Comprehensive Guide to Sheet Metal Forming Processes and Equipment
Imagine a world without the sleek curves of a car’s body or the precise angles of an airplane wing—such is…

Due to the varying shapes, sizes, precision requirements, production volumes, and material properties of stamped parts, a diverse array of stamping processes is employed. Stamping operations can essentially be categorized into two main types: blanking and forming processes.
Blanking refers to the force exerted on metal sheets causing stress that exceeds the material’s shear strength, resulting in shearing or localized shearing.
The goal during the stamping process is to separate the workpiece (or blank) from the metal sheet along a predetermined contour line. Depending on the required cross-section quality, blanking can be further divided into conventional die cutting, which separates by rupture, and precision blanking, which separates by deformation. Each process encompasses various cutting forms, such as trimming, edge cutting, and punching.
Forming processes occur when the blank is subjected to external forces that exceed the material’s yield strength, causing plastic deformation and shaping the workpiece into a specific form without cracking. There are many types of forming processes, including bending, deep drawing, cold extrusion, and bulging.
To further enhance stamping production efficiency, it is common to combine two or more basic operations into a single process, known as a compound operation. Examples include blanking → punching, blanking → deep drawing → edge cutting, and blanking → punching → bending. These compound operations are tailored to the actual requirements of the workpiece, often achieved by improving the die structure.
The dies used for compound operations are known as compound dies. They are a promising and efficient type of die that can significantly improve production efficiency, reduce part costs, and facilitate automated production.
In summary, stamping operations can be classified into the following two fundamental types based on the mode of deformation:
1) Blanking processes, which include cutting, parting, blanking, punching, notching, edge cutting, trimming, shaving, disc cutting, roll slitting, shear cutting, and slitting, as shown in Table 1-1.
Table 1-1 Separation Processes
| Operation Name | Schematic diagram | Features and Applications |
| Blanking | 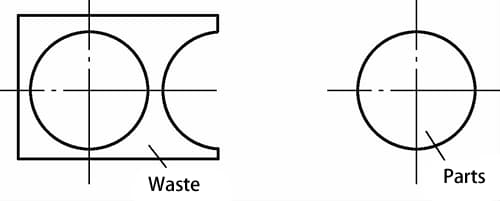 | Punching with a die along a closed contour curve, the punched-out section becomes the part, which is used for manufacturing flat components of various shapes. |
| Punching | 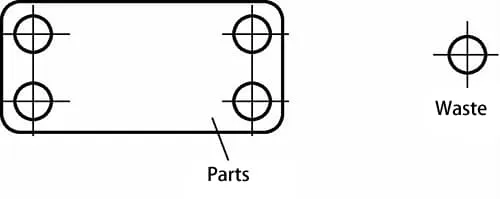 | Punching with a die following a closed contour curve, the punched-out section is scrap. |
| Cutting | 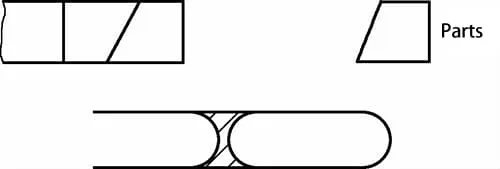 | Using scissors or a die to cut along an open contour line, commonly used for processing simple-shaped flat components. |
| Trimming | 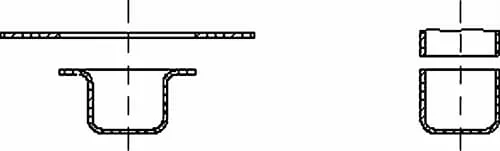 | Trimming the edges of formed parts to neaten or cut them into specific shapes. |
| Slitting | 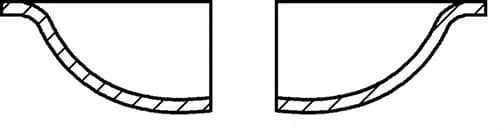 | The semi-finished products formed by stamping are cut into two or more parts, often used after the paired or grouped stamping of symmetrical components. |
The forming processes include cold extrusion, bending, deep drawing, flanging, bulging, necking, rolling, curling, embossing, and stamping, as detailed in Table 1-2.
Forming Process Table 1-2
| Process Name | Schematic diagram | Features and Applications |
| Bending | 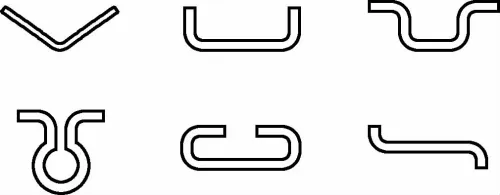 | Bending sheet metal along a straight line to create various shapes enables the processing of complex parts. |
| Rolling | 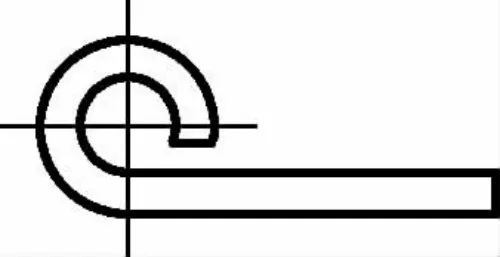 | Rolling the end of the sheet metal into an almost closed round head is used to manufacture parts similar to hinges. |
| Twisting |  | Twisting punched semi-finished products to a specific angle. |
| Deep Drawing |  | Forming sheet metal blanks into various hollow parts with a certain volume. |
| Thinning and Deep Drawing |  | Further processing deep-drawn hollow semi-finished products into parts with a thicker base than the sidewalls. |
| Piercing |  | Punching pre-perforated sheet metal blanks or unperforated sheet metal to create vertical edges. |
| Flanging |  | Forming the edges of sheet metal semi-finished products into vertical edges along curves or arcs. |
| Draw Bending |  | Achieving bending deformation under the combined action of tensile forces and bending moments to produce parts with high precision. |
| Bulging | 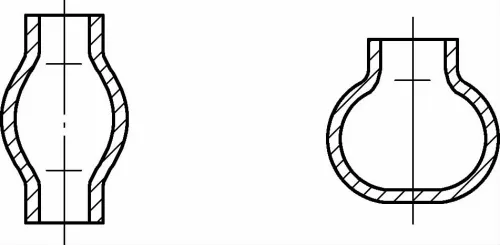 | Forming parts with various spatial curved surface shapes under biaxial tensile stress. |
| Undulating | 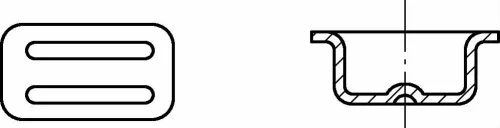 | Creating various shapes of protrusions and indentations on the surface of sheet metal blanks or parts using high relief forming methods. |
| Flaring |  | Expanding the radial dimensions of one end of a hollow blank or tubular blank. |
| Necking | 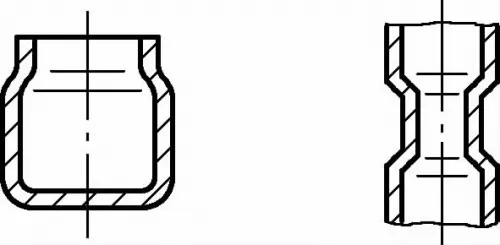 | Reducing the radial dimensions of a specific area of a hollow blank or tubular blank. |
| Spin Forming | 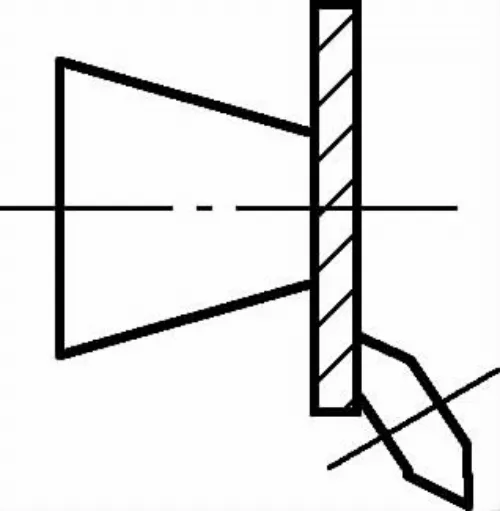 | Gradually forming blanks with rollers while in a rotating state. |
| Straightening |  | Correcting the shape of parts to improve the dimensional accuracy of formed parts or to obtain small radii of curvature. |