Essential Health and Safety for Welding Techniques
Are you aware that welding, while essential, can be fraught with hazards? This article delves into crucial health and safety…
Imagine a job where a moment’s inattention can lead to severe burns, electric shocks, or even explosions. Welcome to the world of welding. This article explores essential safety measures every welder must know, from preventing electric shocks to managing hazardous fumes. Dive in to discover how to protect yourself and your team, ensuring every weld is both safe and successful. Learn practical tips and vital precautions to make your welding environment safer than ever before.

1) Direct electric shock: During welding operations, hands or parts of the body touch electrified parts such as welding tongs and electrodes while changing welding rods or workpieces, and the feet or other parts of the body are poorly insulated from the ground or metal structures.
Electric shock can easily occur when welding inside containers, pipes, in rainy, humid places, or when the body is sweating profusely. Hands or parts of the body touch exposed and electrified terminal heads, terminal posts, and wires resulting in electric shock. Welding near high-voltage power grids can cause dielectric breakdown and discharge without directly touching the electrified body but by coming close to it to a certain extent.
2) Indirect electric shock: Electric leakage from welding equipment causes electric shock when the human body touches the electrified casing, which may be due to: equipment overload, internal short circuit heating, corrosive substances causing insulation performance to decrease and leak; coils getting wet from rain or damp causing insulation damage and leakage; welding equipment being vibrated or hit causing mechanical damage to the insulation of coils or leads, damaged wires connected to the iron core or casing causing leakage; metal objects falling into the equipment, connecting the electrified parts with the casing and causing leakage.
Electric shock occurs when touching damaged insulation of wires, cables, switches, etc. Electric shock occurs due to using factory metal frames, pipelines, crane tracks, etc., as the secondary circuit for welding.
1) Isolation protection: Exposed electrified parts of the welding machine and exposed terminal posts should have intact protective covers: For equipment with plug-in socket connectors, the conductors of the plug-in sockets should be concealed within the plane of the insulation board.
The primary line of the device should be set in a place close to the wall where it is not easily accessible, and the length generally should not exceed 2m. When a temporary task requires a longer power cord, it should be arranged along the wall or pillar with porcelain bottles for isolation, and its height must be more than 2.5m above the ground. It is not allowed to drag the power cord on the ground. There must be a passage at least 1m wide between each device and between the device and the wall.
2) Use of automatic power-off devices: To protect welding equipment and personal safety, fuses, circuit breakers (also known as overload protection switches), and electric shock protectors (also called leakage switches) should be installed.
When the no-load voltage of the welding machine is high and it is operating in a place with a risk of electric shock, an automatic power-off device for no-load must be used for the welding machine. When the welding arc is initiated, the power switch automatically closes, and when welding stops or the welding rod is changed, the power switch automatically disconnects. This device not only avoids electric shock during no-load but also reduces the energy loss of the equipment during no-load.
3) The welding machine must adopt protective grounding or neutral grounding devices. The correct and incorrect protective grounding and neutral grounding of welding and weldments are shown in Figure 13-1. The conductors used for the neutral grounding and grounding of the welding machine should meet the following safety requirements.
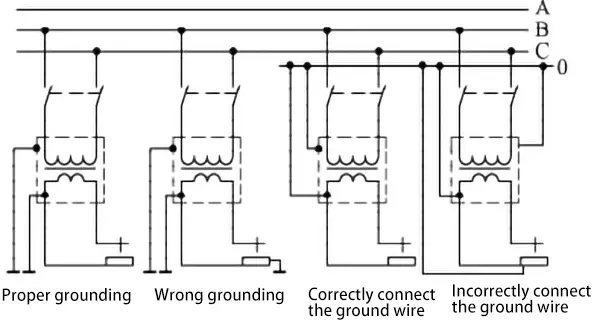
① Must have sufficient cross-sectional area. The cross-sectional area of the grounding (or neutral) wire is generally 1/3~1/2 of the phase wire cross-sectional area. When using aluminum wire, copper wire, or steel wire as the grounding (or neutral) wire, their minimum cross-sectional areas should not be less than 6mm², 4mm², or 12mm², respectively.
② Must use a whole wire, with no joints in the middle.
③ The connection between the conductor and the welding machine and the grounding body (or neutral mainline) must be firm.
④ It is strictly forbidden to use the grounding (or neutral) conductor in series.
4) Use of automatic power-off devices for welding machines: When the no-load voltage of the welding machine is higher than the limit specified in the current welding machine standards. And it is operating in a place with a risk of contact, or in a place where a secondary accident may occur once an electric shock happens (such as at a high altitude). An automatic power-off device for no-load must be used.
(1) Key Points of Safety Operation for Welding Equipment (see Table 13-14)
Table 13-14 Key Points of Safety Operation for Welding Equipment
| Device Name | Key Points of Safety Technology |
| Welding machine | 1. The welding casing should be grounded, the insulation should be intact, and all contacts should be tight and reliable. |
| 2. High load voltage general arc welding power supply: DC ≤100V, AC ≤80V: Plasma arc cutting power supply up to 400V, should use automatic cutting as much as possible, and strengthen electric shock prevention measures. | |
| 3. The live exposed parts and moving parts of the welding machine must have safety protective covers. | |
| 4. When the voltage is ≥20kV (such as electron beam welding equipment), lead shielding or remote control operation should be used. | |
| 5. The welding machine should be protected from collisions or severe vibrations. | |
| 6. Outdoor use should have rain and snow protection equipment. | |
| 7. It is forbidden to use one power switch for multiple welding machines. | |
| 8. Should be placed smoothly in a well-ventilated, dry place, not allowed to be close to high heat, flammable and explosive environments | |
| 9. It is forbidden to place any objects on the welding machine; the welding tongs and the workpiece must not be short-circuited before starting | |
| 10. When the welding machine fails, the power must be cut off before the electrician repairs it | |
| Welding machine wiring | 1. The length of the primary power cord should generally not exceed 3m |
| 2. When a longer power cord is temporarily needed, it should be set up overhead with porcelain bottles for isolation, must be more than 2.5m above the ground, and dragging on the ground is not allowed | |
| 3. The welding cable and the welding machine must be firmly connected, and the use of metal to bridge is strictly prohibited | |
| 4. It is forbidden to use the metal components of buildings or equipment as the welding circuit | |
| Power switch | 1. Each welding machine must be equipped with an independent dedicated power switch, and it is forbidden for multiple welding machines to share one power switch |
| 2. When the welding machine is overloaded, the power switch should be able to automatically cut off the power | |
| 3. For welding machines started with a starter, the power switch must be closed first, then start the welding machine | |
| Uses | Overload operation is not allowed |
| 2. Before starting the welding machine, the welding tongs and the workpiece must not be short-circuited | |
| 3. Operations that must cut off the power supply: Adjusting the welding current must touch the live body; when changing the secondary circuit line; when moving the welding machine; when replacing the fuse and repairing the welding machine | |
| Maintenance | 1. Do not place any objects and tools on the welding machine |
| Must always be kept clean | |
| 3. Frequently check the tightening of the welding cable and the welding machine terminal | |
| 4. It is mandatory to disconnect the power supply after finishing work. |
(2) Safety technical points for welding tools (see Table 13-15)
Table 13-15 Safety technical points for welding tools
| Tool Name | Key Points of Safety Technology |
| Welding tongs and welding gun | 1. Simple structure, the weight of the welding tongs does not exceed 600g, making it more flexible to use |
| 2. Have good insulation and heat insulation performance, the handle of the welding tongs should have a good insulation layer | |
| 3. The connection between the welding tongs and the cable must be firm and have good contact, and must not be exposed | |
| 4. The welding tongs can hold the welding rod in multiple directions, and can safely and conveniently replace the welding rod | |
| 5. The water-cooled welding torch must not leak. | |
| Welding cable | 1. Cables must be selected according to regulations, have good conductivity, and the sheath must be intact and well insulated, with insulation resistance not less than MΩ |
| 2. Lightweight and soft, easy to operate | |
| 3. Have better resistance to mechanical damage and heat resistance | |
| 4. Welding machines and welding tongs should be connected with flexible cables, generally not exceeding 20~30m in length, and there should be no joints in the middle | |
| 5. Has an appropriate cross-sectional area | |
| 6. It is forbidden to place welding cables on gas cylinders, acetylene generators, or other containers and materials of flammable items | |
| 7. It is forbidden to use factory metal structures, tracks, pipelines, heating facilities, or other metal objects to connect and use as welding conductor cables (1) Forbidden to come into contact with grease and other flammable materials (2) When using high-frequency arc striking or arc stabilization, the welding cable should have a copper mesh braided shielding sleeve (3) Regularly check the insulation performance, generally once every six months |
(3) Key points of safety technology in welding operations (see Table 13-16)
Table 13-16 Key points of safety technology in welding operations
| Key Points of Safety Technology | |
| Before work | 1. Wear protective gear (such as work clothes, protective shoes, gloves, etc.) |
| 2. Check the safety performance of equipment and work | |
| 3. Fixed workstations should be equipped with protective screens. | |
| When welding begins | 1. When closing the circuit, first hang up the welding tongs or place them on an insulating board |
| 2. Cover non-welding parts of preheated workpieces with asbestos boards | |
| During the welding process | 1. Do not touch live parts with hands or any part of the body |
| 2. Set up a guardian when welding in containers or confined spaces | |
| 3. Wear electric welding gloves when changing welding rods | |
| 4. Be cautious of fire and explosion prevention. | |
| Welding complete | 1. When pulling the gate, you must stop welding first, wear insulating gloves, and stand on the side |
| 2. Leave the site only after the workpiece has cooled down |
In addition to following the relevant safety regulations for shielded metal arc welding, the following points should also be noted:
1) The no-load voltage of the power supply used for plasma arc welding is relatively high, especially during manual operation, there is a risk of electric shock. Therefore, the equipment should be placed in a dry, clean, and well-ventilated area. The power supply must be reliably grounded (or neutralized) during use, and the part of the gun body that is touched by hand must be reliably insulated.
2) The compressed air used should have a moisture separator, and the accumulated water should be drained in time. Air should be vented for 3 minutes before welding and cutting to eliminate condensed moisture in the pipeline. When the compressed air pressure is less than 0.3MPa, an automatic locking device should be able to start.
3) The welding work point should have a workbench and use effective local exhaust and purification devices, or set up a water bath workbench, etc.
4) The workpiece rack should be more than 400mm above the ground and should have a local dust removal device installed.
5) It is strictly forbidden to press the handle switch at random when the equipment is unloaded to avoid equipment accidents.
6) Do not touch the nozzle to the workpiece when striking an arc; do not touch the electrified parts of the equipment, and especially do not touch the positive and negative poles of the electrified welding gun with both hands at the same time to avoid electric shock injuries.
7) When the cathode material in the welding gun needs to be removed and replaced due to burnout. The DC power supply must be turned off first. When replacing the electrode, it must be cooled before proceeding. When grinding tungsten (or cerium tungsten) rods, it is best to use a grinding wheel machine with water spray and use the grinding wheel machine correctly.
8) Ventilation should be enhanced on-site to prevent arc light from harming people. Operators must wear good face shields, gloves, and protect the neck. In addition to having a black lens, the face shield should ideally have a lens that absorbs ultraviolet light.
9) Plasma arcs can produce high-intensity, high-frequency noise, especially during high-power plasma arc cutting, operators must wear earplugs. Water cutting can also be used to absorb noise by utilizing water.
10) Plasma arc welding and cutting both use high-frequency arc initiation, requiring reliable grounding of the workpiece. After the transfer arc is ignited, the high-frequency oscillator power supply should be reliably cut off immediately.
11) After touching electrodes with radioactivity barehanded, hands should be washed with soap immediately.
12) When using cylinders of argon, nitrogen, or hydrogen, recognize the cylinder markings. Hydrogen is a flammable gas, be especially careful of fire, and there should not be fluorine and chlorine nearby.
13) Used labor protection items should not be taken out of the workshop, should be washed frequently, and personal hygiene should be done before entering the living area.
In addition to complying with the relevant safety regulations of electrode arc welding, the following points should also be noted.
1) The welding machine should be installed in an X-ray shielding room built with high-density concrete, and there should also be safety measures to prevent accidental entry or being locked inside the shielding room while the welding machine is operating.
2) The equipment grounding system must be reliable, the grounding wire should not be directly connected to the neutral wire of the power grid, and should be connected to a dedicated ground wire for the equipment, with a ground resistance of no more than 2Ω.
3) The electron beam welding machine should be equipped with a voltage alarm or other electronic interlocking device to automatically cut off power in case of a fault.
4) Ensure sufficient insulation for the high-voltage power supply and electron gun, the withstand voltage test should be 1.5 times the rated voltage.
5) When replacing the cathode assembly or performing maintenance, the high voltage power supply should be disconnected, and the parts to be replaced or the areas needing maintenance should be touched with a well-grounded discharge rod. Only after discharging can operations be carried out.
6) The area of the workplace should generally not be less than 40m 2 , and the room height should not be less than 3.5m. For high-voltage, high-power electron beam equipment, the high-voltage power supply equipment and the vacuum pumping device can be separated from the operator’s room.
7) The vacuum chamber of the electron beam welding machine must be reinforced for protection against X-rays, with measures as follows:
① For welding machines with an acceleration voltage lower than 60kV, protection is generally provided by the thickness of the steel plate of the machine’s outer shell.
② For welding machines with an acceleration voltage higher than 60kV, the outer shell should be reinforced with lead plates of sufficient thickness.
③ When the electron beam welding machine operates under high voltage, the observation window should be made of lead glass, and the thickness of the lead glass can be selected according to the corresponding lead equivalent (see Table 13-17).
Table 13-17 Domestic lead glass brands and their corresponding lead equivalents
| Grade | ZF1 | ZF2 | ZF3 | ZF4 | ZF5 | ZF6 |
| Density/g/cm3 | 3.84 | 4. 09 | 4.46 | 4.52 | 4.65 | 4.77 |
| Lead equivalent | 0.174 | 0.198 | 0.238 | 0.243 | 0.258 | 0.277 |
Note: Lead equivalent refers to the thickness of lead glass equivalent to the thickness of a lead plate shown in the table.
8) The X-ray radiation dose of the equipment should be regularly checked to ensure that the equipment operation site complies with national regulations on X-ray radiation protection.
9) The area around the equipment should be well ventilated, and exhaust devices should be installed in the workplace to timely expel oil gas, smoke, and other substances from the vacuum chamber.
10) Wear the specified labor protection gear, such as work caps, work clothes, foot covers, insulating shoes, long leather gloves, etc., and choose the appropriate face shield and filter lens.
11) Do not observe the molten pool with the naked eye during the welding process, protective lead glass goggles must be worn if necessary.
12) The operator monitors through an optical system or industrial television system outside the shielding room. The ground where the operator stands should be covered with an insulating mat, and equipment, tools, and accessories should be checked to ensure they are in a normal, intact, and convenient operating condition.
13) Turn on the ventilation equipment before connecting the welding equipment.
14) Strictly check all the gaps in the vacuum chamber to ensure they are sealed to prevent the escape of X-rays.
15) Do not touch the electrified parts of the equipment during work.
16) Operate the electron gun with caution to prevent high voltage electric shock.
In addition to following the relevant safety regulations of electrode arc welding, the following points should also be noted.
1) All maintenance doors of the electrical system enclosure should have appropriate interlocking devices, and the enclosure should have corresponding measures to discharge the capacitor group before entering the maintenance door. Laser processing equipment should have various safety protection measures, and there should be clear danger warning signs and signals on the laser processing equipment, such as “Laser Hazard”, “High Voltage Danger”, etc.
2) The laser optical path system should be as fully enclosed as possible, such as transmitting the laser through a metal tube, to prevent direct exposure: If the laser optical path cannot be completely enclosed, the beam height should be arranged to avoid important organs such as eyes and head, allowing the laser to pass above the height of a person.
3) The laser processing table should be shielded with glass or similar materials to prevent reflected light.
4) The laser processing area should be isolated with fences, partitions, screens, etc., to prevent unauthorized personnel from entering the hazardous area.
5) Prominent warning signs and shielding devices should be set up around the control area, and a termination plate should be installed at the beam terminal to attenuate the beam.
6) Laser operators and processing workers must be equipped with laser protective goggles and wear white work clothes to reduce the impact of diffuse reflection.
7) Only experienced personnel are allowed to operate the laser and perform laser processing.
8) The welding area should be equipped with effective ventilation or exhaust equipment.
In addition to complying with the relevant safety regulations for shielded metal arc welding, the following points should also be noted.
1) Carefully check whether the electrical, water source, water jacket are unobstructed, and whether the machinery is operating normally.
2) Carefully check whether the anode is tightened, and whether there is a short circuit between anode and anode, anode and module, anode and water jacket.
3) The cooling water for the transformer and water jacket must be turned on before the power can be turned on. When electrical equipment fails, an electrician should be found for repairs in time.
4) The welding module should be placed firmly and must not be tilted. The water jacket and module should be tightly attached to prevent slag leakage. The ground wire and module must be welded firmly.
5) After starting the arc and generating slag, test the depth of the slag pool. The probe must be tested downward along the water jacket, and the probe should not touch the water jacket or electrode to prevent puncturing the water jacket and causing an explosion. Protective goggles should be worn during work to prevent eye injury from arc light.
6) People cannot stand on both sides of the welding module. If slag flows, it must be blocked in time.
7) A dedicated person should command when a crane operator lifts workpieces or modules.
8) Operators cannot leave their workstations while working.
In addition to complying with the relevant safety regulations of electrode arc welding, the following points should also be noted.
1) The energy storage resistance welding machine should have an interlocking mechanism on the sealed control door, which should short-circuit the capacitor when the door is opened. Manual operation switches should also include capacitor short-circuit safety measures.
2) Before starting work, carefully and comprehensively check the resistance welding equipment to ensure the cooling water system, pneumatic system, and electrical system are in normal condition, and adjust the welding parameters to meet the process requirements.
3) Wear personal protective equipment, such as work caps, work clothes, protective glasses, insulating boots, and gloves, etc., and adjust the insulating pad or wooden platform device.
4) When starting the welding machine, open the cooling water valve first to prevent the welding machine from burning out.
5) During welding, the cabinet door of the welding machine control device must be closed.
6) Maintenance and adjustment of the control box device should be carried out by professionals.
7) Duplex, multi-station welding machines should be equipped with emergency stop buttons at each station.
8) The foot switch of the welding machine should have a sturdy protective cover to prevent accidental activation.
9) The frame of the portable welding machine should withstand the vibrations generated during operation, the hanging transformer should have a fall protection device, and should be checked regularly.
10) The resistance welding machine work point should have protective baffles or screens to prevent workpiece sparks and splashes. The operator’s eyes should avoid the direction of spark splashes to prevent eye burns.
11) Seam welding operators must pay attention to the direction of electrode rotation to prevent the roller from cutting fingers.
The place where the welding machine is placed should be kept dry, and the ground should be covered with anti-slip boards. Welders of external water-cooled welding machines should wear insulating boots when working.
Do not touch the electrode head ball surface with your hands when using the equipment, to avoid burns.
Hold the workpieces firmly, keep a certain distance from the electrodes with both hands, and fingers should not be placed between the two pieces to be welded. The workpieces should be stacked stably and neatly, and a passage should be left.
There should be no flammable and explosive materials near the work area, the workplace should be well ventilated, and maintain a safe and clean environment. Enclosed workspaces with severe dust should have dust removal equipment.
Maintenance and adjustment of the control box device should be carried out by professionals.
After the welding work is finished, the power and gas sources should be turned off. The cooling water should be turned off after extending for 10min. In low temperatures, the water in the waterway should also be drained to prevent freezing.
In addition to complying with the relevant safety regulations of electrode arc welding, the following points should also be noted:
The casing of the high-frequency generator and the output transformer must be grounded, and the grounding resistance should be less than 4Ω.
A switch should be set up on doors that are frequently opened and closed, to ensure that the welding machine can only be started when the door is closed.
3) Lay pressure-resistant 35kV insulating rubber mats around the welding machine and at the worker’s operating position.
4) Before starting the welding machine, check the cooling water system. The power can be turned on to preheat the oscillation tube only after the cooling water is working normally.
5) When power is off for maintenance, the power supply switch of the welding machine must be cut off. After opening the door of the welding machine, discharge each capacitor group before starting maintenance. Live maintenance is generally not allowed. In special cases, maintenance personnel need to wear insulating shoes and gloves, and be supervised by a dedicated person.
6) The high-frequency conductors exposed outside the chassis of high-frequency equipment should be shielded with thin aluminum or copper plates to prevent the effects of high-frequency electromagnetic fields on the human body and surrounding objects. The electric field strength at the workplace should be less than 40V/m.
Ultrasonic welding uses high-frequency current, eliminating the risk of electric shock. Additionally, there is no flame or splashing during welding, making ultrasonic welding relatively safe.
1) Comply with the relevant regulations for safe use of electricity.
2) The high-speed rotating parts of the friction welding machine should be covered with appropriate protective covers and baffles.
3) Continuous production friction welding machines should pay attention to the interlock and protection between each action.
4) The emergency stop button for the welding machine spindle parking and pressure release should be installed in a conspicuous and convenient location.
5) Operators of friction welding machines should wear work clothes and protective goggles.
1) Explosives and detonators are strictly prohibited from being transported together and must be stored separately. Explosives, detonators, and fuses must not be close to sources of fire or heat.
2) All personnel must comply with relevant national policies and regulations, accept supervision from safety and security departments, undergo job training and assessment, and obtain an operation certificate.
3) Explosive storage personnel must be on duty day and night, and outsiders are not allowed to enter; explosives, detonators, and priming cords and other pyrotechnic items must be stored separately by category, and their storage and retrieval must be strictly managed to ensure that records match the actual items.
4) The explosion site should be located far from buildings and have a warning area and clear warning signs, with someone specifically assigned to guard it.
5) All personnel should work under the command of the shift leader and safety officer; on-site operations should be carried out according to the predetermined process, especially detonators and initiators should be kept and used by one person from beginning to end, and not by two or more people at the same time.
6) After the installation of the process is completed, all personnel and spare items must be withdrawn to a safe area, and all personnel must be prepared for sound and vibration protection and safety, and the command to detonate the explosives can only be issued when it is confirmed that no accidents will occur.
7) All personnel should work under the command of the person in charge, and on-site operations should be carried out according to the predetermined process flow.
8) After the explosion of explosives, staff must wait for 3 minutes before entering the site. In case of a misfire, it must be 3 minutes before entering the site for inspection and handling.
9) It is strictly forbidden to bring sources of fire into the workplace.
10) After each phase of the blasting work, a safety summary should be conducted to identify potential accidents and eliminate hidden dangers.
In addition to complying with the relevant regulations of electrode arc welding, the following points should also be noted:
1) The current during gouging is large, it should match the power of the welding machine, and when used continuously, care should be taken to prevent the welding machine from overloading to avoid burning out the welding machine.
2) Try to use carbon rods dedicated to carbon arc gouging to avoid producing too much harmful gas and dust.
3) During gouging, there is a lot of dust and smoke, because the carbon rods are made by using asphalt to bond and are copper-plated on the surface. Therefore, the dust contains a mass fraction of 1%~1.5% copper, and the harmful gases produced contain highly toxic benzo(a)pyrene. Therefore, operators should wear air-supplied masks. The workplace must take smoke exhaust and dust removal measures and enhance ventilation. To control the pollution of dust, water arc gouging can be applied.
Water arc gouging is made by adding a water supply device and water supply system to the original gouging equipment and making slight modifications to the gouging gun. During water arc gouging, a dispersed water mist is obtained through a reasonable water supply device to ensure that the gouging gun emits a straight water mist, achieving the purpose of smoke elimination and dust suppression.
4) During gouging, a large amount of high-temperature liquid metal and oxides are blown out from under the arc, and care should be taken to prevent burns or fire.
5) The noise is quite loud during planing, and the operator should wear earplugs.
6) When working outdoors, operate downwind and pay attention to fire safety on the site.
7) When operating in containers or compartments, the narrow space should not be too small, and ventilation and dust removal measures should be strengthened.
8) During planing, it is not allowed to interrupt the compressed air to avoid burning the planer gun.
9) The length of the carbon rod protruding during planing should not be less than 30mm.
10) Do not allow the planer gun’s copper head to short-circuit with the workpiece before the power is turned off.
(1) Calcium carbide (CaC 2 )
Calcium carbide reacts with water to produce acetylene and slaked lime. When there is insufficient water, the heat generated by the decomposition of calcium carbide can cause the temperature in the reaction area to rise very high, causing the calcium carbide to overheat violently, leading to the explosion of the mixture of acetylene and air. Generally, a ratio of calcium carbide to water of 1:5~15 is preferred.
The smaller the particle size of calcium carbide, the faster the decomposition speed of calcium carbide. To prevent the calcium carbide from decomposing too quickly and causing overheating, the particle size of calcium carbide used in acetylene generators is generally 4~80mm, with 50~80mm being preferable. Calcium carbide particles smaller than 2mm immediately emit yellow smoke and generate high heat upon contact with water, therefore they should not be used.
(2) Acetylene (C 2H 2 )
Acetylene, also known as carbide gas, has an unsaturated trivalent covalent structure that is highly unstable, easily undergoing polymerization and decomposition reactions, causing combustion and explosion accidents.
The auto-ignition point of acetylene is 335°C. At atmospheric pressure, when the temperature exceeds 580°C, it can cause combustion and explosion. The auto-ignition point of a mixture of acetylene and air is 305°C, and even a slight spark can cause an explosion. Acetylene can explode when combined with chlorine gas or hypochlorite under sunlight or heat. Long-term contact of acetylene with copper or silver can form explosive compounds of copper acetylide and silver acetylide, which can explode upon slight impact or friction.
The risk of explosion is very low when acetylene is mixed with nitrogen, carbon monoxide, steam, or dissolved in acetone liquid. Therefore, acetylene cylinders are filled with porous filler soaked in acetone to store acetylene stably and safely inside the cylinder.
Various catalysts can cause the decomposition explosion of acetylene under certain temperatures and pressures. Based on experience, the table 13-18 shows the lowest temperatures for the decomposition explosion of acetylene by various catalysts at a pressure of 0.4MPa.
Table 13-18 The effect of various catalysts on the decomposition explosion of acetylene
| Powder impurities | Decomposition explosion onset temperature/℃ |
| Iron Filings | 520 |
| Brass Filings | 500~520 |
| Pure Copper Filings | 460 |
| Activated Carbon | 400 |
| Iron Hydroxide | 280~300 |
| Iron Oxide | 280 |
| Copper Oxide | 240 |
| Potassium Hydroxide | 170 |
(3) Liquefied Petroleum Gas
It is a by-product of the petroleum refining industry, a mixture of various combustible gases.
Petroleum gas exists in gaseous form at atmospheric pressure, but can be liquefied with a slight pressure (0.8~1.5MPa). Petroleum gas is volatile, and when it flows out as a liquid, it can diffuse into a gas volume 250~300 times larger. It has a low flash point, with the main component propane having a vapor point of -42°C and a flash point of -20°C, making it highly flammable at low temperatures.
When the air contains 3.5%~16.3% liquefied petroleum gas (volume fraction), an explosion can occur. The auto-ignition point of liquefied petroleum gas is about 500℃, which is safer to use than acetylene. The flame temperature of liquefied petroleum gas is lower than that of acetylene, so the preheating time during gas cutting needs to be slightly longer. When igniting, use an open flame, first ignite the kindling and then turn on the gas, do not reverse the order.
(4) Hydrogen
Hydrogen is highly chemically active and can undergo a violent explosive reaction with fluorine at room temperature; under the action of light, hydrogen can burn and explode with chlorine; hydrogen mixed with air can form a detonating gas.
Hydrogen is a flammable gas, with an auto-ignition point in air of about 510℃. Hydrogen mixed with air or oxygen can form a flammable and explosive gas mixture, which will explode when it encounters an open flame or other heat source, and the explosion is more powerful than that of common flammable liquid vapors.
(5) Oxygen
Oxygen itself does not burn, but it has a strong supporting combustion effect. High-pressure oxygen (pressure greater than 3MPa) in contact with grease (general industrial mineral oil) can cause grease to ignite spontaneously. Oxygen in contact with organic fiber fabrics can also ignite spontaneously. Liquid oxygen has strong oxidizing properties, and drops of liquid oxygen on the hand, face, or other parts of the body can cause burns or frostbite.
Some substances, such as carbon, carbon black, peat, wool fibers, etc., when soaked in liquid oxygen, will explode violently under a certain impact force. Therefore, the mouth of the oxygen cylinder, pipelines, interfaces, etc., must not come into contact with grease and organic matter. Oxygen can mix with all combustible gases to form explosive mixtures and has a wide range of explosion limits.
(6) Explosive content range of combustible gases (explosion limits)
The content range of various combustible gases in the explosive mixture is shown in Table 13-19.
Table 13-19 Explosive content range of combustible gases in the mixture
| Gas Name | Content of combustible gas in the mixed gas (volume fraction, %) | |
| In Air | In Oxygen | |
| Acetylene | 2.2~81 | 2.8~93 |
| Hydrogen | 3.3~81.5 | 4. 45~93.9 |
| Carbon Monoxide | 11. 4~77.5 | 15.5~93.9 |
| Methane | 4.8~16.7 | 5~59.2 |
| Ethylene | 2.75 ~26. 6 | 4.1~61.8 |
| Ethane | 3.12~15 | 4.1~50.5 |
| Propane | 2.17~9.5 | 2.3~55 |
| Butane | 1.55~8.4 | — |
| Town Gas | 3.8 ~24.8 | 10~73.6 |
| Coke Oven Gas | 7. 0~21 | — |
| Natural Gas | 4. 8 ~14 | 3.2~64 |
| Liquefied Petroleum Gas | 2~10 | — |
| Benzene Vapor | 0.7~6 | 2.1~28.4 |
| Kerosene Vapor | 1.4~5.5 | — |
Acetylene generators are equipment for producing acetylene. The maximum working pressure of acetylene generators used in welding production should not exceed 0.15MPa. Generators with small gas production (0.5m 3 /h, 1m 3 /h) are made mobile for single person use, and those with large gas production (5m 3 /h, 10m 3 /h) are used for acetylene stations.
“Welding and Cutting Safety” (GB9448-1999) has explicitly prohibited the use of floating drum acetylene generators. Currently, many cities’ labor departments in our country have explicitly prohibited the use of mobile acetylene generators in cities, requiring the use of bottled dissolved acetylene. The safety technical points of acetylene generators are shown in Table 13-20.
Table 13-20 Safety technical points of acetylene generators
| Item | Key Points of Safety Technology |
| Design and Manufacturing | Comply with standards and “Pressure Vessel Safety Supervision Regulations” requirements; approved by the national labor department; self-made, imitation, or modification is prohibited |
| Manufacturing materials | Prohibit the use of pure copper, silver, or copper alloys containing more than 70% copper to manufacture various parts or random tools in contact with acetylene |
| Safety device | Tempering preventer; safety valve; rupture disk; pressure gauge; thermometer (fixed acetylene generator) |
| Medium pressure acetylene generator (maximum allowable working pressure is 0.15MPa) | The water should be clean and sufficient; the calcium carbide blocks should be 50~80mm, prohibiting the use of fragments. Do not overfill with calcium carbide, it should be appropriate for the generator; the highest water temperature in the calcium carbide decomposition zone should not exceed 95℃, and the gas chamber temperature should not exceed 80℃; the horizontal distance between the acetylene generator in use and open flames, spark points, high voltage lines, etc., should not be less than 10m; the gas chamber, gas squeezing chamber, and backfire preventer of the acetylene generator should all have corresponding areas of pressure relief membranes. The backfire preventer should have a check valve device; exceeding the maximum working pressure or overload use is prohibited; after new calcium carbide is loaded and gas is produced, the mixed gas remaining in the container and pipeline should be discharged first; at the end of work, the ash and dirt in the generator must be removed and cleaned. |
| Placement of Mobile Acetylene Generators | The horizontal distance from open flames, spark points, and high-voltage power lines should be no less than 10m; it is prohibited to place them at the air intake of fans, air compressor stations, oxygen production stations, etc.; it is forbidden to place them on the tracks of electrical circuits or on the grounding objects of metal components. |
| Maintenance | Strict safety measures must be taken before maintenance; after maintenance, it should be qualified by the competent department or designated relevant unit. |
1) Safety technology for gas cylinder use: The filling, use, technical inspection, storage, and transportation management of gas cylinders shall be carried out in accordance with the “Safety Supervision Regulations for Gas Cylinders” and the “Safety Supervision Regulations for Dissolved Acetylene Cylinders”, and the key points of safety technology for using gas cylinders are shown in Table 13-21.
Table 13-21 Key points of safety technology for using gas cylinders
| Cylinder type | Key Points of Safety Technology |
| Compressed gas (oxygen, hydrogen) cylinders | Do not approach heat sources; do not expose to sunlight; have anti-vibration rings, and do not let the gas cylinder fall or be subjected to impact; wear a safety cap to prevent the bottle valve from breaking and causing accidents; the distance between oxygen cylinders, flammable gas cylinders, and open flames should be more than 10m; the gas in the cylinder should not be completely used up, there should be a residual pressure of 0.1~0.2MPa; oxygen cylinders are strictly prohibited from being contaminated with oil; do not operate the bottle valve too quickly when opening; if the bottle valve is frozen, it can be thawed with hot water or steam, flame heating is strictly prohibited; hydrogen cylinders and the pipelines and equipment in contact with hydrogen should have good and reliable grounding devices to prevent static electricity from causing self-ignition. |
| Liquefied petroleum gas cylinder | Gas cylinders should not be filled with liquid, must leave 10%~20% of the volume for gasification space to prevent the liquid from expanding with the rise of ambient temperature and causing the gas cylinder to burst; hose and gasket materials should be made of oil-resistant materials; do not expose to sunlight, the storage room should be well ventilated, open flames are strictly prohibited indoors; there should be no gas leakage at the bottle valve and pipe joints, pay attention to the wear and corrosion of the threads at the pipe joints, to prevent spraying out under pressure; gas cylinders are strictly prohibited from being baked with fire or heated with boiling water, in winter they can be heated with warm water below 40℃; do not pour out the residue by yourself, to prevent disaster in case of fire; strictly prevent gas leakage. |
| Dissolve acetylene bottle | Can only be upright, not laid down, to prevent acetone from flowing out; the rest are the same as the requirements for oxygen cylinders. |
The key points of safety technology for gas welding and cutting tools are shown in Table 13-23.
Table 13-23 Safety Technical Points for Gas Welding and Cutting Tools
| Tool Name | Key Points of Safety Technology |
| Gas Pressure Regulator | (1) A special pressure reducer compatible with the gas characteristics must be selected, and it is forbidden to exchange or substitute. |
| (2) Install firmly, when using threaded connections, it should be tightened for more than 5 turns, when using special clamps for pressing, the clamp should be flat and firm. | |
| (3) It is forbidden to use cotton, hemp rope, or general rubber as the sealing gasket for the oxygen pressure reducer. | |
| (4) The pressure reducers used for liquefied petroleum gas and dissolved acetylene gas cylinders must ensure they are located at the highest part of the cylinder to prevent liquid from flowing out of the cylinder. | |
| (5) When using two types of gases for welding at the same time, the outlet end of the pressure reducer should each be equipped with a check valve. | |
| (6) The pressure release sequence of the pressure reducer is: close the cylinder valve of the high-pressure gas cylinder – release all the residual gas of the pressure reducer – loosen the pressure adjustment rod to make the pointer drop to 0. | |
| Rubber hose | (1) The oxygen hose for welding and cutting is black, capable of withstanding 1.5~2MPa pressure; the acetylene hose is red, capable of withstanding 0.5~1MPa pressure. The two cannot be used interchangeably. |
| (2) When connecting the hose to the conduit (backfire arrester, busbar), the diameters must match each other, and be tightly fastened with hose clamps. | |
| (3) For the connection of acetylene hose sections, copper tubes or stainless steel tubes with a copper mass fraction of less than 70% should be used. | |
| (4) Before starting work, the residual gas in the rubber hose should be blown clean, then start working | |
| (5) The use of rubber hoses damaged by backfire is prohibited | |
| (6) Prevent the rubber hose from getting greasy or touching red-hot metal | |
| (7) The length of the rubber hose should not be less than 5m, preferably 10~15m | |
| Welding torch and cutting torch | (1) Before use, check whether its airway is clear, its suction capability and airtightness, and maintain it regularly |
| (2) It is forbidden to rub the nozzle of the welding torch or cutting torch against a flat surface to clear its blockage during use | |
| (3) High-power welding and cutting torches should be ignited with an igniter, and the use of ordinary matches is prohibited to prevent burns |
1) See Table 13-24 for the safety technical points of the gas welding and cutting work site.
Table 13-24 Safety technical points of the work site
| Key Points of Safety Technology | |
| Requirements for the workplace | (1) Gas welding and cutting work locations must have fire prevention equipment. |
| (2) It is prohibited to work in gas welding and cutting work locations under the following conditions: when there is a large amount of flammable objects stored and it is not possible to take protective measures; when flammable or explosive vapors may form or explosive dust may accumulate. | |
| (3) Flammable and explosive materials should be kept more than 10m away from the work site. | |
| (4) Pay attention to improving ventilation and eliminating harmful gases and smoke at the work site to avoid poisoning accidents. |
(2) See Table 13-25 for the safety technical requirements of actual gas welding and cutting operations.
Table 13-25 Key safety technical points for actual operations
| Key Points of Safety Technology | |
| Practical operation | (1) The maximum working pressure of acetylene is prohibited from exceeding 147kPa. |
| (2) Only one welding torch or one cutting torch is allowed on each oxygen reducer and acetylene reducer. | |
| (3) Before operation, check whether there is any gas leakage in the connection between the oxygen hose, acetylene hose and the welding or cutting torch, and check whether the welding or cutting nozzle is blocked. | |
| (4) When gas welding or cutting containers, pipes, and equipment that have contained flammable and explosive materials, strong oxidizers, or toxic substances, they must be thoroughly cleaned before proceeding with the work. | |
| (5) When gas welding, gas cutting, and working in narrow and poorly ventilated trenches, tunnels, pipes, containers, and semi-enclosed areas, the welding torch and cutting torch mixed gas should be debugged on the ground, and the fire should be lit properly. It is forbidden to debug and ignite at the work site. Both the welding torch and cutting torch should be carried in and out by the person. | |
| (6) When gas welding and gas cutting in closed containers, tanks, barrels, and cabins, the holes of the welding and cutting workpieces should be opened first to allow air circulation inside, to prevent gas welders from poisoning and burns. If necessary, a dedicated person should be on guard. After the work is completed and during pauses, the welding torch, cutting torch, and hose should be carried in and out by the person, and it is forbidden to leave them at the work site. | |
| (7) It is forbidden to perform gas welding and gas cutting on containers, tanks, cabinets, and pipes that are under pressure or voltage or both. The pressure must be released, and the gas and power supply must be cut off before work can begin. | |
| (8) For high-altitude welding and cutting, the range of the danger zone should be determined based on the working height and environmental conditions. It is forbidden to store flammable and explosive materials and to have personnel stay below the working area and within the danger zone. | |
| (9) Gas welders and gas cutters must wear the prescribed work clothes, gloves, and goggles. | |
| (10) Gas welders working at heights should have ladders, work platforms, safety belts, safety helmets, tool bags, and other intact tools and protective equipment. | |
| (11) Cutting metal materials directly on the cement floor may cause explosions, and measures should be taken to prevent sparks from causing burns. | |
| (12) Gas welding and gas cutting on workpieces and equipment hanging from crane hooks are prohibited. | |
| (13) Outdoor operations should stop gas welding and gas cutting work when encountering level six strong winds or rain. | |
| (14) In the event of backfire during gas welding, the acetylene adjustment valve must be closed immediately, followed by the oxygen adjustment valve; if backfire occurs during gas cutting, the cutting oxygen adjustment valve should be closed first, then the acetylene and oxygen adjustment valves. | |
| (15) When the pressure reducer of an acetylene hose or acetylene cylinder explodes, the main valve of the acetylene cylinder or acetylene generator should be immediately closed | |
| (16) When an oxygen hose explodes and burns, the main valve of the oxygen cylinder should be immediately closed | |
| (17) Acetylene generators, backfire preventers, oxygen cylinders, and pressure reducers should all be protected against freezing. Thawing should be done with hot water, and it is forbidden to use open flames or sticks to thaw | |
| (18) Leak detection in the acetylene system can be done by applying soapy water, and it is strictly forbidden to use open flames for leak detection | |
| (19) When calcium carbide and acetylene gas catch fire, use dry sand, CO 2 , or dry powder fire extinguishers to extinguish the fire | |
| (20) After the gas welding or cutting work is finished, the oxygen cylinder valve and acetylene cylinder valve should be closed tightly, and then the pressure reducer adjustment screw should be loosened |
Welders performing welding and cutting operations at heights where there is a potential fall of 2m (including 2m) or more, referred to as high-altitude welding operations, also known as high-altitude operations. In addition to complying with the general safety regulations for welding and cutting operations, special attention should be paid to the risks of electric shock, fire, falls from heights, and being struck by objects in high places.
1) When working at heights, fireproof safety belts that meet standards should be used, the safety belt should be hung high and used low, and it should be fastened and worn securely. If a safety rope is used, its length should not exceed 2m.
2) The scaffold planks used for high-altitude welding and cutting operations must be inspected in advance, and planks with corrosion or mechanical damage or mixed iron and wood planks must not be used. The width of the scaffold plank walkway for single-row pedestrian traffic must not be less than 0.6m. The width for double-row pedestrian traffic must not be less than 1.2m, the slope must not be greater than 1:3, and the surface of the plank must be nailed with anti-slip strips. The outside of the scaffold should be equipped with protective railings or handrails as required. Stand firm and secure when working.
3) The climbing ladder must be placed stably to prevent slipping or tipping. The angle between a single ladder and the ground should be around 60°. When using an A-frame ladder, the angle between the two sides should be about 45°, and it should be securely hooked with a limiting cross hook. It is not allowed for two people to be on the same ladder or on the same side of an A-frame ladder at the same time, nor is it allowed to work on the top rung of the ladder.
4) The installation of safety nets should be higher on the outside and lower on the inside, laid flat without gaps, and any debris on the safety net should be cleaned up at all times. The safety net should be raised as the work point ascends. If the safety net is found to be damaged, it should be replaced as required.
5) It is strictly forbidden to wrap cable wires, acetylene or oxygen hoses around the body or carry them on the back during operations.
6) It is not suitable to work outdoors when it is snowing, and high-altitude work is prohibited when it is raining or there is a strong wind of level 6 or above.
7) When climbing onto locomotives, boilers, water coal cars, vehicles, etc., for work, the object to be climbed must be checked for firmness before climbing.
8) When climbing, one must carry a tool bag and wear a safety rope.
9) High-frequency arc starters should not be used to prevent the possibility of electric shock, slipping, falling, and injury.
10) Personnel climbing to heights must pass a health check. Those with high blood pressure, heart disease, mental illness, epilepsy, tuberculosis, and those who have consumed alcohol are not allowed to work at heights.
1) Safety helmets must be worn when entering high places for work.
2) When working at heights, small tools and parts in use should be kept in a tool bag to prevent them from falling and injuring people.
3) Welding rods should be kept in a welding rod tube or tool bag. The replaced welding rod tips should not be thrown down casually to prevent hitting or burning people below.
4) It is forbidden to throw materials and tools at each other at high altitudes, they can only be lifted and lowered using a safety rope.
Safety measures to prevent electric shock and fire during welding have been described earlier. Special attention should also be paid to the following points when working at heights:
1) Welders should wear rubber-soled shoes.
2) Hand lamps should use a 12V power supply.
3) When approaching high-voltage lines or bare wires at high altitudes, work can only proceed after power is cut off and it is confirmed that there is no risk of electric shock. After cutting off the power, a sign stating “Work in progress, do not close the switch” should be hung on the switch.
4) Railings must be set up within 10m of the work site for isolation.
5) Below high-altitude operations, all flammable and explosive materials must be cleared within the range of sparks (at least 10m) to prevent fire caused by falling sparks and slag.
6) Effective firefighting equipment must be equipped at the work site.
7) High-altitude welding and cutting must have a guardian. The power switch is located near the guardian, and in case of danger, immediately pull the switch for rescue while also paying attention to the fire situation.
1) The welding area must be equipped with rainproof, windproof sheds, and cooling sheds.
2) Attention should be paid to the wind direction to prevent scattered molten iron and slag from injuring people.
3) Simple shielding boards and light-blocking boards should be set up to prevent arc light from harming nearby personnel.
4) Open-air electric welding is not allowed on foggy, rainy, or snowy days.
5) When working in damp places, welders should stand on an insulated surface and wear insulated shoes.
6) In summer, when working, it is necessary to prevent oxygen cylinders and acetylene cylinders from being directly exposed to the scorching sun to avoid explosions. In winter, if the cylinder valve or pressure reducer is frozen, it should be thawed with hot water, and it is strictly forbidden to use fire for thawing.
The basic safety requirements for welding fire prevention are shown in Table 13-26.
Table 13-26 Safety Requirements for Welding Fire Prevention
| Safety Requirements | |
| Places where welding is not allowed | Areas designated by the company as no-fire zones; places where large amounts of flammable materials are stored and protective measures cannot be taken; places where flammable or explosive vapors may form or where explosive dust may accumulate; places where various holes or openings in walls and floors are left unsealed or unshielded |
| Prevent distance | Should not be less than 10m |
| Safety Standards | When welding in flammable and explosive environments, follow the safety standards for welding and cutting in chemical enterprises |
| Firefighting equipment | Workshops or work points must be equipped with sufficient water sources, dry sand, fire-fighting tools, and fire-fighting equipment: fire-fighting equipment should be inspected and effective |
| Safety Management | Inspected by a designated person. Only after completely eliminating the risk of fire can one leave |
See Table 13-27 for the safety distance between welding operation points and various equipment items.
Table 13-27 Safety distance between welding operation points and equipment items
| No. | Content | Parameter/m | Note |
| 1 | Distance between flammable and explosive items and welding sites | 10 | Cotton yarn, sawdust, oils, garbage, etc. |
| 2 | Maximum scattering distance of molten metal during electric welding | >10 | When operating on the ground, it may be carried further distance downwind |
| 3 | Distance between the shut-off valve of the pipeline delivering oxygen and the welding point | 5 | The smaller ones should use objects to cover |
| 4 | Distance between the shut-off valve of the pipeline delivering acetylene and the welding point | 5 | The smaller ones should use objects to cover |
| 5 | Height of cables, oxygen, and acetylene pipes passing on the road | >4.5 | — |
| 6 | Width of the fire truck access lane | 3 | A section can be set up inside the main gate of the workshop |
| 7 | The restricted area under the high-altitude work area, surrounded by rope flags, where flammable and explosive items are prohibited | 10 | Within a diameter of 10m, no-entry warning signs are hung, and personnel are not allowed to stay below. When downwind, the radius of the wind direction can be increased. |
| 8 | When welding or cutting on pipes or containers with flammable insulation, the distance of the insulation that must be removed around the welding and cutting point. | 1.5 | And cover it with an iron plate |
| 9 | The storage distance between each item when using hydrogen, acetylene, and gasoline containers for aluminothermic welding of steel rails. | 10 | Placed in an equilateral triangle (including liquefied petroleum gas cylinders). |
| 10 | Distance between the gasoline pressure cylinder and the welding point | 10 | — |
| 11 | Fireproof distance of carbon arc gouging | >10 | The fire prevention distance is required to be farther than that of electric welding and gas cutting. |
| 12 | The distance between the spray lamp and the welding spot | 10 | When storing on-site during operations |
| 13 | The storage distance between the acetylene generator and the oxygen cylinder. | 5 | Small Medium-Pressure Acetylene Generator |
| 14 | The storage distance between the acetylene generator and the welding point. | 10 | Various Welding |
| 15 | The distance between the mobile acetylene generator working and open flames, spark-emitting points, and high-voltage lines (vertically). | 10 | — |
| 16 | The distance between a small acetylene generator and a single oxygen cylinder. | 5 | If using a partition, the distance can be less than this. |
| 17 | The distance between acetylene generators | 5 | Refers to a general small mobile acetylene generator |
| 18 | The distance between the acetylene generator and the radiator, pipes | 1 | — |
| 19 | The distance from the mobile acetylene generator when crushing calcium carbide | 5 | Not allowed in the same room as the acetylene generator |
| 20 | Distance between the crushed calcium carbide and the calcium carbide storage | 5 | Refers to a small calcium carbide temporary storage facility |
| 21 | Distance between oxygen cylinders and open flames or heat sources | 10 | — |
| 22 | Distance between the oxygen cylinder and the welding point | 10 | Including various welding and gas cutting |
| 23 | The distance between oxygen cylinders and liquefied petroleum gas cylinders | 5 | — |
| 24 | Distance between the propane cylinder and the welding point | 10 | — |
| 25 | The distance between non-combustible or flammable gas cylinders such as carbon dioxide and the welding point | 3 | — |
| 26 | Distance between the acetylene cylinder and the welding point | 10 | Various Welding and Gas Cutting |
| 27 | The distance between high-pressure gas cylinders used for protective gases and heat sources | 5 | Refers to the heat source used in welding |
| 28 | The distance between liquefied petroleum gas cylinders and sparks, heat sources | >10 | Placed outdoors on the ground where air circulates, avoiding sunlight exposure |
| 29 | Distance between the argon gas cylinder and the welding point | 3 | — |
| 30 | The distance between liquefied petroleum gas cylinders and the welding point | 10 | — |
| 31 | The distance between the cylinder and its heat shield when preventing local heating of the oxygen cylinder | 0.1 | Must be insulating material, metal plates are not allowed |
| 32 | The distance between various gas cylinders and radiators, pipes | 1 | — |
| 33 | The distance between the oxygen cylinder storage in the workshop and the welding point | 20 | — |
Welders should strictly comply with the fire safety management system stipulated by the enterprise during welding. Depending on the environmental conditions of the welding site, the following measures are adopted.
1) Welding is not allowed in the fire ban area stipulated by the enterprise. If welding is necessary, the workpiece must be moved to the designated fire area or safety zone for operation.
2) If there are holes in the walls and ground near the welding site, closure and screening measures should be taken.
3) Welding is strictly prohibited when a large amount of flammable materials (such as paint, cotton, sulfuric acid, dry hay, etc.) are stacked and protective measures cannot be taken. Welding is strictly prohibited when flammable vapors or explosive dust accumulations can form.
4) When welding in a flammable and explosive environment, the relevant regulations of the safety professional standards of chemical enterprises should be followed.
5) The welding workshop and work area must be equipped with sufficient water sources, dry sand, fire-fighting tools, and fire extinguishers. The type and performance of fire extinguishers are shown in Table 13-28.
Table 13-28 Types and performance of fire extinguishers
| Type | Agent | Application | Precautions |
| Foam Fire Extinguisher | Sodium bicarbonate foam agent and aluminum sulfate solution | Used for extinguishing oil fires | Frost protection, replace periodically |
| Carbon Dioxide Fire Extinguisher | Liquid carbon dioxide | For extinguishing fires on valuable instruments and equipment, cannot extinguish fires on potassium, sodium, magnesium, aluminum, etc. | Prevent nozzle clogging |
| Dry Powder Fire Extinguisher | Baking soda and potassium salt dry powder | Extinguishing fires on petroleum products, organic solvents, liquefied petroleum gas, acetylene cylinders, etc. | Dry, ventilated, moisture-proof, check once every six months |
| Red Guard 912 Fire Extinguisher | Dibromodifluoromethane liquid | Extinguishing fires on natural gas, petroleum products, and other flammable and explosive chemical products | Decomposes into toxic gases at high temperatures, protective measures required |
6) After welding work is completed, the site should be cleaned up in time, and only after thoroughly eliminating the source of fire and confirming the complete elimination of danger, can one leave.
(1) Cooling fire extinguishing involves spraying substances with a high heat absorption capacity into the flames, removing the reaction heat, which will slow down and stop the combustion reaction. The most common and feasible method of cooling fire extinguishing is to cool and extinguish the fire with dense water flow or decomposed fine water mist. When water turns into steam, it absorbs a large amount of heat and also has diluting capabilities.
(2) Dilution Fire Extinguishing Dilution fire extinguishing is a method of extinguishing fire by reducing the concentration of combustible and oxidizing substances in the combustion series, thereby inhibiting the combustion reaction. In practice, this often involves reducing the concentration of oxygen in the air or cutting off the source of air, so that the combustible material does not receive enough oxygen and is extinguished.
Injecting steam or inert gas into the combustion series, or using liquefied or compressed carbon dioxide and compressed nitrogen for fire extinguishing, achieves the simultaneous dilution of combustible substances or compression of oxidizing substance concentrations.
(3) Combustion Suppression (or Interruption of Chemical Reaction) Fire Extinguishing Fire extinguishing agents participate in the combustion reaction process, causing the free radicals produced during combustion to disappear, and forming stable molecules or low-activity free radicals, thereby interrupting the chemical reaction of combustion. Fire extinguishing agents that use combustion suppression methods include difluorodibromomethane, trifluorobromomethane, as well as sodium and potassium salt powder extinguishers.
(4) Isolation and Source Removal Fire Extinguishing Removing combustible materials from the combustion system or cutting off the source of combustible materials to extinguish the fire. This method is often the only feasible method of extinguishing fires in gas or liquid fires. For example, moving combustible, flammable, explosive, and oxidizing items away from the fire source, closing the valves of combustible gas and liquid pipelines, etc.
1) Sandboxes, sandbags, buckets of water, fire extinguishers, straw bales, iron shovels, and iron hooks should be set up in general welding and cutting places.
2) In chemical welding and cutting, fire-fighting materials such as foam fire extinguishing agents and sand must be equipped, as fires caused by organic solvents cannot be extinguished with water.
3) In the event of a fire in electrical equipment, the power must be cut off immediately, and carbon tetrachloride or carbon dioxide should be used for extinguishing. Water and foam extinguishers must not be used.
4) When a transformer leaks oil and catches fire, it must be buried with sand or extinguished with carbon dioxide.
5) When a welding machine catches fire, the first step is to pull the switch to cut off the power, and then proceed with the firefighting. Before the power is cut off, water and foam machines cannot be used for firefighting, only dry powder extinguishing agents and carbon dioxide extinguishing agents can be used. This is because water and foam extinguishing liquids can conduct electricity, and using them can easily lead to electric shock injuries.
6) When the aluminum thermal welding flux catches fire, it cannot be extinguished. The only option is to move the unburned items away, especially to quickly transfer and isolate the unburned flux. Sand can also be used for isolation.
7) When an oxygen cylinder catches fire, the main valve of the cylinder should be immediately closed to stop the gas supply, allowing it to extinguish on its own.