
How to Calculate Sheet Metal Weight: Essential Formulas
Ever wondered how to quickly calculate the weight of sheet metal? This article unveils a simple formula that takes the…
Imagine revolutionizing the way we bend pipes, pushing the boundaries of efficiency and precision. The next generation of pipe bending technologies is here, transforming industries from automotive to HVAC. This article unveils groundbreaking methods like zero-radius bending and laser forming, promising faster production and higher quality. Dive in to explore these innovations and discover how they can redefine manufacturing processes, enhance performance, and reduce costs. Get ready to see the future of pipe bending unfold.

The new technology for free bending of pipes is mainly used in the automotive industry. The principle of the process is shown in Figure 4-87. The bending is mainly completed by the feed in the Z direction through the guide mold and the bending mold, while the bending mold is connected to the guide mold through a ball bearing. During pipe bending, it is only necessary to change the X and Y direction of the ball bearing through an AC servo motor.
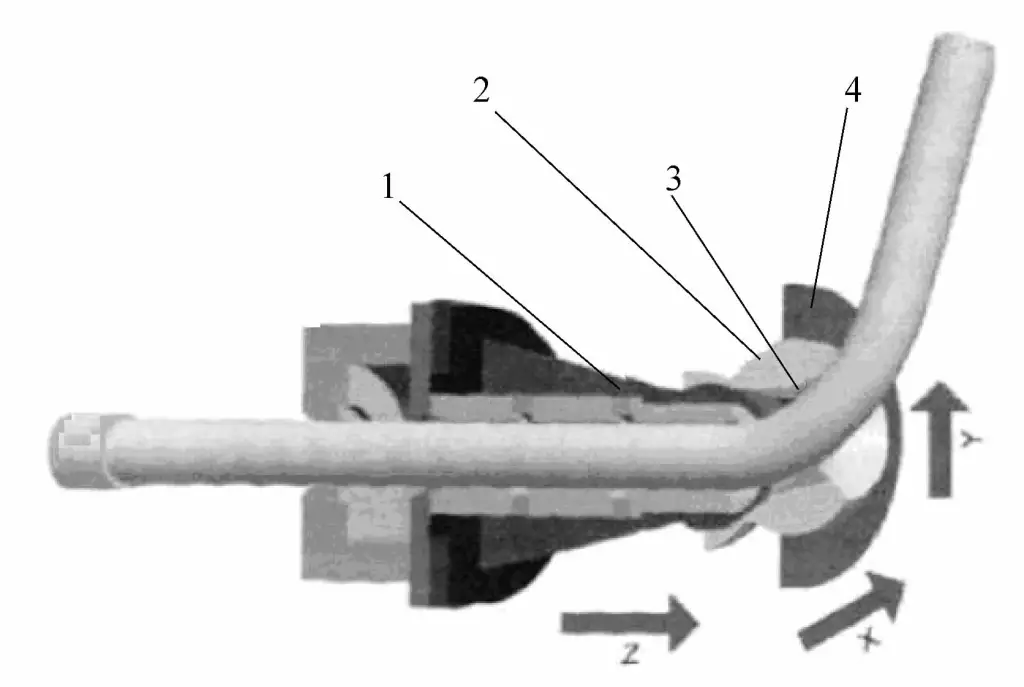
1—Guide mold
2—Bending mold
3—Ceramic or carbide inserts
4—Ball bearings
The free bending process has many advantages, such as fast bending speed, and the ability to form completely according to custom bending geometries without the need to re-clamp the tube even in the case of multiple bends or spiral bends with only a small amount of transition. Moreover, it is especially suitable for bending profiles and tubes, making free bending more applicable to the manufacturing of automotive bending parts.
In the manufacture of heat exchangers for air conditioning units, hot water devices, etc., due to the limitation of piping space, it is desirable to have as small a bending radius as possible. In recent years, a bending process with a zero bending radius has been successfully developed by combining bending processing with hydraulics. As shown in Figure 4-88, the mold consists of an upper mold 2 and a lower mold 3. A steel tube is inserted into the upper and lower molds, internal pressure P is applied inside the tube, and the upper and lower molds move relative to each other under the action of thrust W, causing the steel tube to undergo zero radius bending.
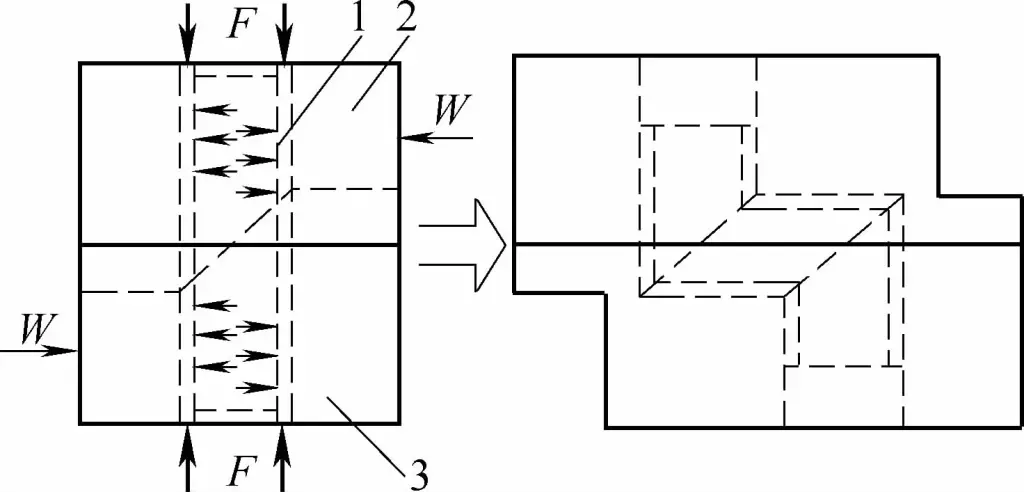
1—Tube blank
2—Upper mold
3—Lower mold
To prevent local fracture during bending deformation, pressure F is applied at both ends of the steel tube. Choosing appropriate internal pressure P, pressure F, and mold moving force W is beneficial in reducing the possibility of defects during the steel tube bending forming process, thereby obtaining high-quality bent tubes.
Medium frequency bending and flame bending are a continuous process of heating, bending, and cooling, which belongs to the hot bending process. Medium frequency bending involves placing a medium frequency induction coil around the pipe blank, relying on medium frequency induction current to locally heat the pipe blank to the required high temperature, then bending the heated part, and immediately spraying water to cool after bending, thereby obtaining the required bent pipe fittings.
Medium frequency bending requires specialized equipment such as medium frequency induction electric bending machines. According to the different methods of applying bending torque by the bending machine, it is divided into pull bending and push bending (see Figures 4-89 and 4-90).
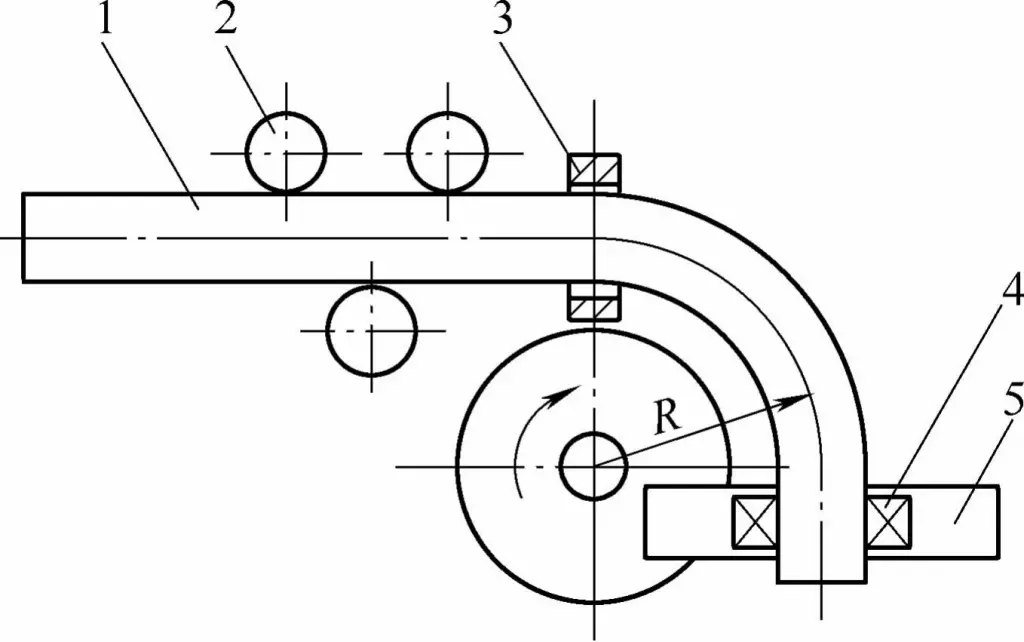
1—Pipe blank
2—Support roller
3—Induction coil
4—Clamp
5—Swing arm
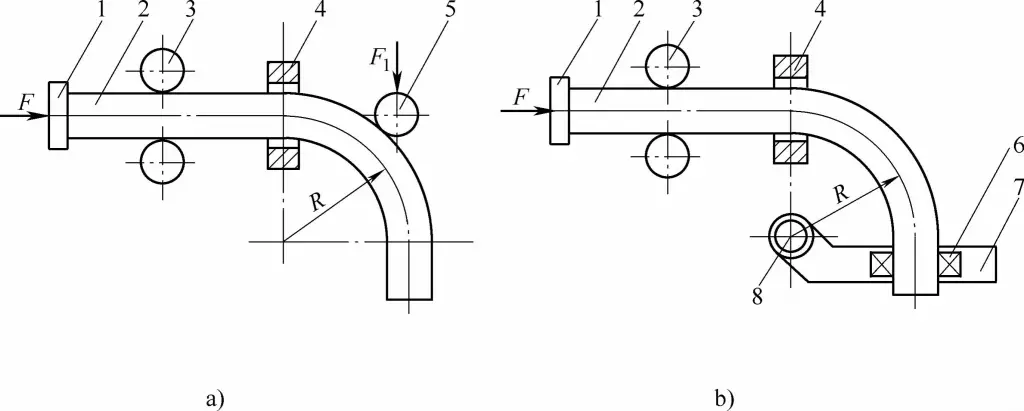
1—Thrust baffle
2—Pipe blank
3—Support Roller
4—Induction Coil
5—Top Roller
6—Chuck
7—Swing Arm
8—Shaft
The thermal stress bending process is a special forming method that uses the thermal stress generated by the uneven temperature distribution inside the workpiece to drive the deformation of the workpiece. It has the advantages of no external force, no mold, and easy on-site operation. The usual methods to generate thermal stress include local heating or cooling of the workpiece. Heating methods include flame local heating and overall heating in a heating furnace; cooling methods include air cooling, water spray cooling, and immersion cooling.
The specific method to be adopted should be selected according to the actual processing conditions and the characteristics of the workpiece. The Beijing Institute of Electromechanical Technology has conducted related research on the thermal stress bending of pipes and designed a scheme of overall heating in the furnace followed by immersion cooling, which can achieve better bending effects. It first involves heating the pipe as a whole to a certain high temperature, then immersing it horizontally into water at a certain speed. After the pipe is completely cooled, it finally bends towards the side that was immersed in water last.
Laser bending is a new technology that uses the internal non-uniform thermal stress field formed when a laser beam irradiates the surface of a material to achieve material forming. The essence of laser bending forming technology is based on the thermal expansion and contraction characteristics of materials, by changing the heating parameters to obtain a reasonable temperature distribution, thereby controlling the size and direction of the thermal stress generated inside the material, making the plastic deformation of the material develop in the predetermined direction and finally produce the required deformation size of the forming method.
Its deformation mechanism is very complex, often a mixture of several mechanisms. At present, many scholars at home and abroad have done a lot of research work on the specific mechanism of laser thermal forming, which can be summarized into three main deformation mechanisms, namely Temperature Gradient Mechanism (TGM), Buckling Mechanism (BM), and Upsetting Mechanism (UM), as shown in Figure 4-91.
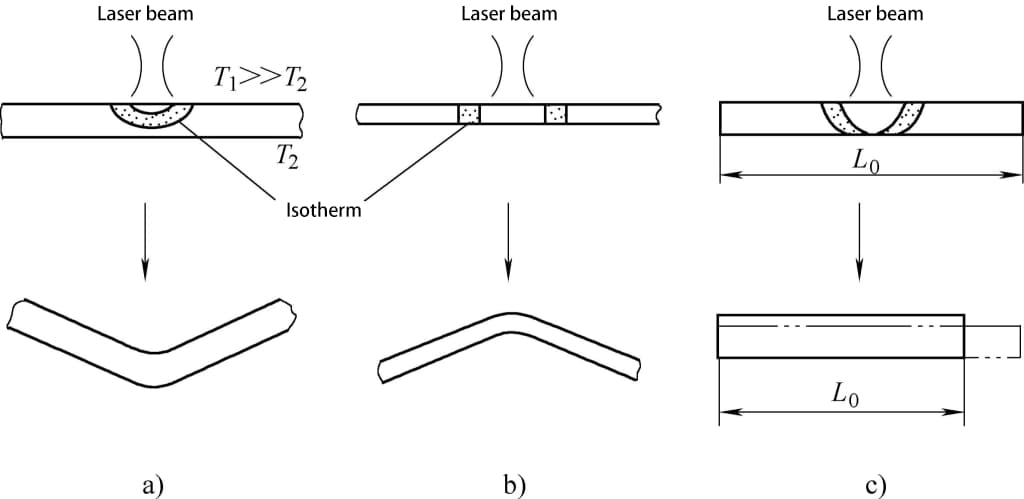
a) Temperature Gradient Mechanism
b) Buckling Mechanism
c) Upsetting Mechanism
When forming bent tubes with lasers, by adjusting the laser processing parameters and choosing the appropriate scanning trajectory, it is possible to form bent tubes of any shape. Its significant advantages are as follows:
1) Moldless forming, short production cycle, high flexibility, especially suitable for small batch production of large parts.
2) Non-contact forming, the deformed part is not subject to external forces, does not produce dust rebound deformation and other related problems.
3) Belongs to hot state forming, the total deformation is accumulated by multiple scans, thus it can form materials that are difficult to deform at room temperature.
Laser processing is a flexible manufacturing method where there is no contact mechanical action between the workpiece and the laser beam; it is a direct method that can remove material directly from the workpiece to form part shapes, maintaining high precision and automating the entire processing process; laser processing is suitable for shaping hard-to-machine materials such as hard alloys, titanium alloys, and nickel alloys; it has the capability of micromechanical processing.
Due to the above advantages, laser processing is now widely used in laser cutting, laser welding, laser marking, laser surface modification treatment, laser drilling, and other aspects. With the continuous development of laser processing technology, the high flexibility, wide applicability, and strong penetration of laser processing have attracted great interest from many scholars, who are competing to introduce laser technology into some traditional technologies.







