
Cutting Principles: Mastering Machining Fundamentals
Metal cutting is a fascinating process that transforms raw materials into intricate parts. This article explores the principles behind metal…
This article dives into the fascinating techniques of bending and unfolding metal, crucial for crafting everything from simple brackets to complex machinery parts. By exploring key concepts and practical tips, you’ll uncover the secrets behind achieving accurate bends and unfoldings. Whether you’re a seasoned machinist or a curious beginner, this guide will equip you with valuable insights and enhance your metalworking skills.

| Plate thickness/V-groove width | Cold rolled steel plate, galvanized steel plate or aluminum zinc coated steel plate | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 20 | 2.5 | 3.0 | 3.5 | .0 | 4.5 | 5.0 | Minimum size | remarks | |
| V4 | 0.9 | 1.4 | 2.8 | When the part graphic size is marked with a negative tolerance, the bending allowance value can be increased. For example, the red part in the table can be increased by at least: 2.8:2.82,3.4:3.43 or 3.44, 4.5:4.6, 5.5:5.6 | ||||||||||
| V6 | 1.5 | 1.7 | 2.0 | 4.5 | ||||||||||
| V7 | 1.8 | 2.1 | 2.4 | 5 | ||||||||||
| V8 | 1.9 | 2.2 | 2.5 | 5.5 | ||||||||||
| V10 | 2.1 | 2.3 | 2.7 | 7 | ||||||||||
| V12 | 2.2 | 2.5 | 2.8 | 3.4 | 8.5 | |||||||||
| V14 | 3.5 | 3.8 | 6.4 | 6.8 | 10 | |||||||||
| V16 | 3.1 | 3.8 | 4.5 | 5.0 | 11 | |||||||||
| V18 | 3.3 | 4.0 | 13 | |||||||||||
| V20 | 4.0 | 4.9 | 5.1 | 6.6 | 7.2 | 7.8 | 14 | |||||||
| V25 | 4.4 | 5.0 | 5.5 | 6.8 | 7.8 | 8.3 | 17.5 | |||||||
| V32 | 5.0 | 5.5 | 6.1 | 8.7 | ||||||||||
Cold rolled steel plate, galvanized steel plate or aluminum zinc coated steel plate
| Angle | Mold slot width | 90° | Internal bending angle | External bending angle | 180° |
|---|---|---|---|---|---|
| Plate thickness mm | |||||
| 1.5 | V10 | 3 | 3.2 | 4.1 | 0.75 |
| 2.0 | V12 | 3.84 | 3.7 | 4.6 | 1.0 |
| 2.5 | V16 | 45 | 4.8 | 6.1 | 1.25 |
| Plate thickness mm | 30 | 45° | 60° | 120° | 135 | 145° |
|---|---|---|---|---|---|---|
| 1.0 | 0.35 | 0.7 | 1.1 | 1.0 | 0.6 | 0.4 |
| 1.2 | 0.4 | 0.8 | 1.2 | 1.0 | 0.6 | 0.4 |
| 1.5 | 0.5 | 1.0 | 1.6 | 1.4 | 0.9 | 0.6 |
| 2.0 | 0.6 | 1.2 | 2.0 | 1.7 | 1.1 | 0.7 |
| 2.5 | 0.8 | 1.6 | 2.6 | 2.2 | 1.4 | 0.85 |
| 3.0 | 1.0 | 2.2 | 3.4 | 2.8 | 2.0 | 1.2 |
| 4.0 | 3.7 | 2.4 | 1.4 |
1.1.1 Example of one-bend unfolding drawing and calculation formula
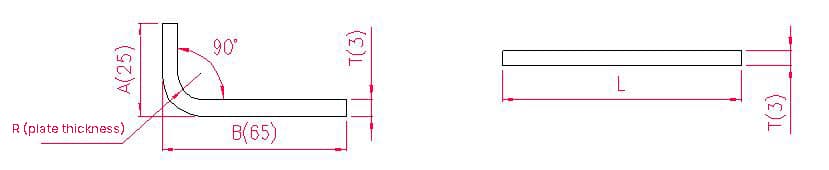
Unfolding length: L = A + B – P’, i.e., L = 25 + 65 – 5.5 = 84.5
According to Table 1: For a plate thickness of 3 mm, the V25 lower die should be used, with a bending allowance of 5.5.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.1.2 Example of two-bend unfolding drawing and calculation formula
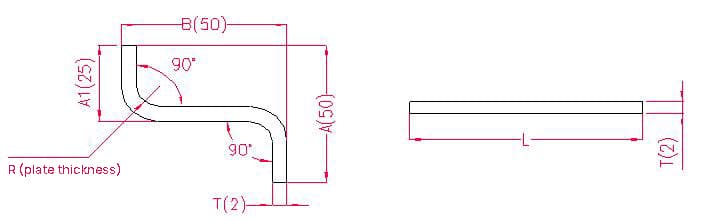
Unfolding length: L = A + T + B – 2xP’, i.e., L = 50 + 2 + 50 – 2×3.4 = 95.6
According to Table 1: For a plate thickness of 2 mm, the V12 lower die should be used, with a bending allowance of 3.4.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.1.3. Example of three-bend unfolding drawing and calculation formula
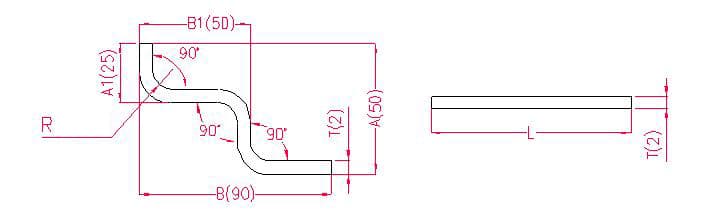
Unfolding length: L = A + T + B + T – 3xP’, i.e., L = 50 + 2 + 90 + 2 – 3×3.4 = 133.8
According to Table 1: For a plate thickness of 2 mm, the V12 lower die should be used, with a bending allowance of 3.4.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.1.4. Example of four-bend unfolding drawing and calculation formula
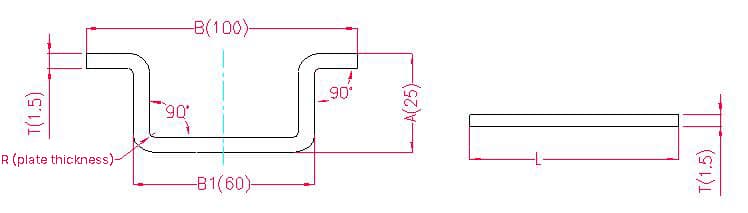
Unfolding length: L = A + A + B + T + T – 4xP’, i.e., L = 25 + 25 + 100 + 1.5 + 1.5 – 4×2.8 = 141.8
According to Table 1: For a plate thickness of 1.5 mm, the V12 lower die should be used, with a bending allowance of 2.8.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.1.5. Example of six-bend unfolding drawing and calculation formula
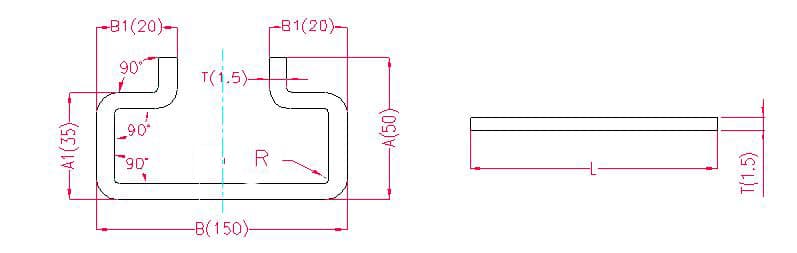
Unfolding length: L = A + T + A + T + B + B1 + B1 – 6xP’, i.e., L = 50 + 1.5 + 50 + 1.5 + 150 + 20 + 20 – 6×2.8 = 276.2
According to Table 1: For a plate thickness of 1.5 mm, the V12 lower die should be used, with a bending allowance of 2.8.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
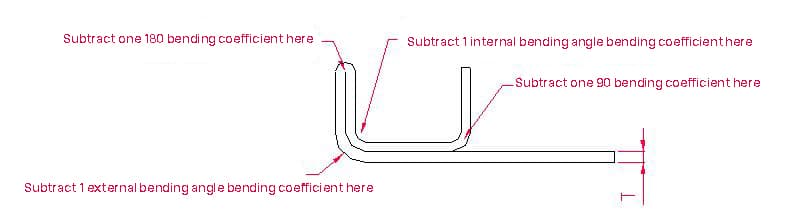
1.2.1. Examples and Calculation Formulas for 180° Bending Unfolding.
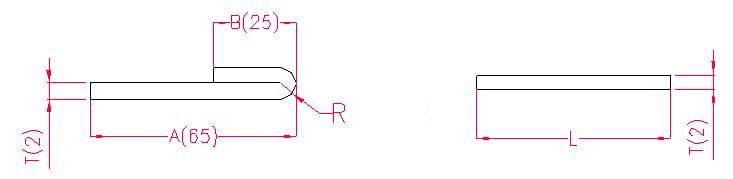
Unfolding length: L = A + B – P’, i.e., L = 25 + 65 – 1 = 89
According to Table 2: For a plate thickness of 2 mm, the V12 lower die should be used, with a bending allowance of half the plate thickness.
Note: According to Table 2, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.2.2. Examples and Calculation Formulas for Double-layer Bending Unfolding.
Unfolding length: L1 = (A-1.5) + (B-1.5) – P1, i.e., L1 = (65-1.5) + (25-1.5) – 3.2 = 83.8
L2 = A + B – P2, i.e., L2 = 65 + 25 – 4.1 = 85.9
L = L1 + L2 – T/2, i.e., L = 83.8 + 85.9 – 0.75 = 168.95
According to Table 2: For a plate thickness of 1.5 mm, the V12 lower die should be used, with a bending allowance of 3.2 for internal corners, 4.1 for external corners, and 0.75 for a 180° angle.
Note: According to Table 2, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.2.3. Examples and Calculation Formulas for Double-layer Bending Unfolding.
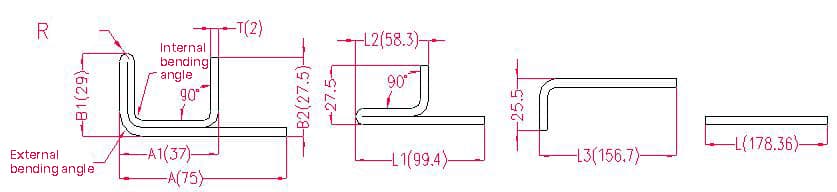
Unfolding length: L1 = A + B1 – P2, i.e., L1 = 75 + 29 – 4.6 = 99.4
L2 = (A1 – T) + (B1 – T) – P1, i.e., L2 = (37 – 2) + (29 – 2) – 3.7 = 58.7
L3 = L1 + L2 – P3, i.e., L3 = 99.4 + 58.3 – 1 = 156.7
L = 25.5 + L3 – P1, i.e., L = 25.5 + 156.7 – 3.84 = 178.36
According to Table 2: For a plate thickness of 1.5 mm, the V12 lower die should be used, with an internal angle bending allowance of 3.2, an external angle bending allowance of 4.1, and a 180° bending allowance of 0.75.
Note: According to Table 2, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.2.4. Examples and Calculation Formulas for Double-layer Bending Unfolding.
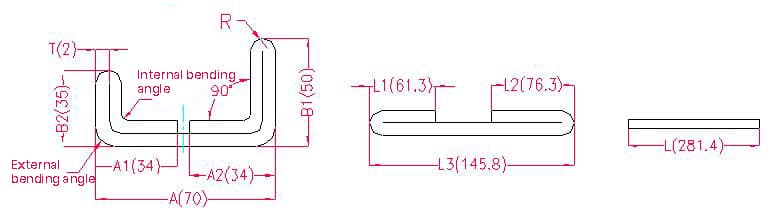
Unfolding length: L1 = (A1-T) + (B2-T) – P1, i.e., L1 = (35-2) + (34-2) – 3.7 = 61.3
L2 = (B1-T) + (A2-T) – P1, i.e., L2 = (50-2) + (34-2) – 3.7 = 76.3
L3 = A + B1 + B2 – 2 x P2, i.e., L3 = 70 + 35 + 50 – 2 x 4.6 = 145.8
L = L1 + L2 + L3 – 2 x P3, i.e., L = 61.3 + 75.3 + 145.8 – 2 x 1 = 281.4
According to Table 2: For a plate thickness of 2 mm, the V12 lower die should be used, with an internal angle bending allowance of 3.7, an external angle bending allowance of 4.6, and a 180° bending allowance of 1.
Note: According to Table 2, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.3.1. Examples and Calculation Formulas for Special Angle Bending Unfolding.
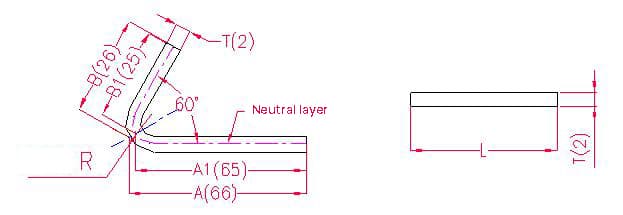
Unfolding length: L = (A-T) + (B-T) – P’ = A1 + B1 – P’, i.e., L = (66-1) + (26-1) – 2 = 65+25-2 = 88
According to Table 3: For a plate thickness of 2 mm, the V12 lower die should be used, and the bending allowance for a 60° angle is 2.
Note: According to Table 3, the neutral layer should be used as the bending length and width.
1.3.2. Examples and Calculation Formulas for Step Pressing Unfolding.
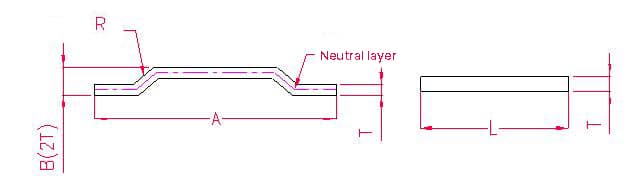
Unfolding length: L = A + 1
Note: When the step is equal to two plate thicknesses, add 0.5 for each step, and add 1 for two steps.
1.3.3. Examples and Calculation Formulas for Special Angle Unfolding.
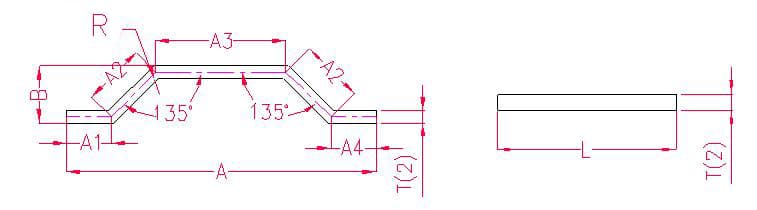
Unfolding length: L = A1 + A2 + A3 + A2 + A4 – P – P
Note: For bending with steps, just subtract two allowances.
According to Table 3: For a plate thickness of 2 mm, the V12 lower die should be used, and the bending allowance for a 135° angle is 1.1.
1.3.4. Examples and Calculation Formulas for Special Angle Unfolding.
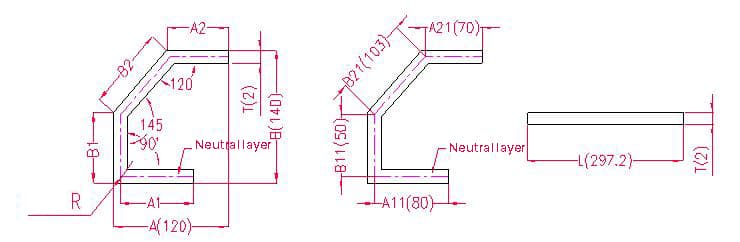
Note: When the dimension is marked on the outline, it needs to be converted to the neutral layer size when calculating the unfolding length.
Unfolding length: L = A11 + B11 + B21 + A21 – P1 – P2 – P3, i.e., L = 80 + 50 + 103 + 70 – 1.7 – 0.7 – 3.4 = 297.2
According to Table 3: For a plate thickness of 2 mm, the V12 lower die should be used, with a bending allowance of 1.7 for a 120° angle, 0.7 for a 145° angle, and 3.4 for a 90° angle.
Note: According to Table 3, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.4.1. Examples and Calculation Formulas for Ordinary Flanging Unfolding.
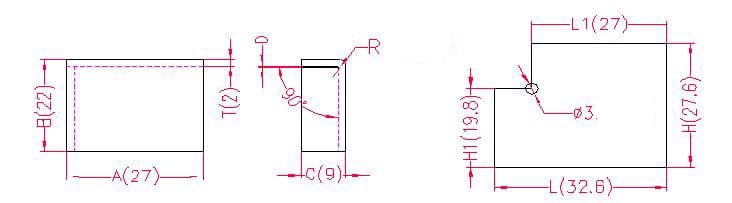
Unfolding length: L1 = A, i.e., L1 = 27
L = A + C – P, i.e., L = 27 + 9 – 3.4 = 32.6
H1 = B – T – D, i.e., H1 = 22 – 2 – 0.2 = 19.8 (Note: D is taken as 0.2)
H = B + C – P, i.e., H = 22 + 9 – 3.4 = 27.6
According to Table 1: For a plate thickness of 2 mm, the V12 lower die should be used, with a bending allowance of 3.4.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
1.4.2. Examples and Calculation Formulas for Ordinary Door Flanging Unfolding.
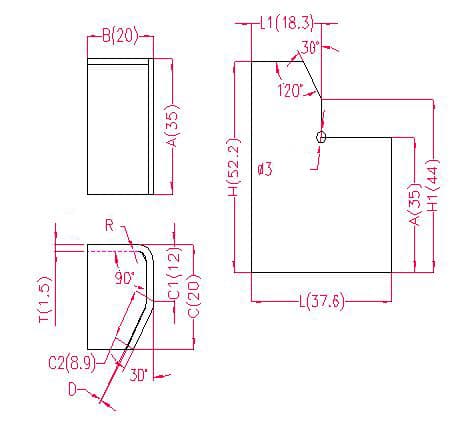
Unfolding length: L1 = B – T – D, i.e., L1 = 20 – 1.5 – 0.2 = 18.3
L = B + C1 + C2 – P – P1, i.e., L = 20 + 12 + 8.9 – 2.8 – 0.5 = 37.6
H1 = C1 + A – P – D, i.e., H1 = 12 + 35 – 2.8 – 0.2 = 44 (Note: D is taken as 0.2)
H = A + C – P, i.e., H = 35 + 20 – 2.8 = 52.2
According to Table 1: For a plate thickness of 1.5 mm, the V12 lower die should be used, with a bending allowance of 2.8 for a 90° angle and 0.5 for a 30° angle.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.
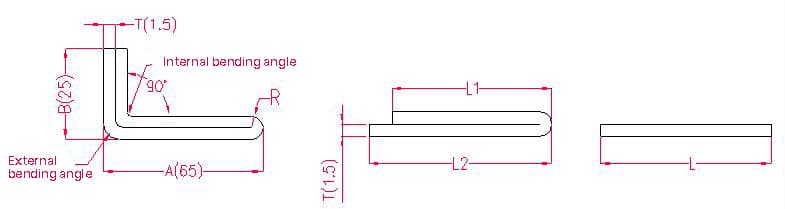
1.4.3. Examples and Calculation Formulas for Ordinary Flanging Bending and Unfolding.
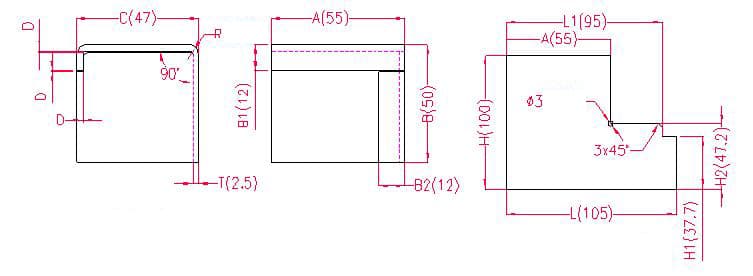
Unfolding length: H1 = B – B1 – D, i.e., H1 = 50 – 12 – 0.3 = 37.7 (Note: D is taken as 0.2)
H2 = B – T – D, i.e., H2 = 50 – 2.5 – 0.3 = 47.2
H = B + C + B1 – 2xP, i.e., H = 50 + 47 + 12 – 2×4.5 = 100
L1 = A + C – T – D – P, i.e., L1 = 55 + 47 – 2.5 – 0.3 – 4.5 = 94.7
L = A + C+ B2 – 2xP, i.e., L = 55 + 47 + 12 – 2×4.5 = 105
According to Table 1: For a plate thickness of 2.5 mm, the V16 lower die should be used, with a bending allowance of 4.5.
Note: According to Table 1, different lower dies have different bending allowances, and different plate thicknesses have different bending allowances.







