Effective Maintenance and Troubleshooting for CNC Turret Punch
Imagine you’re in the middle of a critical production run, and your CNC turret punch suddenly grinds to a halt.…

The world’s first NC turret punch press was initially unveiled by the American company Wiedemann Machine Tools (WIEDEMANN) at the Chicago Machine Show in 1955. In 1964, Wiedemann introduced the WIEDEMATIC S series, followed by the MACH2 series in 1972, both of which were pioneering equipment in the industry at the time. Through a technical collaboration with Wiedemann, the Japanese company Murata (MURATEC) showcased the S2550 turret punch press at the Japan International Machine Tool Fair (JIMTOF) in 1970 and began selling turret punch presses produced at Murata’s Japanese factory from 1972 onwards. In 1989, Murata Machinery acquired Wiedemann Company.
In the 1970s, another American company, Strippit (STRIPPIT), also gained a significant reputation. Strippit is recognized as the first manufacturer to use a PC to complete CNC control for turret punch presses and the inventor of spring-loaded die tools. The company’s name, STRIPPIT, is derived from “STRIP IT.” In 1997, the renowned Belgian company LVD acquired Strippit, thus enhancing its product range and expanding its business in North America.
By the late 1980s, the first major foreign brand to enter the Chinese market was Japan’s Amada (AMADA). In the early 1990s, Amada, Murata, and America’s Strippit were the three most prominent and active turret punch press suppliers in the Chinese market, particularly dominating the power distribution cabinet and communication cabinet sectors. It wasn’t until the late 1990s that Finland’s Finn-Power (FINNPOWER) and Germany’s Trumpf (TRUMPF) (non-turret punch presses) began to increase their sales efforts in China, gradually gaining market share.
Over the past decade, the rapid development of laser cutting machines, along with significant reductions in laser cutting costs and improvements in cutting speed and precision, has led to the widespread adoption of laser cutters. This has directly impacted the market for CNC punch presses. In certain precision blanking applications that can replace stamping processes, laser cutting machines have clear advantages.
However, for processes requiring composite forming, punching, and blanking, CNC punch presses remain irreplaceable, especially in the manufacturing of power cabinets, communication cabinets, control cabinets, air conditioning cabinets, elevator parts, kitchen appliances, and curtain wall panels. CNC punch presses continue to be essential processing equipment in these fields.
Learning requirements:
Understand the basic concept of CNC turret punch;
Understand the process purpose and main manufacturers of CNC turret punch.
CNC turret punch press was officially launched in 1955 by Weedman Company of the United States, which raised a new level of development for the sheet metal industry.
In the early stage, for the processing of large-size sheets, the manual marking drilling machine is generally used for drilling or vibration shearing.
Enterprises with high requirements for dimensional accuracy of machining holes will specially order multiple sets of large tonnage deep throat punch matching stamping dies to achieve various corresponding positioning and stamping processing, which seriously restricts the processing range and processing accuracy.
According to the shape and position of the processing, the CNC punch can automatically change the mold, automatically and accurately feed and complete the processing.
The processing efficiency and precision are obviously different from the ordinary deep-throat punch.
In the modern process of sheet metal processing, the CNC punch is a key and important processing equipment.
For the processing of punching and shallow stretching of thin plates (with a thickness between 0.5 and 6.35) (the protrusion height of stations A and B after stretching is 6.35, and that of stations C and D is within 9.27), the plates of all sizes can be processed once according to the program to meet the requirements.

CNC turret punch is mainly used for punching, shallow drawing and stamping.
The shallow stretching function is used to punch round bosses, flanging around holes, punch louvers, bridge holes, knock down holes, step punching louvers, step punching ribs, roll ribs, rolling shear, rolling steps, and punching hinges (2 die assemblies, 3 times of punching).
Imprinting function: marking, stamping, character and engraving.
CNC punches are mainly used in electrical cabinets (high and low voltage switch, electrical, power, electronic equipment industries), machine tool cover sheet metal industry, elevators, railway locomotives, automobile boxes, textile machinery, kitchen equipment, washing equipment, containers, metal structures, metal products, heat supply, lighting, air conditioning, freezer and other household appliances industries, solar water heater industry, storage equipment, light industrial accessories, hardware production, wall curtain production, decoration industry, etc.
1.4.1 Market demand
At present, the use value of CNC turret punch has been widely recognized by the market.
The market demand shows a trend of gradual growth, especially in the domestic market.
In recent years, the domestic annual demand has reached more than 2000 sets, and the market demand has obviously entered a rapid growth period.
1.4.2 Domestic and abroad turret punch manufacturers
At present, other domestic manufacturers of CNC turret punches mainly include: JFY, Yangli, Jinan Jiemai, Guangdong LFK, Taiwan’s Tailift and Huangshi’s joint venture LVD;
There are also Xuzhou Forging, Wuxi Forging, Zhonglong Precision Machinery, Jinan Huili, Guangdong Datong, Danyang Wode Precision Machinery and other manufacturers with less output.
Foreign advanced turret punch companies mainly include Amada and Murata in Japan, Primepower in Finland and Trumpf in Germany.
Due to the early start and rapid development of foreign counterparts, the traditional hydraulic system has been phased out and more energy-saving and environment-friendly mechanical servo stamping system has been adopted.
With the development of the times and the improvement of the technical level, the means of sheet metal processing is not limited to the punch.
In recent years, the CNC laser cutting machine has gradually begun to emerge.
The industry is also worried that the high-speed development of lasers will restrict the future development of the punch.
Let’s analyze the characteristics of the two products below:
The main feature of the CNC turret punch is that it can perform complex forming processing, and is more suitable for enterprises with high requirements for sheet metal forming, such as the electronic equipment industry, machine tool shield sheet metal industry, door industry, etc.
Compared with laser, CNC punch with similar processing efficiency only costs about one-third of the whole machine, and subsequent maintenance costs are low and cost-effective.
The use cost of NC punch die stamping is much lower than that of a laser cutting machine in nitrogen or oxygen consumption.
The main advantage of the laser is that it can process all kinds of small spacing parts with irregular shape, which is not limited by the size of the mold, and does not need to change the mold frequently. The speed is fast.
Compared with numerical control punch, it can process thicker plates.
Reflection question:
1. What are the process uses of CNC turret punch?
2. Application scope of CNC turret punch?
3. What are the main manufacturers of CNC turret punch?
4. Advantages and disadvantages of CNC turret punch and CNC laser cutting machine?

Learning requirements:
Understand several stamping types of CNC turret punch;
Understand the punching process of CNC turret punch;
Understand the main technical parameters of CNC turret punch.
The traditional mechanical stamping main drive of the flywheel, crankshaft and connecting rod has the advantages of simple structure, convenient maintenance and repair, long service life and low cost.
The disadvantages are low efficiency, adjustable stamping movement, less application functions of the stamping process, high noise and high energy consumption during stamping.
The advantages of high-speed hydraulic main drive are that it can select different stamping motion modes according to different stamping processes, saving energy, high efficiency, and full stroke full load high-speed stamping.
The disadvantages are that the control structure is complex, and the use and maintenance cost of the same life is high.
The advantages of mechanical servo main drive for stamping are high efficiency, energy conservation, environmental protection, low noise.
Different stamping motion modes can be selected according to different stamping processes, simple maintenance, low maintenance cost, and the disadvantages are high structural cost.
The punching process mainly includes extrusion, deformation, splitting and separation.
The concentricity of the upper and lower dies affects the edge clearance and die life.
At present, the company controls the concentricity error of upper and lower dies within 0.02mm through high-precision die calibration tooling.
Required processing pressure:
The tensile strength values are as follows (30% safety factor has been included, the following are calculated according to tensile strength, and the actual shear strength should be used):
Stamping nominal tonnage
The standard impulse pressure of HPH, HPI, HPQ, HPC and HIQ is 30t, and the HPH can be equipped with 50t model.
Punch speed frequency
HPH impulse frequency is 600 times/min, HPI impulse frequency is 1000 times/min, HPQ impulse frequency is 1750 times/min, HPC impulse frequency is 3800 times/min, and HIQ impulse frequency is 1500 times/min.
Working speed frequency of 1mm step and 6mm stroke
HPH impulse frequency 320 times/min, HPI impulse frequency 530 times/min, HPQ impulse frequency 690 times/min, HPC impulse frequency 700 times/min, HIQ impulse frequency 750 times/min.
25.4mm step distance, 6mm stroke working speed frequency
HPH impulse frequency is 230 times/min, HPI impulse frequency is 295 times/min, HPQ impulse frequency is 330 times/min, HPC impulse frequency is 350 times/min, and HIQ impulse frequency is 350 times/min.
One feeding stroke of axis X and axis Y
The maximum feeding stroke of the X axis at one time is 2500mm, and the maximum feeding stroke of the Y axis at one time is 1250mm;
The maximum feeding speed is 102m/min;
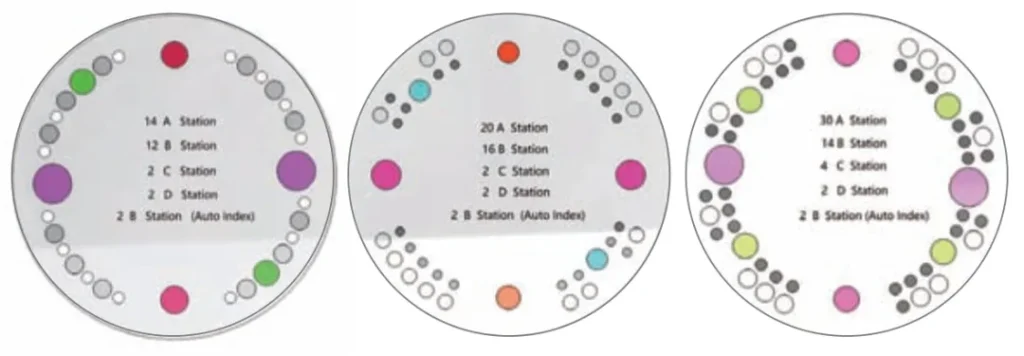
Number of turret modules, specification and quantity of rotating modules
Each model is equipped with 26, 30, 36, 40 and 56 stations as standard.
Among them, 26 and 36 are equipped with two B station rotating stations as standard, 30 with six D station rotating stations as standard, 40 with two D station rotating stations as standard, and 56 with two B/D station rotating stations as standard.
Punching accuracy: ± 0.15 for brush workbench and ± 0.1 for steel ball workbench.
Maximum machining diameter: φ 88.9mm;
Maximum rotating speed of rotary table: 30r/min.
Reflection question:
1 What stamping structures does the CNC turret punch have?
2. What are the technical parameters of the CNC turret punch?
3. Calculation of punching force of CNC turret punch?
Learning requirements:
Understand the main structure of the CNC turret punch;
Understand each structure subdivision type of CNC turret punch.
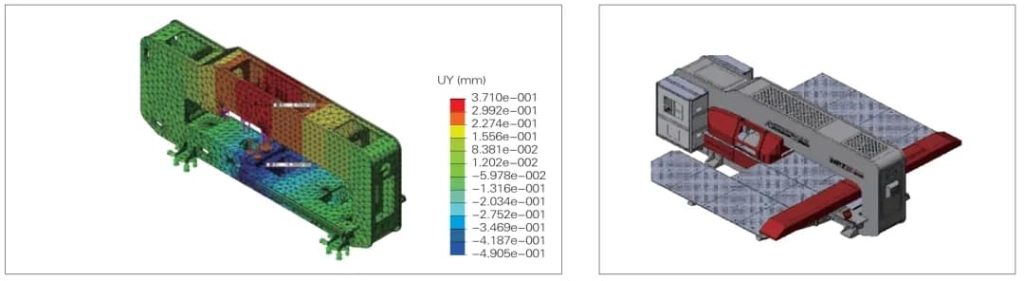
The frame is the carrier of various parts of the machine tool, which is mainly divided into two types, namely, closed type and open type, both of which are steel plate welded structures.
The closed frame has a compact structure, stability and high strength and rigidity;
The open frame has good openness in operation and convenient processing, but it has high requirements for welding structure and welding stress calibration;
After the frame of the CNC turret punch is welded, high-temperature tempering is carried out to remove the internal stress.
On the imported Spanish DANOBAT 4-axis large-scale machining center, high-precision machining of important surfaces is completed at one time, ensuring the stability of the main body performance of the machine tool.
The crossbeam is the most important part of the transmission components and the matrix for feeding accuracy control.
The X-axis lead screw, motor, linear guide rail, clamp for holding sheet metal, X-axis slide plate for fixing clamp and other parts are installed on the beam.
The beam shall be rigid enough and have as little motion inertia as possible to avoid excessive Y-axis driving load and reduce speed.
Whether its structure is reasonable or not directly affects the feeding accuracy and speed as well as the stability of the machine tool, with high technical requirements.

The turret is also one of the core components of the machine tool. Its accuracy directly affects the positioning accuracy of the mold, thus affecting the machining accuracy of the machine tool and the service life of the mold.
It is mainly divided into the thin turret and thick turret.
The thin turret has low cost, low rigidity, poor guiding performance, and large processing deformation of ordinary carbon steel.
The thick turret has high rigidity, good guidance performance, can absorb working vibration, high precision and stability of high-grade alloy cast iron, long service life of high-speed step punching and eccentric load processing of moulds, and small deformation in use.
At present, we adopt the thick turret structure, with an upper turntable of 100mm and a lower turntable of 90mm.
The customer’s products are complex and changeable, and the requirements are getting higher and higher.
The rotary table of the CNC turret punch must be equipped with a rotary die position to meet the customer’s needs.
The die on the rotating die position can be rotated to any required angle as required, and the trimming angle required for stamping.
When using the roller die for processing, coordinate with the feeding system to adjust the rolling direction angle in real-time and operate according to the rolling path set by the system.
The types of rotary tools can be divided into:
Constant-mesh structure, which has the advantage of high precision, and the station is not easy to deviate, but the scalability is poor.
The split rotating structure is engaged by the drive device when it is actually used.
This structure requires high assembly and processing accuracy but has good scalability.
For example, PrimaPower’s turret has 10 rotating stations.
The clamp is an important part for clamping sheet metal for automatic and accurate feeding processing.
In order to ensure feeding accuracy and speed, the clamp shall have sufficient strength and overall installation stiffness, and its own weight shall be as light as possible.
At present, the clamp can be divided into the following items according to its structure and function:
The floating function of the clamp is mainly used to cope with the height change of the clamp mouth caused by the appropriate deformation of the plate.
The types are as follows:
The swing clamp has the advantages of being lightweight, having long service life and flexible floating.
The size of the jaw of the translation-type clamp in the Y direction shall remain unchanged theoretically when floating up and down.
The clamp clamping function is mainly used to clamp plates.
The types are as follows:
Hydraulic clamping, inconvenient maintenance, large clamping force, not easy to strip.
Pneumatic clamping, energy saving and environmental protection, easy installation.
The adjustment function of the clamp position is mainly used to move the clamp to the specified position.
The types are as follows:
For different work-piece plates, it is necessary to move and adjust the position and spacing of clamps in front of the CNC turret punch.
For the manual clamp, pull the handle to release the locking device, push the clamp to the required position, and then pull the handle to complete the adjustment.
Automatic clamp: during adjustment, set the position of each clamp in the processing program, and the machine tool will automatically adjust each clamp to the required position in front of the clamp plate, which is accurate and fast.
CNC turret punch is a modern sheet metal processing equipment with high speed, high precision and high automation.
To ensure the reliability of automatic and efficient processing, as well as the safety of operators and equipment during equipment operation.
CNC turret punch has a series of safety protection devices, which constitute a safety protection system.
It mainly includes: demolding detection device, clamp stripping detection device, shield interlocking safety device, movable workbench interlocking safety device, clamp dead zone protection device, clamp impact detection device and plate excessive deformation detection device.
3.6.1 Demolding detection device
In the process of high-speed continuous stamping, the upper die stuck in the sheet metal and could not be reset smoothly and timely occasionally.
If the machine tool continues to move in the next step, safety accidents such as material collision, material carrying, or clamp collision with the mold may occur.
The demolding detection device can effectively monitor the timely reset of the upper mold.
If it detects that the upper mold is not reset in time after stamping, the device will trigger the system shutdown alarm.
Thus, subsequent safety accidents can be avoided.
3.6.2 Clamp stripping detection device
In the process of continuous stamping, the plate may be stuck due to the rebound of waste materials.
If the clamp continues to pull back the plate, one or all of the clamps will be pulled off.
If the machine tool continues to work in the next step after the clamp is stripped, accidents such as material collision or wrong position stamping will occur.
The clamp stripping detection device can effectively monitor the phenomenon of clamp stripping. Once it occurs, the device will trigger the shutdown alarm of the system.
Thus, subsequent safety accidents can be avoided.
3.6.3 Shield and movable workbench interlocking safety device
During the automatic processing of the machine tool, if the shield or movable workbench is opened for operation, personal injury accidents may occur.
Therefore, the movable shield and movable workbench of the machine tool are equipped with interlocking safety devices.
If the shield is opened or the movable worktable is opened manually during the automatic processing of the machine tool, the interlock device will trigger the shutdown alarm of the system.
Thus, subsequent safety accidents can be avoided.
3.6.4 Clamp dead zone protection device
There may be necessary stamping processing at or near the position where the clamp clamps the sheet metal (called clamp dead zone).
If there are no corresponding protective measures, the die will be punched to the clamp during processing, causing damage to the die or part of the clamp.
The clamp dead zone protection device is an automatic protection device for this situation.
Through a set of inductive switches (different sizes of molds correspond to different inductive switches), the protection device will trigger the system shutdown alarm when the clamp enters the dead zone and there is a pressing command during the automatic processing of the machine tool.
Thus, subsequent safety accidents can be avoided.
3.6.5 Detection device for excessive deformation of sheet metal
In the process of continuous stamping with the clamp holding the sheet metal, the sheet metal may be stuck due to the rebound of waste materials.
Next, if the clamp continues to push the sheet metal, the sheet metal will be jacked and deformed;
If the workpiece blank has excessive deformation (when the total warping height reaches 20mm), it will collide with the turret when it is sent into the turret.
The clamp impact and excessive deformation detection device can timely trigger the system shutdown alarm for excessive deformation of the sheet.
Thus, subsequent safety accidents can be avoided.
At present, there are two main driving modes for the turret of mainstream products:
This kind of structure drives the chain-driven turret through the motor-driven reducer.
The structure is relatively reliable, but the disadvantage is that the noise is loud, and it is easy to loosen, so it needs to be adjusted regularly.
Synchronous belt drive
At present, there are not many companies that adopt this structure for synchronous belt transmission.
The working noise is low, the force on the synchronous belt is high, and the tooth is easy to deform after a long time of use.
It is very important to ensure the stability and accuracy of the feeding system of the CNC turret punch, especially the long stroke.
The following feeding forms are currently used by mainstream manufacturers:
3.8.1 Ball screw drive characteristics
The ball screw drive is the most common feeding structure. There are a lot of balls rolling between the ball screw shaft and the screw nut of the ball screw pair.
The running resistance is small, so it can obtain high movement efficiency. A mature processing system is the guarantee of high accuracy.
No side clearance, high rigidity, high speed feeding, low heating.
Its disadvantages are high processing cost and small bearing capacity.
In addition, some companies now use precision rolling ball screw in order to save costs.
However, due to low accuracy, it is difficult to control the stability of product quality because of the need for sectional parameter compensation in practical applications.
3.8.2 Gear rack characteristics
In recent years, gear rack has been used more and more widely.
Its advantages lie in large load, high transmission speed, low price and easy processing.
Its disadvantages lie in high installation requirements.
If the processing and installation accuracy is poor, it is easy to cause wear and noise.
The worktable of the CNC punch press can be divided into:
Fixed worktable, semi servo worktable and full servo worktable.
According to the function, it can be divided into brush workbench and steel ball workbench.
The actual punching accuracy is 0.15 mm due to the large friction resistance of the brush table and 0.1 mm for the steel ball table.
At present, CNC turret punch systems are mainly as follows:
In addition, there are other CNC systems that are seldom used in the punch press industry, such as the Spanish FAGOR CNC system, the Nisshin textile punch CNC system, etc.
3.11 Type of CNC turret punch hydraulic system
The hydraulic systems for CNC punching machines can be divided into two categories:
One is a direct servo-hydraulic system that uses a large flow variable pump and a servo valve to control the main oil circuit, and uses a numerical control system to program and control the movement of the punch;
Characteristics of Direct Servo Hydraulic System
Advantages:
The CNC system directly controls the punching motion mode of the punch, with flexible and diverse control methods.
The maximum punching force can also be set in the user program.
Disadvantages:
High energy consumption, high cost, high hydraulic oil quality requirements, high user maintenance and use cost in the later period, and serious failure of servo valve out of control caused by slight oil pollution during regular oil replacement and maintenance (high cost for replacing servo valve).
The other type is the indirect service hydraulic system that uses high and low pressure duplex pumps to supply oil.
The high and low pressure dual oil circuits have high-speed reversing valves to coordinate and control the movement of the ram.
The hydraulic system has its own dedicated high-speed servo control circuit unit.
The CNC system selects the movement mode of the ram and inputs relevant parameters to serve the hydraulic system.
Characteristics of Indirect Servo Hydraulic System
Advantages:
High efficiency, energy saving, simple control, economy, reliability, durability and convenient maintenance;
Disadvantages:
The maximum impulse pressure during operation cannot be set and adjusted by the program.
At present, the hydraulic system mainly used by the company is the hydraulic punch system manufactured by German Harley, and the corresponding models are as follows:
Among them, ECO adopts the low-grade hydraulic system of Germany Halley, with a 6mm stroke motion frequency of 600 times per minute;
HKL adopts the medium and high-grade servo hydraulic system of Germany Halley, with high precision (up to ± 0.2mm), high precision slow forming function, high precision rolling function, and 5mm stroke motion frequency of 1000 times per minute;
HRE adopts the high-end servo hydraulic system of Germany Halley, with multiple control modes of punch movement High precision (± 0.1mm can be rolled), many controllable parameters in the control mode (speed can also be controlled), and the marking frequency can reach 1750 times per minute.
HPPC is the most high-end servo hydraulic system launched by Halley, which combines all the advantages of other systems, and the speed is greatly improved, with 3800 times per minute of marking.
Mobil ATF220 anti-wear hydraulic oil is uniformly used in Haley hydraulic system, and Mobil DTE25 anti-wear hydraulic oil is used in HIQ cleaning system.
The punching tonnage of HPH, HPI, HPQ, HPC and HIQ series hydraulic punches is 30t, and the punching pressure of HBL hydraulic punches is 50t.
3.12 Meaning of model code of CNC turret punch
Each machine tool code has its specific meaning.
For example, the current machine tool code HPI-3048-40LA2, where 30 represents the punching tonnage of 30 tons (20 represents 20 tons), 4 represents the Y-axis travel of 1250 mm (5 represents 1500 mm), 8 represents the X-axis line of 2500 mm, 40 represents the turret of 40 stations, L represents the long die, A2 represents the machine is equipped with two rotary dies.
Reflection question:
1 What are the main components of the CNC turret punch?
2. Which CNC systems are mainly used for CNC turret punch?
3. The hydraulic system corresponding to several models of Yawei CNC turret punch?
According to the guide, it is divided into: long guide die and short guide die;
According to the reset type: spring reset mold and forced reset mold;
According to the internal structure, it is divided into: integral mold and modular combined mold;
According to the size and specification: A, B, C, D, E station molds;
According to the process use: punching, forming, rolling and other molds;
According to the service performance, it can be divided into: ordinary mold, wear-resistant coating mold, and anti strip mold;
According to the shape of the cutting edge, it can be divided into: flat cutting edge die and inclined cutting edge die;
According to the number of mold cores, it can be divided into: single punch mold, multi sub mold and multi hole mold.
Standard structure (E85 series);
Quick change structure (S90 series);
Heavy load structure (stainless steel above 2.5mm at station A and B, cold-rolled sheet above 3.5mm, aluminum sheet above 4.5mm).
Flat edge;
Inclined cutting edge (roof structure);
Inner concave cutting edge;
Inner beveled edge.
The die is mainly made of high-speed tool steel SKH and M2, which are applicable to cold rolled sheet, aluminum sheet and stainless steel sheet, and are harder than alloy steel.
Alloy tool steel SKD and D2 are mainly applicable to cold rolled sheet and aluminum sheet with low material cost.
Hardness: reflecting anti-deformation ability;
Toughness: reflecting impact resistance;
Abrasion resistance: It reflects wear resistance and corrosion resistance.
The advantages of the optimum die clearance in practical use are: effectively prolonging die life, good unloading effect, reducing burr and flanging, and reducing grinding times.
The clearance is too small: the punching pressure rises, the wear between the punch and the lower die is accelerated, and the service life of the die is shortened;
Excessive clearance: large burr, poor punching quality;
If the clearance is too large or too small, it is easy to produce stickiness on the cutting edge of the punch, which may lead to strip.
Several typical plate thicknesses and clearances are selected in the following table.
| Thickness | 1.0 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 6.0 |
| Aluminium plate | 0.15 | 0.3 | 0.38 | 0.45 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| Cold-rolled sheet | 0.2 | 0.4 | 0.5 | 0.7 | 0.85 | 1.0 | 1.1 | 1.25 | 1.5 |
| Stainless Steel | 0.25 | 0.55 | 0.65 | 0.9 | 1.05 | 1.2 | 1.35 |
Processing shape, plate thickness and processing material.
When the cutting edge R of the die reaches 0.1mm, the punch and the lower die shall be ground.
The cutting amount is less than 0.013mm;
The die edge R should not exceed 0.25mm, otherwise it will enter into the severe wear stage;
Sufficient cooling to prevent the punch from annealing;
Clean, demagnetize and lubricate after grinding;
Shims shall be added after the lower die is sharpened.
Reflection question:
1. How many structures does the NC turret punch die have?
2. How to select the die clearance of the CNC turret punch?
3. Precautions for CNC turret punch die grinding?