Understanding Bronze: Composition, Manufacturing, and Applications
Imagine a material that has been a cornerstone of human advancement for thousands of years, from ancient weaponry to modern-day…

Casting refers to the process of filling a mold cavity with liquid casting material. After the liquid metal solidifies, the material obtains a certain shape.



The main structures of a mold include the sand mold, sand core, and gating system.
The mold cavity is obtained after removing the pattern. The joining surface between two molds is called the parting line. Sand cores form the internal cavities and holes of the casting, and the extended part of the core end is called the core print. The core seat is the cavity in the mold where the core print is placed, and it is made along with the sand mold using the pattern.
The gating system consists of a pouring basin, ingates, runner, and sprue. Vents on the sand mold and sand core are for facilitating air escape during pouring. During pouring, the molten metal is poured into the external gate, flows through the sprue, runner, and ingates into the mold cavity. The riser is set at the highest point of the mold cavity, used to observe if the metal liquid has filled the mold and also serves as a vent.
The pattern, also called a casting mold, is a process equipment used to form the mold cavity. It is generally made of wood, metal, or other materials. The pattern’s shape is similar to the casting, but differs in that the holes and cavities on the casting are not present on the pattern; instead, core prints are made. The core print pattern forms the core seat in the mold cavity.

Iron shovel, sieve, sand rammer, scraper, vent wire, draw spike and draw pin, slick, swab, powder bag, hand bellows, and pneumatic rammer, etc.


Trowel, sand hook, half-round tool, round-nosed tool, flange spine, shaped trowel, spoon, double-ended brass spoon, etc.




When producing rolled products, ingots of the required specifications are first cast in steel ingot molds, then heated in a furnace (1200°C), and finally rolled into plates, sections, and tubes through rolling mills.


The two rolls of a two-high rolling mill rotate in opposite directions. Cylindrical rolls without grooves are used for rolling plates, while cylindrical rolls with grooves are used for rolling sections.
Because the rolls must change direction after each pass in a two-high rolling mill, the cooling time for the rolls is long. A three-high rolling mill has three rolls arranged in a vertical line, so the rolls do not need to change rotation direction between passes.

Wire with a diameter of less than 5mm can be produced using a drawing machine. A ring-shaped drawing die with a funnel-shaped hole is used to draw wire of the desired diameter. Fine wire is drawn through carbide or diamond drawing dies. Due to work hardening, the wire needs intermediate heating.

The strip steel is formed into a tube shape through forming rolls, then passes through a tunnel-type continuous heating furnace, heated to welding temperature by gas burners arranged on the sides, and finally welded into an endless tube through welding rolls.
1) Use a Mannesmann skew rolling piercing mill to pierce a solid billet, then use a special method (such as periodic groove rolling) to roll it to the desired tube dimensions.

2) The Erhardt push bench method first extrudes a hot square steel billet into a cup-shaped tube billet in a cylindrical mold cavity, then fits the tube billet over a long mandrel and pushes it through several dies (each smaller than the previous one). This method can produce thin-walled tubes with the same inner diameter.

Deep drawing refers to processing sheet metal into hollow shapes or further stretching already initially drawn hollow bodies.

The deep drawing die consists of a punch, die cavity, and blank holder.
A spacer block fixed to the die cavity centers the sheet metal. After the blank holder clamps the sheet, the punch moves downward, drawing the sheet out of the die cavity (rounded corners appear at the bottom edge of the workpiece during deep drawing).

In cases where the punch completely draws the workpiece out of the die cavity, the workpiece may stick to the punch on its return stroke. To prevent this, a stripper plate is used. If the workpiece gets stuck at the upper edge, a spring-driven ejector is used to push the workpiece upwards out of the die cavity.
Only materials suitable for deep drawing can avoid cracking under severe deformation. These materials must have good ductility as well as sufficient strength.

Workpieces with a high ratio of height to cross-sectional area need to be drawn in several stages. The number of drawing stages is determined by the following principle: for a cylindrical drawn part, the punch diameter for the next draw should be about 1/3 smaller than the previous draw; the diameter of the first draw should be 1/5 smaller than the material diameter.

Based on the flow properties of certain materials, backward extrusion can be used to process thin-walled hollow parts from disc (plate) blanks.
Materials suitable for backward extrusion mainly include lead, zinc, copper, aluminum, copper alloys, and soft brass.
Place a disc-shaped blank with the same cross-sectional shape as the finished product into the die cavity. The diameter difference between the extrusion punch and the die cavity equals twice the wall thickness of the finished product. When the press’s extrusion punch compresses the disc-shaped blank, the material flows through the gap between the punch and die cavity in the opposite direction of the punch’s movement.
To facilitate material flow, the end face of the extrusion punch has a certain convexity or taper. The diameter of the extrusion punch is about 0.2mm smaller than the inner diameter of the workpiece. During the punch’s return stroke, the stripper plate removes the workpiece from the punch. Backward extrusion is an economical method for producing tubes, cans, and other thin-walled hollow parts.
Forging refers to the forming process where pressure is applied to the workpiece through the hammer, anvil, punch of forging machinery, or through dies, causing plastic deformation to obtain the desired shape and dimensions of the product.
The fiber flow distribution in forgings is better than in machined parts, and they have greater load-bearing capacity. The forgability of steel decreases as its carbon content increases. Sulfur in steel causes hot shortness, while phosphorus causes cold shortness, so the combined content of sulfur and phosphorus in steel should not exceed 0.1% (mass fraction).

During forging, the tensile strength of the material must exceed its elastic limit.

In zone 1, grain deformation is small; in zone 2, grain deformation and slip are large; in zone 3, grain deformation and slip are also small.

The forging temperature depends on the material of the forging. The heating time of the workpiece should be minimized as much as possible. Excessive heating time or intensity will cause coarsening and embrittlement of the steel structure, reducing its strength. Steel begins to spark and scale in a white-hot state. Overheated steel cannot be forged. Steel has particularly poor ductility at tempering temperatures (290-350°C).
Cold forging produces intergranular stress, initially manifesting as hardening and eventually forming cracks. Annealing can eliminate internal stresses. Pure copper can be cold forged. The forging temperature increases with the content of alloying elements in copper, up to a maximum of 800°C.
The forging temperature for aluminum is 400-500°C.

The main types of heating furnaces used include reverberation furnaces, heavy oil furnaces and gas furnaces, coal gas forging furnaces, and resistance furnaces.
1) Commonly used free forging equipment includes forging hammers and presses. Common forging hammers include air hammers and steam-air hammers. Common presses include hydraulic presses and oil presses.

2) Commonly used die forging equipment includes die forging hammers, crank presses, flat die forging machines, friction presses, screw presses, coining presses, wedge cross-rolling machines, etc.

Shaping the workpiece using simple forging tools.

First, use a blacksmith’s chisel to draw out longitudinally on the anvil corner or edge, then flatten on the anvil face.

After heating the forging blank, first limit the area to be upset, then use a hammer to upset on the anvil face or anvil stand.

First, offset one part of the rough blank relative to another, then forge the offset part into the required cross-section.

Use a hot forging chisel for cutting.

The punching hammer drives the punch into the workpiece, which rotates around its axis and punches through the hole on the punching pad.
Use a hole chisel to first split slots at both ends of the workpiece, then expand the slot into the required hole shape.

Forge welding refers to joining two workpieces (steel with carbon content less than 0.2%) into one through forging methods in a viscous state. First, process the workpieces to be forge welded into a bite weld or lap weld shape, and heat them to welding temperature (1300-1400°C), then remove the scale and perform rapid forge welding. The welding strength of forge welding is 70%-85% of the parent material strength.
Die forging refers to the process of heating the workpiece to forging temperature and then shaping it from its original form to the required shape in one or multiple stages of die forging in the die cavity.
After the dies close, the material fills the die cavity, and excess material is extruded as flash. During die forging, the material is first upset, then flows within the cavity, and finally upset into the final shape.
Due to the high cost of dies, die forging is only suitable for mass production. Materials suitable for die forging include alloy and non-alloy steels, copper and copper alloys, magnesium alloys, etc.
The die consists of upper and lower dies.

Forging dies are permanent molds. The preformed workpiece, heated to forging temperature, is placed in the forging die and pressed into the shape of the die cavity. Larger or complex-shaped workpieces are forged through several operations in multiple forging dies. The advantages of die forging include low processing cost, accurate dimensions, and relatively smooth surface.

Water-quenched carbon steel (with 0.9% carbon content by mass) is suitable for making dies with shallow cavities. For larger deformations, chrome-nickel-molybdenum alloy steel is used. Dies are milled from solid die steel. To facilitate demolding, the draft angle on the die is 1:5 for inner cavities and 1:10 for outer cavities.
Due to material shrinkage and die thermal expansion, a shrinkage rate of 1.2%-1.5% should be considered. The die cavity is polished and must be hard, wear-resistant, heat-resistant, as well as pressure-resistant and crack-resistant. Depending on precision requirements, a forging die can produce 6,000 to 25,000 workpieces.

Free forging on the billet die – die forging – stress relief annealing.
The basic forming work is mainly completed by pre-forging, free forging, and intermediate die forging to improve the forging accuracy of the workpiece in the final die and extend the service life of the final die.

The original material cross-section increases after flat forging.
The two clamping slides of the flat forging machine clamp the blank. The convex die mounted on the main slide is used for upsetting. Multi-groove upsetting only requires one heating.
Compared with die forging, the advantage of flat forging is that there is no draft angle, less burning loss, and therefore more economical.
Bending is a forming method where the (metal) flow in the forming zone is mainly caused by the bending moment.

The bending performance of the workpiece depends on the ductility of the workpiece material. Many metals and alloys can be cold bent; some metals and alloys need to be heated to a certain temperature to reduce the bending radius, for example: zinc needs to be heated to 150°C, and a magnesium alloy needs to be heated to 300°C.
During bending, the inner grains are compressed, the outer grains are stretched, and only the neutral layer remains unchanged.

There is slippage of atoms within the grains. The tensile stress on the outer layer approaches the fracture limit, and there is obvious transverse contraction in the cross-section of the tensile stress area in the bent part, while there is longitudinal contraction in the pressure area. Therefore, the stretching and compression of the structure can cause not only longitudinal deformation but also transverse deformation. Stretching will reduce the cross-section, while compression will increase it.

The bending strength of the workpiece is related to factors such as temperature, workpiece material, cross-sectional dimensions, and relative position to the bending axis.
The bending strength is proportional to the width of the workpiece. If the width doubles, the number of fibers under tension and compression must also double. Under the same bending radius, the amount of fibers under tension and compression in the height direction is much greater than in the width direction, so the required bending force for the former must be much greater than the latter.

The bending radius should not be lower than the minimum value. The bending radius is related to the elongation of the material, workpiece thickness, workpiece cross-section shape, and rolling direction. For bar materials, the bending radius for steel and soft aluminum is 1.5 times its thickness, for hard aluminum it’s 2-4 times its thickness, and for copper and zinc alloys, it’s 1/3 to 1/2.
Due to the high notch sensitivity of the plate surface during bending, the plate surface must be smooth and free of pores.
A smaller bending angle is more advantageous than a larger one. If the bending radius and angle are less than the allowed values, hot bending should be used.

Small parts can be bent on a machine vise. To obtain the required bending radius, use a stop block with chamfered edges. If the corners are bent too sharply, cracks will appear in the bent area of the sheet metal.
Minimum bending radius = Sheet thickness × Conversion factor
Conversion factors for minimum bending radius
| Material | Soft steel | Medium hard steel | Copper | Brass | Aluminum alloy (quenched) |
| Conversion factor | 0.5 | 0.55 | 0.25 | 0.3~0.4 | 2-4 |
Example: A 3mm thick medium hard steel plate is bent into a clamp on a machine vise. Its minimum bending radius = 3mm × 0.55 = 1.65mm.
Bending process:
1) Mark the workpiece and bend one end at a right angle using a machine vise.
2) Mark the height and bend the second right angle using a wooden stop block.
……
4) Place a wooden stop block and make the fourth bend.
Bending strength is the ability of an object to resist bending deformation. Workpieces with a large width-to-height ratio, such as angle steel and I-beams, have high bending strength. Stiffness can be increased by using methods like spin-forming grooves, rolling, bending, or folding.


When the bending radius of pipes is small, it may flatten the pipe. During bending, filler should be added inside the pipe or use bending equipment with guide wheels. For large bending radii, filler may not be needed inside the pipe. Small diameter drawn or rolled pipes can be cold bent.
For hot bending, to avoid wrinkling, the heating temperature on the inside of the pipe should be higher than on the outside. The bending radius should be at least three times the pipe diameter. To avoid tensile and compressive stresses during bending, the pipe’s weld seam must be in the neutral zone.

Structural steel is difficult to bend. To bend angle steel, U-channel steel, or I-beams into sharper angles, notches need to be cut at the bending point, and after bending, the cut edges are welded together.

The shape of the notch depends on the bending angle and the thickness of the angle steel edge. Since the inside of the bend is under compression, there must be a certain distance between the two beveled edges (i.e., the cut edge distance a). This distance should be larger for thicker angle steel edges and smaller bending angles.
a=Stanα/2
To avoid compression, the metal in the compressed part must be drilled out. The drill bit diameter d = Sa/100.
Structural steel is bent into circles using a structural steel bending machine. The upper and lower rollers of this bending machine are not adjustable and are driven manually or by an electric motor. The upper roller is adjustable, and adjusting it can change the bending radius.
The purpose of straightening is to reduce the straightness and flatness errors of sheet metal, wire, and bar materials.
Internal stress, one-sided heating or cooling, impact, striking, and one-sided cutting processing are reasons that cause material warping and twisting. Workpieces can be straightened and flattened through pressure, hammering, or flame heating.


Choose cold straightening or hot straightening based on material thickness.
For small straightening forces, place the workpiece on a straightening plate; for large forces, use a straightening machine.
Bulges on soft (copper, zinc, aluminum) sheet metal can be flattened using a wooden hammer, rubber mallet, or plastic hammer. For harder sheet metal, hammer along the bulge’s outer edge in a spiral pattern from inside to outside to stretch it.
When sheet metal passes through straightening rollers, it is uniformly stretched and compressed until flat. Generally, using a roller straightening machine for sheet metal is more economical.


To straighten wire, it can be clamped in a bench vise and pulled straight through two wooden blocks, or a wire straightening machine can be used.
Bar straightening machines and profile straightening machines are used respectively.

Flame heating includes three forms: point heating, point-line heating, and wedge heating. The choice of heating form depends on the shape, size, and thickness of the workpiece. The warped surface is heated, i.e., the longer side is first heated to increase the warpage.

However, at the same time, large compressive stresses appear due to the volume increase in the heated area. Continued heating to the material’s yield point causes internal pressure to compress the longer side. During cooling, the compressed part contracts, resulting in the workpiece straightening itself. This process is carried out in combination with hammering.
Point heating or point-line heating is used for sheet metal and bars; wedge heating is used for rolled profiles, and wedge heating must start from the wedge tip.
Straightening, bending, hammering, and drawing can also cause cold work hardening of the material and increase its hardness, which can be eliminated through annealing.
Stamping is a forming process that uses presses and dies to apply external force to sheet metal, strip, pipe, and profile materials, causing plastic deformation or separation to obtain workpieces (stamped parts) of the desired shape and dimensions. There are bending dies, curling dies, and forming dies, among others.

During cold forming, the load on the material’s bent edge exceeds its elastic limit, starting and continuing (plastic) deformation. The outer edge of the material experiences the greatest stretching and stress during cold forming. To avoid cracking, materials with high elongation and moderate strength are chosen for cold forming.


Bending dies can be used to bend sheet or strip materials into angle steel, Z-shaped or U-shaped steel. Bending does not require changing the material thickness. Bending dies consist of a punch and a die cavity.
To avoid cracking in the bent area, the bending radius must not be smaller than the minimum allowed value. Due to the springback effect after bending, the bending angle formed by the punch and die cavity must be slightly smaller than the finished workpiece’s bending angle. The workpiece’s springback force is related to factors such as bending radius, material thickness, and material properties.

Sheet metal can be formed into hinge ears, reinforcements, and strengthening edges through curling. Before curling, the sheet metal should be pre-bent (otherwise it would be straight), then the pre-bent workpiece is inserted and clamped in the lower die, and a curling punch with the corresponding profile moves downward to perform the curling.
This type of die can bend hollow bodies or reinforcing ribs of any shape (can lids, car logos). Upper and lower dies are made in the corresponding shape, and the sheet metal is stamped into the required shape. The sheet thickness remains basically unchanged during form bending.
Presses are classified by the up and down movement of the slide into friction presses, crank presses, eccentric presses, hydraulic presses, etc., similar to forging equipment. The convex die or upper punch of cutting and drawing dies is clamped on the press slide. To improve processing accuracy, the press slide must be precisely guided. The concave die is mounted on the press bed.

The friction press is a versatile pressure processing machine that is widely used in various industries for pressure processing. In the mechanical manufacturing industry, friction presses are even more widely used and can be used to complete tasks such as die forging, upsetting, bending, straightening, and precision pressing. Some flashless forging also uses this type of press.

The eccentric sleeve mounted on the crankshaft journal is connected to the drive shaft through a detachable claw coupling at the shaft end. By loosening the claw ring, the eccentric sleeve can be rotated to adjust the stroke length.
These two types of presses convert the rotary motion of the motor into the linear motion of the slide through a crankshaft or eccentric shaft via a connecting rod or ball socket joint.
A hydraulic press is a machine that uses liquid as a working medium, based on Pascal’s principle, to transmit energy and achieve various processes. Hydraulic presses generally consist of three parts: the main machine, power system, and hydraulic control system.
Shearing is a process that uses double-edged cutting tools to separate materials.
General tools use a single cutting edge to cut into the workpiece material, while in the shearing process, two wedge-shaped cutting edges work on the material relatively. The upper and lower blades’ two wedge-shaped cutting edges slide past each other from the side. Initially, the workpiece is cut into grooves on both sides from the two cutting edges.
The pressure of the wedge-shaped cutting edge makes the material structure dense. When the material resistance increases, the blade can only cut into the material to a certain depth. Further increasing the pressure beyond the yield point of the material causes the structure to separate, and the two fracture surfaces slide apart. The separated surface of the workpiece is irregular due to different shear processes, with the exterior being smooth and the interior rough and cracked.
Hand shears can be used to cut sheets with a thickness no greater than 1.5mm.

Used for cutting straight, slightly curved, short cuts.

Used for cutting long, straight workpieces.

The blade has a pointed tip, used for cutting inner curves.

The blade is thin and long to adapt to various shapes.

During operation, the lower blade remains stationary while the upper blade performs the cutting motion.

Suitable for cutting large workpieces.
Also known as parallel blade shearing machine, the upper blade moves vertically within a guide rail. The upper blade can be tilted or parallel to the lower blade.
Used for cutting any circles and curves. When cutting curves, the sheet is fed manually.
Large burrs at the cut edge, high shearing force consumption, blade chipping, and cut deviation from the marked line.

Using a punch to create holes is also a shearing process. For thin sheets, cardboard, spring steel sheets, and sealing rings, punching is faster than drilling. Thicker materials use punching pressure machines for hole-making, which is efficient and produces no chips. Soft materials use edge-type punching dies for hole-making.

Blanking dies consist of a punch (male die) and a die (female die), which can punch out any shape from sheet materials. Since each shape requires a set of dies, this method is suitable for mass production.

Due to cold deformation of the material, the sheet is easily pressed in when it first contacts the punch. If the punch has small rounded corners, the lower edge of the sheet will also have small rounded corners. As the punch continues to move downward, its shearing force exceeds the shear strength of the material, and the material structure separates with a relatively smooth shear surface. Before the punch, cutting edge, and die cutting edge intersect, the remaining fracture surfaces of the material separate. The die hole has a gradual tapered structure.

Blanking is a pressing process that uses a die to separate part of the material or workpiece from another part of the material, workpiece, or waste. Blanking is a general term for separation processes including shearing, blanking, punching, notching, slotting, parting, chiseling, trimming, tonguing, cutting open, and finishing.
Blanking is commonly used for direct processing of washers, bicycle chainwheels, instrument gears, cams, shift forks, instrument panels, as well as silicon steel sheets for motors and electrical appliances, and connectors in integrated circuits.
Common equipment for bench work includes:
1) Workbench

The main workplace for bench workers, used for placing workpieces and various tools and measuring instruments.
2) Bench vise

A universal fixture used to hold workpieces.
Layout marking is the operation of marking processing boundaries or finding reference points and lines on workpiece blanks or semi-finished products according to the dimensions required by design drawings or actual objects. Through layout marking, the processing allowance and position of the workpiece’s processing surface can be determined, the shape and dimensions of the blank can be checked to see if they meet the drawing requirements, and the processing allowance can be reasonably allocated.
Common layout marking tools include layout plates, scribers, layout discs, dividers, center punches, V-blocks, and jacks.



The tool used is a scriber. The correct method is to tilt the scriber 15° to 20° towards the outside of the steel ruler, while also tilting it 45° to 75° in the direction of marking.

1) Marking straight lines.

When marking, hold the steel ruler with the left hand, grip the scriber with the thumb and index finger of the right hand, use the middle finger to press the scriber so that the scriber tip is tight against the guiding surface of the ruler, and pull towards the back of the scriber to draw a clear straight line.
2) Marking perpendicular lines.

Perpendicular lines can be drawn using geometric construction, a square ruler, or a scribing disc. The simplest method is to use an adjacent side as a reference and easily draw a perpendicular line with a square ruler.
3) Marking parallel lines.

Three methods can be used: geometric method, square ruler marking, and scribing disc marking.
4) Marking arcs.

The tool used is a divider. When using, adjust the two legs of the divider by opening them with both hands, then grip the joint part of the divider with the right hand. When drawing a circle, combine two half-circle arcs by drawing in both clockwise and counterclockwise directions.
5) Center punching.

To facilitate the alignment of workpieces in subsequent processing, center punches should be of appropriate size and uniform. The punch point must be in the center of the processing line and not deviate, as deviated punch points will mislead subsequent line supplementation.
When operating, hold the center punch slightly tilted forward with the left hand, align the tip of the punch with the center of the line. Once aligned, straighten the punch so that it is perpendicular to the center of the line, and use a hammer to lightly tap the end of the punch to make the center mark.
Chiseling is a processing method that uses a hammer to strike a chisel to cut the workpiece. Chiseling is mainly used in situations where mechanical processing is inconvenient, including removing flanges, separating materials, chiseling oil grooves, or for blanking thin workpieces, rough processing, etc.
There are three types: flat chisels, pointed chisels, and oil groove chisels. There are three ways to hold a chisel: normal grip, reverse grip, and vertical grip.


There are two ways to grip a hammer: tight grip and loose grip. Tight grip: requires all five fingers to grip the hammer tightly when lifting or striking; Loose grip: when lifting the hammer, the thumb and index finger grip tightly, while the little finger, ring finger, and middle finger are slightly relaxed. When striking, as the hammer approaches the point of impact, the little finger, ring finger, and middle finger suddenly tighten to increase the striking force of the falling hammer.

There are three methods of swinging the hammer: hand swing, elbow swing, and arm swing.

The operator stands in front of the workbench, with the left foot at a 35° angle to the center line of the bench vise, and the right foot at a 75° angle to the center line of the bench vise, to ensure that when standing and swinging the hammer, the point of impact aligns with the end of the chisel. The forearm of the hand holding the chisel should be kept horizontal, with the elbow not drooping or raised, to avoid affecting the cutting angle of the chisel.

Sawing is the operation of using a hand saw to cut metal materials or to saw grooves in workpieces. It can be used to separate various materials or semi-finished products, as well as to saw off excess parts of workpieces or to saw slots.

1) Saw frame
Used to tension the saw blade, saw frames are divided into fixed and adjustable types.
2) Saw blade
A tool that directly saws materials or workpieces. The length is expressed as the center distance between the mounting holes at both ends. Hand saw blades commonly used are 300mm long, 12mm wide, and 0.8mm thick.
3) Saw blade installation

Hand saws only cut during the forward push, so when installing the hand saw, the teeth tips should point forward.
1) How to hold the saw frame

The correct grip has a significant impact on sawing quality. The correct method is to support the front of the saw frame with the left hand and grip the saw handle with the right hand.
2) Standing position

When sawing, the operator stands facing the bench vise on one side of the center line, with the left foot at a 35° angle to the center line of the bench vise, and the right foot at a 75° angle to the center line of the bench vise.
3) Sawing posture

When the right hand pushes the saw, the body leans forward accordingly. This body movement can increase the pushing force of the right hand, reduce right hand fatigue, and improve work efficiency. During sawing, the pushing force is controlled entirely by the right hand. The pressure applied by the left hand should not be too great; its main function is to keep the saw frame straight.
1) Workpiece clamping
The workpiece is generally clamped on the left side of the bench vise for ease of operation. The workpiece should not protrude too far from the vise jaws; the saw cut should be about 20mm away from the side of the vise jaws to prevent vibration during sawing. The saw cut should be parallel to the side of the vise jaws. The workpiece should be clamped tightly and securely to avoid damage or deformation.
2) Speed and stroke length control
Apply appropriate force when pushing the saw, and release pressure when pulling back to reduce wear on the saw teeth. Try to use the effective length of the saw blade when sawing. The frequency of back and forth strokes
should be appropriate, 30-40 times per minute for ordinary steel, and 50-60 times per minute for soft metals and non-metals.
3) Starting the saw
Use the front or back end of the saw blade to start sawing by resting it on the edge of a surface, with the saw blade at a 15° angle to the work surface. At least three saw teeth should be in contact with the workpiece simultaneously. For stability and accuracy, you can use your thumb to block the saw blade to keep it in the correct position.

4) Method for sawing round pipes

Choose a fine-toothed saw blade. When the pipe wall is cut through, immediately rotate the pipe in the direction of the saw push by an appropriate angle, then continue sawing. Repeat this rotation until the pipe is completely cut through.
5) Sawing bar stock
If a flat cross-section is required, then start sawing from one direction and continue until finished; if the requirement is not high, you can saw from several directions to reduce the sawing surface and improve efficiency.
6) Sawing thin sheets
Try to saw from the wide side if possible. If you must saw from the narrow side, you can clamp two wooden spacers and saw through them together with the sheet, or clamp the thin sheet directly in the bench vise and use a hand saw to push diagonally across.
7) Sawing flat steel
Mark the cutting line, then saw from both ends of the wide side. When the two saw cuts are about to meet, gently tap to break and separate.
A file is a toothed cutting tool.
Filing can process the outer surface, inner holes, grooves, and various complex shapes of workpieces. Filing accuracy can reach 0.01mm.

Files include bench files, shaping files, and special files. Bench files are further divided into flat files, square files, round files, triangular files, and half-round files based on their cross-sectional shape. Shaping
files are used for finishing small areas on workpieces. Special files are used for processing special surfaces. There are many types, specifications, and models of files, which can be selected according to the shape, hardness, machining allowance, and precision requirements of the workpiece.

Hold the knife handle tightly with your right hand, with the handle end resting on the palm at the base of your thumb. Place your thumb on the upper part of the handle, and wrap the remaining fingers around the handle from bottom to top. With your left hand, press the muscle at the base of your thumb onto the file head, extend your thumb naturally, curl the other four fingers towards your palm, and use your middle and ring fingers to pinch the front end of the file. When filing, the hand pushes the file and determines the direction of movement, while the left hand works with the right hand to keep the file balanced.

When filing, the operator stands facing the bench vise on one side of the centerline, with the left foot at a 35° angle to the centerline of the bench vise, and the right foot at a 75° angle to the centerline of the bench vise.
When filing, stand firmly with both feet, lean the body forward, place the center of gravity on the left foot, lean the body towards the bent left knee, keep both shoulders naturally level, look at the filing surface, and keep the right forearm basically parallel to the file surface.
1) Filing flat surfaces

There are three methods: straight filing, cross filing, and push filing.
2) Filing external arcs

Two methods are commonly used: cross filing and roll filing. Cross filing is used for rough machining of arcs, while roll filing is used for fine machining of arcs or when there is a small allowance.
3) Filing internal arcs

Two methods are commonly used: cross filing and push filing. Cross filing is used for rough machining of external arcs. When using the push filing method, three movements are completed simultaneously: forward motion, movement to the left or right, and rotation around the file’s centerline.
Scraping and grinding are manual precision machining processes used to improve surface quality and dimensional accuracy.
Apart from mechanical processing (burnishing, rolling), scraping and grinding are often the final steps in many machining processes. They remove remaining rough peaks. Surface roughness is the deviation of the actual surface quality from the specified surface. It is expressed in 1/1000mm. After fine machining, the load-bearing area of support surfaces, mating surfaces, and sealing surfaces can be increased to 80%. Scraped surfaces should be completely sealed.
Scrapers should be able to cut fine chips. Flat scrapers are used for flat surfaces, while spoon-shaped scrapers and triangular scrapers are used for curved surfaces. The wedge angle is 85°-95°, with a negative front angle.


Through long strip scraping, remaining rough peaks can be removed, reducing surface marks. The scraper should be angled against the marks during scraping, otherwise it may catch. When scraping forward, apply light pressure, and reduce pressure at the end of each scraping motion to prevent depressions.

Note: Scrapers should be sharpened with corundum or silicon carbide grinding wheels, then polished with a whetstone.
Apply color to the flat surface to identify extremely small unevenness. First, apply a layer of color on the scraping plate, then place the workpiece on the platform. For large workpieces, apply color to the workpiece surface, then place the scraping plate or scraping ruler on top and move it.

High points will appear shiny and should be removed with a scraper. Scraping motions should be short and slightly curved. Continue processing until the points on the entire surface are as numerous and evenly distributed as possible. Change the scraping direction after each round of scraping.

It is sufficient if 5-10 points can be seen per square centimeter on the scraped surface.
Hole processing is one of the important operational skills for a bench worker. There are mainly two types of hole processing methods: one is to create holes in solid workpieces, i.e., drilling directly with twist drills, center drills, etc.; the other is to process existing holes, i.e., using enlarging drills, countersink drills, and reamers for hole enlargement, countersinking, and reaming. Reaming is a method of processing already drilled holes using a reamer. Countersinking is a drilling method that uses a countersink drill to create a flat surface or various shaped hole openings at the end of a hole.

There are many types, including twist drills, flat drills, deep hole drills, center drills, etc. The most commonly used is the twist drill, which comes in straight shank and tapered shank varieties.
Tools for enlarging holes. Unlike drill bits, enlarging drills have 3-4 cutting edges and no cross-edge, resulting in better hole accuracy and surface quality.
Tools for reaming holes, available in various types such as hand reamers, machine reamers, adjustable tapered reamers, etc.
Tools for countersinking, available in conical, cylindrical, end face, and other styles.

Mark lines and punch center points; test drill a shallow hole about 1/4 of the hole diameter to check centering; when drilling, don’t apply too much feed force, frequently lift to clear chips, and add cutting fluid. Reduce feed rate when the hole is about to break through to prevent sudden increase in cutting force that could break the drill bit.

Used to enlarge already processed holes, often as a semi-finishing operation for holes.

Use a reamer to remove a small layer of metal from the hole wall to improve its dimensional accuracy and surface quality. Refer to relevant manuals for allowances and hole sizes.

The purpose is to ensure the perpendicularity of the hole end face to the hole centerline, to ensure correct positioning and reliable connection of parts connected to the hole.
A thread is formed when a plane figure (such as a triangle, rectangle, or trapezoid) moves along a helical line on a cylindrical or conical surface, creating continuous ridges and grooves on that surface. Threads formed on the outer surface of a cylinder (or cone) are called external threads, while those formed on the inner surface of a cylindrical (or conical) hole are called internal threads.

The diameter of an imaginary cylinder that coincides with the crest of the external thread, also called the nominal diameter.
The diameter of an imaginary cylinder that coincides with the root of the external thread, which can be used as the calculation diameter for the critical cross-section in strength calculations.
The diameter of an imaginary cylinder where the width of the thread and the width between threads are equal in the axial cross-section. It is approximately equal to the average diameter of the thread, i.e., d2 ≈ 0.5(d+d1).
The axial distance between corresponding points of adjacent threads on the pitch cylinder’s generator line.
The axial distance between corresponding points of adjacent threads on the same helix on the pitch cylinder’s generator line.

The number of helical lines in the thread, generally n ≤ 4 for ease of manufacturing; the relationship between pitch, lead, and number of starts is Lh = nP.
The angle between the tangent of the helix on the pitch cylinder and the plane perpendicular to the thread axis.
The angle between the two sides of the thread profile in the axial plane of the thread.
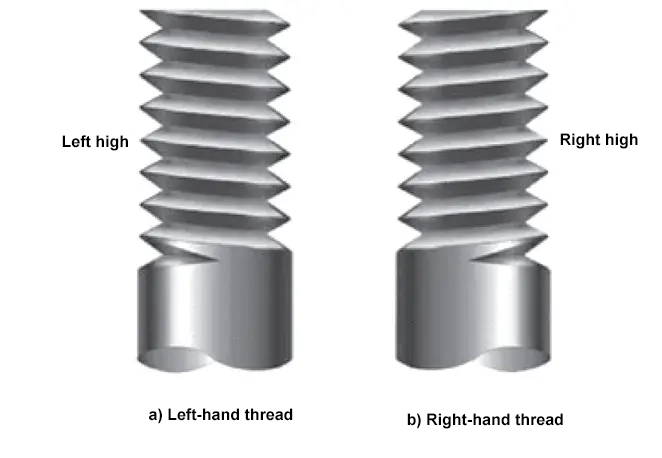
Threads can be right-handed or left-handed. A right-handed thread advances when rotated clockwise, while a left-handed thread advances when rotated counterclockwise.

They have a large thread angle, good self-locking properties, thick root, and high strength. They are widely used for connections. Common types include metric threads, inch threads, and pipe threads.
1) Metric threads.
In national standards, triangular metric threads with a thread angle α = 60° are called metric threads, with the major diameter being the nominal diameter. The same nominal diameter can have multiple pitches, with the largest pitch called coarse thread and the rest called fine threads. Coarse threads are the most widely used.
Fine threads have a larger minor diameter and smaller helix angle, resulting in better self-locking properties and higher strength, but they are less wear-resistant and prone to stripping. They are suitable for thin-walled parts, connections subject to dynamic loads, and adjustment mechanisms in fine-tuning devices.
2) Inch threads
They have a thread angle α = 55°, are measured in inches, and the pitch is expressed as the number of threads per inch. They also have coarse and fine versions.
3) Pipe threads
They have a thread angle α = 55° and rounded crests. There is no radial clearance between mating threads, providing good sealing properties. The nominal diameter is the nominal bore of the pipe. They are widely used in water, gas, lubrication, and other piping systems.
The thread profile is an isosceles trapezoid with a thread angle α = 30°. They have lower efficiency than square threads but are easier to manufacture, have good centering properties, and higher root strength. When using split nuts, they can also eliminate clearance caused by wear. Therefore, they are widely used in screw drives.
The thread profile is rectangular with a thread angle α = 0°, and the thread thickness is half the pitch. They have a smaller equivalent friction coefficient and higher efficiency, but lower root strength. Axial clearance caused by wear is difficult to compensate for, and centering accuracy is low. They are also more difficult to finish and are less commonly used.
Buttress threads have a 3° flank angle on the working face and a 30° flank angle on the non-working face. They combine the high efficiency of square threads with the high root strength of trapezoidal threads but can only bear loads in one direction. They are suitable for screw drives with unidirectional loads, such as screw presses and jacks.
1) The pitch of coarse metric threads is not marked, while fine threads must have the pitch noted. For example, M20 is coarse with a 2.5mm pitch (not marked); M20×2 is fine with a 2mm pitch (marked).
2) Left-handed threads are marked with LH, right-handed threads are not marked.
3) Thread tolerance grade symbols include pitch diameter and major diameter tolerance grades. External thread tolerance grades use lowercase letters, internal thread tolerance grades use uppercase letters. For example, M20-5g6g indicates an external thread with pitch diameter tolerance grade 5g and major diameter tolerance grade 6g. If the pitch diameter and major diameter tolerance grades are the same, such as M20-7H, it means both the pitch diameter and major diameter tolerances for the internal thread are 7H.
4) The engagement length of metric threads is specified as short (S), medium (N), or long (L). Medium engagement length (N) does not need to be marked. Examples: M24-5g6g-L, M20×1.5-6H-S-LH, or M20×1-6g. If the engagement length is a specific value, it can be directly marked, such as M20-5g6g-40, indicating an engagement length of 40mm.
The marking is the same as ordinary threads, such as Tr40×7LH-7H-L, which represents a trapezoidal thread with a nominal diameter of 40mm, pitch of 7mm, left-handed, pitch diameter tolerance band code 7H, and long engagement length.
For 55° non-sealing pipe threads, external threads have two tolerance grades, A and B, which should be noted; internal threads have only one tolerance grade, which need not be noted. For example, G1/4 A indicates a non-sealing pipe thread, external thread, with size code 1/4 and tolerance grade A; G1/4 indicates a non-sealing pipe thread, internal thread, with size code 1/4.
Bolts, screws, and nuts can be used to form detachable connections.

Headed bolts and screws have various head shapes and can be used as clamping bolts, through bolts, or fitting bolts.

1) Clamping bolts
Used for securing cover plates, flanges, pressure plates, and other machine parts. The insertion depth is the same as double-ended studs. Cylindrical bolts with internal hexagons can be countersunk but can still be tightened like hexagonal bolts.
2) Through bolts
Require nuts and washers for locking. Pay attention to the flatness of the contact surfaces between the bolt head, nut, and washer.
3) Fitting bolts
Used for fixing machine parts in position or bearing lateral forces. This type of connection requires a fit (H7/k6), making it more expensive. Using a through bolt in combination with one or two fitting pins is more economical.

Slotted screws have various head shapes. These screws can only be tightened with a screwdriver, resulting in lower tightening force compared to wrench-tightened screws. Cross-slotted screws do not have a through slot in the head, thus not weakening the strength. They have higher strength, can be tightened more firmly, and have a better appearance.

Used for fixing company signs, protective plates, etc., on sheet metal.

Studs consist of an insertion end (with chamfer), shank, and nut end (top). They serve the same purpose as clamping bolts. The advantage is that clamping bolts may damage the threads after multiple loosening, while the insertion end of studs can always be screwed in. To remove a part fixed with studs, only the nut needs to be removed. The insertion depth should match the strength of the shank material to prevent stud breakage.

Insertion depth of double-ended studs
| Material | Steel Bronze | Gray cast iron Gun metal | Aluminum alloy | Soft metals Insulating materials |
| Insertion depth | 1d | 1.25d | 2d | 2.5d |

Set screws have threads along their entire length, with a slot at the end for insertion and tightening. They are used to secure positioning rings, bushings, and other machine parts to prevent movement or twisting. Studs are a variant of screws used to secure removable parts.

The figure below shows several standard nut shapes. The thread length of the nut is crucial for the strength of the nut-screw connection. The thread length determines the number of load-bearing thread turns. For most nuts, the nut height is equal to the thread length. Exceptions include blind nuts.
The height of standard nuts = 0.8 × nominal thread diameter. The height of thin nuts <0 id=9>1+d.
Threads are manufactured based on the principle of helical lines. The figure below shows thread cutting on a lathe. During machining, the cylindrical workpiece rotates at a constant speed, while the cutting tool moves axially at a constant speed in contact with the workpiece, creating a helical motion of the tool tip relative to the workpiece. Due to different cutting edge shapes, the cross-sectional shape of the removed material on the workpiece surface varies, allowing for the production of various thread types.

Other thread manufacturing methods include: tapping for internal threads, die threading for external threads; thread molding; thread rolling; thread milling, grinding, and lapping, etc.


Tapping is the process of cutting internal threads in a hole using a tap; die threading is the process of cutting external threads on a rod or pipe using a die.
1) Common tools
① Taps and tap wrenches

Taps are specialized cutting tools for threading. They have a simple structure, are easy to use, and are widely used for small-sized internal thread manufacturing. Taps can be classified as coarse-tooth taps and fine-tooth taps based on tooth size; and as nut taps, die taps, tapered thread taps, trapezoidal thread taps, etc., based on function.

Tap wrenches are tools used to grip the square end of the tap and rotate it for cutting.
② Dies and die stocks

Dies are tools for cutting external threads and come in fixed and split types. Fixed dies are commonly used, with 60° tapered sections at both ends of the hole, which form the cutting part of the die, while the rear teeth serve as guides.
Die stocks are tools for holding dies, with different sizes of dies having corresponding die stocks.
2) Tapping methods



3) Method for threading external threads



Divided into ordinary bolt connections and precision bolt connections.
1) For ordinary bolt connections, the connected parts are not very thick. The bolt has a head, the through hole is not threaded, and the bolt passes through the hole and mates with a nut. After assembly, there is clearance between the hole and the bolt, which must not disappear during operation. The structure is simple, easy to assemble and disassemble, can be assembled multiple times, and is widely used.
2) Precision bolt connections have no clearance after assembly and mainly bear lateral loads. They can also be used for positioning. They use basic hole system fits with reamed holes for bolt connections (e.g., H7/m6, H7/n6).

The bolt has no head but threads on both ends. During assembly, one end is screwed into the connected part, and the other end is fitted with a nut. Suitable for situations where frequent disassembly is needed and one of the connected parts is thicker. During disassembly, only the nut needs to be removed without unscrewing the stud from the connected part.
Suitable for situations where one of the connected parts (with a threaded hole on top) doesn’t need frequent assembly and disassembly, has a screw head on one end, doesn’t need a nut, and bears relatively small loads.

After tightening, the end of the screw presses against the surface of another part or rotates into a corresponding notch in the part to fix the relative position of the parts. Can transmit small axial forces or torques.
If threaded connections are used in places with shaking, impact, or vibration, the screws may loosen. These connections must be secured in places related to personal safety. According to safety regulations, locking must be implemented in places like cars, elevators, railways, cable cars, electric fans, etc. The main anti-loosening measures are as follows.

The most widely used anti-loosening method. This method produces a normal pressure between the threaded pairs that doesn’t change with external forces, generating a frictional force that prevents relative rotation of the threaded pairs. This normal pressure can be achieved by axial or simultaneous two-way compression of the threaded pairs, but it cannot completely prevent loosening. Methods such as elastic washers, double nuts, self-locking nuts, and nylon insert lock nuts all belong to friction locking.

Directly restricts the relative rotation of the threaded pairs using a stopper. The connection can only be disassembled after removing the stopper. Methods include using split pins with slotted nuts, connecting wire, and locking washers.

After tightening, methods such as peening, welding, or adhesive bonding are used to make the threaded pair lose its kinematic pair characteristics and become a non-detachable connection. The feature is that the bolt can only be used once, and disassembly is very difficult. The threaded pair must be destroyed to disassemble.
Gas cutting refers to the thermal cutting of materials using flames produced by the combustion of flammable gases mixed with oxygen, also known as oxygen cutting or flame cutting. Gas cutting is a common metal thermal cutting method in various industrial sectors. Manual gas cutting is flexible and convenient, and is an indispensable process method for sporadic material cutting, waste product dismantling, installation and removal work in factories.
Cutting and shaping are done using gas fuel-oxygen flames to cut materials. The condition is that the material can ignite and burn below its melting point. Steels with carbon content below 1.6% (mass fraction) can meet this condition because their melting temperature is 1500°C, higher than the melting temperature of oxides at 1350°C, so only the oxides melt and are blown out of the molten seam.
As the carbon content of steel increases, its melting point decreases. Steel with a carbon content greater than 1.6% (mass fraction) is not suitable for gas cutting.


The function of the cutting torch is to mix oxygen and acetylene in proportion to form a preheating flame, and to jet high-pressure pure oxygen onto the workpiece being cut, causing the cut metal to burn in the oxygen jet stream. The oxygen jet stream blows away the molten slag of combustion products, forming a cutting kerf. The cutting torch is the main tool for gas cutting workpieces.
Determine the distance from the nozzle to the workpiece, ensuring the flame cone doesn’t touch the workpiece. When the cutting point reaches incandescence, open the oxygen valve to start cutting.
Cutting speed, nozzle distance, size of cutting and heating nozzles, and oxygen pressure should be selected based on material thickness.
Gas cutting is mainly applied in container manufacturing, steel structure manufacturing, machine manufacturing, shipbuilding, waste treatment, pipeline laying, etc.

Welding is a processing and joining method that achieves atomic bonding between two workpieces through heating, pressure, or both. Welding is widely used and can be applied to both metals and non-metals.
Welding technology is mainly applied to metal base materials. Common methods include arc welding, TIG welding, CO2 shielded welding, oxygen-acetylene welding, laser welding, electroslag pressure welding, and many others. Non-metallic materials like plastics can also be welded. There are over 40 metal welding methods, mainly divided into three categories: fusion welding, pressure welding, and brazing.

Fusion welding is a method that heats the workpiece interface to a molten state and completes welding without applying pressure. During fusion welding, the heat source rapidly heats and melts the interface of the two workpieces to be welded, forming a molten pool. The molten pool moves forward with the heat source, and after cooling, forms a continuous weld seam that connects the two workpieces into one.

During the fusion welding process, if the atmosphere directly contacts the high-temperature molten pool, the oxygen in the atmosphere will oxidize the metal and various alloying elements. Nitrogen and water vapor from the atmosphere entering the molten pool will also form pores, inclusions, cracks, and other defects in the weld during the subsequent cooling process, deteriorating the quality and performance of the weld.
Fusion welding is further divided into consumable electrode welding and non-consumable electrode welding, which use electric arc heat as the heat source.
Pressure welding is a welding method that achieves atomic bonding between two workpieces in the solid state under pressure conditions, also known as solid-state welding. A commonly used pressure welding process is resistance butt welding, where the temperature rises due to high resistance when current passes through the connection ends of the two workpieces. When heated to a plastic state, they are joined into one under axial pressure. The characteristic of pressure welding is that pressure is applied during the welding process without adding filler material.

Brazing is a method that uses metal materials with a lower melting point than the workpiece as filler material. The workpiece and brazing material are heated to a temperature higher than the melting point of the brazing material but lower than that of the workpiece. It utilizes the liquid brazing material to wet the workpiece, fill the interface gap, and achieve mutual atomic diffusion with the workpiece, thereby realizing welding.
Riveting is a process that uses axial force to thicken the rivet shank inside the rivet hole of the parts and form a rivet head, connecting two or more parts together.

Riveting performed with rivets at room temperature. If steel rivets are used, they must first undergo annealing treatment before cold riveting to improve the plasticity of the rivets.
Hot riveting is not welding; it changes or even melts the connection areas of two metals together by raising the temperature.
Must have certain plasticity and toughness, made from killed and semi-killed steels with strengths of 340-520MPa, copper, copper alloys, aluminum, and plastics. To prevent rust, materials similar to the base material should be chosen whenever possible.

Riveting process: Drilling holes – (Countersinking) – (Deburring) – Inserting rivet – Backing (Bucking bar) – Holding rivet – Forming with riveting machine (or manual – Upsetting – Thickening – Forming into a dome shape).

Riveted joints are the form of connection between parts. Lap joint is the riveting of overlapping steel plates. Cover plate riveting refers to aligning the edges of parts and riveting them together with one or two cover plates.


Rivets can be arranged in single or multiple rows, with multiple rows being parallel or staggered.



Defects will reduce riveting strength and rivet adhesion. The main riveting defects include misaligned drill holes, bent rivets, oversized rivet holes, rivets that are too loose or too tight, and rivets that are too short.
Bonding refers to joining two workpieces together through an adhesive layer.


Metal bonding technology is the technique of connecting metal-to-metal and metal-to-non-metal solid interfaces using metal repair agents. The bonding force is the sum of physical connection forces and chemical bond connection forces. The bonding interface can not only transfer stress but also seal and prevent corrosion. The surface and overall structure can undergo mechanical processing such as turning, drilling, and milling.

There are many types of adhesives, which can usually be classified as follows:
1) Natural adhesives
It is derived from substances in nature, including biological adhesives such as starch, protein, dextrin, animal glue, shellac, hide glue, rosin; as well as mineral adhesives like asphalt.
2) Artificial adhesives
These are manufactured substances, including inorganic adhesives like water glass, and organic adhesives such as synthetic resins and synthetic rubbers.
1) Water-soluble adhesives
Adhesives that use water as a solvent, mainly including starch, dextrin, polyvinyl alcohol, carboxymethyl cellulose, etc.
2) Hot melt adhesives
These are solid adhesives that are used after melting through heating. Generally, thermoplastic resins can be used, such as polyurethane, polystyrene, polyacrylate, ethylene-vinyl acetate copolymer, etc.
3) Solvent-based adhesives
Adhesives that are insoluble in water but soluble in certain solvents, such as shellac, butyl rubber, etc.
4) Emulsion adhesives
Often suspended in water, such as polyvinyl acetate resin, acrylic resin, chlorinated rubber, etc.
5) Solvent-free liquid adhesives
These are viscous liquids at room temperature, such as epoxy resins.
The effectiveness of adhesives depends on the adhesive force between the adhesive and the workpiece, and the cohesive force within the adhesive.
The bonding surface must be cleaned thoroughly, removing dirt and grease, so that the adhesive molecules can closely adhere to the material. The surface can also be roughened using sandpaper, sandblasting, or acid etching to increase the adhesion area.
Bonding requires the bonded parts to be firmly placed. Both sides of rough surfaces should be coated with adhesive and curing agent, while smooth surfaces only need coating on one side. The adhesive layer should be 25-100μm thick. The two bonded parts should not be moved before complete curing. When using epoxy resin, no external pressure is needed as its own pressure is sufficient.


Keys are standard parts used to connect shafts and transmission parts on the shaft (such as gears, pulleys) to transmit torque. Their two side faces and bottom face contact the workpiece, with a simple structure.
1) Common parallel keys
① Types of common parallel keys

Keys are standard parts. Common parallel keys are divided into three types: A (round head), B (square head), and C (semi-circular head).
② Marking of common parallel keys
The nominal size of the key is the diameter of the shaft. The dimensions of common parallel keys and the cross-sectional dimensions of keyways can be found in relevant national standards based on the nominal shaft diameter.
In the marking of common parallel keys, the “A” for type A parallel keys can be omitted, while “B” or “C” must be marked for types B and C parallel keys.
③ Connection of common parallel keys

Example marking for a common parallel key: A type B parallel key with width b=16mm, height h=10mm, length L=100mm is marked as: GB/T 1096 Key B16×10×100
2) Feather keys and sliding keys
① Feather keys
Fixed on the shaft, allowing parts on the shaft to slide along the axis during operation.
② Sliding keys


Fixed in the hub, moving along the keyway on the shaft together with the hub during operation.

Woodruff keys are also standard keys, and their dimensions can be found in relevant standards based on the nominal shaft diameter.
Example marking for a Woodruff key: A Woodruff key with width b=6mm, height h=10mm, diameter D=25mm is marked as: GB/T 1099.1
Key 6×10×25

Wedge keys are divided into common wedge keys and hooked wedge keys. Common wedge keys are further divided into types A, B, and C. The top surface of wedge keys has a slope of 1:100. During operation, wedge keys transmit motion and power through friction generated by the compression between the top and bottom surfaces and the grooves of the shaft and wheel.
Examples of wedge key markings:
A common type A wedge key with width b=16mm, height h=10mm, length L=100mm is marked as: GB/T 1564 Key 16×100
A common type B wedge key with width b=16mm, height h=10mm, length L=100mm is marked as: GB/T 1564 Key B16×100
A common type C wedge key with width b=16mm, height h=10mm, length L=100mm is marked as: GB/T 1564 Key C16×100

1) Overview
Axial connecting parts formed by multiple protrusions and grooves on the shaft and hub. Spline connections consist of internal and external splines. Both internal and external splines are multi-toothed parts, with internal splines on the inner cylindrical surface and external splines on the outer cylindrical surface. Splines are standard structures.
2) Characteristics of splines

3) Suitable applications
Connections requiring high centering accuracy, large torque transmission, or frequent sliding. Suitable for high-speed shafts and mechanisms with high concentricity requirements.
Pins pass through holes in two parts, mainly serving positioning, connecting, and guiding functions.

By structure, pins are classified into cylindrical pins, tapered pins, grooved pins, pin shafts, and cotter pins; by function, they can be classified as locating pins, connecting pins, and safety pins.

When using pins for positioning, to facilitate pin removal, holes should be through holes if possible; if through holes are not allowed, pins with internal threads should be used; for tapered pins, to ensure proper tapered surface fit, there must be a gap between the pin tip and the bottom of the tapered hole.
Products are composed of several parts and components. The labor process of joining several parts into components or joining several parts and components into products according to specified technical requirements is called assembly. The former is called component assembly, and the latter is called general assembly. It generally includes assembly, adjustment, inspection and testing, painting, and packaging.


1) Assembly units
To ensure effective assembly work, machines are usually divided into several assembly units that can be assembled independently.
Parts are the smallest units that make up a machine. A set is formed by assembling one or more parts onto a base part. A group is formed by assembling several parts and sets onto a base part. A component is formed by assembling several groups, sets, and parts onto a base part. A machine or product is formed by assembling components, groups, sets, and parts onto a base part.
2) Assembly process

The assembly process establishes specific positional relationships between parts, sets, groups, and components.
Assembly accuracy is a quality indicator of the assembly process. It includes dimensional accuracy, relative motion accuracy, mutual position accuracy, and contact accuracy between parts and components. Dimensional accuracy between parts and components includes fit accuracy and distance accuracy.
Generally, assembly accuracy is guaranteed by the processing accuracy of the relevant constituent parts. For some items with high assembly accuracy requirements, or components composed of many parts, if assembly accuracy is to be directly guaranteed entirely by the processing accuracy of relevant parts, it would require very high processing accuracy for each part, which would create difficulties in processing or even make processing impossible.
In machine assembly relationships, the dimension chain formed by the dimensions of related parts or their mutual position relationships is called an assembly dimension chain. The assembly accuracy in the assembly dimension chain is the closing link, and the design dimensions of related parts are the constituent links.
1) Linear dimension chain

An assembly dimension chain composed of length dimensions with parallel links. As shown in the figure, a gear is loosely fitted on a shaft, establishing an assembly dimension chain A1, A2, A3, A4, A5, to ensure a certain gap A0 between the gear and the retaining ring.
2) Angular dimension chain

An assembly dimension chain composed of angles, parallelism, perpendicularity, etc. The angular dimension chain is composed of α, a₂, and the parallelism between axes O-O and A-A, to ensure a reasonable angle for lathe assembly.
3) Planar dimension chain
It is composed of length dimensions forming certain angular relationships and corresponding angular dimensions, all within the same plane or parallel planes.
4) Spatial dimension chain
It is composed of linear dimensions and angular dimensions located in intersecting planes in space.
1) Purpose
To remove dust, chips, and oil stains adhering to parts, and to provide parts with a certain rust resistance.
2) Methods
Include wiping, immersion, spraying, ultrasonic vibration, etc.
3) Cleaning solutions
Commonly used ones include kerosene, gasoline, alkaline solutions, and chemical cleaning solutions.
Common connection methods and forms
| Connection methods | Classification | Implementation method |
| Fixed connection | Non-detachable | Welding, riveting, expansion fitting, interference fit, Cast connection, adhesive connection, compression molding of plastic materials, etc. |
| Detachable | Threaded connection, key connection, pin connection, etc. | |
| Movable connection | Non-detachable | Ball bearings, roller bearings, oil seals, etc. |
| Detachable | Cylindrical, conical, spherical and threaded surfaces Clearance fit and other material methods to achieve |
1) Alignment
The alignment and corresponding adjustment of the relative positions between various parts. The adjustment method and modification method in assembly include alignment content. When parts have interchangeability or assembly fixtures ensure accuracy, alignment is not necessary. Alignment work is more commonly used in large power mechanical equipment.
2) Adjustment
Refers to the adjustment work of relative positions between related parts and components.
3) Fitting
Refers to some additional bench work and mechanical processing work during assembly, such as matched drilling, reaming, scraping, and grinding of several parts. Matched drilling and reaming should be done after alignment and adjustment. The purpose of scraping and grinding is to increase the contact area of mating surfaces and improve contact accuracy.

Based on the differences in assembly machines, workplaces, and cooperation between assembly workers, it can be divided into fixed and mobile assembly, or centralized processes and distributed processes.
1) Centralized process

The entire assembly has only one process, and all assembly work is completed by one group of workers at the same work location. Centralized process requires workers with higher technical skills, larger production area, longer assembly cycle, and is suitable for single-piece production, large machines, trial products, and assembly work in repair shops.
2) Distributed process
The assembly work process is distributed, and the assembly of one machine is completed by several different groups of workers, with each group completing only a specific part of the work tasks. Distributed process allows for worker specialization, better specialized fixtures and workplaces, simultaneous assembly, and higher productivity.







When using rolling bearings, certain structures should be adopted to fix the inner and outer rings of the rolling bearing on the shaft or in the machine body based on their stress conditions. Considering that changes in working temperature may cause the rolling bearing to seize during operation, a certain axial clearance should be left.

To prevent dust and debris from entering the bearing, lubricating oil from leaking, and gas or liquid leakage from valves or pipelines, appropriate sealing devices are usually adopted. During mechanical assembly, if the sealing position is improper, the selection of sealing materials or pre-tightening is inappropriate, or the assembly process of the sealing device does not meet the requirements, it may cause oil, water, or gas leakage in the machine equipment.
1) Fully interchangeable assembly method
As long as the dimensions of each part of the component are manufactured according to the dimensional requirements, fully interchangeable assembly can be achieved to meet the requirements.
2) Incomplete interchangeable assembly method
Appropriately enlarge the manufacturing tolerances of the components to make parts easier to process.
1) Direct selection method
During assembly, workers directly select suitable parts from many 待 assembly parts to meet assembly precision requirements.
2) Group assembly method
During part processing, the tolerances of each component are often enlarged several times compared to the complete interchangeability method, allowing dimensions to be processed with economic precision. Parts are then grouped according to actual measured dimensions and assembled by corresponding groups to meet assembly precision requirements.
3) Compound selective assembly method
A combination of group assembly and direct selection methods, where parts are measured and grouped after processing, and then selected within corresponding groups during assembly.
In batch production or single-piece small batch production, when assembly precision requirements are high and the number of components is large, using the interchangeability method for assembly results in overly strict tolerance requirements for components, making processing difficult. The selective assembly method is also challenging due to the small number of parts and many varieties. In this case, the fitting method is used to ensure assembly precision.
1) Individual assembly method
In multi-component assembly dimension chains, a fixed part is selected as the fitting piece. During assembly, its dimensions are changed by removing metal layers to meet assembly precision requirements.
2) Combined processing and fitting method
Two or more parts are combined and then fitted together. The combined dimension can be viewed as a single component, thus reducing the number of components in the assembly dimension chain and correspondingly reducing the amount of fitting labor. Mainly used in single-piece and small batch production.
3) Self-processing fitting method
In machine tool manufacturing, some parts require high assembly precision but have no suitable fitting pieces available. During final assembly, the machine tool itself can be used to process certain areas to ensure its assembly precision.
In the assembly dimension chain established with assembly precision requirements as the closed loop, all components except the adjustment link are manufactured with economical processing precision.
1) Movable adjustment method
Errors caused by wear, thermal deformation, and other factors can be compensated at any time by adjusting the adjustment piece in the machine, restoring it to its original assembly precision.
The advantage is that although the manufacturing precision of components is not high, relatively high assembly precision can be obtained. The disadvantage is the need for an additional adjustment mechanism, increasing structural complexity. Widely used in production.
2) Fixed adjustment method
In the assembly dimension chain established with assembly precision requirements as the closed loop, all components are manufactured with economical processing precision. Due to the expanded manufacturing tolerance range of components causing the closed loop dimension variation to exceed the limit, different-sized fixed adjustment links can be replaced for compensation, ultimately meeting assembly precision requirements. Suitable for mass production and machines with high assembly precision requirements.
3) Error cancellation adjustment method
In machine assembly, assembly precision can be improved by adjusting the relative positions of the assembled parts to cancel out errors.
The advantage is that all components can be manufactured with economical processing precision while achieving relatively high assembly precision, and assembly efficiency is higher than the fitting assembly method. The disadvantage is the need to measure error magnitude and direction during assembly and calculate values, increasing auxiliary time and reducing production efficiency. It also requires high technical skills from workers. Therefore, it is only suitable for single-piece small batch production or precision machine tool production.