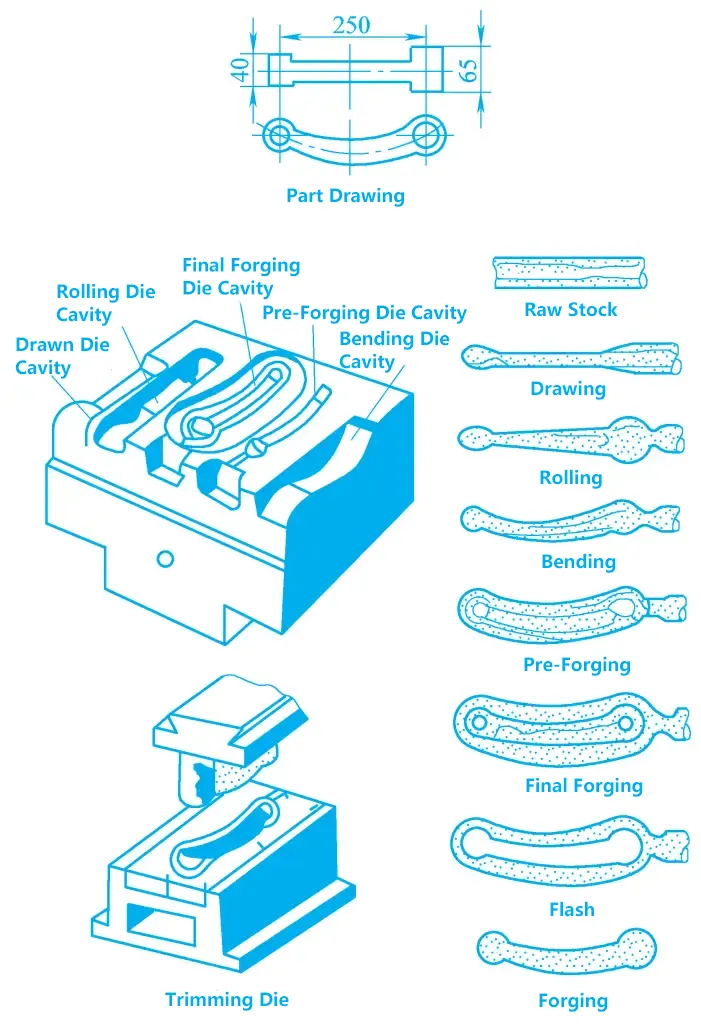
Die forging (referred to as die forging) is a forging method that uses a forging die to force the heated metal blank to be pressed in the die cavity, causing plastic deformation and filling the die cavity, thereby obtaining a forging that is consistent with the shape and size of the die cavity. Figure 1 shows the die forging process of a bent connecting rod.
Compared with free forging, die forging has the following advantages:
Compared with free forging, the main disadvantages of die forging are: the structure of the forging die is more complex, the manufacturing cycle is long, and the cost is high; the equipment used for die forging has a large tonnage and high cost; the forgings cannot be too large, generally weighing less than 150kg, and the process flexibility is not as good as free forging (a set of dies can only process one type of forging), so die forging is suitable for batch and mass production of small and medium-sized forgings.
Die forging is widely used in the defense industry and machinery manufacturing, such as in the fields of aircraft, tanks, automobiles, tractors, bearings, etc. With the development of the manufacturing industry, the proportion of die forgings in forgings is increasing.
According to the different equipment used, die forging is mainly divided into hammer die forging and press die forging. Hammer die forging uses impact force, while press die forging uses static pressure. In essence, both force the blank to form in the die cavity through plastic deformation.
Upset forging is a forging method that uses movable dies on free forging equipment to produce die forgings. It is a forging method between free forging and die forging. Upset forging generally uses free forging to make the blank, and finally forms it in the upset die. The upset die is not fixed on the hammer head or anvil base, but is placed on the lower anvil iron for forging when needed.
Compared with free forging, upset forging has the advantages of high productivity, high dimensional accuracy of forgings, small surface roughness value, less excess material, metal saving, and cost reduction.
Compared with die forging, upset forging has the advantages of simple die manufacturing, no need for expensive die forging equipment, low cost, and convenient use. However, the dimensional accuracy and productivity of upset forgings are not as high as those of hammer die forgings, labor intensity is high, and the die life is short. Therefore, upset forging is suitable for small and medium batch production and is widely used in small and medium-sized factories that lack die forging equipment.
Sheet metal stamping is a forming process that uses a die to cause separation or deformation of sheet metal, thereby obtaining the desired parts or blanks. Sheet metal stamping usually uses relatively thin metal sheets as blanks and is carried out at room temperature, so it is also called cold stamping.
Compared with casting, forging, and machining, sheet metal stamping has the following characteristics:
The main disadvantages of sheet metal stamping are: it cannot process low-plasticity metals, and the mold manufacturing is complex and costly. Therefore, sheet metal stamping is widely used in batch and mass production and is one of the important processing methods in mechanical manufacturing. Stamped parts occupy a considerable proportion in industries such as aviation, automobiles, tractors, motors, electrical appliances, instruments, and daily necessities.
Common equipment for sheet metal stamping includes shearing machines and presses. Shearing machines are used to cut sheet metal into strips of a certain width for stamping. Presses are the main equipment for stamping processing.
Common raw materials for sheet metal stamping include low-carbon steel, low-alloy steel with good plasticity, and non-ferrous metals (copper, aluminum, magnesium) and their alloys.
With the development of science and technology, many new technologies and processes have emerged in pressure processing production in recent years, such as extrusion, rolling, precision forging, rotary forging, and powder forging of parts. These advancements make the shape of forged parts closer to the shape of the parts, not only achieving the goal of no or less cutting but also improving the mechanical and performance characteristics of the parts.